
Пайка | это… Что такое Пайка?
У этого термина существуют и другие значения, см. Пайка (значения).
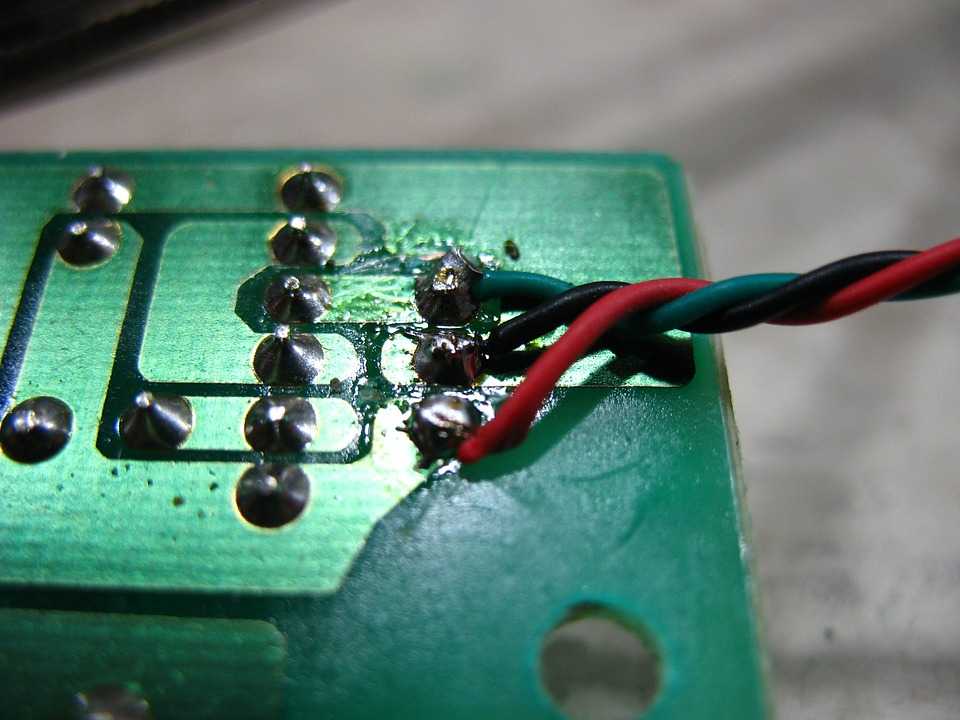
Отпайка контакта.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов.
Содержание
|
Разновидности
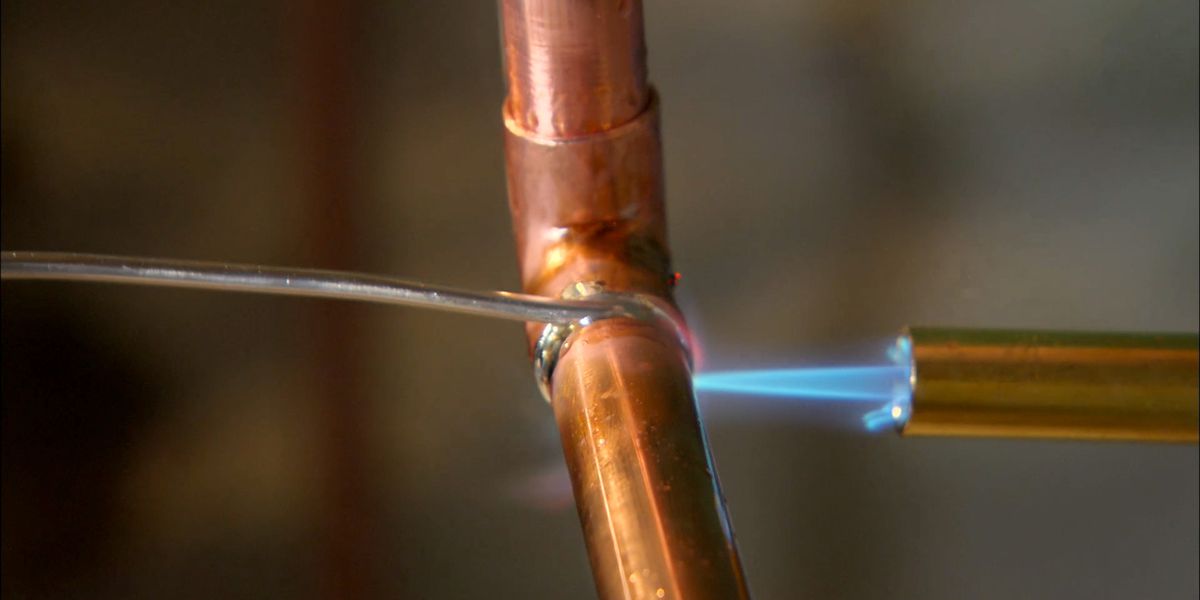
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Драгоценные металлы (золото, серебро, палладий и т.
 д., а также их сплавы)
д., а также их сплавы) - Медь
- Никель, латунь, бронза
- Драгоценные металлы (золото, серебро, палладий и т.
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Железо, сталь
- Чугун
- Алюминий
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
- Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов
- На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
- Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
 д., а также их сплавы)
д., а также их сплавы)

См. также
- Соединение
- Отсос для припоя
- Канифоль
- Холодная пайка
Ссылки
- Основы технологии монтажа в отверстия. Часть I
- Основы технологии монтажа в отверстия. Часть II
- Пайка для начинающих Рекомендации по выбору оборудования и материалов для качественной пайки, а также некоторые общие советы.
- Пайка для начинающих II
- Особенности применения электронных компонентов без содержания свинца (Pb-free)
- Комикс об азах пайки для начинающих
- Как правильно паять? Видеокурс
Литература
- Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М.

Что такое пайка? безопасность при пайке
Одним из самых полезных навыков любого человека, профессионально связанного с обслуживанием и ремонтом различных электротехнических и электронных устройств и приборов является умение паять. В этой статье мы рассмотрим базовые понятия и правила, которые обязательно нужно знать прежде чем приступать к самой пайке. Основной упор в статье сделан на рассмотрение правил безопасности при пайке.
Для начала, немного теории что такое пайка
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла.
Процесс пайки представляет собой проникновение одного вещества (металла) в другой при высокой температуре, что обеспечивает после затвердения припоя механическую прочность и высокую электропроводность соединения.
Пайка обычно происходит при высоких температурах спаиваемых поверхностей и расплавленного олова (от 180 до 250 °С). В этом процессе одним из металлов являются свариваемые проводники, вторым — припой.
В этом процессе одним из металлов являются свариваемые проводники, вторым — припой.
Итак, пайка — процесс, применяемый для получения неразъемного соединения металлических деталей из различных материалов путем введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления.
А вот что про сварку сказано в энциклопедическом словаре: «Это технологическая операция, применяемая для получения неразъемного механического и электрического соединения деталей из различных материалов.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления соединяемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей.
После этого нагрев прекращается, и припой переходит в твердую фазу, образуя соединение. Нагрев деталей и припоя производиться специальным инструментом, который называется паяльником».

В зависимости от типа деталей, которые подвергаются соединению, требуемой прочности соединения, применяют различные типы паяльников и различные типы припоев и флюса. О том как правильно выбрать паяльник, припой и флюс для разных видов пайки будет рассказано в следующих статьях про пайку.
Из определения выше видно, что пайка основана на явлении диффузии, т. е. на взаимном проникновении частиц расплавленного припоя и основного металла друг в друга. Это проникновение и обеспечивает после затвердения припоя механическую прочность и высокую электропроводность соединения.
Следует отметить, что поверхность металла на воздухе обычно покрывается слоем оксида, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы. Подробно мы их рассмотрим далее.
Флюсы повышают текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
 При радиотехнических монтажных работах применяются обычно бескислотные флюсы, например, канифоль.
При радиотехнических монтажных работах применяются обычно бескислотные флюсы, например, канифоль.В результате пайки образуется механический и электрический контакт между металлическими поверхностями, способный выдерживать значительные механические нагрузки.
Несколько полезных советов
Для качественной пайки недостаточно нагреть одну поверхность с оловом и прислонить к ней другую: обязательное условие образования надежного контакта — равные температуры спаиваемых поверхностей. Естественно, что добиться этого можно только при помощи верно подобранного инструмента.
Для качества пайки очень большое значение имеет соотношение температуры жала паяльника и температуры плавления прибоя:
— низкая температура жала паяльника приведет к размягчению припоя, но не к его расплавлению. Результат — холодная пайка (узнать можно по зернистой структуре контакта).
— высокая температура жала паяльника — чрезмерное выпаривание припоя. И тот, и другой дефект приводит к рассыпанию и расслоению контакта через некоторое время эксплуатации.
Правила электробезопасности при пайке
Вобще-то, с правил электробезопасности стоило бы начинать эту статью. Но лучше поздно, чем никогда. Итак при пайке обязательно соблюдайте правила электробезопасности! Помните, что паяльник — инструмент повышенной опасности, поэтому обращаться с ним необходимо очень осторожно!
Выполняя работу, не разговаривайте и не отвлекайтесь посторонними делами!
Работа с электрическим паяльником не безопасна — можно обжечься, так как медный стержень и кожух паяльника нагреваются до высокой температуры.
Поэтому необходимо держать нагретый паяльник только за ручку и не касаться его нагретых частей.
Кроме того, надо следить, чтобы нагретые части паяльника не касались изоляции питающего провода или шнура, так как горячий кожух или стержень могут вызвать разрушение изоляции, короткое замыкание и пожар.
При пайке электронных устройств провода питания от них должны быть отсоединены, или выключатель должен быть двухполюсной (разъединяющий оба провода).

Очень опасно паять электронную схему, выключенную, но соединенную с заземлением, в то время, как изоляция паяльника слабая или корпус паяльника не заземлен! В Интернете описаны случаи, когда некто забывал или игнорировал это правило, и при касании паяльником схемы возникала мощная дуга на несколько киловатт.
То же правило относится к информационным проводам.
Допустим, вы выключили питание или выдернули шнур 220 В, а устройство соединено по информационному кабелю с другими устройствами, находящимися под напряжением или заземленными.
Даже небольшой потенциал может погубить электронную схему при касании паяльником. Поэтому нужно уравнять потенциал, соединяя провод между корпусом паяльника с общей шиной устройства перед пайкой.
А вредна ли пайка?
Во время пайки могут выделяться вредные для здоровья пары олова и свинца. Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять возле открытого окна, зимой чаще проветривайте помещение во время работы. Закончив пайку, обязательно вымойте руки теплой водой с мылом.
Закончив пайку, обязательно вымойте руки теплой водой с мылом.
В бессвинцовом припое используются металлы, которые более ядовиты, чем свинец. Если паяльник не перегретый, и не стоваттный «для пайки ведер» — то все будет нормально.
- Паять домашних условиях можно при соблюдении таких соображений:
- — при пайке не забывайте работать в хорошо проветриваемом помещении,
- — если есть вентилятор, используйте,
- — если есть профессиональная или самодельная система вентиляции — замечательно,
- — парами канифоли желательно не дышать,
- — не паяйте на кухне, ведь пары припоя и канифоли запросто оседают на столовых приборах и пище,
- — лучше всего пользоваться рабочим халатом с длинными рукавами, который не забываем стирать хоть иногда,
— после пайки тщательно вытирайте за собой стол и т. д. — то есть предметы быта,
— после пайки тщательно (!) с мылом (!) мойте руки и лицо!
Не пренебрегайте простейшими правилами безопасности в угоду лени! От вас не убудет, зато претензий от родных поубавится.
Для тех, кто занимается пайкой, для вывода из организма тяжелых металлов, ежедневно нужно выпивать стакан сливового сока, а примерно через час пару стаканов кисломолочного продукта, например, кефир. Молоко необходимо пить тем, кто связан с химией. Это правила по технике безопасности, разработанные еще в период СССР.
Полезный совет как защититься от брызг при пайке
Флюса наносите минимальное количество. При избытке — может брызнуть, при касании паяльником. Припоя паяльником берем столько, сколько нужно на 1-2 пайки, излишек может капнуть и обжечь.
Брызнуть в глаз расплавленным припоем не просто, а ОЧЕНЬ ПРОСТО. Для этого берем в руку проводок или деталь с тонкими пружинящими выводами. Надавливаем паяльником от себя на кончик провода с каплей припоя, и вдруг… Неизменно превосходный результат — припой летит прямо в глаз.
Поэтому надевайте специальные очки. Кстати на рынке очень часто продают дешевую подделку под защитные очки.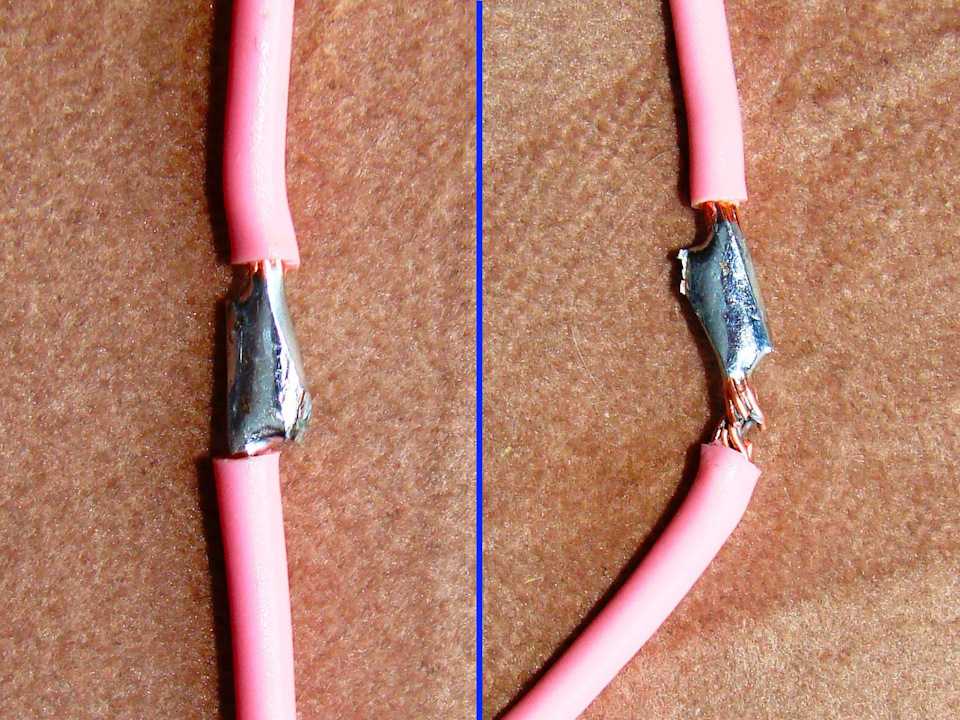 Внешне их не отличишь!!! Только по цене. Но они сильно давят на кожу острым краем, то есть пластик там чуть жестче. В общем, не обтекает кожу. В таких очках долго не посидишь, поэтому, покупайте дорогие очки.
