Обратный ток при сварке
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Общие сведения о сварке
Каждый сварочный инвертор имеет две клеммы для подключения. На одну подключают электрод или сварочную горелку, а другую замыкают на сварочном изделии. При этом на инверторах постоянного тока предусмотрены положительная и отрицательная клемма. Поэтому при сварке и наплавке постоянным током существуют понятия полярности: прямой и обратной.
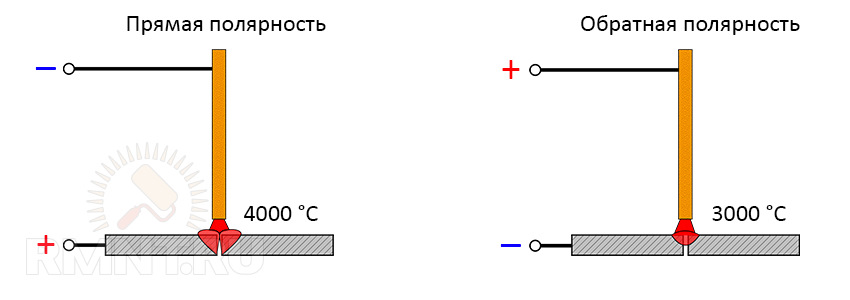
Полярность определяется тем, к какой клемме подключают электрод. Ток обратной полярности при сварке появляется при подключении изделия к «минусу», а электрода – к «плюсу». Прямая подразумевает, что электрод подключен к отрицательной клемме, а изделие – к положительной.
Прямой и обратный ток при сварке имеют ряд существенных отличий, позволяющих использовать каждый тип тока для разных условий. Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
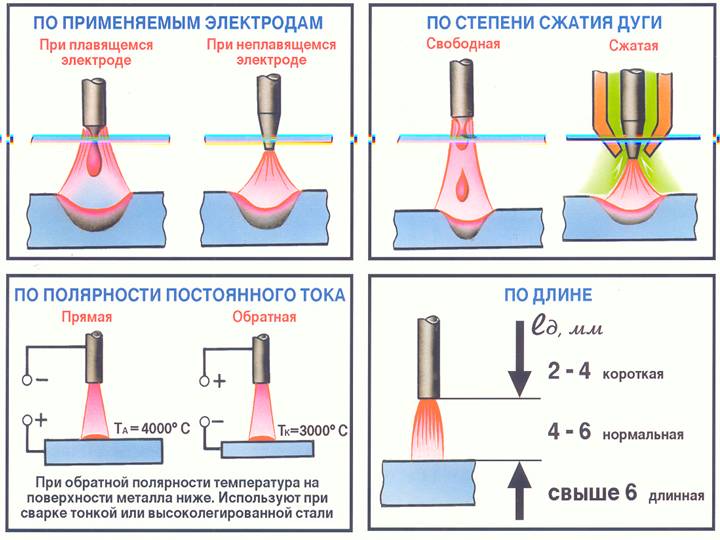
Рассмотрение понятия следует начать с основ – особенностей явления постоянного тока. На кончике электрода во время сварки появляется термическое пятно. Оно отличается высокой температурой, позволяющей расплавлять основной металла и сварочные материалы и с их помощью формировать шов.
Температура пятна зависит от его вида. В зависимости от подключения различают катодное и анодное пятно. Поэтому температура зависит от клеммы, к которой подключен электрод. Температура анодного пятна может достигать 4000oC, а катодного гораздо ниже – его температура обычно не превышает 3200oC.
При прямом подключении на конце электрода появляется катодное пятно. Заготовка при этом будет анодом, и основная температура будет фиксироваться на самом изделии.
Из-за подключения к положительной клемме обратный ток предполагает, что на электроде образуется анодное пятно. Выступающим катодом основной металл будет получать меньше тепла и будет меньше нагревается.
