
ГОСТ 16093-2004. Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
- формат doc
- размер 189.63 КБ
- добавлен 30 октября 2008 г.
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724 и ГОСТ 16967 и основными размерами по ГОСТ 24705 и ГОСТ 24706.
Допуски для резьб диаметром менее 1 мм — по ГОСТ 9000.
Похожие разделы
- Академическая и специальная литература
- Машиностроение и металлообработка
- ВСТИ в машиностроении
Смотрите также
Стандарт
- формат pdf
- размер 384.
 3 КБ
3 КБ - добавлен 25 октября 2011 г.
 3 КБ
3 КБНастоящий стандарт распространяется на метрическую резьбу диаметрами от 1 до 180 мм для деталей из пластмасс, соединяемых с пластмассовыми и металлическими деталями, и устанавливает профиль, основные размеры, допуски и предельные отклонения размеров такой резьбы.
- формат djvu
- размер 974.87 КБ
- добавлен 07 октября 2008 г.
Основные нормы взаимозаменяемости, допуски, степени точности.
- формат doc
- размер 57.65 КБ
- добавлен 09 января 2009 г.
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724.
Стандарт
- формат pdf
- добавлен 25 октября 2011 г.
Настоящий стандарт распространяется на метрические резьбы для приборостроения с профилем по ГОСТ 9150-81, диаметрами и шагами по ГОСТ 16967-81.
- формат pdf
- размер 231.65 КБ
- добавлен 05 сентября 2011 г.
Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
Стандарт
- формат pdf
- размер 697.01 КБ
- добавлен 29 декабря 2011 г.
Настоящий стандарт распространяется на допуски и посадки деталей при размерах от 0,1 до 1мм. Переиздание 01.03.2004 с изм. 1;2
Стандарт
- формат pdf
- размер 411.92 КБ
- добавлен 01 февраля 2012 г.
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81 и устанавливает диаметры, шаги, допуски и предельные отклонения для посадок с натягом без применения элементов заклинивания. Переиздание 01.12.2002 с изм. 1
Переиздание 01.12.2002 с изм. 1
Стандарт
- формат pdf
- размер 360.04 КБ
- добавлен 25 октября 2011 г.
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметром от 0,25 до 0,9 мм по ГОСТ 8724-81, основными размерами по ГОСТ 24705-81 и устанавливает допуски и предельные отклонения для посадок с зазором.
- формат doc, pdf
- размер 8.7 МБ
- добавлен 23 августа 2009 г.
ГОСТ-11708-82 Основные нормы взаимозаменяемости. Резьба., ГОСТ 8.050-73 Нормальные условия выполнения линейных и угловых измерений., ГОСТ 30893.2-2002 Общие допуски. Допуски формы и расположения поверхностей не указанные индивидуально.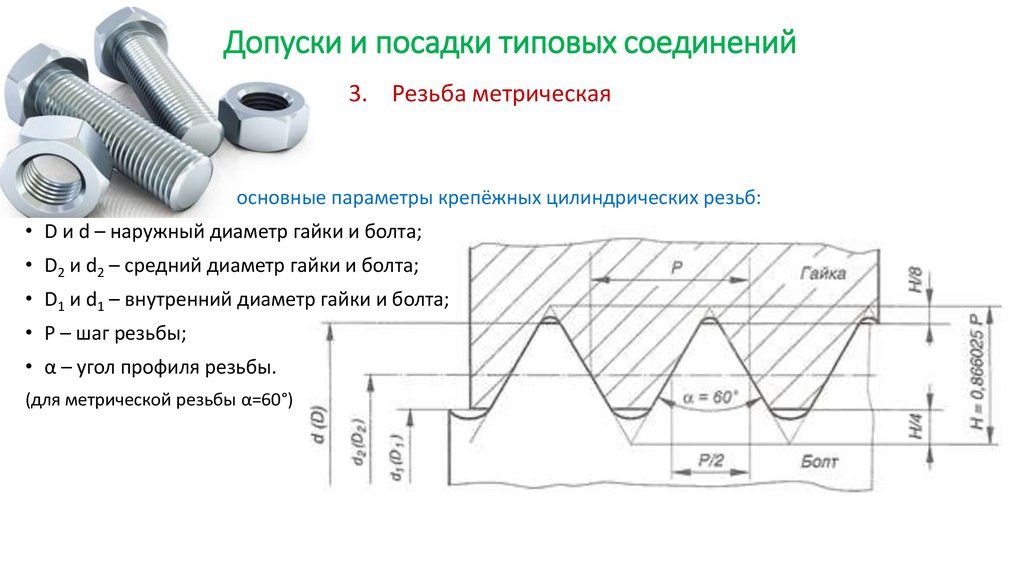 , ГОСТ 1643-81 и др.