Внешне их не отличишь!!! Только по цене. Но они сильно давят на кожу острым краем, то есть пластик там чуть жестче. В общем, не обтекает кожу. В таких очках долго не посидишь, поэтому, покупайте дорогие очки.
Продолжение цикла статей про пайку: Как выбрать паяльник и организовать рабочее место для пайки
Основы пайки: безопасность и пошаговое руководство для начинающих
В статье мы описываем последовательные шаги для успешной пайки, а также основные меры безопасности для предотвращения травм и пожара. Каждый радиолюбитель и любитель плат и микроконтроллеров знает насколько сложно научиться идеально паять и насколько круто когда ты это умеешь.
Содержание
- Меры безопасности при пайке
- Как начать паять?
- Заключение
Меры безопасности при пайке
При наличии определенной сноровки и знаний пайка не слишком сложный процесс. Главное, соблюдать меры безопасности при пайке деталей и проводов между собой.
- Температура паяльника варьируется от 250 до 400 градусов, поэтому ни в коем случае не прикасайтесь руками к железной части паяльника во включенном состоянии. Держитесь только за ручку. Кладите паяльник всегда только в специальный держатель: не кладите его на стол или на пол, следите за тем, чтобы нагретое жало не задевало сетевые провода. Это может привести к замыканию проводки и пожару.
- До начала пайки обеспечьте проветриваемость помещения. Хоть некоторые люди и находят запах канифоли приятным, вещества, содержащие в ней, вредны. В идеале лучше иметь вытяжку, а если ее нет – просто откройте окно.
- При пайке деталей не наклоняйте лицо к расплавленному припою: он может отпружинить с провода или ножки контакта прямо в глаза. Работая в очках, вы не будете рисковать своим зрением.
 Держитесь только за ручку. Кладите паяльник всегда только в специальный держатель: не кладите его на стол или на пол, следите за тем, чтобы нагретое жало не задевало сетевые провода. Это может привести к замыканию проводки и пожару.
Держитесь только за ручку. Кладите паяльник всегда только в специальный держатель: не кладите его на стол или на пол, следите за тем, чтобы нагретое жало не задевало сетевые провода. Это может привести к замыканию проводки и пожару.Соблюдая эти незамысловатые шаги по безопасности, вы обережете себя от ожогов и пожара.
Как начать паять?
Пайка предназначена для соединения двух и более токоведущих проводников. Чтобы начать паять, нужно иметь минимальный набор из трех вещей – паяльника, припоя и канифоли.
Для качественной пайки нужно придерживаться очередности следующих пунктов:
- Включив паяльник в сеть, обязательно дождитесь его полного нагрева. Скорость нагрева может составлять 1-3 минуты, это прописано в инструкцию к вашему паяльнику. Если нет инструкции, можно определить степень нагрева, попробовав расплавить немного припоя. Если плавится легко, паяльник считается разогретым.
- Снимите резиновую изоляцию с провода с помощью острого инструмента – кусачек, ножа или специального стриппера. Если вы спаиваете провода для наушников, то скорее всего вам придется удалить слой лака. Обжечь его можно с помощью открытого пламени, например, зажигалки. Не держите зажигалку слишком долго, иначе следом за изоляцией оплавится сам медный провод. Если вы спаиваете алюминиевые провода, то поверхность алюминия нужно зачистить наждачной бумагой или напильником, иначе припой ложиться не будет. Алюминий быстро окисляется, поэтому припой нужно наносить сразу после зачистки провода.
- Опускаем жало разогретого паяльника в канифоль, чтобы припой мог легко удерживаться на кончике жала. Набираем немного припоя и пробуем залудить провод. Провод нужно понемногу крутить без резких движений, чтобы припой равномерно растекался по проводнику. При этом жало паяльника нужно слегка проводить из стороны в сторону. Как только припой равномерно лег по всему проводу, паяльник можно убрать. Ни в коем случае нельзя дуть на припой, ускоряя остывание: припой неправильно кристаллизуется, и такая пайка в скором времени отвалится. Еще можно попробовать окунуть провод в расплавленную канифоль вместе с паяльником и уже лудить непосредственно в самой баночке.
- Теперь нужно соединить два проводника. Пусть один из компонентов будет светодиод, а второй – залуженный провод. Светодиод нужно каким-то образом зафиксировать, например, прищепками или специальными зажимами, можно попросить кого-либо подержать деталь пинцетом, или воспользоваться другим удобным для вас способом, соблюдая при этом технику безопасности.
- Нагрейте место стыка паяльником, слегка ведя жало паяльника из стороны в сторону вдоль проводников. Как только припой растечется по проводникам, паяльник можно убрать, провода при этом не нужно шевелить до остывания припоя. Остывание можно определить визуально: через 8-10 секунд припой становится немного темнее.
 Скорость нагрева может составлять 1-3 минуты, это прописано в инструкцию к вашему паяльнику. Если нет инструкции, можно определить степень нагрева, попробовав расплавить немного припоя. Если плавится легко, паяльник считается разогретым.
Скорость нагрева может составлять 1-3 минуты, это прописано в инструкцию к вашему паяльнику. Если нет инструкции, можно определить степень нагрева, попробовав расплавить немного припоя. Если плавится легко, паяльник считается разогретым. Провод нужно понемногу крутить без резких движений, чтобы припой равномерно растекался по проводнику. При этом жало паяльника нужно слегка проводить из стороны в сторону. Как только припой равномерно лег по всему проводу, паяльник можно убрать. Ни в коем случае нельзя дуть на припой, ускоряя остывание: припой неправильно кристаллизуется, и такая пайка в скором времени отвалится. Еще можно попробовать окунуть провод в расплавленную канифоль вместе с паяльником и уже лудить непосредственно в самой баночке.
Провод нужно понемногу крутить без резких движений, чтобы припой равномерно растекался по проводнику. При этом жало паяльника нужно слегка проводить из стороны в сторону. Как только припой равномерно лег по всему проводу, паяльник можно убрать. Ни в коем случае нельзя дуть на припой, ускоряя остывание: припой неправильно кристаллизуется, и такая пайка в скором времени отвалится. Еще можно попробовать окунуть провод в расплавленную канифоль вместе с паяльником и уже лудить непосредственно в самой баночке.Заключение
Все – пайка завершена, можно проверить соединение на прочность, не сильно потянув за два проводника. Если пайка оторвется, значит, вы плохо припаяли и нужно попробовать еще раз выполнить все шаги поочередно.
И еще: старайтесь долго не задерживать паяльник на каком-либо компоненте: от перегрева светодиод, резистор и прочие компоненты могут начать деградировать или вовсе выйти из строя.
Наверх ↑
Техника безопасности при пайке и лужении
При проведении работ, связанных с проведением пайки и лужения, необходимо четко соблюдать правила техники безопасности. В обратном случае вы можете нанести вред своему здоровью.
Начать хотелось бы с того, что к проведению работ, связанных с пайкой и лужением, допускаются только лица, достигшие совершеннолетия. Работки должны пройти специальное обучение.
Они должны в совершенстве знать правила охраны труда, безопасные способы проведения работ, уметь правильно обращаться с инструментами, приспособлениями и грузами.
Если при выполнении пайки или лужки у работника возникли какие-либо проблемы, он должен обратиться к начальнику, а не пытаться решить проблему самостоятельно.
Крайне серьезно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы.
К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны.
В данном случае крайне важно иметь средства индивидуальной защиты.
В работе важно использовать качественные материалы и инструменты. Так, припой пруток должен отвечать всем стандартам. Припои используют при пайке изделий из латуни, бронзы, меди. Руководители должны провести грамотный инструктаж по работе с этим инструментом.
Работы, связанные с пайкой и лужением, должны проводиться в специально оборудованных и предварительно подготовленных помещениях. Обязательно должна присутствовать система вентиляции. Вентиляционные установки должны быть оснащены звуковой и световой сигнализацией.
В работе важно использовать качественные и исправные инструменты. Согласно правилам технической документации, паяльник должен пройти специальную проверку и испытания.
Класс данного оборудования в обязательном порядке должен соответствовать условиям производства и категории помещения.
Также нужно позаботиться о защите кабеля паяльника от соприкосновения с горячими предметами и защите от случайного механического повреждения.
Не меньшее значение имеет подготовка рабочего места. Они должны быть оборудованы вентиляцией. Не допускается проводить пайку и лужку без использования специальных защитных очков. Рабочее место должно быть оборудовано светильниками с непросвечивающими отражателями. Осветительные приборы нужно расположить таким образом, чтобы свет не «бил» в глаза работнику.
Рабочее место должно быть оборудовано светильниками с непросвечивающими отражателями. Осветительные приборы нужно расположить таким образом, чтобы свет не «бил» в глаза работнику.
Pereosnastka.ru
- Техника безопасности при пайке
- Категория:
- Пайка
Техника безопасности при пайке
Техника безопасности на производстве должна быть щ неразрывно связана с технологией производства. Изменение технологических процессов, внедрение новых материалов и способов производства, применение нового оборудования одновременно должно вызывать и cooтветствующие изменения в технике безопасности.
При производстве припоев и флюсов путем сплавления из компонентов основными факторами, вызывающими вредное воздействие на организм человека, являются высокая температура расплавленных металлов и флюсов, а также выделение вредных паров, газов и пыли. Наиболее вредное воздействие оказывают выде-ляющиеся при производстве припоев и флюсов пары металлов и солей, которые, попадая в организм человека, вызывают общее отравление, поражение кожи, раздражение слизистой оболочки глаз и т. п.
п.
При плавке припоев и флюсов слесарь (плавильщик) должен пользоваться труднозагорающейся одеждой и темными очками, предохраняющими глаза от действия лучистой энергии и брызг металла и солей. Необходимо, чтобы помещение, в котором производится плавление припоев и флюсов, имело приточно-вытяжную вентиляцию.
Перед введением в расплавы металла и соли необходимо их подогреть до полного удаления влаги. В противном случае за счет резкого парообразования в момент введения компонентов, содержащих влагу, возможен выброс или разбрызгивание расплавленных металлов и солей.
При плавлении гигроскопических флюсов ложку-шумовку или стержень, которыми перемешивают расплав и удаляют шлак, перед погружением в расплав подогревают с целью удаления влаги с поверхности. При несоблюдении этой предосторожности также возможно разбрызгивание солей.
Присадку легко испаряющихся или легко выгорающих компонентов припоев и флюсов необходимо производить в последнюю очередь, когда сплав уже приготовлен. После их введения сплав нельзя перегревать, так как это усилит их испарение. При разливке припоев и флюсов во избежание взрывов изложницы или формы для припоев должны быть чистыми и подогреты до полного удаления влаги.
После их введения сплав нельзя перегревать, так как это усилит их испарение. При разливке припоев и флюсов во избежание взрывов изложницы или формы для припоев должны быть чистыми и подогреты до полного удаления влаги.
При сборке под пайку инструмент необходимо применять только по назначению. При пайке с флюсами при нанесении их на соединяемые места нужно пользоваться кистью или фарфоровой лопаточкой. Необходимо избегать попадания флюса на кожу рук. Порошкообразные флюсы в целях уменьшения распыливания необходимо смешивать с соответствующими растворителями и применять в виде паст.
При пайке оловянно-свинцовыми припоями возникает опасность загрязнения свинцом кожи рук и одежды работающих. Концентрация свинца в воздухе на рабочих местах, занятых пайкой, может достигать 0,1 мг/м3. Поэтому в цехах с большим объемом пайки необходимо проводить профилактические мероприятия. Для участков пайки и монтажа, сопровождающегося пайкой, следует отводить отдельные помещения.
Рабочие поверхности оборудования необходимо покрывать легкообмывающи-мися материалами, стационарные места пайки оборудовать местными вытяжными устройствами, обеспечивающими скорость вытяжки воздуха непосредственно на месте пайки не менее 0,6 м/сек.
Помещения, в которых производится пайка, должны обеспечиваться приточным воздухом, подаваемым в верхнюю зону, в количестве примерно 90% удаляемого объема.
При пайке с применением газовых сред следует иметь в виду, что некоторые из них дают с воздухом взрывоопасные смеси. Поэтому перед нагревом контейнера, реторты или печи с такой атмосферой необходимо продуть их чистым воздухом.
Чтобы предупредить проникновение в пространство печи атмосферного воздуха и, следовательно, образование взрывоопасной смеси, в ней необходимо поддерживать небольшое избыточное давление, с тем чтобы скорость истечения газа была выше, чем скорость горения в факеле.
Необходимо также предупреждать утечку контролируемых газовых сред через неплотности в трубопроводах и соединениях.
Для предупреждения взрывов при выполнении паяльных работ запрещается производить пайку сцсудов, находящихся под давлением, а также емкостей из-под легковоспламеняющихся материалов без предварительной обработки.
Кроме мероприятий по технике безопасности при обработке заготовок и пайке предусматриваются мероприятия, обеспечивающие безопасную работу при эксплуатации оборудования.
На рабочих местах пайки должна быть инструкция по технике безопасности, знание и выполнение которой для всех работающих на участке обязательно.
Важнейшие указания по технике безопасности должны быть оформлены в виде плакатов и вывешены на видных местах.