Помимо температуры есть и другие отличия:
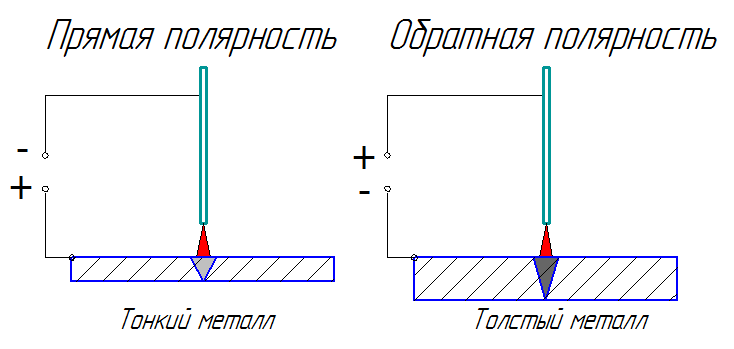
- чтобы получить более глубокую сварочную ванну и более глубокий шов, используют прямое подключение, но при этом шов будет узким, а при обратном шов шире, но не такой глубокий,
- при прямой дуга горит стабильнее, а при обратном токе за ней нужно тщательно следить, чтобы избежать ее скачков и гашения, особенно на низких токах,
- расход электродов на прямом токе выше, потому что они быстрее плавятся, а за счет обратной полярности расход материалов можно снизить,
- из-за слабого нагрева обратный ток практически не способен прожечь металл, поэтому лучше подходит для работы с тонкими изделиями до 3мм, вот прямой ток нагревает сильнее и чаще применяется для более толстых деталей.

Итоговую схему подключения выбирают по роду металла, его толщине, а также по виду сварочных материалов. Например, многие высоколегированные стали и чувствительные металлы лучше варить обратным током, чтобы снизить вероятность перегрева. Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Ответ на этот вопрос очень прост: нет. Суть переменного тока заключается в автоматическом изменении полярности с заданной частотой без переключения. Сварщик никаким образом не может влиять на это и не может самостоятельно менять полярность тока по желанию в принципе. Поэтому переменный ток обратной полярности при сварке не существует.
Vsp-mikron
Обозначения и сокращения
— VB
— VRRM — повторяющееся пиковое обратное напряжение;
— VR — постоянное обратное напряжение;
— VF — постоянное прямое напряжение диода при заданном значении прямого тока;
— VESD — напряжение, характеризующее устойчивость диода к воздействию электростатического разряда;
— IR – ток утечки диода (обратный ток) при заданном обратном напряжении;
— IF — прямой ток;
— IF(
— IFSM — не повторяющийся пиковый ударный прямой ток;
— IRRM – повторяющийся пиковый обратный ток;
— EAS – не повторяющаяся лавинная энергия;
— TJ – максимальная рабочая температура перехода;
— ESD – электростатический разряд;
— ESD HBM — электростатический разряд по модели человеческого тела.
— DC
— mil – 1/1000 доля дюйма (1mil=25,4мкм).
Основные характеристики диодов Шоттки.
— Широкий диапазон рабочих токов и напряжений : IF(AV)=0,5÷60A; VRRM=15÷200В;
— Высокое значение прямого ударного тока – IFSM;
— Низкое прямое напряжение – VF;
— Малые значения обратных токов – IR;
— Низкая рассеиваемая мощность;
— Три класса диодов, отличающихся диапазоном рабочих температур:
а) высокотемпературные диоды Шоттки с супер-низким уровнем обратных токов;
б) стандартные диоды Шоттки;
в) низкотемпературные диоды Шоттки с низким уровнем VF.
Таблица №1.
|
Классификация ДШ |
Диапазон основных параметров |
|||
|
IF(AV), (A) |
VRRM, (В) |
VF, (В) |
IR, (mА) |
|
|
Высокотемпературные ДШ. TJ.=175ºC. |
1,0÷60,0 |
45÷250 |
|
0,004÷0,013 |
|
Cтандартные ДШ. TJ.=150ºC. |
1,0÷30,0 |
20÷60 |
0,43÷0,68 |
0.040÷0,400 |
|
Низкотемпературные ДШ. TJ.=125ºC. |
0,5÷20,0 |
15÷40 |
0.30÷0,38 |
0.25÷10,0 |

-Высокие технические характеристики EAS и IRRM, характеризующие надежность прибора при воздействии стрессовых перегрузок в режиме лавинного пробоя.
-Высокая устойчивость к воздействию электростатических разрядов, соответствующая требованиям стандартов JEDEC и MIL-STD-883G c уровнем VESD=+/-8kV (контакт) по модели человеческого тела (С=100pF, R=1500ohm), а также требованиям к электронным компонентам для автомобильной электроники, устанавливаемым стандартом AEC-Q101-001.
-Электрические характеристики подтверждаются тестированием 100% кристаллов в нормальных условиях (ТА=25ºС) по основным параметрам: VB,IR, IRRM , а также выборочным тестированием кристаллов на каждой пластине по параметру VF при номинальном значении прямого тока IF(AV).