, ГОСТ 1643-81 и др.
- формат djvu
- размер 4.78 МБ
- добавлен 12 июня 2009 г.
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения. ГОСТ 9150-81 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль. и тд.
Л № 1 осенний семестр допуски и посадки метрических резьб
Допуски и посадки метрических резьб нормированы следующими стандартами:
Стандарт Наименование
ГОСТ 9000-81 (СТ СЭВ 837-78)
ГОСТ 16093-81 (СТ СЭВ 640-77)
ГОСТ 4608-81 (СТ СЭВ 306-76)
ГОСТ 24834-81 (СТ СЭВ 305-76)
ГОСТ 11709-81 (СТ СЭВ 1158-78)
ГОСТ 25229-82 (СТ СЭВ 304-76)
ГОСТ 9000 — 81 ОНВ. Резьба метрическая для диаметров менее 1 мм.
(СТ СЭВ 837-78) Допуски
ГОСТ 16093 — 81 ОНВ. Резьба метрическая. Допуски. Посадки с за-
(СТ СЭВ 640-77) зором.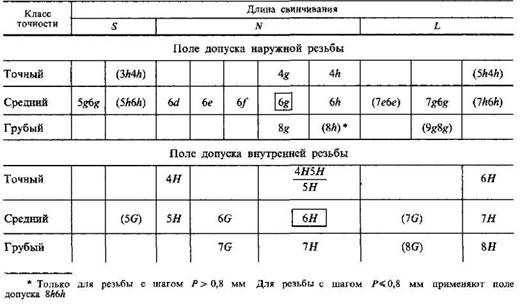
ГОСТ 4608 — 81 ОНВ. Резьба метрическая. Посадки с натягом.
(СТ СЭВ 306-76)
ГОСТ 24834 — 81 ОНВ. Резьба метрическая. Переходные посадки
(СТ СЭВ 305-76)
ГОСТ 11709 — 81 ОНВ. Резьба метрическая для деталей из пласт-
(СТ СЭВ 1158-78) масс
ГОСТ 25229-82 ОНВ. Резьба метрическая коническая
(СТ СЭВ 304-76)
Резьбы подразделяются на наружные и внутренние. К наружным резьбам относят резьбу болта, шпильки, винта и т. д. (рис. 1, а), к внутренним резьбам — резьбу гайки, гнезда, муфты и т.д. (рис. 1,6).
Параметры резьбы: наружный
диаметр d(D), внутренний
диаметр Iсредний диаметршаг Р, угол профиля и
длина свинчивания L . Все параметры характеризуются
номинальными размерами, каждый из
которых одинаков для болта (шпильки,
винта) и для
гайки (гнезда). Диаметры
наружной резьбы обозначают строчной
латинской буквой » а
диаметры внутренней резьбы — прописной
Диаметры
наружной резьбы обозначают строчной
латинской буквой » а
диаметры внутренней резьбы — прописной
Номинальным диаметром резьбы является наружный диаметр d =
Средний диаметр(рис. 1, г) — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль
витков в точках, где ширина канавки равна половине номинального шага Р (для однозаходной резьбы). Образующая цилиндра пересекает номинальный профиль резьбы (витков) так, что ширина канавки равна ширине выступа.