—
Пайка является безопасным процессом, если соблюдаются соответствующие правила. Однако как и при любом другом технологическом процессе при проведении пайки необходимо соблюдать определенные меры предосторожности.
Поэтому очень важно, чтобы работник знал о возможных причинах несчастных случаев и соблюдал правила техники безопасности.
Рекомендуется, чтобы каждая операция была тщательно продумана лучше всего компетентным инженером по технике безопасности и для каждого вида работ были разработаны соответствующие меры безопасности.

Возможными причинами травматизма являются действия нагрева, газов и химикатов. Главными условиями безопасной рабо ты являются хорошая вентиляция участка пайки, защита работников от ожогов и умение обращаться с флюсами и другими материалами.
Причиной несчастных случаев, которую невозможно предусмотреть никакими инструкциями, является личная небрежность опера тора: ее можно устранить только при постоянном внимании при выполнении работ.
Реклама:
Техника безопасности при производстве припоев, флюсов и выполнении паяльных работ
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
При производстве припоев и флюсов путем сплавления их компонентов основными факторами, вызывающими вредное воздействие на организм человека, являются высокая температура расплавов, а также выделения вредных паров, газов и пыли.
Перед введением компонентов в расплав металлы и соли должны быть подогреты до полного удаления влаги. Присадку легкоиспаряющихся компонентов припоев и флюсов следует производить в последнюю очередь, когда сплав уже приготовлен.
Из металлов, входящих в состав припоев, наиболее вредное воздействие на организм человека оказывают литий, калий, натрий, кадмий, бериллий, свинец, марганец и цинк.
Соединения кадмия, независимо от их состояния (пыль, дым, пары, туман) и путей поступления в организм человека (органы дыхания, желудочно-кишечный тракт), токсичны. Они вызывают острое отравление, поражают дыхательные пути и нервную систему.
Профилактические мероприятия, предупреждающие поступление соединений кадмия в рабочую зону, — это герметизация оборудования, устройство общеобменной вентиляции в помещениях, где производят операции, связанные с выделением содержащих кадмий паров, дыма, пыли, а также средства индивидуальной защиты: спецодежда, спецобувь, резиновые перчатки, фартуки, респираторы типа «Лепесток» и промышленные противогазы с фильтрами, задерживающими дым.

При выплавке припоев, содержащих марганец, происходит его испарение. Пары и пыль марганца ядовиты и при длительном воздействии на организм вызывают сильное отравление.
Применяемые при пайке припои на основе меди и никеля, содержащие фосфор до 11%, являющиеся заменителями серебросодержащих припоев, при температуре пайки выделяют пары фосфора, которые токсичны, взрыво- и пожароопасны.
При выплавке медно-фосфорных и серебряно-медно-фосфорных припоев расплав меди взаимодействует с красным фосфором, и при этом происходят большие потери фосфора, пары которого загрязняют окружающую среду. Для уменьшения выгорания фосфора используются содержащие фосфор лигатуры.
При выплавке оловянно-свинцовых и других припоев, содержащих свинец, необходимо принимать меры, предупреждающие попадание в организм человека паров свинца. При длительном воздействии свинец вызывает отравление, выражающееся в развитии малокровия и расстройство нервной системы.
Особо вредное воздействие на организм человека оказывает бериллий. Проникая через дыхательные пути и поры кожного покрова, бериллий вызывает отравление. Ртуть попадает в производственные помещения в виде паров, которые почти в 7 раз тяжелее воздуха.
Проникая через дыхательные пути и поры кожного покрова, бериллий вызывает отравление. Ртуть попадает в производственные помещения в виде паров, которые почти в 7 раз тяжелее воздуха.
Пары ртути, не имеющие запаха и цвета и не оказывающие раздражающего воздействия на человека, скапливаются внизу помещения. К работе с ртутью женщины и подростки не допускаются. Средства индивидуальной защиты работающих с ртутью: спецодежда, противогазы марки Г.
В рабочих помещениях должен быть установлен постоянный контроль за наличием в воздухе паров ртути с помощью индикаторной бумаги, на которую наносят слой пасты и осадка, полученного при смешении растворов йодида калия и сульфида меди с этиловым спиртом.
В присутствии ртутных паров бумага розовеет.
При выплавке флюсов особое внимание следует обращать на предупреждение вредного воздействия на организм человека фтористых солей щелочных и щелочноземельных металлов. Размол флюса производят в фарфоровых барабанах или ступах в специальных вытяжных шкафах с усиленной вентиляцией. Хлористый цинк, попадая на кожу, при длительном воздействии вызывает сильные ожоги и воспаления.
Хлористый цинк, попадая на кожу, при длительном воздействии вызывает сильные ожоги и воспаления.
Хлористый аммоний при температуре свыше 100 °С начинает улетучиваться, образуя ядовитые пары. Выплавку флюсов, содержащих эти компоненты, следует производить только при наличии местной вентиляции. При приготовлении флюсов путем смешения компонентов необходимо соблюдать меры предосторожности.
Соляная кислота, применяемая в качестве флюсов, пои попадании на кожу вызывает ожоги, и пары ее ядовиты.
При работе с припоями и флюсами необходимо учитывать класс их опасности, руководствоваться требованиями Санитарных правил П952-72 и ОСТ 4ГО.033.200. Применение припоев, в которых содержатся свинец и кадмий, следует резко ограничивать. Содержание кадмия в припоях не должно превышать 20%.
Рабочие места при пайке волной припоя и электропаяльником должны быть оборудованы местной вытяжной вентиляцией. Скорость движения воздуха непосредственно на месте пайки должна быть не менее 0,6 м/с.
При работе с электрическим паяльником следует строго соблюдать правила защиты от поражения электрическим током. Помещение, в котором производится пайка, должно быть снабжено общей вентиляцией и усиленной местной вентиляцией, защищающей рабочих от вредного воздействия паров и газов, выделяющихся при пайке.
Токсичность компонентов флюсов
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамен по технике безопасности.
До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего. Заполнять горючим паяльную лампу необходимо не более 75 % ее емкости.
Давление воздуха в паяльной лампе, во избежание взрыва, не должно превышать (15…20*104 Па).
Безопасностью работы с контролируемыми атмосферами предусматривается предотвращение взрывов, отравления газами, пожарной опасности. Большинство газов, применяемых при пайке в качестве защитных атмосфер, ядовиты и взрывоопасны одновременно.
 Взрывоопасность атмосферы зависит от содержания в ней водорода и окиси углерода.
Взрывоопасность атмосферы зависит от содержания в ней водорода и окиси углерода.Взрывоопасность газовоздушных смесей зависит от характера контролируемой атмосферы. Разбавление водорода азотом снижает взрывоопасность. Азотоводородные смеси с содержанием водорода менее 8…10 % невзрывоопасны, так же как и продукты частичного сгорания диссоциированного аммиака или углеводородных газов.
В контролируемых атмосферах, применяемых для термообработки и пайки, отравляющим газом является окись углерода.
Техника безопасности при выполнении паяльных работ (часть 1)
Ниже даны краткие сведения по технике безопасности при работе на различных установках.
Пайка электрическим паяльником. Не разрешается в производственных условиях использовать для питания электропаяльника сеть напряжением выше 36 В. Ручка электрического паяльника должна быть из изоляционного материала и сухой.
Не разрешается вытаскивать из штепсельной розетки электропаяльник за шнур, чтобы избежать обрыва шнура, возникновения короткого замыкания и попадания под опасное напряжение.
При работе с электрическим паяльником необходимо строго соблюдать правила защиты от поражения электрическим током.
Пайка паяльной лампой. До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего.
- Паяльную лампу необходимо заполнить горючим не более 75% ее емкости.
- Давление воздуха в лампе во избежание взрыва не должно превышать 1,5-2,0 кгс/см2.
- Запрещается доливать горючее в горящую лампу, разжигать лампу путем подачи горючего через горелку, снимать горелку до спуска давления.
- Паяльные лампы можно выдавать только рабочим, знакомым с правилами обращения с ними.
Пайка газопламенной горелкой. При этом следует руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Перед началом работы необходимо проверить герметичность всей аппаратуры и шлангов: утечка газов может привести к отравлению рабочих и к образованию взрывоопасной смеси.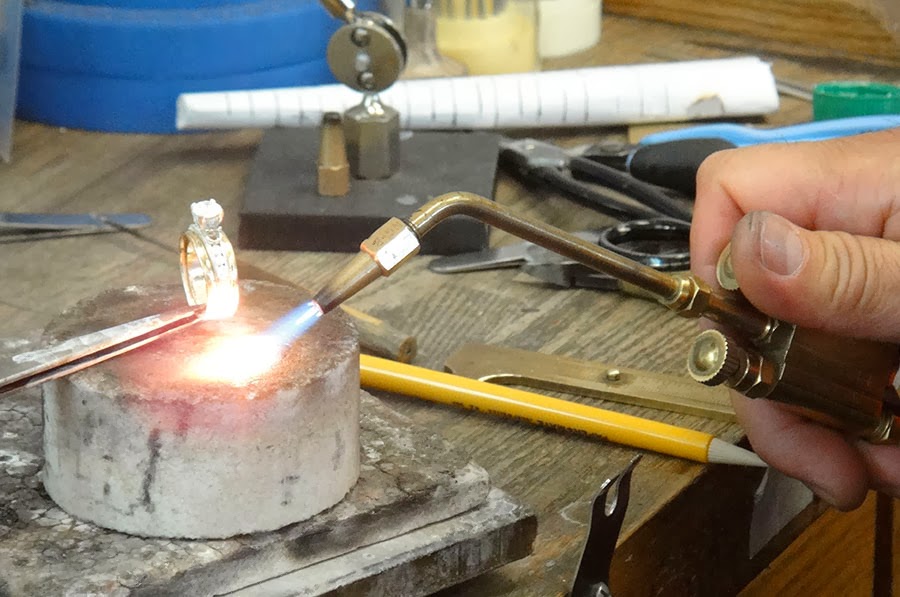
При зажигании горелки для пайки необходимо сначала открыть кислородный вентиль, затем ацетиленовый и сразу зажечь смесь.
Запрещается выполнять пайку горелкой в непосредственной близости от огнеопасных и легковоспламеняющихся материалов. При пайке на открытом воздухе расстояние от рабочего места до огнеопасных материалов должно быть не менее 10 м.
- Запрещается выполнять пайку изделий, находящихся под давлением, а также резервуаров, контейнеров, бочек из-под легковоспламеняющихся веществ.
- Баллоны с газами должны храниться в специальном помещении в стеллажах в вертикальном положении.
- Не допускается хранение горючих газов в одном помещении с кислородными баллонами.
Небрежное обращение с баллонами со сжатыми газами (сильный удар, толчки, падение) может привести к взрыву большой разрушительной силы. В пределах завода или цеха баллоны следует перевозить на специальных тележках.
Запрещается ремонтировать вентиль на наполненном баллоне. Нельзя отогревать замерзший вентиль пламенем горелки или другим источником тепла с открытым пламенем. Для этого применяют пар или горячую воду.
Нельзя отогревать замерзший вентиль пламенем горелки или другим источником тепла с открытым пламенем. Для этого применяют пар или горячую воду.
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамены по технике безопасности.
Индукционная пайка (т. в. ч.). При производстве работ следует руководствоваться «Правилами безопасности при эксплуатации электротермических установок повышенной и высокой частоты».
- Высокочастотные установки, предназначенные для пайки, должны быть размещены в отдельном помещении и обеспечены ограждениями, механической или электрической блокировкой для предупреждения прикосновения к частям установки, находящимся под напряжением.
- Все металлические части в установках с машинными или ламповыми генераторами и вторичный виток нагревательного контура должны быть заземлены.
- Помещение с высокочастотными установками должно иметь вентиляцию, обеспечивающую нормальные условия работы обслуживающего персонала и охлаждение агрегатов.

При индукционной пайке для защиты от действия т. в. ч. необходимо устанавливать специальные экраны.
Категорически запрещается проведение ремонтных работ в установке, находящейся под напряжением. По окончании работы необходимо отключить генератор высокой частоты со стороны питающегося фидера (провода прямоугольного сечения).
При обнаружении неисправностей, пожаре и стихийных бедствиях паяльщик обязан немедленно отключить генератор. Настраивать на режим и налаживать высокочастотные установки разрешается только квалифицированным электромонтерам, имеющим на это соответствующее разрешение.
Пайка ультразвуком. Пульт управления и контрольные приборы для пайки ультразвуком должны быть размещены так, чтобы в процессе работы паяльщика было удобно занимать место у установки.
Установка должна иметь приспособление для закрепления деталей. Акустический узел установки должен быть закрыт защитным кожухом, исключающим непосредственный контакт работающего с узлом вовремя работы.

Генераторы ультразвуковых установок должны соответствовать правилам устройства электроустановок (ПУЭ).
Допустимые уровни звукового давления для рабочих мест у ультразвуковых установок следует применять:
| Среднегеометрические частоты 1/3 октавных полос, Гц | 12500 | 16000 | ≥ 20000 |
| Уровни звукового давления, Б | 75 | 85 | 110 |
При суммарном времени воздействия ультразвука менее 4 ч в смену указанные выше уровни следует увеличивать в соответствии с табл. 1.
Таблица 1. Поправки к уровням звукового давления для рабочих мест у ультразвуковых установок.
| Суммарная длительность воздействия ультразвука, ч | Поправка, Б | Суммарная длительность воздействия ультразвука, мин | Поправка, Б |
| 1-4 | +6 | 5-15 | +18 |
| 1/4-1 | +12 | 1-5 | +24 |
Обычно рабочая частота ультразвуковых установок должна быть не ниже 18 кГц. Для защиты от воздействия вибраций применяют в отдельных случаях специальные раковины и антивибрационную обувь.
Для защиты от воздействия вибраций применяют в отдельных случаях специальные раковины и антивибрационную обувь.
ПАЙКА — Что такое ПАЙКА?