Значение обратного тока при повышенной температуре тестируется на выборках кристаллов на 100% пластин.
Соответствие остальных параметров требованиям спецификаций гарантируется конструкцией кристаллов.
После тестирования электрических параметров проводится контроль внешнего вида с выбраковкой потенциально ненадежных кристаллов на 100% пластин.
ЗАО «ВЗПП-Микрон» производит и поставляет кристаллы диодов Шоттки в составе неразделенных пластин диаметром 100мм и 150мм. При этом потребителям предоставляется возможность выбора варианта исполнения кристалла в зависимости от используемого метода сборки прибора:
а) кристалл с Al металлизацией лицевой стороны (анод) – для монтажа внутренних выводов методом ультразвуковой сварки;
б) кристалл с многослойной металлизацией анода Al-Ni-Ag- для монтажа в корпус методом пайки с применением PbSn припоев.
Металлизация катода -Ti-Ni-Ag позволяет проводить монтаж кристалла на кристаллодержатель методом пайки с применением PbSn припоев.
Потребителю также предоставляется возможность выбора подходящего ему размера кристалла, исходя из оптимального соотношения цены и качества.
Упаковка и хранение пластин с кристаллами ДШ.
Пластины с кристаллами ДШ упаковываются в полипропиленовые футляры. Пластины укладываются в футляр через прокладки из не пылящего материала и через каждые 5 пластин прокладываются прокладками из поролона. В каждый футляр вкладывается упаковочный ярлык на котором указан тип ДШ, номер партии, количество пластин и количество годных кристаллов, а также полный перечень пластин с указанием их номеров и количества годных на каждой пластине.
Каждый футляр помещается в полиэтиленовый пакет, из которого откачивается воздух . Далее пакет запаивается и упакованные пластины хранятся в вакууме с целью сохранения высоких потребительских свойств в процессе транспортировки и при хранении в складских условиях в течение длительного времени.
Далее пакет запаивается и упакованные пластины хранятся в вакууме с целью сохранения высоких потребительских свойств в процессе транспортировки и при хранении в складских условиях в течение длительного времени.
Гарантийный срок хранения пластин без нарушения вакуумной упаковки – один год. После вскрытия вакуумной упаковки пластины должны храниться в контролируемой атмосфере осушенного азота и в течение не более 30 суток должны быть запущены в производство и пройти операцию герметизации (загерметизированы в корпус или залиты защитным слоем компаунда).
При нарушении гарантийных сроков хранения пластины подлежат дополнительному тестированию для оценки возможности их использования в производстве с какими-либо доработками или без таковых.
Указания по применению.
1. Вскрытие вакуумной упаковки и футляра с пластинами должно проводиться в чистом рабочем помещении класса 100000 и выше с параметрами микроклимата в рабочей зоне: Т=23+/-5ºС и влажности 45+/-5%.
2. Пластины ДШ утоняются методом шлифовки до толщины 200-300мкм. Поэтому они очень хрупкие и требуют к себе бережного и аккуратного обращения. С целью снижения вероятности боя пластин при перегрузке их из футляра в транспортные кассеты рекомендуется снять крышку и перевернуть футляр вверх дном на плоскую поверхность (на стол). Затем аккуратно поднять корпус футляра, освобождая при этом пластины вместе с поролоновыми и бумажными прокладками. Теперь можно с помощью вакуумного пинцета брать пластины и переносить их в транспортную кассету. После снятия крышки целесообразно положить на её место плоскую пластину из любого материала для исключения возможности выпадения пластин из футляра в процессе его перевертывания. Применение пинцетов с механическим захватом крайне не желательно в связи с высокой вероятностью появления трещин и сколов.
3. Разделение пластин на кристаллы рекомендуется проводить методом дисковой резки алмазными дисками, обеспечивающими ширину реза 25-35мкм, с последующей промывкой в проточной деионизованной воде. Промывка должна обеспечивать полное удаление продуктов резки с поверхности кристаллов.
Промывка должна обеспечивать полное удаление продуктов резки с поверхности кристаллов.
