
ГОСТ 16037-80. Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- формат doc
- размер 1.47 МБ
- добавлен 19 октября 2009 г.
Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Смотрите также
- формат pdf
- размер 778.28 КБ
- добавлен 27 апреля 2010 г.
Основные типы, конструктивные элементы и размеры
- формат doc
- размер 2.85 МБ
- добавлен
19 октября 2009 г.


Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
- формат doc
- размер 491.5 КБ
- добавлен 28 октября 2009 г.
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
- формат pdf
- размер 352.91 КБ
- добавлен 26 марта 2010 г.
Типы, основные параметры и размеры
- формат doc
- размер 165. 5 КБ
- добавлен 04 февраля 2010 г.
 5 КБ
5 КБНастоящий стандарт распространяется на стальные сварные прямошовные и спиральношовные трубы диаметром 159-820 мм, применяемые для сооружения магистральных газонефтепроводов, нефтепродуктопроводов, технологических и промысловых трубопроводов.
- формат pdf
- размер 669.78 КБ
- добавлен 25 ноября 2009 г.
Настоящий стандарт распространяется на шариковые и роликовые подшипники и устанавливает их типы и основные конструктивные исполнения. Типы и конструктивные исполнения подшипников должны соответствовать указанным в таблице.
- формат pdf
- размер 858.49 КБ
- добавлен
27 апреля 2010 г.

Основные типы, конструктивные элементы и размеры
- формат doc
- размер 2.08 МБ
- добавлен 21 октября 2009 г.
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт
- формат pdf
- добавлен 14 июля 2011 г.
Настоящий стандарт устанавливает основные обозначения, размеры и типы товарных валиков для наматывания тканей на ткацких машинах
Стандарт
- формат pdf
- размер 259. 01 КБ
- добавлен 14 июля 2011 г.
 01 КБ
01 КБНастоящий стандарт устанавливает размеры поперечного сечения прутков для плоских стальных галев с С-образными ушками и соответствующие размеры этих галев
ГОСТ 16037-80. Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
| Вид документа | ГОСТ |
| Статус | Действует |
| Документ принят организацией | |
| Документ внесен организацией | |
| Разработчик документа | |
| Дата принятия в МГС | |
| Дата начала действия | |
| Дата последней редакции | 1999-05-01 |
| Страны действия | |
| Где применяется | Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала |
| Код ОСК | 25.160.40 |
ГОСТы которые могут вас заинтересовать
Список ГОСТов
ГОСТ 3242-79. Соединения сварные. Методы контроля …
2028.00р.
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»>ГОСТ 5264-80. Ручная дуговая сварка. Соединения св…
 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»>ГОСТ 5264-80. Ручная дуговая сварка. Соединения св…
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»>ГОСТ 5264-80. Ручная дуговая сварка. Соединения св…3168.00р.
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-8…
3168.00р.
ГОСТ 7122-81. Швы сварные и металл наплавленный. М…
1458.00р.
ГОСТ 7512-82. Контроль неразрушающий.
 Соединения с…
Соединения с…2598.00р.
ГОСТ 8713-79. Сварка под флюсом. Соединения сварны…
3168.00р.
ГОСТ 11533-75. Автоматическая и полуавтоматическая…
3168.00р.
ГОСТ 11534-75. Ручная дуговая сварка.
 Соединения с…
Соединения с…2598.00р.