Слово состоит из 5 букв: первая п, вторая а, третья й, четвёртая к, последняя а,
Слово пайка английскими буквами(транслитом) — paika
- Буква п встречается 1 раз. Слова с 1 буквой п
- Буква а встречается 2 раза. Слова с 2 буквами а
- Буква й встречается 1 раз. Слова с 1 буквой й
- Буква к встречается 1 раз. Слова с 1 буквой к
Значения слова пайка. Что такое пайка?
Пайка
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления.
ru.wikipedia.org
 ..
..Пайка, процесс соединения материалов, находящихся в твёрдом состоянии, расплавленным припоем. При П. происходят взаимное растворение и диффузия основного материала и припоя, который заполняет зазор между соединяемыми частями изделия.
БСЭ. — 1969—1978
ПАЙКА (паяние) — процесс получения неразъемного соединения материалов (стали, чугуна, стекла, графита, керамики и др.), находящихся в твердом состоянии, расплавленным припоем с его последующей кристаллизацией.
Большой энциклопедический словарь
Пайка (порция)
Па́йка — разговорное название порции пищи, выдаваемой заключенным в тюрьме или в лагере. Размер и калорийность пайки в тюрьмах сталинского СССР была недостаточна для поддержания здоровья заключенных.
ru.wikipedia.org

Пайка сопротивлением
Пайка сопротивлением Resistance brazing — Пайка сопротивлением. Процесс пайки, при котором заготовки локально нагревают и расплавляют путем пропускания электрического тока через электроды и заготовки…
Металлы и сплавы. Справочник. — 2003
Пайка твердым припоем
Пайка твердым припоем Brazing — Пайка твердым припоем. Группа методов пайки, при которых соединения твердых материалов образуются путем нагрева их до определенной температуры с использованием присадочного металла имеющего температуру ликвидус выше…
Металлы и сплавы. Справочник. — 2003
Флюс (пайка)
Флюс (пайка) — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления окислов с поверхности под пайку, снижения поверхностного натяжения.
ru.wikipedia.org
 ..
..ФЛЮС (нем. Flu? — букв. — поток, течение),1) в металлургии — материалы, вводимые в шихту для образования шлаков с заданными физическими и химическими свойствами 2)] При газовой и кузнечной сварке металлов — химикаты, растворяющие оксиды…4) При паянии — расплавляемые неметаллические вещества (канифоль, бура, хлорид цинка и др.), служащие для очистки поверхности припоя и места пайки, а также улучшения смачиваемости места…
Большой энциклопедический словарь
ФЛЮС (немецкое Flub, буквально — поток, течение), материалы, применяемые в металлургическом и литейном производствах, а также при сварке и пайке с целью регулирования состава шлака…
Современная энциклопедия. — 2000
ТВЕРДАЯ ПАЙКА
ТВЕРДАЯ ПАЙКА, процесс, при котором металлические детали соединяются друг с другом посредством плавления сплавов, точка плавления которых ниже, чем у соединяемых деталей.
Научно-технический энциклопедический словарь
Холодная пайка
Холодная пайка (англ. Cold solder joint) — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта). «Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет.
ru.wikipedia.org
Свинцовая пайка
Свинцовая пайка свинец, благодаря его свойствам, о которых см. в ст. Камерное производство и Свинец, представляет материал, который в форме листов (рольный свинец) и труб имеет широкое применение на химических заводах для устройства серных и хлорных…
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — 1890-1907
Русский язык
Па́йка, -и, р. мн. па́ек.
Орфографический словарь.
 — 2004
— 2004Па́й/к/а¹ (от па/я́/ть).
Морфемно-орфографический словарь. — 2002
Примеры употребления слова пайка
В качестве пайка вправе усомниться всякий, кто хоть раз лежал в российской больнице.
Предполагается удаление оловянного припоя, пятен окислов, исправление деформации, пайка рукояти с помощью лазера.
О. Николай по здоровью не мог работать на тяжелых работах, это было установлено врачебной комиссией еще на Соловках, но в лесу для не выполняющего нормы лагерника не давали крова и пайка.
Голодные тыловые будни в фильме показаны с памятливостью выживших: в том, как курсантская любовь Зоя отрезает себе тончайший ломтик от хлебного пайка чувствуется правда, прочувствованная на собственной шкуре.
- Слова из слова «пайка»
- Слова на букву «п»
- Слова, начинающиеся на «па»
- Слова c буквой «а» на конце
- Слова c «ка» на конце
- Слова, начинающиеся на «пай»
- Слова, начинающиеся на «пайк»
- Слова, оканчивающиеся на «йка»
- Слова, заканчивающиеся на «айка»
- пайками
- пайкам
- пайках
- пайка
- пайке
- пайки
- пайковый
Что такое пайка? — Типы и способы пайки
Если вы разберете любое электронное устройство, содержащее печатную плату, вы увидите, что компоненты присоединены с помощью пайки. Пайка — это процесс соединения двух или более электронных частей путем плавления припоя вокруг места соединения. Несмотря на то, что пайка может создать постоянное соединение, его также можно восстановить с помощью инструмента для удаления припоя.
Пайка — это процесс соединения двух или более электронных частей путем плавления припоя вокруг места соединения. Несмотря на то, что пайка может создать постоянное соединение, его также можно восстановить с помощью инструмента для удаления припоя.
Сегодня мы узнаем все о пайке. Что это? Каковы его приложения? Как проходит процесс?
Что такое пайка?Пайка — это процесс соединения различных металлов путем плавления припоя. Припой — это металлический сплав, обычно состоящий из олова и свинца, который расплавляют горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
В отличие от сварки, при пайке заготовки не оплавляются. Пайка также не расплавляет металл заготовки, но присадочный металл плавится при более высокой температуре, чем пайка. Исторически сложилось так, что почти все припои содержали свинец, но проблемы окружающей среды и здоровья все чаще диктовали использование бессвинцовых сплавов в электронике и сантехнике.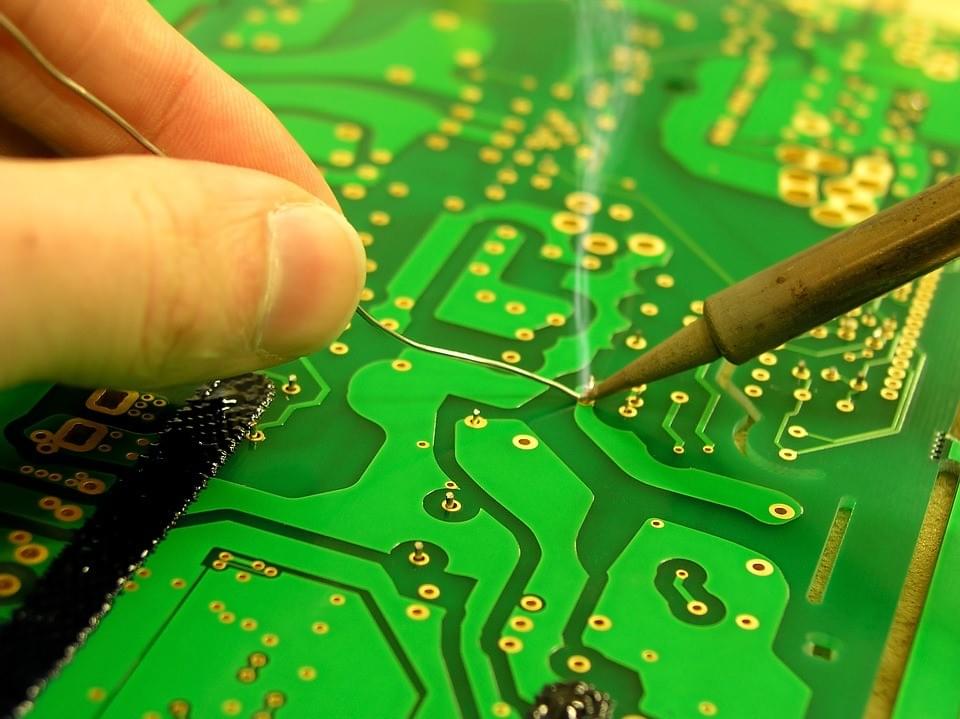
Что такое припой?
Припой представляет собой плавкий металлический сплав, используемый для создания прочного соединения между металлическими заготовками. Припой плавится, чтобы приклеиться к деталям и соединить их после охлаждения, для чего требуется сплав, пригодный для использования, поскольку припой имеет более низкую температуру плавления, чем соединяемые детали.
Припой также должен быть устойчив к окислительным и коррозионным воздействиям, которые со временем могут повредить соединение. Припой, используемый для изготовления электрических соединений, также должен иметь благоприятные электрические характеристики.
Мягкий припой обычно имеет температуру плавления в диапазоне от 90 до 450 °C (от 190 до 840 °F; от 360 до 720 K) и обычно используется в электронике, сантехнике и обработке листового металла. Наиболее часто используются сплавы, плавящиеся при температуре от 180 до 190 ° C (от 360 до 370 ° F; от 450 до 460 К). Пайка, выполненная с использованием сплавов с температурой плавления выше 450 ° C (840 ° F, 720 K), называется «твердой пайкой», «пайкой серебром» или пайкой.
В определенных пропорциях некоторые сплавы являются эвтектическими, то есть температура плавления сплава является минимально возможной для смеси этих компонентов и совпадает с температурой замерзания. Неэвтектические сплавы могут иметь заметно разные температуры солидуса и ликвидуса, поскольку они имеют четкие переходы жидкости и твердого тела.
Неэвтектические смеси часто существуют в виде пасты твердых частиц в расплавленной матрице легкоплавкой фазы, когда они приближаются к достаточно высоким температурам. Если при электромонтажных работах нарушить соединение в этом «пастообразном» состоянии до того, как оно полностью затвердеет, это может привести к плохому электрическому соединению; использование эвтектического припоя уменьшает эту проблему.
Пастообразное состояние неэвтектического припоя может быть использовано в сантехнике, так как позволяет формовать припой при охлаждении, например, для обеспечения герметичности соединения труб, в результате чего получается так называемый «затертый стык».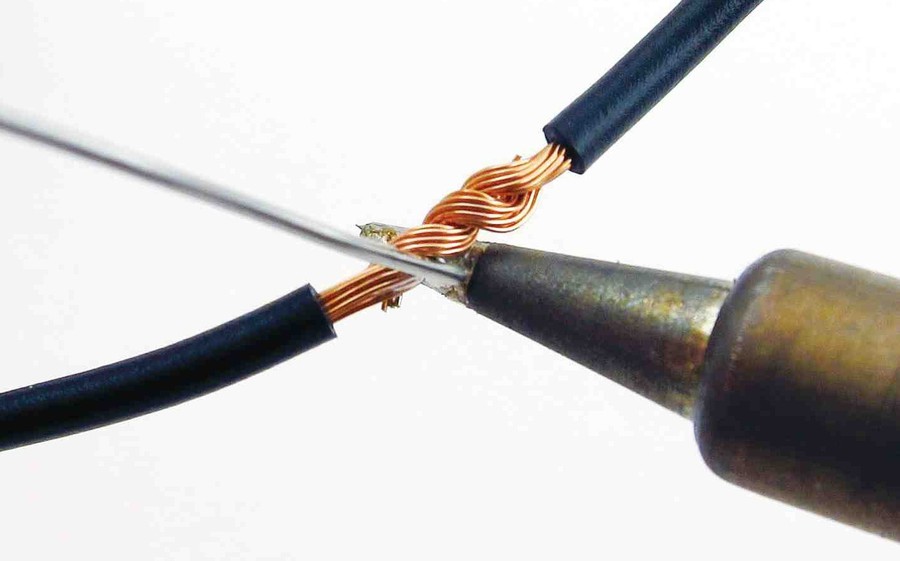
Для электрики и электроники доступна проволока припоя различной толщины для ручной пайки (ручная пайка выполняется с помощью паяльника или паяльника) и с сердечниками, содержащими флюс.
Он также доступен в виде пасты комнатной температуры, в виде предварительно сформированной фольги, соответствующей форме заготовки, которая может больше подходить для механизированного массового производства, или в виде небольших «язычков», которые можно обернуть вокруг соединения и расплавить пламенем. где железо невозможно использовать или недоступно, например, при ремонте в полевых условиях.
Как работает пайка?Припой расплавляется с помощью тепла утюга, подключенного к регулятору температуры. Он нагревается до температур выше точки плавления, около 600 градусов по Фаренгейту, в результате чего он плавится, а затем охлаждается, создавая паяное соединение.
Помимо создания прочных электрических соединений, припой также можно удалить с помощью инструмента для удаления припоя.
Припой представляет собой металлический сплав, используемый для создания прочных постоянных соединений; например, медные соединения на печатных платах и соединения медных труб. Он также может быть двух разных типов и диаметров, свинцового и бессвинцового, а также может варьироваться от 0,032 дюйма до 0,062 дюйма. Внутри припоя ядро представляет собой флюс, материал, используемый для усиления и улучшения его механических свойств.
Какие металлы используются?Присадочные металлы, используемые при пайке, раньше были на основе свинца (свинцовый припой). В соответствии с правилами свинецсодержащие припои все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра.
Какой флюс можно использовать для пайки? Иногда в месте соединения могут быть загрязнения, такие как масло, грязь или окисление. Флюс предотвращает окисление и иногда позволяет проводить сухую чистку металла. Используемый флюс представляет собой канифольный флюс, который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести смачивающий агент для уменьшения поверхностного натяжения.
Используемый флюс представляет собой канифольный флюс, который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести смачивающий агент для уменьшения поверхностного натяжения.
Вкратце, существует 3 типа припоев: бессвинцовые и бессвинцовые, свинецсодержащие и флюсовые. Припои на основе свинца являются наиболее надежными и предпочтительными в критически важных приложениях, таких как медицинская электроника или аэрокосмическая промышленность.
Сегодня на рынке представлено так много различных типов припоев, что может быть сложно выбрать правильный для вашего проекта. К счастью, на самом деле есть только три основные категории припоев, которые вы можете использовать, чтобы сузить область поиска:
- Припой на основе свинца начал революцию в электронике. Наиболее распространенной смесью является смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C. Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.