4. Монтаж кристаллов на кристаллодержатель рекомендуется проводить методом пайки с применением припоев или припойных паст на основе Pb/Sn в защитной атмосфере водорода или формир-газа (N2+H2 с содержанием H2 не менее 5%). Также возможно применение метода вакуумной пайки. Максимальная температура в процессе пайки кристаллов ДШ высокотемпературной и стандартной серии не должна превышать 420 ºС , а для кристаллов низкотемпературной серии — 350 ºС. Время выдержки кристаллов при максимальной температуре должно быть минимизировано для предотвращения изменения спецификационных параметров. Кристаллодержатель перед пайкой должен быть очищен от загрязнений и окисных пленок химическим методом или отжигом в водородной среде. Аналогичные рекомендации распространяются и на процесс сборки кристаллов с серебряной металлизацией анода (лицевой стороны).
5. Для кристаллов с Al металлизацией лицевой стороны (анода) монтаж внутренних выводов должен проводиться методом ультразвуковой сварки алюминиевой проволокой диаметром 250-400мкм. Диаметр проволоки и количество проволок рекомендуется оптимизировать в зависимости от размеров металлизации анода и спецификационных требований к параметрам прибора (VF, IFSM). При этом необходимо учитывать, что увеличение количества проволок позволяет улучшить токораспределение по площади кристалла и за счет этого улучшить параметры VF, IFSM. Кроме того, увеличение количества проволок при уменьшении их диаметра позволяет снизить вероятность возникновения механических напряжений и микротрещин в месте сварки. При этом снижается вероятность повреждения и деградации барьера Шоттки. Повышается надежность прибора. Точки сварки должны быть равномерно распределены по площади анода.
6. Перед корпусированием сборка должна быть очищена от загрязнений и отожжена 2-3 часа при 150ºС для удаления влаги с поверхности кристалла. При корпусировании в не герметичный корпус кристалл рекомендуется покрыть силиконовым защитным слоем. Процесс покрытия проводить в атмосфере осушенного азота.
При корпусировании в не герметичный корпус кристалл рекомендуется покрыть силиконовым защитным слоем. Процесс покрытия проводить в атмосфере осушенного азота.
Прямое смещение против обратного смещения и их влияние на функциональность диода
С того дня, когда моя мама удивила меня первым домашним компьютером на Рождество, ну, скажем так, давным-давно, я был заинтригован этой технологией. Как бы то ни было, в то время я был предметом зависти всех товарищей-компьютерщиков, ботаников и учителей в моей школе. Там я был с впечатляющими 64 килобайтами необработанной вычислительной мощности.
Теперь перенесемся в настоящее время, и мой ноутбук использует в 100 000 раз больше только оперативной памяти. Таким образом, можно с уверенностью сказать, что компьютерные технологии развивались. Однако есть одна вещь, которой нет, и это конкурентоспособность производителей компьютеров.
Бывают случаи, когда выбор одного устройства или метода зависит от потребности или функции.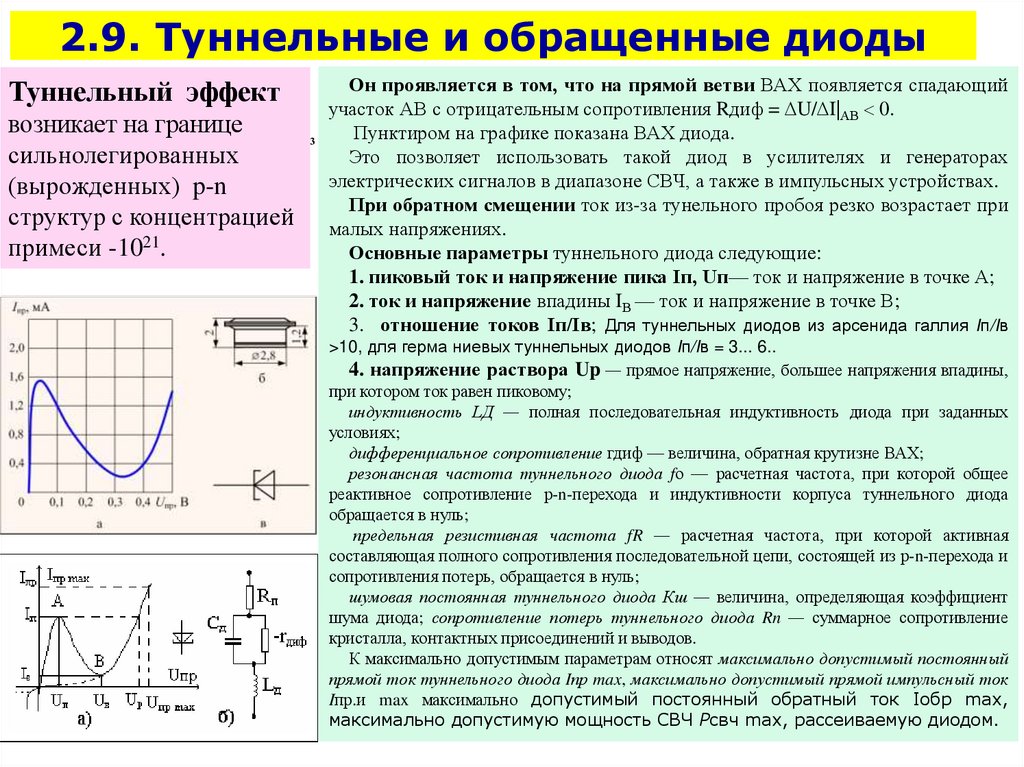 Более того, потребность в той или иной функциональности является преобладающей движущей силой при выборе устройства или процесса в области электроники.