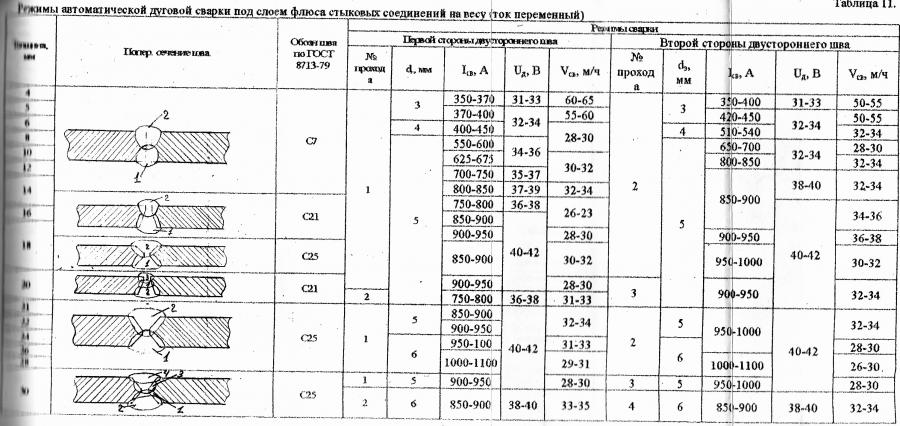
(рис. 62.1 – Дуговая сварка) Дуговая сварка. Прихватки, равномерно расположенные по границе стыка, предназначены для крепления и центрирования стальных труб. Электроды «передают» электрический ток корневому шву, производя сварку. Катаные и неподвижные (более сложные в реализации) соединения при ручной сварке свариваются минимум в два слоя (толщина стенок не более 6 мм) или в три слоя (толщина стенок более 6 мм) мм). Свариваемый первый шов следует очистить от брызг металла и шлака, после чего следующий шов выполняют электродом большего диаметра. К сварочному шву предъявляются следующие требования: сплошной провар, устойчивость и отсутствие непроплавленных участков. Диаметр сварочного стержня выбирают с учетом толщины стенки трубы. Сварка стальных газопроводных труб диаметром ≥ 900 мм (без использования базового кольца, упрощающего сварку и центрирование) осуществляется внутренним подварным швом корня. Автоматическая сварка под флюсом осуществляется на основном слое, выполненном ручной дуговой сваркой или полуавтоматической сваркой в углекислом газе. Срыв дуги в конце сварного шва недопустим во избежание образования кратера. Необходимо удерживать электрод в течение одной-двух секунд, а затем прерывать дугу резким движением вверх и назад. (рис. 62.2 – Газовая сварка) Газовая сварка. Газовая сварка. Кромки нагреваются и оплавляются одновременно со сварочной проволокой, заполняющей зону стыка. Газовая сварка, как правило, осуществляется в один слой. Один проход обеспечивает не столь большое натяжение в конце шва («замок» и «хвост»), исключая непровар. При следующих условиях допускается применение газовой сварки ацетиленом: диаметр газовой трубы менее 150 мм, толщина стенки — ≤ 5 мм (с зачищенными кромками) и ≤ 3 мм (кромки без заусенцев). Для газовой сварки пропан-бутановой смесью возможны следующие условия: диаметр газопровода — не более 150 мм, толщина стенки — ≤ 5 мм, давление — ≤ 0,005 МПа. При осуществлении газовой сварки соединений восстановительным пламенем используется присадочная проволока (диаметром 1,5-3 мм), которая должна в определенной степени соответствовать марке стали. Края должны быть очищены в первую очередь. Монтаж «золотника», привариваемого на линейном участке подземного газопровода, должен иметь длину ≥ 200 мм. Сварка крестовых и тавровых стыков требует не только точного перпендикулярного расположения оси труб, но и совмещения оси патрубка, соединяемого сваркой, с центром отверстия трубы. Не допускается сварка патрубков для ответвления газопровода в зоне кольцевого (поперечного) шва; минимальное расстояние между сварным швом и кольцевым швом на газопроводе 100 мм. Врезка отводов диаметром ≤ 50 мм к внутридомовому газопроводу, при этом допускается следующее расстояние между кольцевыми швами и приваренным патрубком: ≥ 50 мм. (рис. 62.3 – Защита места сварки При стыковом соединении труб должен получиться прямой, маловыпуклый шов без провалов, трещин, пор, кратеров и подрезов. Укосы и расплавленный металл внутри трубы также не допускаются. При организации сварочных работ на открытом воздухе необходимо защитить рабочую зону от ветра и влаги (снегопад, дождь, туман, сильный ветер).
|
Артикул — VRS Group GmbH
Для применения этого метода необходимы государственные стандарты, регламентирующие и обеспечивающие построение правильного технологического процесса, направленного на установление качественного сварочного соединения: монтаж трубопровода или его ремонт, изготовление и монтаж резервуаров и емкостного оборудования, изготовление промышленных конструкций, а также дизайн интерьера или мелкосерийное сварочное производство.
Основной перечень стандартов распространяется на аргонную сварку: 3242 Соединения сварные, 23870 Свариваемость сталей, 14782 Неразрушающий контроль, 16037 Соединения сварные стальных труб, 14771 Дуговая сварка в среде защитных газов, 23518-79Дуговая сварка в защитных газах. Суть этого вида сварки заключается в подаче электрической дуги от вольфрамового электрода к изделию, находящемуся в атмосфере защитного газа – аргона, гелия или смеси газов. Электрическая дуга служит источником нагрева, плавящего и сваривающего металл. Для этого применяют инертные газы, они негорючи и выполняют функцию защиты горящей дуги и сварочной ванны, т. е. свариваемого изделия, от окружающего воздуха. При недостаточной защите сварочного лотка происходит раскисление расплавленного металла шва, что резко снижает качество сварного соединения и, соответственно, изделия. Количество защитного газа определяется внешней средой (наличие ветра, сквозняка) и течением. При слаботочных нагрузках до 60-80 А расход защитного газа устанавливается на уровне 4-5 литров в минуту.