- Бессвинцовый припой начал разрабатываться, когда ЕС ввел ограничения на использование свинца в бытовой электронике. В США производители могли получить налоговые льготы за использование бессвинцового припоя. Усы олова можно уменьшить за счет использования новых методов отжига, включения добавок, таких как никель, и использования конформных покрытий. Бессвинцовые припои обычно имеют более высокую температуру плавления, чем обычные припои.
- Припой с флюсовым сердечником продается в виде «катушки проволоки» с восстановителем в сердечнике. Флюс высвобождается во время пайки и восстанавливает (обращает окисление) металла в точке контакта, обеспечивая более чистое электрическое соединение. Это также улучшает смачивающие свойства припоя. В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники и не должны использоваться в электронике.
 Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.
Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг. В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники и не должны использоваться в электронике.
В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники и не должны использоваться в электронике.Пайка — это процесс соединения двух или более электронных частей путем плавления припоя вокруг соединения. Припой представляет собой металлический сплав, и при остывании он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, его также можно устранить с помощью инструмента для демонтажа, как описано ниже.
Чтобы лучше объяснить, как паять, мы собираемся продемонстрировать это на реальном приложении. В этом примере мы собираемся припаять светодиод к печатной плате.
Шаг 1: Установка компонента : Сначала вставьте кабели от светодиода в отверстия на печатной плате. Переверните плату и согните кабели наружу под углом 45 футов. Это поможет компоненту лучше соединиться с медной площадкой и предотвратит его выпадение во время пайки.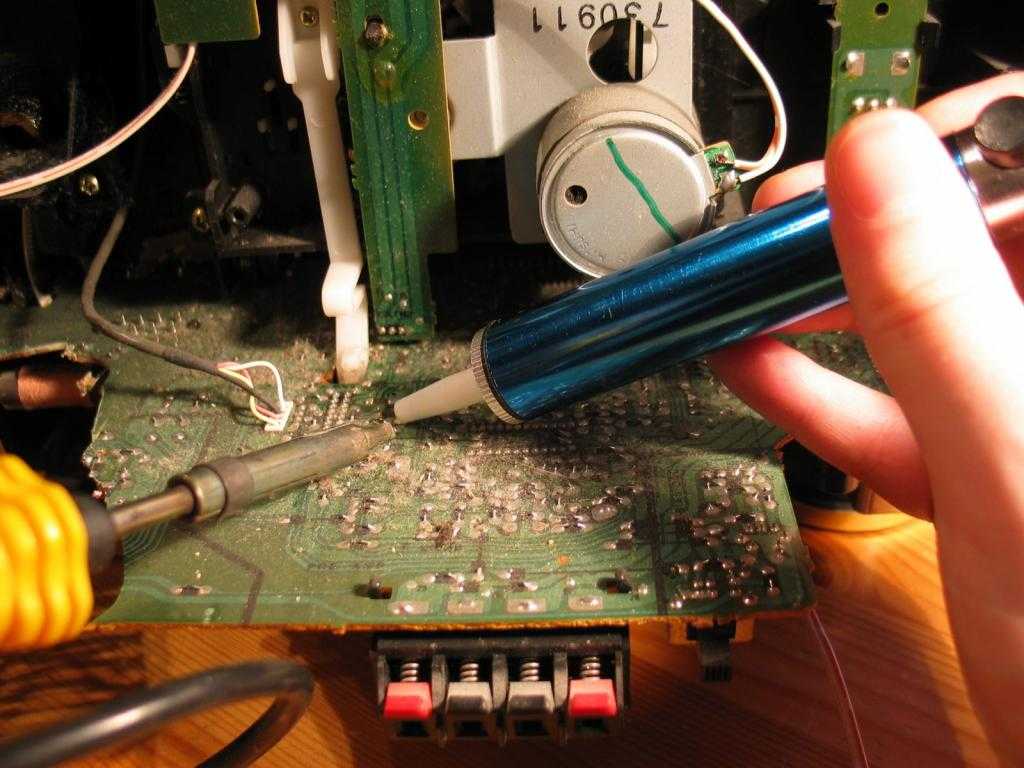
Шаг 2: Нагрев соединения : Включите паяльник и, если он имеет регулируемый регулятор нагрева, установите его на 400°C. В этот момент коснитесь кончиком утюга медной площадки и провода резистора одновременно. Вам нужно удерживать паяльник на месте в течение 3-4 секунд, чтобы нагреть площадку и вывод.
Шаг 3: Нанесите припой на соединение : Удерживая паяльник над медной площадкой и проводом, коснитесь соединения припоем. ВАЖНО Не касайтесь припоя кончиком утюга. Вы хотите, чтобы соединение было достаточно горячим, чтобы расплавить припой при прикосновении. Если соединение слишком холодное, образуется плохое соединение.
Шаг 4: Отрежьте выводы Выньте паяльник и дайте припою остыть естественным путем. Не дуйте на припой, так как это может привести к плохому соединению. После остывания можно отрезать лишний провод от кабелей.
Правильная пайка гладкая, блестящая и имеет форму вулкана или конуса. Вам нужно ровно столько припоя, чтобы покрыть все соединение, но не слишком много, чтобы он превратился в шарик или пролился на соседний провод или соединение.
Вам нужно ровно столько припоя, чтобы покрыть все соединение, но не слишком много, чтобы он превратился в шарик или пролился на соседний провод или соединение.
Теперь пришло время показать вам, как спаивать провода. Для этого процесса рекомендуется использовать руки-помощники или какое-либо другое зажимное устройство.
Сначала снимите изоляцию с концов обоих проводов, которые вы спаиваете вместе. Когда проволока скручена, скрутите пряди между собой пальцами. Убедитесь, что ваш паяльник полностью нагрет и коснитесь жалом конца одного из проводов. Держите его за провод в течение 3-4 секунд.
Удерживая утюг на месте, коснитесь провода припоем, пока он полностью не покроется. Повторите этот процесс на другом проводе. Держите два луженых провода друг над другом и коснитесь обоих проводов паяльником. Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Уберите паяльник и подождите несколько секунд, пока паяное соединение не остынет и не затвердеет. Используйте термоусадочную трубку, чтобы закрыть соединение.
Используйте термоусадочную трубку, чтобы закрыть соединение.
Что такое распайка?
В электронике отпайка — это удаление припоя и компонентов с печатной платы для устранения неполадок, ремонта, замены и утилизации.
Advertisements
Демонтаж — это процесс расплавления припоя и удаления соединений между двумя материалами. В электронике это относится к снятию электрических компонентов с печатной платы для устранения неполадок, ремонта, замены и утилизации. Для этой цели чаще всего используется демонтаж.
Проще говоря, распайка — это полная противоположность пайке. Вы отменяете все, что вы сделали в процессе пайки. Как и пайка, демонтаж также является сложным процессом и требует определенного уровня квалификации. Вы должны выполнить те же шаги и придерживаться строгих мер безопасности, как и в случае с пайкой.
Методы отпайки
Существует несколько методов отпайки. Каждый из них требует различных инструментов и различных уровней мастерства в пайке. Ниже приведен полный список различных методов, которые можно использовать для отпайки компонентов.
Ниже приведен полный список различных методов, которые можно использовать для отпайки компонентов.
1. Использование паяльника
Паяльник — самый простой и легкий способ отпаивания компонентов. Вам не понадобятся никакие другие инструменты, кроме паяльника и пары флаеров.
Вот что вам нужно сделать:
- Нагрейте припой с помощью паяльника, пока он не начнет плавиться.
- Сдвиньте контакты утюгом и удалите припой из стыков.
- Потяните компоненты с помощью плоскогубцев, чтобы извлечь их из отверстий.
- При вытягивании компонентов нажимайте на их кончики, а не на их корпуса. В противном случае компоненты могут быть повреждены.
Если вы хотите удалить припой из отверстий, воткните в отверстие английскую булавку. Это высосет припой и поможет вам легко удалить их.
Pros
- Для распайки нужен только паяльник.
- Выпаянные компоненты можно использовать повторно.

Минусы
- Если использовать паяльник слишком долго, можно повредить плату.
2. Использование паяльного фитиля
Метод паяльного фитиля используется для удаления нежелательного припоя после процесса пайки. Фитиль для пайки изготавливается путем плетения и переплетения медных катушек. Следовательно, он также известен как демонтажная оплетка.
Медные проволоки используются для изготовления фитилей для пайки, поскольку они хорошо проводят тепло. Поскольку припой притягивается к теплу, медные катушки всасывают припой с поверхности металла.
Некоторые паяльные фитили поставляются с флюсом, облегчающим удаление припоя с поверхности. Если ваш фитиль припоя не содержит флюса, вы можете окунуть конец фитиля во флюс, чтобы увеличить скорость удаления припоя.
Вот что вам нужно сделать, чтобы удалить припой:
- Переплетите несколько дюймов медных проводов и сформируйте оплетку.
- Нанесите немного флюса на медную оплетку, погрузив конец во флюс.
- Поместите часть фитиля припоя на соединение, которое вы хотите распаять.
- Держите горячий паяльник на кончике фитиля припоя и желаемом контакте.
- Подождите несколько секунд, пока припой не расплавится и фитиль не всосет расплавленный припой.
- Возьмите фитиль припоя и удалите часть фитиля, покрытую припоем.
- Теперь повторите тот же процесс, пока не удалите весь ненужный припой.
Обращаясь с фитилем припоя, не касайтесь его руками, так как он может быть очень горячим. Используйте пару плоскогубцев, чтобы удерживать и позиционировать его.
Pros
- Метод дешевый, простой и удобный.
- Метод отлично подходит для удаления припоя с плоских поверхностей.
- Размер паяльного фитиля можно изменить в зависимости от количества удаляемого припоя.
- Выпаянные компоненты можно использовать повторно.

Минусы
- Нельзя повторно использовать паяльный фитиль. Вы должны отрезать часть, покрытую припоем.
- Поскольку фитиль для пайки сильно нагревается, его может быть трудно приложить к стыку.
- С помощью этого метода трудно удалить припой из точечных отверстий.
3. Использование оловоотсоса
В этом методе для всасывания припоя используется оловоотсос. Демонтажный насос представляет собой небольшой вакуумный насос высокого давления. Прежде чем использовать насос для всасывания припоя, необходимо нагреть и расплавить припой.
Вот шаги по использованию оловоотсоса для удаления припоя,
- Используйте паяльник, чтобы нагреть припой, пока он не расплавится.
- Сожмите грушу или нажмите на поршень оловоотсоса и поместите ее на расплавленный припой.
- Отпустите грушу, чтобы всосать припой.
- Некоторые насосы для оловоотсоса имеют кнопку фиксатора, чтобы вам не приходилось постоянно сжимать грушу.
- Удалите распаянные компоненты.
- Повторяйте те же действия, пока не удалите лишний припой.

Некоторые насосы для удаления припоя поставляются с паяльником, поэтому вам не нужно приобретать его отдельно. Вы можете избавиться от припоя в оловоотсосе, многократно сжимая и отпуская грушу.
Pros
- Насосы для демонтажа припоя бывают разных стилей и с различными рабочими механизмами для простоты использования.
- Этот метод отлично подходит для удаления припоя из точечных отверстий и отпайки мелких компонентов.
- Выпаянные компоненты можно использовать повторно.
Минусы
- Большинство оловоотсосов большие. Таким образом, вам будет трудно получить их в труднодоступных местах.
4. Использование фена
Фен работает так же, как паяльник. Он нагревает припой, так что вы можете удалить компоненты. Вы также можете использовать станцию горячего воздуха вместо тепловой пушки. Это очень эффективно, но в то же время и дорого.
Это очень эффективно, но в то же время и дорого.
Вот как отпаивать компоненты с помощью фена.
- Включите фен.
- Крепко удерживайте печатную плату с помощью подставки или плоскогубцев.
- Держите наконечник термофена напротив припоя, пока он не расплавится.
- Снимите компоненты с помощью плоскогубцев.
При использовании теплового пистолета следите за тем, чтобы не прижимать его к доске слишком долго. В противном случае вы расплавите или повредите плату.
Плюсы
- Вы можете отпаять и удалить компоненты за несколько секунд.
- Выпаянные компоненты можно использовать повторно.
Минусы
- Поскольку он очень быстро нагревает компоненты, в большинстве случаев он повреждает компоненты и делает их непригодными для использования. В некоторых случаях это также повреждает плату. Если вы не будете осторожны, вы также можете пораниться во время процесса.

Часто задаваемые вопросы.
Что такое пайка?
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который расплавляют горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
Что такое припой?
Припой представляет собой легкоплавкий металлический сплав, используемый для создания прочной связи между металлическими заготовками. Припой плавится, чтобы приклеиться к деталям и соединить их после охлаждения, для чего требуется сплав, пригодный для использования, поскольку припой имеет более низкую температуру плавления, чем соединяемые детали.
Припой также должен быть устойчив к окислительным и коррозионным воздействиям, которые со временем могут повредить соединение. Припой, используемый для изготовления электрических соединений, также должен иметь благоприятные электрические характеристики.
Какие бывают виды припоя?
Вкратце, существует 3 типа припоев – бессвинцовые или бессвинцовые, свинецсодержащие и флюсовые. Припои на основе свинца являются наиболее надежными и предпочтительными в критически важных приложениях, таких как медицинская электроника или аэрокосмическая промышленность.
Является ли пайка сваркой?
Как и многие термины из металлов, пайка и сварка взаимозаменяемы. Однако, хотя эти две операции похожи, их процесс и подтехнологии различны. Основное различие между сваркой и пайкой заключается в плавлении. При пайке производители металлов нагревают соединяемый металл, но никогда не плавят его.
Что такое метод пайки?
Пайка — это процесс, используемый для соединения металлических деталей с целью образования механической или электрической связи. Обычно в нем используется металлический сплав с низкой температурой плавления (припой), который расплавляется и наносится на соединяемые металлические детали, и он связывается с металлическими частями и образует соединение, когда припой затвердевает.
Что нужно для пайки?
Ниже приведен полный список принадлежностей, которые вам понадобятся при пайке,
- Пайка подогревателей.