Внутренний диаметр — диаметр воображаемого цилиндра,
вписанного касательно к вершинам внутренней резьбы или впадинам наружной резьбы.
Шаг Р — расстояние
между соседними одноименными боковыми
сторонами профиля, измеренное в
направлении, параллельном оси резьбы.
Угол профиля — угол между боковыми сторонами профиля
в осевой плоскости.
, Длина свинчивания (высота гайки) L — длина соприкосновения винтовых» поверхностей наружной и внутренней резьб в осевом сечении.
Профиль резьбы (рис. 1,д) характеризуется параметром Я — высотой исходного профиля. Форма впадины наружной и внутренней резьбы не регламентирована и выполняется закругленной. Форма впадины наружной резьбы может быть плоскосрезанной.
ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКИХ РЕЗЬБ С ЗАЗОРАМИ
.Закономерности
построения систем допусков и посадок
для цилиндрических и резьбовых
соединений одинаковы, однако значения
допусков различны. Поэтому квалитеты
точности не могут быть применены для
резьбовых деталей. Для резьбовых деталей
приняты степени точности, обозначаемые
цифрами в порядке убывания точности:
3, 4, 5, 6, 7, 8, 9 и 10.
В качестве основного принят ряд допусков 6-й степени точности (их вычисляют по эмпирическим формулам, приведенным в ГОСТ 16093 — 81). Предпочтительной является 6-я степень точности. Резьбу 6-й степени точности получают при фрезеровании, накатывании роликами, нарезании резцом, гребенкой, плашкой, метчиком.
Положение поля допуска резьбы относительно
номинального диаметра (нулевой линии)
определяет основное отклонение,
вычисляемое по формулам в зависимости
от шага профиля. Основные отклонения
внутренней резьбы
равны основным отклонениям наружной
резьбы, обозначенным одноименными
буквами, но противоположны по знаку.
Например, если основное отклонение G внутренней резьбы является нижним
отклонением EI (со
знаком «плюс»), то основное отклонение g наружной
резьбы будет верхним отклонением es со знаком
«минус». Тогда EI = — (es). Вторые
предельные отклонения вычисляют, как
и для цилиндрических
соединений, по формулам.
Обозначение полей допусков резьбы отличается от обозначения полей допусков гладких цилиндрических изделий тем, что степень точности указывается перед буквенным обозначением основного отклонения: например, 7 Я означает поле допуска резьбы 7-й степени точности с основным отклонением Н, равным нулю; M10-6g означает поле допуска наружной резьбы номинального диаметра d=10мм с крупным шагом (по табл.2 Р=1,5мм) 6-й степени точности основным отклонением g (для посадки с зазором).
Длина свинчивания влияет на точность резьбы. Так, с увеличением длины свинчивания усложняется получение высокой точности резьб. Поэтому для выбора степени точности в зависимости от длины свинчивания установлено три группы длин свинчивания: короткие S, нормальные N и длинные L.
Нормальную длину свинчивания в условном обозначении резьбы не указывают.
Длину свинчивания,
к которой относится допуск резьбы,
указывают в миллиметрах только в
том случае, если она относится к группе L и S, или меньше, чем вся длина резьбы,
например М12 — 7g — 30, где 30 —
длина свинчивания (в мм), отличающаяся
от нормальной.
Поля допусков наружной и внутренней резьб для образования посадок с зазором установлены в зависимости от длины свинчивания трех классов точности — точный, средний и грубый. Резьбы точного класса применяют для ответственных, нагруженных резьбовых соединений, обеспечивающих точное центрирование, а также для посадок высокой точности. Резьбы среднего класса являются наиболее распространенными в машиностроении. Резьбы грубого класса применяют при пониженных требованиях к точности, например в длинных глухих отверстиях. Все отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном оси резьбы. Отклонения, как и допуски, распределяют на профили резьбы, расположенные в верхней и нижней части резьбы поровну. На рис. 3 показана верхняя часть профиля резьбы с половиной предельных отклонений и половиной допусков. Нижняя часть профиля резьбы не приведена.