 Этого количества достаточно для защиты сварного шва от вредного воздействия кислорода, содержащегося в воздухе. При более высоких токовых нагрузках и условиях внешних факторов количество инертного газа может достигать 15-18 л/м.
Этого количества достаточно для защиты сварного шва от вредного воздействия кислорода, содержащегося в воздухе. При более высоких токовых нагрузках и условиях внешних факторов количество инертного газа может достигать 15-18 л/м. Большинство металлов можно сваривать аргонно-дуговой или аргонной сваркой:
- Низкоуглеродистые и низколегированные стали: Ст-1, Ст-2, Ст-3, Ст-4, Ст-5, Ст- 6, 15Г, -20Г; 15Х; 1 5ХА; 20Х; 15ХМ; 14ХГС и др.
- Чугун: породы с содержанием углерода не более 1,4%.
- Stainless steel, alloy steel: 03Х17Н13М2, 02Х18М2БТ, 02Х28Н30МДБ, 03Х17Н13АМ3, 03Х17Н14М3, 03Х18АН11, 03Х18Н11, 03Х18Н11, 03Х22Н5АМ2, 03Х23Н6, 03Х24Н13Г2С, 06Х18Н11, 08X23h23, 08X25h5M2, 08Х12Т1, 08Х13, 08Х17Т, 08Х18Н10,06Х18Н11, 12Х19Н10Т и многие другие.
- Титан и его сплавы: ВТ1-00, ВТ-0, ОТ4-0, ОТ4-1, ОТ-4, ВТ5-1, ВТ-5, ВТ-6, ВТ3-1, ВТ-8- ОСТ
-81
- Алюминий: АМЗ, АМЦ, АМг2, АМг3, АМг4, АМг5, АМг6, АМг6М, АБ, Д1, АЛ1-АЛ13-ГОСТ 2685-44 и др.
- Медь: M0, M1, M2, M3, M4 по стандарту 859-41.
- Латунь: L-62, L-68, L-70, L7777 по стандарту 1019-47.
Применение этого метода сварки также велико:
Дизайн интерьеров, мебель из нержавеющей стали, ограждения из нержавеющей стали, аксессуары для бассейнов и саун, элементы декора ванных комнат, мебель из нержавеющей стали, дизайн кафе и ресторанов, дизайн интерьера, дизайн развлекательных центров и сварка нержавеющих элементов, интерьер-мебель, дополнительные элементы интерьера, эксклюзивная мебель, лестницы, производство плитки из нержавеющей стали, перила и дизайн интерьера, декор, строительство, дом и интерьер, кухни из нержавеющей стали, декоративные элементы интерьера, системы ограждений, изготовление интерьерных конструкций, композиционные решения для домашнего интерьера, дизайн интерьера и экстерьера, стиль хай-тек.
Производство емкостей из нержавеющей стали и титана, ремонт и монтаж технологических трубопроводов на объектах пищевой и химической промышленности, восстановление и ремонт изношенных или морально устаревших деталей, механизмов, изделий- ремонт автомобильных радиаторов охлаждения и кондиционеров, алюминия агрегаты и блоки автомобилей, катеров, яхт, бытовой техники и многое другое.
Данный вид сварки применяется в пищевой, химической, фармацевтической, нефтеперерабатывающей, газовой, автомобильной, судостроительной, агропромышленном комплексе, космической отрасли.
На сегодняшний день в работе с цветными металлами наиболее широко применяется аргонно-дуговая сварка. При массе достоинств, таких как: высокая однородность металла сварного шва, возможность работы с малыми толщинами стенок изделия, простота технологического принципа, широкая область применения, есть и «минусы» его Применение: плохо подходит для изделий с большой толщиной стенки, протяженностью швов и относительно медленным процессом сварки, а также возникновением сварочных деформаций. В этом случае целесообразно использовать другие виды сварки, такие как MIG/MAG, что дает более высокую скорость сварки и большее количество наплавленного металла. В современной промышленности для более высокой рентабельности процесса сварки часто знакопеременные виды сварки: аргонно-дуговая стандарт 23518-79WIG/TIG – ручной дуговой MMA 11534-75, а также аргонно-дуговой WIG/TIG – полуавтоматический MIG/MAG 11513-75.