- Паяльные руки.
- Коврик для пайки.
- Лупа для пайки.
- Поглотитель дыма.
- Паяльная лента.
- Набор пинцетов.
- Очиститель жала паяльника (латунная вата)
Какие существуют два типа пайки?
Существует три вида пайки, каждая из которых требует все более высоких температур и обеспечивает все более высокую прочность соединения:
- Мягкая пайка, при которой первоначально в качестве присадочного металла использовался оловянно-свинцовый сплав.
- Серебряная пайка с использованием сплава, содержащего серебро.
- Пайка с использованием латунного сплава в качестве наполнителя.
Будет ли пайка запрещена?
для любого лица, вводящего в торговлю любой припой или флюс, который не содержит свинца, за исключением случаев, когда припой или флюс имеет заметную этикетку, указывающую, что использование припоя или флюса при установке или ремонте любого водопровода, обеспечивающего подачу воды, является незаконным. потребление человеком.
потребление человеком.
Как паять шаг за шагом?
5 важных этапов процесса пайки волной припоя
- Этап 1. Расплавление припоя. Это самый первый этап всего процесса пайки волной припоя.
- Шаг 2 . Очистка компонентов. Это очень важный шаг.
- Шаг 3. Размещение платы .
- Шаг 4. Нанесение припоя.
- Шаг 5. Очистка.
Какие существуют три типа пайки?
Итак, существует три основных типа припоев: свинцовые, бессвинцовые и флюсовые.
Из чего состоит припой?
Как правило, припои основаны на олове, свинце, кадмии, цинке и индии. Они доступны в различных физических формах для облегчения различных способов применения. Слитки припоя используются для пополнения больших ванн для пайки погружением или пайки волной припоя.
Вам нужен флюс для пайки?
Да, можно паять без флюса. Хотя это полезно в процессе пайки, поскольку флюс помогает разрушить оксиды на металле, в нем нет необходимости. Кроме того, в настоящее время большинство припоев содержат канифольную сердцевину, которая выполняет функцию флюса, помогая разрушать оксиды.
Кроме того, в настоящее время большинство припоев содержат канифольную сердцевину, которая выполняет функцию флюса, помогая разрушать оксиды.
Как безопасно паять?
Безопасность при пайке
- Никогда не прикасайтесь к элементу паяльника.
- Держите нагреваемые провода с помощью пинцета или зажимов.
- Во время использования чистящая губка должна быть влажной.
- Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол.
- Выключайте устройство и отключайте его от сети, когда оно не используется.
Какой тип припоя самый прочный?
Припой 60-40 (60 % олова, 40 % свинца) является самым дорогим, но обеспечивает самое прочное соединение и с ним проще всего работать из-за его низкой температуры плавления. Менее дорогой припой 40-60 более сложен в использовании. Припой 50-50 — хороший компромисс между стоимостью и простотой использования.
Почему в припое используется олово?
Смесь олова и свинца позволяет использовать припой с более низкой температурой плавления, чем у двух соединяемых металлов. При сварке один и тот же основной металл может использоваться для соединения двух деталей вместе.
При сварке один и тот же основной металл может использоваться для соединения двух деталей вместе.
Почему при пайке используется флюс?
При пайке металлов флюс служит тройной цели: он удаляет любой окисленный металл с поверхностей, подлежащих пайке, изолирует воздух, предотвращая дальнейшее окисление, и, облегчая амальгамацию, улучшает смачивающие характеристики жидкого припоя.
Является ли припой таким же прочным, как сварка?
Соединение образуется, когда расплавленный припой затвердевает. Не так прочно, как сварка или пайка. Пайка не такая прочная, как сварка или пайка, потому что это не механическое соединение. Если пайка не была выполнена должным образом, детали не будут должным образом проводить электричество.
Можно ли припаивать к дереву?
Многие виды отделки поверхности можно паять с помощью подходящего флюса. Многие из наших электронных устройств используют припой для соединения меди, серебра, золота и других металлов, но знаете ли вы, что можно паять и деревянные поверхности? Пайка к дереву проста с правильным флюсом.
К чему не прилипает припой?
Припой просто не будет прилипать к грязным или окисленным металлическим поверхностям. Очистите любые плоские поверхности, подлежащие пайке, стальной ватой, напильником, наждачной шкуркой и т. д. Важно уделить время тщательной очистке поверхности. Очистите любой провод, который нужно припаять, тыльной стороной ножа или любым плоским куском металла.
Можно ли паять электрические провода?
Согласно правилу 110.14, паяные электрические соединения не противоречат кодексу NEC, если это соответствует их правилам. Это может варьироваться в зависимости от местной юрисдикции, но если это считается старой работой, в большинстве случаев оно будет устарело, если только оно не будет считаться пожароопасным.
Можно ли паять 230в?
Да, припой может легко расплавиться в условиях неисправности. Хотя припой становится жидким при температуре около 180/220°С, в зависимости от марки он может стать пластичным при температуре ниже 120°С.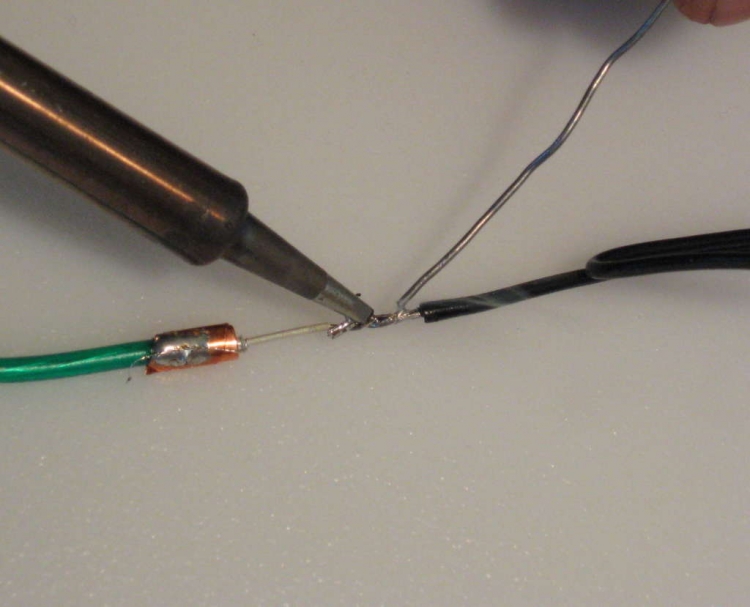
Какие существуют 4 типа припоя?
Существует три основных типа припоя: бессвинцовый припой, припой на основе свинца и припой с флюсовым сердечником. Существует еще один тип, известный как припой из серебряного сплава. Эти типы изготавливаются на основе сплавов. Помимо этого, существуют другие типы припоя в зависимости от формы, типа сердечника и области применения.
При какой температуре плавится припой?
Мягкий припой обычно имеет температуру плавления в диапазоне от 90 до 450 °C (от 190 до 840 °F; от 360 до 720 K) и обычно используется в электронике, сантехнике и обработке листового металла. Наиболее часто используются сплавы, плавящиеся при температуре от 180 до 190 ° C (от 360 до 370 ° F; от 450 до 460 К).
Объявления
Что можно паять?
Металлы, которые можно паять, включают золото, серебро, медь, латунь и железо. Наполнитель, называемый припоем, плавится. Когда он затвердевает, он приклеивается к металлическим частям и соединяет их.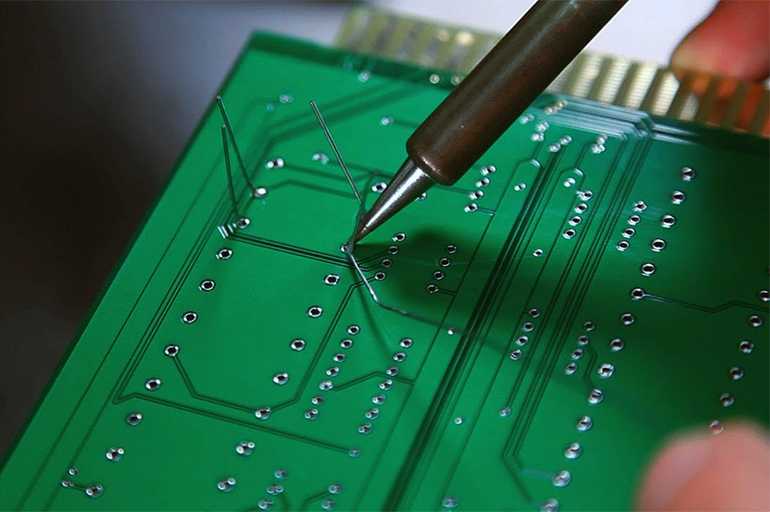 Соединение не такое прочное, как при пайке или сварке.
Соединение не такое прочное, как при пайке или сварке.
Каковы преимущества пайки?
Преимущества пайки;
- Требуется низкая мощность;
- Низкая рабочая температура;
- Отсутствие термических деформаций и остаточных напряжений в местах соединения;
- Микроструктура не подвергается воздействию тепла;
- Легко автоматизируемый процесс;
- Можно соединять разнородные материалы;
- Можно соединять самые разные материалы;
- Тонкостенные детали могут быть соединены;
Что я могу использовать, если у меня нет флюса?
Вазелин является лучшей эффективной альтернативой коммерческому флюсу. Входящие в его состав воски и минеральная вода делают его антиоксидантом, поэтому его можно легко использовать в качестве флюса для пайки.
Можно ли использовать клей вместо припоя?
нет хорошей замены пайке . Никакой клей не будет проводить электричество или держаться так же хорошо, как припой.
Что такое пайка? Полное руководство (значение, определение и типы)
Содержание
Что такое
Пайка ?Пайка может быть определена как процесс соединения, который используется для соединения или соединения различных типов металлов вместе путем плавления припоя. Припой — это металлический сплав, который создается из свинца и олова путем плавления его горячим утюгом. В этом процессе железо нагревается более чем до 600 градусов по Фаренгейту, а затем охлаждается для создания прочной электрической связи.
Это процесс, в котором два или более элементов соединяются вместе либо пайка или плавление. Здесь пайка выполняется с использованием присадочного металла, который имеет более низкую температуру плавления по сравнению с соседним металлом.
Сварка заключается в плавлении заготовок, в то время как пайка отличается и не связана с плавлением. Заготовка не плавится при пайке, но когда речь идет о присадочном металле, известно, что он плавится при более высокой температуре по сравнению с пайкой.
Наблюдения показывают, что почти все припои в прошлом состояли из свинца, но проблемы со здоровьем и окружающей средой постоянно способствовали и привели к увеличению использования сплавов, не содержащих свинца, в сантехнике и электронике.
История пайки?
Существует достаточно доказательств того, что пайке 5000 лет. Впервые он был использован в Месопотамии давным-давно, что подтверждает, что это многовековой процесс. Считается, что пайка и пайка возникли в более ранние времена, задолго до 4000 г. до н.э. Изначально он использовался для создания посуды, украшений, сборщиков витражей, инструментов для приготовления пищи и многого другого.
Как работает пайка?
Чтобы сделать пайка работа, припой плавится за счет использования тепла, выделяемого железом, которое подключено к регулятору температуры. Далее он нагревается до температур, превышающих его температуру плавления, примерно около 600 градусов по Фаренгейту, что приводит к его плавлению. Это дополнительно охлаждается для создания паяного соединения.
Припой в основном представляет собой металлический сплав, который используется для создания прочных соединений постоянного характера, таких как соединения медных труб и медные соединения в печатных платах. Он может поставляться двух диаметров и типов: свинцовый и бессвинцовый. Каждый стержень припоя содержит флюс, это материал, который используется для улучшения и упрочнения механических свойств.
3 Основные
Типы пайкиСуществует три типа пайки, которые используют все более высокие температуры и известны тем, что производят все более прочные соединения. Эти три типа пайки: мягкая пайка, твердая пайка и пайка твердым припоем. Давайте подробно прочитаем об этих видах пайки .
1. Мягкая пайка
Это процесс, который имеет самую низкую температуру плавления припоя по сравнению с другими типами пайки, температура которых ниже 400°C. Эти фильтры в основном используются для сплавов, содержащих свинец, имеющих температуру ниже 350°C. При мягкой пайке используются низкие температуры, из-за которых термические нагрузки на компоненты минимальны.
Однако он считается непригодным для механических несущих конструкций, так как не создает прочных соединений. Кроме того, они не подходят для использования при высоких температурах, так как известно, что этот припой плавится и теряет свою прочность.
2. Твердая пайка
Серебро или латунь известны как металлы, используемые для соединения в процессе; для достижения температуры, необходимой для плавления припоя, требуется паяльная лампа.
3. Пайка
Пайка — это вид пайки, в котором используется металл с более высокой температурой плавления по сравнению с мягкой и твердой пайкой. Следует отметить, что по аналогии с твердой пайкой , соединяемый металл нагревается в противоположность расплавляемому.
Когда нагрев обоих материалов достигает достаточного уровня, между ними можно поместить припой для плавления, при этом материалы действуют как связующие вещества.
Припои по типам сердечников
В зависимости от сердечника припои в основном подразделяются на три типа, которые представлены ниже. Это припой с кислотным сердечником, припой со смоляным сердечником и припой с твердым сердечником. Давайте подробно прочитаем об этих типах припоев.
1. Припой с кислотным сердечником
Припой с кислотным сердечником, намотанный на полый сердечник, представляет собой тип припоя в форме проволоки. Этот пустотелый сердечник состоит из флюса на кислотной основе, сильного и агрессивного по своей природе.
Было обнаружено, что этот флюс на кислотной основе очень эффективен для удаления слоя оксида металла с поверхности металла. Кроме того, он также известен тем, что предотвращает окисление металла. Это приводит к получению прочных соединений, которые не ломаются из-за их твердой природы.
В основном используются для соединения стали и других металлов. Единственное, что требуется здесь, это то, что вам нужно очистить остаток, присутствующий во флюсе после пайка для предотвращения коррозии металлов. Эти типы припоев используются в основном для соединения медных труб и металлических листов в сантехнике.