Посадкой в резьбовом
соединении называется характер резьбового
соединения деталей, определяемый
разностью средних диаметров наружной и внутренней резьбы до сборки. В
посадке с зазором поле допуска
среднего диаметра внутренней резьбы
расположено над полем допуска
среднего диаметра наружной резьбы, в
соединении обеспечивается зазор.
Посадки с зазором могут быть образованы
сочетанием любых полей допусков
данного класса точности и длины
свинчивания, указанных в табл. 5.
Однако предпочтительней сочетать поля
допусков одного класса точности, например
для среднего класса точности и нормальной
длины свинчивания могут быть образованы
следующие посадки: 6H/6g {предпочтительная), 6H/6h,
6H/6d,
6H/6e,
6G/6d,
6G/6h,
6G/6e,
6G/6f,
6H/6g,
6H/6f. Посадки с зазором осуществляются
только по среднему диаметру, так
как по наружному и внутреннему диаметрам
образуются большие зазоры, исключающие
защемление элементов резьбы.
В
посадке с зазором поле допуска
среднего диаметра внутренней резьбы
расположено над полем допуска
среднего диаметра наружной резьбы, в
соединении обеспечивается зазор.
Посадки с зазором могут быть образованы
сочетанием любых полей допусков
данного класса точности и длины
свинчивания, указанных в табл. 5.
Однако предпочтительней сочетать поля
допусков одного класса точности, например
для среднего класса точности и нормальной
длины свинчивания могут быть образованы
следующие посадки: 6H/6g {предпочтительная), 6H/6h,
6H/6d,
6H/6e,
6G/6d,
6G/6h,
6G/6e,
6G/6f,
6H/6g,
6H/6f. Посадки с зазором осуществляются
только по среднему диаметру, так
как по наружному и внутреннему диаметрам
образуются большие зазоры, исключающие
защемление элементов резьбы.
Поля допусков 8G, 7G, 8g, 6d, бе и б/ дают посадки с большим гарантированным зазором. Их применяют при нанесении на резьбу коррозионностойких покрытий, работе деталей в условиях высокой температуры и в случае легкой сборки и разборки резьбовых изделий.
Национальный орган по стандартизации и метрологии
Информационные страницыНовостиКаталог Стандарта
Главная/ Каталог стандартов
| ГОСТ 16093-2004 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Название | Базовая норма взаимозаменяемости. Метрическая резьба. Допуски. Клиренс подходит на | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Аннотация | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Статус нормативного документа | вместо | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Принято | ЕАСС. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| № | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата принятия | 2004-05-26 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Принято в РА | МТЭД РА2001-2008 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| № | 237-А | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата принятия в RA | 2005-11-30 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата принятия | 2006-01-01 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Разработчик нормативного документа и его адрес | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Адрес | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Назначено | ЗАО Национальный институт стандартов (Ереван) 2004 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Адрес | в. г. Ереван, ул. Комитаса. 49/4 г. Ереван, ул. Комитаса. 49/4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Категория | ГОСТ — межгосударственный документ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Классификация | 21.040.10 МЕХАНИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО ПРИМЕНЕНИЯ Резьба Метрическая резьба | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ссылки | «-» = Кавычки
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стран | Accepted: Ukraina Uzbekistan Turkmenistan Tadjikistan Russian Federation Moldova Kirgizstan Kazakhstan Georgia Belorussia Armenia Azebaijan Activated: Armenia | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата регистрации | 00:00-00-00 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Регистрационный № | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Количество страниц | 39 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Источник информации | №- | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата публикации | 0000-00-00 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Язык оригинала | русский | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Переведено на | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ключевые слова | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Модификации | Без изменений.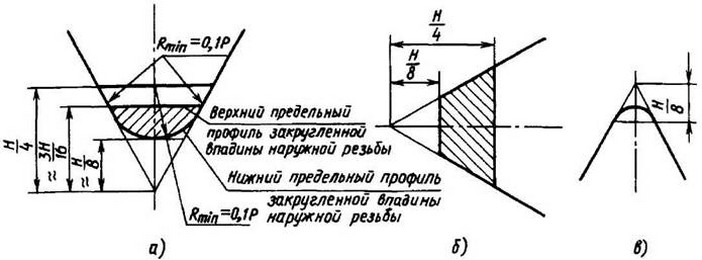 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цена в армянских драмах (AMD) (включая НДС) | 15600 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
 01.2006
01.2006SprutCAM 14.0.12.218 выпущен 27.04.2021
Zum Inhalt springenЧто нового
- Обновлены таблицы резьб для токарных операций
- Добавлена опция для параллельных стратегий: Порядок обработки
Обновлены таблицы резьб для токарных операций
SprutCAM имеет операции для точения наружной и внутренней резьбы. Чтобы каждый раз не заполнять параметры, к этим операциям подключаются библиотеки потоков. В этом релизе мы обновили библиотеки.