Более того, потребность в той или иной функциональности является преобладающей движущей силой при выборе устройства или процесса в области электроники.
Что такое диодное смещение или смещение?
Прежде чем мы сравним два типа предвзятости, сначала я расскажу об их индивидуальных характеристиках. В электронике мы определяем смещение или смещение как метод установления набора токов или напряжений в различных точках электронной схемы для установления надлежащих условий работы внутри электронного компонента. Хотя это упрощенная версия ответа, в целом она верна. Кроме того, при смещении существуют два типа смещения: прямое смещение и обратное смещение.
Я уверен, вы знаете, что диод (PN-переход) во многом похож на шоссе с односторонним движением, поскольку он позволяет току легче течь в одном направлении, чем в другом. Таким образом, диод обычно проводит ток в одном направлении, и напряжение, которое они прикладывают, соответствует описанной ориентации прямого смещения. Однако, когда напряжение движется в обратном направлении, мы называем эту ориентацию обратным смещением. Кроме того, при обратном смещении стандартный диод с PN-переходом обычно подавляет или блокирует протекание тока, почти как электронный вариант обратного клапана.
Однако, когда напряжение движется в обратном направлении, мы называем эту ориентацию обратным смещением. Кроме того, при обратном смещении стандартный диод с PN-переходом обычно подавляет или блокирует протекание тока, почти как электронный вариант обратного клапана.
Прямое смещение и обратное смещение
В стандартном диоде прямое смещение происходит, когда напряжение на диоде допускает естественное протекание тока, тогда как обратное смещение обозначает напряжение на диоде в противоположном направлении.
Однако напряжение, присутствующее на диоде во время обратного смещения, не вызывает значительного протекания тока. Кроме того, эта конкретная характеристика полезна для преобразования переменного тока (AC) в постоянный ток (DC).
Существует множество других применений этой характеристики, включая управление электронными сигналами.
Знание размещения стабилитронов может создать или разрушить проект.
Работа диода
Ранее я дал более упрощенное объяснение работы стандартного диода. Детальный процесс диода может быть несколько сложным для понимания, поскольку он требует понимания квантовой механики. Работа диода связана с потоком отрицательных зарядов (электронов) и положительных зарядов (дырок). С технической точки зрения мы называем полупроводниковый диод p-n переходом. P-n переходы также являются неотъемлемой частью работы фотогальванического элемента.
В целом, для правильной работы диода требуется еще один важный элемент или процесс, называемый легированием. Вы можете легировать полупроводник материалами, чтобы облегчить избыток легко вытесняемых электронов, которые мы называем n-типом или отрицательной областью. Кроме того, полупроводник также можно легировать, чтобы создать избыток дырок, которые также легко поглощают эти электроны, и мы называем это p-типом или положительной областью. Причем положительные и отрицательные участки диода также называют его анодом (Р) и катодом (Н).
В целом именно различия между двумя материалами и их последующая синергия на очень коротких расстояниях (< миллиметра) облегчают работу диода. Однако функциональность диода возможна, конечно, только тогда, когда мы объединяем два типа (P, N) материалов. Кроме того, слияние этих двух типов материалов образует то, что мы называем p-n переходом. Кроме того, область, которая существует между двумя элементами, называется областью истощения.