2. Припой с канифольным сердечником
Припой с розовым сердечником похож на кислотный припой тем, что он также имеет полое ядро в проволочном припое. Его отличает то, что в нем используется мягкий флюс, состоящий из канифоли.
Основным преимуществом этого типа флюса является то, что образующийся при его использовании остаток не вызывает коррозии. Таким образом, эти типы припоев в основном используются для пайки электрических приборов, так как становится трудно удалить остатки, вызванные этими электрическими соединениями.
3. Припой с твердым сердечником
Известно, что припои со сплошным сердечником используют сплошную проволоку, состоящую из припоя или сплава, вместо полого сердечника, который присутствует в предыдущих двух типах припоя. Эти припои не содержат флюса и должны наноситься отдельно, если используется припой.
Какой флюс можно использовать для пайки
?Для пайки электроники можно использовать различные флюсы, давайте прочитаем о трех их категориях: канифоль и заменители канифоли, нечистые и водорастворимые. Эти категории также включают различные химические составы и типы флюсов в зависимости от требований к платам и компонентам, подлежащим пайке.
На основе автоматизированного процесса пайки , который используется контрактным производителем, флюс может применяться различными методами, такими как пайка волной припоя, селективная пайка и пайка оплавлением.
Для чего используется паяльник
? Паяльники используются для различных целей, например, для приложений, требующих большего нагрева, в отличие от железа. Этот инструмент используется для соединения витражей, тяжелой электронной пайки и легких металлических листов. В условиях, требующих прерывистой пайки, этот пистолет лучше всего использовать, так как он быстро остывает.
Какие металлы используются при пайке?
Различные металлы соединяются путем плавления припоя, этот процесс соединения называется пайкой. Припой — это в основном металлический сплав, который изготавливается путем плавления свинца и олова с использованием горячего железа. Здесь железо нагревается выше 600 градусов по Фаренгейту. Он дополнительно охлаждается для создания прочной электрической связи.
Вы также можете прочитать: Что такое микроконтроллер и как он работает?
Используемые металлы представляют собой присадочные металлы, которые когда-то изготавливались на основе свинца и были широко известны как свинцовые припои. Однако в соответствии с обязательствами, которые поощряли меньшее использование свинца, припои на основе свинца были заменены припоями, не содержащими свинца. Эти бессвинцовые припои состоят из висмута, меди, серебра, индия, олова, сурьмы или латуни.
Что такое
освинцованный припой ? – Преимущества и недостаткиСвинцовый припой представляет собой металлический сплав, состоящий из олова и свинца, выступающих в качестве основных компонентов. Свинцовые трубы и водопроводные трубы были запрещены в водопроводных системах США много лет назад. После этого выяснилось, что припои, содержащие свинец, имеют различные профессиональные риски.
Установлено, что припой на основе свинца представляет опасность для здоровья работников на рабочем месте. Причина в том, что пары и пыль, образующиеся при использовании припоев, содержащих свинец, оказались токсичными при вдыхании. Его негативное воздействие на окружающую среду привело к значительному сокращению его использования.
В чем разница
между серебряным припоем и обычным припоем ? Серебряный припой может быть описан как твердый припой, основные принципы которого аналогичны пайке, за исключением температурных требований. Серебряные сплавы обычно состоят из 10-93% серебра, а также многих других металлов, таких как марганец, олово, никель, цинк, кадмий, кремний и т. д.
Серебряные припои или припои разработаны таким образом, что они определенный диапазон температур, который обычно ниже точки плавления используемого основного материала. Они известны тем, что соединяют различные типы металлов разных марок и заполняют зазоры в стыках определенной конструкции. Кроме того, они также обеспечивают прочность соединения инженерного уровня при фиксированной рабочей температуре.
Обычный припой представляет собой плавкий металлический сплав, который используется для создания прочного соединения между различными заготовками. Припой расплавляется для соединения различных деталей после его охлаждения. Для этого нужен сплав, который подходит для использования в качестве припоя и имеет низкую температуру плавления по сравнению с деталями, которые должны быть соединены вместе.
Какой припой самый сильный?
Самый прочный тип припоя — это тот, который содержит серебро в умеренных количествах и обычно известен как серебряный припой. Хотя говорят, что первоначальная прочность на растяжение не такая высокая, как у стали, но все же ее можно использовать для изготовления соединений, используя наконечники с припоем.
Оловянный или серебряный припой считаются самыми сильными или самыми твердыми припоями, доступными на рынке.
Использование пайкиПайка наиболее известна в электронной промышленности, где она используется для создания электрических соединений. Эти соединения могут включать соединение меди с печатными платами или другие соединения. Пайка также используется сантехниками для соединения медных труб, кроме пайки в ювелирной промышленности из-за ее обратимого эффекта.
Паяльник — это ручной инструмент, который используется для нагрева припоя с помощью электронного источника питания при температурах, превышающих точку плавления металлического сплава. Это облегчает доступ припоя между деталями, которые необходимо соединить вместе.
Пайка применяется в кровельных работах для заливки оцинкованного металла с целью стыковки. Он также используется для сплавления компонентов медных крыш. Было отмечено, что полученная точность гораздо менее важна, чем в других профессиях. Кровельный паяльник имеет более широкие жала, которые имеют свойство быстро нагреваться и обладают способностью удерживать тепло в ветреную погоду.
Вы также можете прочитать: Что такое Scada Systems и как это работает?
Другие применения пайки включают соединение секций, присутствующих в металлических желобах дома. Здесь используются материалы и инструменты, аналогичные тем, которые используются кровельщиками для соединения металлических деталей. Этот паяный шов является не только постоянным, но и герметичным.
Пайка применяется для создания мозаичных скульптур и витражей. Основным инструментом, необходимым здесь, является паяльник мощностью 100 Вт, в то время как другие расходные материалы включают медную ленту, стеклорез, шлифовальную машину для стекла, рабочую поверхность из цельного дерева и плоскогубцы.
Припой известен своей способностью гарантировать контакт между двумя проводами для обеспечения электрической непрерывности. Кроме того, проводка крепится к печатной плате с помощью пайки, поскольку паяные соединения имеют небольшой размер.
Пайка не считается достаточно прочной для ремонта двигателя, но полезна для заполнения полостей неправильной формы, уплотнения соединений и сглаживания шероховатых поверхностей. Кроме того, он используется для заполнения отверстий, сплавления металлических панелей при кузовном ремонте и лужения краев металлических листов.
Пайка Безопасность – советы и рекомендации Во время пайки ни в коем случае нельзя прикасаться к элементу паяльника. Провода должны удерживаться с помощью зажимов или пинцета. Необходимо следить за тем, чтобы чистящая губка всегда сохранялась во время использования. Паяльник необходимо всегда возвращать на подставку, когда он не используется. Важно, чтобы вы никогда не ставили его на верстак, а когда он не используется, он должен быть выключен и отсоединен от сети.
Важно носить защитные очки и использовать канифоль или бессвинцовые припои везде, где это возможно. Храните чистящий растворитель в бутылках-дозаторах и тщательно мойте руки водой с мылом после пайки.
Если вы имеете дело непосредственно со свинцом, содержащим припой, убедитесь, что вы надели перчатки при работе с ним. Свинец может представлять серьезную опасность для здоровья при воздействии на него, что может произойти случайно при попадании на кожу.
Заключение:
Если металл используется для строительства чего-либо, есть вероятность, что вам потребуется соединить металлические части вместе. Здесь вам понадобится пайка, чтобы помочь вам, это процесс, который помогает соединить два или более металлических куска, используя расплавленный металл для их соединения. Он играет важную роль в создании вещей и поддержании работы различных устройств.
Что такое пайка? — Подробное руководство [Определение, типы и значение]
Сложная пайка, которую ценят знатоки, знающие, сколько терпения и точности требуется для получения красивого паяного соединения. Пайка необходима в большинстве электронных устройств, даже при разработке микросхем. Неудивительно, что людям до сих пор интересно об этом знать!
Что такое пайка? Пайка — это процесс соединения двух или более различных типов металлов путем плавления припоя. Припой или присадочный металл представляет собой сплав, который плавится с использованием горячего железа при температуре выше 600 градусов по Фаренгейту.
Пайка в основном используется при изготовлении печатных плат, в сантехнике и кровле. Сегодня мы узнаем все о пайке. Что это? Каковы его приложения? Как проходит процесс?
Все это будет рассмотрено в этом подробном руководстве по пайке.
Содержание
Что такое пайка?
В своей простейшей форме пайка представляет собой процесс соединения двух металлических деталей с металлом третьего типа, температура плавления которого ниже, чем у них. Этот связующий металл называется «припой».
Подумайте об электрической цепи, классическом виде соединительной ткани на печатной плате, которая соединяет компоненты схемы вместе.
Пайка является неотъемлемой частью электронной промышленности, где она является основным способом соединения электрических компонентов. Это не менее важно при изготовлении ювелирных изделий, соединении труб, кондиционировании воздуха, витражах, работе с листовым металлом, и этот список можно продолжить.
Здесь необходимо сделать одно существенное различие: пайка отличается от сварки и пайки.
Связанное чтение: В чем разница между пайкой пайкой и сваркой?
Хотя все три процесса имеют одну цель — соединение металлических деталей, они делают это по-разному.
По данным Американского общества сварщиков, пайка — это соединение металлических деталей при температуре ниже 840 градусов по Фаренгейту. С другой стороны, пайка и сварка используют более высокие температуры и обеспечивают более прочное соединение.
Главный подводный камень пайки – сложность исправления ее недостатков. Это как чернила на бумаге, что сделано, то сделано, и исправить это никак нельзя. Вот почему требуется много практики, чтобы освоить пайку.
Предыстория – Кто изобрел пайку?
Искусство склеивания металлов восходит к нашим предкам. Его использовали ювелиры Египта и Трои. Четыре тысячи лет назад они открыли олово, которое позже превратилось в припой.
В то время для пайки использовали кусок металла, который нагревали от пламени костра или горящего угля.
В 1896 году Ричард Шнайдер и Август Тиннерхол из компании American Heater Company разработали первый паяльник и получили патент на «Первый электрический нагревательный аппарат».
Позже в инструмент были внесены некоторые улучшения. General Electric выпустила новый паяльник с защелкой. Они также добавили стойку, соединенную с радиатором, чтобы рассеивать тепло утюга.
Именно Ernst Sachs сделал шаг к производству паяльника, специально для промышленности. Немецкий инженер запатентовал свой молоток в 1921 году.
Затем он основал Ersa, свою собственную компанию, которая получила свое название от его инициалов для массового производства и распространения промышленных паяльников по всему миру.
Первое использование пайки в электронике было любезно предоставлено Уильямом Альферинком в 1926 году, когда он представил первую паяльную станцию. Два года спустя он получил патент на «Комбинированный держатель и автоматический выключатель для электрических паяльников».
Паяльник начал принимать форму пистолета. Его инициатором выступила компания Supreme Instruments, в штате Миссисипи , где изобрели паяльник для ремонта радиоприемников. Это было в конце тридцатых годов.
Затем, в 1946 году, появился универсальный паяльник. Благодаря Карлу Веллеру из Пенсильвании, который получил патент на «Первый паяльник». Затем он основал собственную производственную компанию.
Считается первым паяльником с мгновенным нагревом. До этого людям приходилось нагревать железо с помощью огня или ждать, пока электричество нагреет его.
Компания American Beauty вернулась к игре в 1949 году. Они разработали «Подставки для регулирования температуры» для контроля температуры своих паяльников, чтобы не отставать от инновационных паяльников Weller.
В 1960 году Веллер получил еще один патент на «паяльник Magnastat», который очень похож на современные сварочные утюги и регулирует температуру с помощью магнитного наконечника.
Как работает пайка?
Чтобы начать с того, как проходит процесс пайки, вам необходимо познакомиться с двумя предметами техники: паяльником и паяльной станцией. Кроме самого припоя, конечно!
Паяльник
Паяльник — это электрический инструмент, который нагревается при подключении к розетке 120 В. Он может нагреваться до 800 ° F, , где он передает это тепло электрическим компонентам, таким как печатные платы и схемы. Затем применяется припой, чтобы соединить эти компоненты вместе.
Высоковольтные утюги не производят более высоких температур. Они могут нагревать только более крупные компоненты. Это распространенное заблуждение среди новичков.
Паяльник может иметь форму ручки или пистолета. Обе формы доступны и по сей день. Перо проще в использовании и управлении. Вы также можете изменить его наконечник, что даст вам более универсальные возможности. Поэтому мы рекомендуем этот вариант для начинающих.
Простейшая форма паяльника — это паяльник без контроля температуры, для использования которого все же требуется минимальный уровень мастерства.
Кроме того, это делает его не лучшим вариантом для пайки электронных компонентов, где существует большая погрешность, которую мы не можем допустить с такими чувствительными и дорогими компонентами.
Паяльная станция
Следующий уровень — паяльная станция. Это больше похоже на устройство «все в одном», которое включает в себя паяльник, термофен и инструменты для демонтажа. Его самым большим преимуществом является то, что он позволяет пользователю точно регулировать температуру. Это примерно переводится как «более широкий спектр проектов».
Также считается более безопасным использовать паяльную станцию, поскольку она изолирует нагревательную часть от электрического устройства, обеспечивая интегрированную среду для пайки. Кроме того, у них есть оповещения, датчики и предохранители. Так что не нужно заморачиваться с мерами безопасности. Ну, относительно, по крайней мере!
Припой
Традиционный припой представляет собой сплав олова и свинца. Это фактически соединительный материал, который соединяет электрические компоненты вместе. Существует бессвинцовый припой, который имеет более высокую температуру плавления, чем обычный припой. Хотя он не так эффективен, как свинцовый припой, есть направление для перехода к нему, чтобы сократить использование свинца в электронном оборудовании.
Обычно припой поставляется в виде тонких трубок, свернутых в катушки. Внутри этих трубок находится флюс, который предотвращает окисление и очищает поверхности спаиваемых деталей.