Библиотеки:
- Компрессионная резьба HKT — резьба насоса. ТРУБЫ НАСОСНЫЕ И КОМПРЕССОРНЫЕ ГОСТ 633-80
- Резьба трубная цилиндрическая — РЕЗЬБА ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ — для класса В (наружная — наружная и внутренняя — внутренняя) ГОСТ 6357-8
- Метрическая резьба ISO — Метрическая резьба. В ГОСТ 16093-81 представлены основные поля допусков 6г/6Н.
 В ГОСТ 16093-81 представлены основные поля допусков 6г/6Н.
В ГОСТ 16093-81 представлены основные поля допусков 6г/6Н. В SprutCAM есть специальная операция для профильной резьбы.
Опция для параллельной стратегии: Порядок обработки
Добавлен параметр для заказа обработки для параллельной стратегии.
Если вы используете эту стратегию для чистового прохода, вы должны выбрать прямой или обратный порядок обработки. Тогда на поверхности не останется разных следов от фрезы.
Доступно для операций: Черновая ватерлиния, Обработка горизонтальных секций, Выборка, 2.5D выборка.
Прямой порядок обработки – ход резца по поверхности будет строго сверху вниз
Обратный порядок обработки – путь резца по поверхности будет строго снизу вверх
Оптимальный порядок обработки – путь фрезы на поверхности может быть как сверху вниз, так и снизу вверх
улучшенный
- Улучшенная стратегия: выборочные отверстия
- Улучшенная работа с 5D-сеткой
- Улучшена визуализация на карте настройки
- Улучшена работа со скриптовыми операциями
- Улучшена работа с библиотекой инструментов
- Улучшенная функциональность: максимальная длина перехода без подъема
- Улучшен интерпретатор Fanuc: добавлен контроль наличия всех осей в коде ЧПУ и отображение соответствующей ошибки
- Добавлен функционал калькулятора в окно создания системы координат
Исправления
- Исправлена ошибка с импортом 3D модели в режиме рендеринга низкого качества
- Исправлена ошибка импорта 3D-модели с обновленной схемой визуализации
- Исправлена ошибка при работе с 3D моделями оправок
- Исправлена ошибка с визуализацией результата обработки
- Исправлены ошибки в работе сетевых лицензий
- Исправлен вызов окна со свойствами объекта по двойному клику
- Исправлены ошибки при работе с видеокартами Radeon
- Исправлены ошибки в ссылках на помощь
- Исправлена ошибка с Windows 7
- Исправлена визуализация вращения шпинделя токарного станка
- Исправлены ошибки в токарных операциях
- Исправлены ошибки при работе с картой осей
- Исправлены ошибки в работе 5D поверхности
- Исправлены ошибки в работе 5D контура
- Исправлены ошибки в функции предотвращения столкновений
- Исправлена ошибка в токарной операции NC .