Примечание. Имейте в виду, что для правильной работы диода требуется минимальное пороговое напряжение для преодоления области истощения. Кроме того, минимальное пороговое напряжение в большинстве случаев для диодов составляет примерно 0,7 вольта. Кроме того, напряжение обратного смещения создает небольшой ток через диод, и это называется током утечки, но обычно им можно пренебречь. Наконец, если вы приложите значительное обратное напряжение, это вызовет полный электронный пробой диода, что позволит току течь в противоположном направлении через диод.
Функциональность и работа диода (продолжение)
Обычно, когда диффузия способствует последующему перемещению электронов из области n-типа, они начинают заполнять дырки внутри области p-типа. В результате этого действия образуются отрицательные ионы в области p-типа, оставляя после себя положительные ионы в области n-типа. В целом, управляющий контроль этого действия находится в направлении электрического поля. Как вы можете себе представить, это приводит к благоприятному электрическому поведению, зависящему, конечно, от того, как вы прикладываете напряжение, то есть от смещения.
Кроме того, что касается стандартного диода с p-n переходом, существуют три условия смещения и две рабочие области. Возможны следующие три типа условий смещения:
Прямое смещение : Это условие смещения включает подключение положительного потенциала напряжения к материалу P-типа и отрицательного потенциала к материалу N-типа через диод, что уменьшает ширину диода.
Обратное смещение : Напротив, это условие смещения включает соединение отрицательного потенциала напряжения с материалом P-типа и положительного потенциала с материалом N-типа через диод, что увеличивает ширину диода.
Нулевое смещение : Это состояние смещения, при котором на диод не подается внешний потенциал напряжения.
Прямое смещение против обратного смещения и их различия
Обратное смещение усиливает потенциальный барьер и препятствует потоку носителей заряда. Напротив, прямое смещение ослабляет потенциальный барьер, что позволяет току легче течь через переход.
При прямом смещении мы подключаем положительную клемму источника напряжения к аноду, а отрицательную клемму к катоду. Напротив, при обратном смещении мы подключаем положительный вывод источника напряжения к катоду, а отрицательный вывод — к аноду.
Прямое смещение уменьшает силу потенциального барьера электрического поля поперек потенциала, тогда как обратное смещение усиливает потенциальный барьер.
Прямое смещение имеет анодное напряжение, превышающее катодное напряжение. Напротив, при обратном смещении напряжение на катоде больше, чем напряжение на аноде.
Прямое смещение имеет значительный прямой ток, а обратное смещение имеет минимальный прямой ток.
Обедненный слой диода значительно тоньше при прямом смещении и намного толще при обратном смещении.
Прямое смещение уменьшает сопротивление диода, а обратное смещение увеличивает сопротивление диода.
Ток течет без усилий при прямом смещении, но обратное смещение не позволяет току течь через диод.
Уровень тока зависит от прямого напряжения при прямом смещении, однако величина тока минимальна или пренебрежимо мала при обратном смещении.
При прямом смещении устройство работает как проводник, а при обратном — как изолятор.

Планирование схемы на основе потенциалов смещения является признаком грамотного анализа.
Способность диода функционировать как два отдельных, но одинаково эффективных устройства делает его действительно адаптивным компонентом. Влияние смещения на функциональность диода обеспечивает оптимальный контроль над тем, какую функцию диод будет играть в вашей схеме. Использование прямого и обратного смещения дает разработчику схемы оптимальный контроль над функциональностью диода.