Процесс пайки шаг за шагом
Как работает пайка? Вот основное пошаговое руководство по пайке электронных компонентов:
1. Подготовка
Начнем с подготовки. Поставьте паяльник на подставку, если она есть, и включите его в розетку. Убедитесь, что помещение, в котором вы работаете, хорошо проветривается.
Пока вы ждете, пока утюг нагреется, вы можете взять влажную губку, чтобы очистить кончик утюга. Смочите губку и протрите кончик начисто. Будьте осторожны, когда делаете этот шаг.
2. Расплавить
Начать плавить небольшую часть припоя на кончике утюга. Это поможет направить поток от утюга к суставу. Если припой не течет, очистите его влажной губкой.
Как только наконечник вашего утюга засияет ярким серебром от расплавленного припоя, вы готовы к работе.
Нет необходимости повторять этот шаг каждый раз при пайке компонента. Только на первом компоненте или когда жало утюга затупилось и ему нужно немного припоя, чтобы течь.
3. Очистить
Вам необходимо подготовить поверхность для пайки. Очистите доску, с которой вы будете работать, шерстяной тканью и удалите с нее все остатки.
4. Припой
Для пайки необходимо нагреть целевое соединение в течение нескольких секунд. Будьте осторожны и не ждите, пока что-то растает или изменит свой внешний вид. Затем нанесите припой.
Паяльник нужно держать так же, как ручку. Чтобы обеспечить надежное соединение, убедитесь, что обе соединяемые части горячие.
Пока вы наносите припой, держите кончик утюга на целевом месте. Не удаляйте его. Если вы обнаружите, что припой не течет, это означает, что целевые детали недостаточно нагреты.
Если все в порядке, припой должен плавно течь к нагретым участкам соединения.
5. Круто
Как раз тогда, когда вы почувствуете, что между вами образовалась прочная связь. Удалите наконечник и припой. Наконец, уберите утюг.
Дайте всему остыть. Не перемещайте соединение, пока оно остывает. Не пытайтесь проверить это на данном этапе. Это должно занять несколько секунд.
6. Осмотрите
Осмотрите соединение и убедитесь, что оно устойчиво и выглядит блестящим или немного тусклым в случае бессвинцового припоя. Если соединение не выглядит и не ощущается прочным, снова нагрейте утюг и повторите его.
7. Готово
Когда закончите, отключите утюг от сети и протрите начисто кончик, когда он, конечно, начнет остывать!
Основная техника пайки >> Посмотрите видео ниже:
3 основных типа пайки
Существует три типа пайки: мягкая пайка, твердая пайка и твердая пайка.
1. Мягкая пайка (
90 °C – 450 °C )Это наиболее часто используемый тип пайки. Тот, который использует смесь олова и свинца для соединения электронных компонентов. Его также часто используют сантехники.
При пайке мягким припоем рабочие используют паяльник, работающий от электричества или газа.
Соединение, полученное мягкой пайкой, немного слабее, чем у других типов. Это логично, учитывая тот факт, что он работает с деликатным материалом, который не выдерживает высоких температур.
Для соединения алюминиевых деталей используются также цинк-алюминий, а также свинец-серебро и кадмий-серебро для применения при более высоких температурах. Иногда также используется олово-висмут.
2. Твердая пайка
(>450 °C)Для создания более прочного соединения используйте твердую пайку. Эту технику часто называют «серебряной пайкой», где в качестве припоя используется серебро или латунь.
Как вы уже догадались, речь идет о материалах, для нагревания которых требуется более высокая температура. Это приводит к более прочным связям.
Обычно используется, когда основными металлами являются серебро, латунь или стекло.
3. Пайка
(>450 °C)Пайка очень похожа на пайку твердым припоем, когда два основных металла нагреваются до высокой температуры, а затем вводится припой, чтобы заполнить соединительную часть. Это также известно как капиллярное действие.
Почему-то пайка считается одним из видов твердой пайки.
Прочтите также: Пайка алюминия: полное руководство – преимущества перед сваркой
Пайка по типам сердечников
Некоторые люди предпочитают классифицировать типы пайки в соответствии с типами сердечников. В этом случае также существует три типа: припой с твердым сердечником, припой с кислотным сердечником и припой со смоляным сердечником.
Припой с твердым сердечником
Это припои без флюса — о том, что такое флюс, мы поговорим в следующем разделе, а пока скажем, что это химическое вещество, предотвращающее окисление.
В твердом припое припой является полым изнутри, поэтому для предотвращения окисления требуется внешний флюс. Этот метод широко используется сантехниками.
Припой с кислотным сердечником
Припой с кислотным сердечником — это припой, полый сердечник которого заполнен флюсом. Флюс на кислотной основе, как следует из названия. Кислотный флюс считается самым сильным среди типов флюса и, следовательно, обеспечивает лучшее «очищающее действие».
Этот метод обычно используется с металлами и сталью. Это приводит к большому количеству остатков флюса, которые необходимо очищать, чтобы избежать последующей коррозии.
Припой с канифольным сердечником
Этот припой очень похож на кислотный припой, в котором внутри пустотелого припоя содержится флюс, но вместо кислоты используется канифоль. Канифоль мягче кислоты и не так агрессивна, как кислота.
Этот тип наиболее часто используется в электронике из-за минимального остатка. Потому что очистка остатков практически невозможна в электрических применениях.
Какой флюс можно использовать для пайки?
Flux — это кислая смесь, помогающая предотвратить окисление поверхности компонентов, которые вы будете паять.
Если вы видели паяльник раньше, вы можете узнать флюс в виде коричневой жидкости, капающей при нагревании паяльника. Обычно флюс представляет собой смесь борной кислоты и спирта.
В электронике флюс встраивается внутрь самого припоя, и его называют припоем с канифольным сердечником или канифольным флюсом. С другой стороны, когда вы используете пайку в сантехнике, вам нужен другой тип припоя с отдельным флюсом.
Припой на основе канифоли — это припой, температура плавления которого ниже, чем у металлов, которые он пытается соединить. Чтобы при нагреве припой плавился, а металлы — нет.
Флюс не только обеспечивает окисление, но и улучшает способность припоя смачивать соединяемые поверхности.
Флюс также помогает устранить ржавчину с электронных компонентов, что хорошо помогает при пайке.
Одним из наиболее характерных свойств флюса для припоя является его резкий запах. Таким образом, всегда рекомендуется паять в месте с хорошей вентиляцией.
Для чего используется паяльник?
Для чего нужен паяльник? Паяльник используется в различных областях, где требуется точность и аккуратность для соединения деталей.
Обычно используется ювелирами, электриками и электронщиками.
Обычно паяльник используется там, где паяльник слишком велик или слишком горяч. Приложения, требующие точности, как мы уже говорили.
Ниже перечислены некоторые области применения, для которых требуется паяльник. Пайка здесь предпочтительнее по многим причинам; наиболее важным из них является то, что припой обеспечивает плавную электропроводность.
Кроме того, он удерживает соединения на поверхности платы, поэтому они выглядят аккуратно.
Кровля
Еще одно известное применение паяльных пистолетов — сплавление элементов при кровле. Пайка используется в гидроизоляции крыш для сплавления оцинкованных металлов. Он также используется в медных крышах.
Ювелирные изделия
Ювелирам нужно что-то, чтобы сплавлять элементы с максимально возможной степенью точности. Что может быть лучше паяльника?
В этом случае припои обычно имеют высокое процентное содержание серебра из соображений ценности и эстетики. Пайка ювелирных изделий требует от рабочих высокого уровня навыков, поскольку они всегда меняют наконечники в зависимости от изделия, над которым работают.
Сантехника
Как мы упоминали ранее, сантехники используют пайку для соединения труб. В некоторых случаях они используют сварщики, но в других случаях, когда они работают в узких углах, они, вероятно, выберут паяльник.
Какие металлы используются при пайке?
Припой происходит от латинского слова «solidare», что означает «делать что-то прочным».
Наиболее распространенным припоем является печально известный оловянно-свинцовый припой, который используется в электронных компонентах.
Некоторые из них даже не содержат олова. В смесь могут быть добавлены определенные элементы для придания определенных свойств.
Например, в последнее время бессвинцовый припой стал популярным по экологическим причинам. Особенно когда ЕС начал ограничивать использование свинца в электронике. Промышленность перешла на использование некоторых альтернатив для смешивания с оловом, таких как никель.
Важно отметить, что бессвинцовый припой имеет более высокую температуру плавления, чем его аналоги, что создает неудобства для электронной промышленности.
Чтобы снизить температуру плавления припоя, в смесь иногда добавляют медь . Висмут делает то же самое, кроме улучшения смачиваемости.
С другой стороны, серебро используется, когда требуются более высокие температуры плавления и механическая прочность.
Что такое свинцовый припой? – Преимущества и недостатки
Вы, вероятно, слышали о свинцовом припое, если раньше работали в сфере производства электроники. Это одно из самых востребованных веществ в этой области уже много лет.
Свинцовый припой представляет собой комбинацию свинца и олова с процентным содержанием 40% и 60% соответственно. Он плавится примерно при 185 °C и известен своей низкой ценой.
Свинец, в частности, вызывал озабоченность у медицинских работников из-за его известного риска для человеческого организма. Тем не менее, свинцовые припои до сих пор используются для соединения металлических заготовок. Люди даже думали, что создание смеси 50-50 безопаснее, но это не имело значения.
Преимущества
Этот тип припоя не просто так популярен; обладает впечатляющими свойствами текучести. Причина в том, что для нагрева требуется более низкая температура, чем для бессвинцового припоя. Также освинцованный припой блестит ярче , придавая ему более привлекательный внешний вид.
Он также хорошо подходит для выявления проблем, которые трудно обнаружить другими способами, например окисления . Окисление может привести к приглушенному блеску, который испортит внешний вид продукта.
Кроме того, наиболее заметным преимуществом свинцовых припоев является то, что они стоят намного дешевле, чем бессвинцовые . Это главная причина его широкой популярности. Не говоря уже о том, что его намного проще использовать, что побуждает многих пользователей использовать его.
Недостатки
Освинцованные припои имеют много экономических и производственных преимуществ. Тем не менее, есть еще некоторые недостатки их использования.
Свинец — популярный химический элемент, который широко используется в производстве автомобильных аккумуляторов и оболочек кабелей. Несмотря на это, растет обеспокоенность по поводу его влияние на здоровье человека в течение длительного времени.
Это сильнодействующий нейротоксин, что означает, что он оказывает прямое токсическое воздействие на пользователя . Кроме того, он содержит небольшое количество радиоизотопных примесей, которые являются плохой новостью при альфа-распаде.
В результате люди используют серебро, чтобы преодолеть проблемы со здоровьем, связанные со свинцом.
В чем разница между серебряным припоем и обычным припоем?
Хотя серебряный припой не является лучшим выбором для электрических целей, он имеет много преимуществ, которые позволили ему занять место среди лучших припоев в производстве. Это также причина его постоянного сравнения с другими припоями.
Серебряный припой имеет более высокую температуру плавления, чем обычные припои, что делает его прочнее. Это также делает его менее восприимчивым к механическому истощению. Кроме того, он повышает устойчивость к термическим циклам и высоким температурам, в отличие от других видов припоев.
Смешивание серебра с оловом значительно снижает вероятность образования оловянных усов, которые часто возникают при использовании обычного припоя. Это электропроводящие структуры, которые образуются из оловянных поверхностей. Кроме того, они увеличиваются в длину и вызывают короткие замыкания, которые в дальнейшем приводят ко многим системным сбоям.
Использование серебра также имеет свои недостатки по сравнению с обычным припоем. Это один из многих металлов, вызывающих зернистость, то есть образование небольших выпуклостей на поверхности припоя. Этого не произойдет с обычным припоем. Кроме того, есть самое большое препятствие из всех: высокая цена.
Какой припой самый сильный?
Как и в случае с производством электроники, прочность является наиболее важной характеристикой, на которую следует обращать внимание. Это в основном делается для того, чтобы избежать каких-либо механических проблем или проблем с изготовлением.
При этом самый эффективный припой не обязательно самый лучший. Есть много аспектов, на которые стоит обратить внимание при выборе.
Какой припой самый прочный? На сегодняшний день самым прочным припоем является серебряно-оловянный припой из-за его высокой температуры плавления, а также впечатляющей хрупкости серебра. С этим припоем трудно сравниться по прочности.
Тем не менее, серебряно-оловянные припои подходят не для всех типов электроники. Свинец по-прежнему остается самым универсальным материалом.
Например, при производстве медицинской или аэрокосмической электроники очевидным выбором являются освинцованные припои. В этом случае они более надежны, чем серебряные.
Если существуют определенные требования к охране здоровья или окружающей среды, предпочтение отдается бессвинцовым припоям. Это из-за отсутствия свинца, который представляет серьезную опасность для здоровья.
Припои часто изготавливаются из сплавов, а это значит, что вы можете выбрать подходящую смесь для электроники. Все дело в выявлении требований к производственному процессу и его оптимизации для снижения затрат.
Безопасность при пайке – советы и рекомендации
Чрезвычайно высокая температура паяльника может быть очень опасной, поэтому меры предосторожности здесь не должны приниматься легкомысленно. Паяльники могут буквально вызвать пожар.
Вот несколько советов, которым вы можете и должны следовать при пайке.
- Обязательно носите свободную одежду.
- Завяжите волосы сзади.
- Желательно носить защитные очки.
- Всегда отключайте паяльник или станцию от сети, когда они не используются.
- Не работайте в закрытом помещении. Выберите хорошо проветриваемое место, чтобы защитить себя от флюса.
- Никогда не пытайтесь прикоснуться к кончику утюга, когда он подключен к сети, даже когда он выключен, даже если он недостаточно «горячий».
- Старайтесь не вдыхать пары флюса. Они могут сильно раздражать глаза и нос.
- Желательно использовать защитные перчатки.
- Во время использования чистящая губка должна быть влажной.
- Всегда используйте мыло и воду для мытья рук после пайки.
- Закройте кожу, если вы использовали припой, содержащий свинец.
- Держите чистящий раствор в одноразовой бутылке на рабочем месте.