К счастью, благодаря набору инструментов Cadence для проектирования и анализа ваши дизайнеры и производственные группы будут работать вместе над внедрением методов прямого и обратного смещения во всех ваших проектах печатных плат.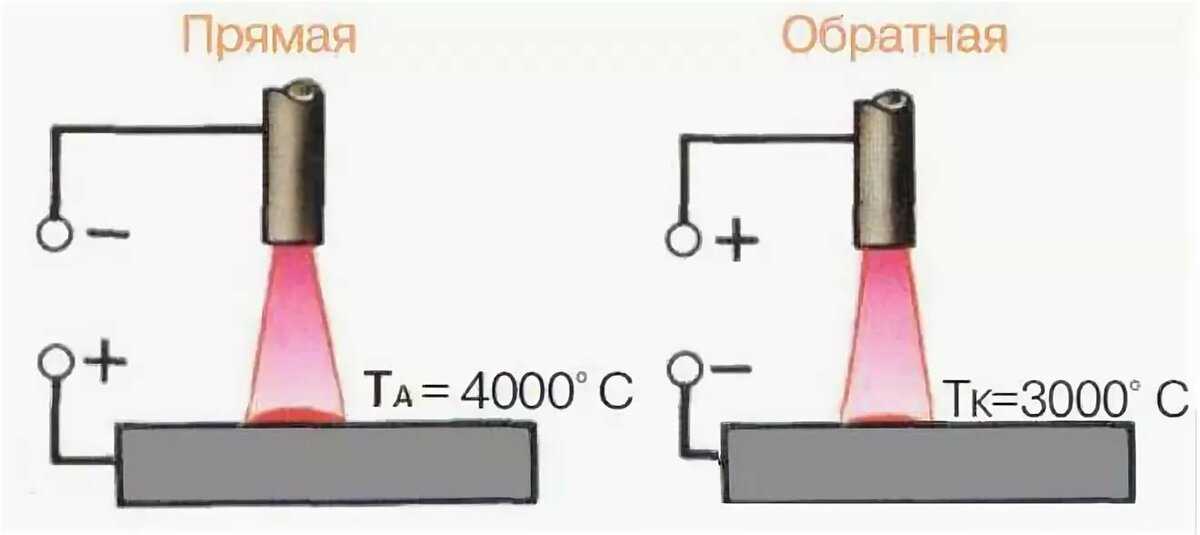 Allegro PCB Designer — это решение для компоновки, которое вы искали, и оно, несомненно, может облегчить реализацию стратегий проектирования с прямым или обратным смещением в ваших текущих и будущих проектах печатных плат.
Allegro PCB Designer — это решение для компоновки, которое вы искали, и оно, несомненно, может облегчить реализацию стратегий проектирования с прямым или обратным смещением в ваших текущих и будущих проектах печатных плат.
Если вы хотите узнать больше о том, как у Cadence есть решение для вас, обратитесь к нам и нашей команде экспертов. Чтобы посмотреть видео по связанным темам или узнать, что нового в нашем наборе инструментов для проектирования и анализа, подпишитесь на наш канал YouTube.
Решения Cadence PCB — это комплексный инструмент для проектирования от начала до конца, позволяющий быстро и эффективно создавать продукты. Cadence позволяет пользователям точно сократить циклы проектирования и передать их в производство с помощью современного отраслевого стандарта IPC-2581.
Подпишитесь на Linkedin Посетите вебсайт Больше контента от Cadence PCB Solutions
УЗНАТЬ БОЛЬШЕРазница между прямым и обратным смещением со сравнительной таблицей
Одно из основных различий между прямым и обратным смещением заключается в том, что при прямом смещении положительная клемма батареи подключается к полупроводниковому материалу p-типа , а отрицательная клемма подключается к n- полупроводниковый материал типа . В то время как при обратном смещении материал n-типа соединяется с 9Положительная клемма 0055 источника питания и материал p-типа соединены с отрицательной клеммой аккумулятора. Прямое и обратное смещение различаются ниже в сравнительной таблице.
В то время как при обратном смещении материал n-типа соединяется с 9Положительная клемма 0055 источника питания и материал p-типа соединены с отрицательной клеммой аккумулятора. Прямое и обратное смещение различаются ниже в сравнительной таблице.
Смещение означает, что питание или разность потенциалов подключены к полупроводниковому устройству. Разность потенциалов бывает двух типов: прямое смещение и обратное смещение.
Прямое смещение уменьшает потенциальный барьер диода и обеспечивает легкий путь для протекания тока. Пока в обратное смещение разность потенциалов увеличивает прочность барьера, препятствующего перемещению носителей заряда через переход. Обратное смещение обеспечивает высокоомный путь к протеканию тока, и, следовательно, ток не протекает через цепь.
Содержание: прямое и обратное смещение
- Сравнительная таблица
- Определение
- Ключевые отличия
Сравнительная таблица
| Основание для сравнения | Прямое смещение | Обратное смещение |
|---|---|---|
| Определение | Внешнее напряжение, которое прикладывается к PN-диоду для уменьшения потенциального барьера, образуя легкое протекание тока через него, называется прямым смещением.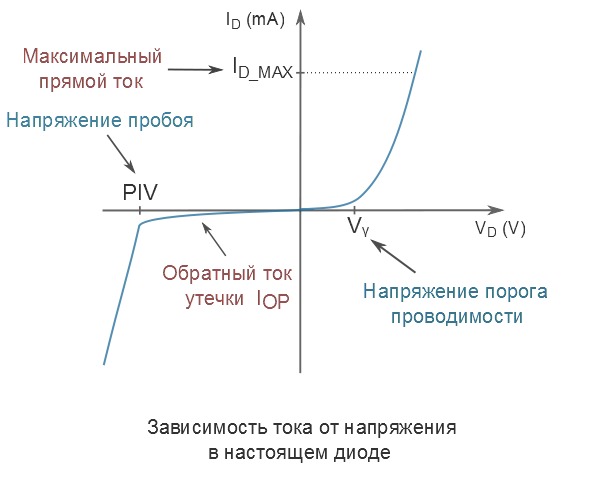 | Внешнее напряжение, которое прикладывается к PN-переходу для усиления потенциального барьера и предотвращения протекания тока через него, называется обратным смещением. |
| Символ | ||
| Соединение | Положительная клемма батареи подключена к полупроводнику P-типа устройства, а отрицательная клемма подключена к полупроводнику N-типа | Отрицательная клемма батареи подключена к P-области и положительный полюс батареи подключен к полупроводнику N-типа. |
| Барьерный потенциал | Уменьшение | Усиление |
| Напряжение | Напряжение анода больше напряжения катода. | Напряжение катода больше напряжения анода. |
| Прямоточный | Большой | Маленький |
| Слой истощения | Тонкий | Толстый |
| Сопротивление | Низкое | Высокое |
| Текущий поток | Позволяет | Предотвращает |
| Величина тока | Зависит от прямого напряжения. | Ноль |
| Работа | Проводник | Изолятор |
Определение прямого смещения
При прямом смещении внешнее напряжение подается на диод с PN-переходом. Это напряжение устраняет потенциальный барьер и обеспечивает путь тока с низким сопротивлением. Прямое смещение означает, что положительная область подключена к p-клемме источника питания, а отрицательная область подключена к n-типу устройства.
Напряжение потенциального барьера очень мало (около 0,7 В для кремния и 0,3 В для германиевого перехода), поэтому для полного устранения барьера требуется очень небольшое напряжение. Полное устранение барьера представляет собой путь с низким сопротивлением для протекания тока. Таким образом, ток начинает течь через соединение. Этот ток называется прямым током.
Определение обратного смещения
При обратном смещении отрицательная часть соединяется с положительной клеммой батареи, а положительная область соединяется с отрицательной клеммой. Обратный потенциал увеличивает силу потенциального барьера. Потенциальный барьер препятствует потоку носителей заряда через переход. Это создает путь с высоким сопротивлением, в котором ток не протекает через цепь.
Обратный потенциал увеличивает силу потенциального барьера. Потенциальный барьер препятствует потоку носителей заряда через переход. Это создает путь с высоким сопротивлением, в котором ток не протекает через цепь.
Ключевые различия между прямым и обратным смещением
- Прямое смещение уменьшает силу потенциального барьера, благодаря чему ток легко проходит через переход, тогда как обратное смещение усиливает потенциальный барьер и препятствует протеканию носителей заряда.
- При прямом смещении положительная клемма батареи подключается к p-области, а отрицательная клемма подключается к материалу n-типа, в то время как при обратном смещении положительная клемма источника питания подключается к материалу n-типа, а отрицательная клемма подключена к материалу p-типа устройства.
- Прямое смещение создает электрическое поле поперек потенциала, что снижает силу потенциального барьера, тогда как обратное смещение увеличивает силу потенциального барьера.
- Примечание. Потенциальный барьер представляет собой слой между PN-переходом диода, который ограничивает движение электронов через переход.
- При прямом смещении напряжение на аноде больше, чем на катоде, тогда как при обратном смещении напряжение на катоде больше, чем на аноде.
- Прямое смещение имеет большой прямой ток, тогда как обратное смещение имеет очень маленький прямой ток.
- Примечание. Ток в диоде при движении в прямом направлении называется прямым током.
- Слой обеднения диода очень тонкий при прямом смещении и толстый при обратном смещении.
- Примечание. Слой обеднения представляет собой область вокруг перехода, в которой обедняются свободные носители заряда.
- Прямое смещение уменьшает сопротивление диода, тогда как обратное смещение увеличивает сопротивление диода.
- При прямом смещении ток легко протекает по цепи, тогда как обратное смещение не позволяет току течь по ней.