
Температура паяльника при пайке мягким припоем, применение термометра и активатора жала
Не существует какой-то универсальной температуры паяльника и пайки, подходящей абсолютно для всех случаев. Многие зависит от припоя, от того, с какими именно материалами работает мастер, а также от целей, которые он преследует.
И в целом подбор оптимальной температуры – не такое уж простое дело. Обычно жало паяльника разогревают до тех пор, пока оно не начнет расплавлять припой. Но в некоторых случаях требуется более тонкая настройка.
Несколько правил пайки
 Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала — действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
И ещё одно важное правило, подходящее для любой пайки: температура самих спаиваемых элементов непременно должна быть одинаковой.
Разновидности припоев
Всё разнообразие припоев делят на две категории:
- тугоплавкие;
- легкоплавкие (мягкие).
 К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.

Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.
Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев — медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Расплавление различных материалов
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.

А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в +260 ℃, а условный допустимый диапазон – от +255 до +280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.
 И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.

При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).
При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания.
Однако просто замерить температуру недостаточно. Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор.
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.
Рабочая температура жала паяльника относительно металла и припоя
Основная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры.

Жало паяльника
Температура жала относительно используемого припоя 

Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
| Тип припоя | Температура жала паяльника, градусы Цельсия |
| Сплав Вуда | 75 |
| Сплав Розе | 95 |
| ПСРЗИ | 146 |
| ПОЗИ 30 | 175 |
| ПСР | 240 |
| ПСР 1,5 | 285 |
| ПСР 2 | 248 |
| ПОС 50 | 250 |
| ПОС 61 | 197 |
| ПОС 10 | 305 |
| ПОС 40 | 243 |
| ПОС 61 | 195 |
| О2 | 237 |
| ПОССУ 95-5 | 245 |
Температура плавления различных металлов
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
| Металлы и сплавы | Температура плавления материала, градусы Цельсия |
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | 650 |
| Железо | 1539 |
| Золото | 1063 |
| Иридий | 2447 |
| Калий | 63,6 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | 1100 |
| Никель | 1455 |
| Нихром | 1400 |
| Олово | 231,9 |
| Осмий | 3054 |
| Ртуть | 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1400 |
| Фехраль | 1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1200 |
Способы получения нужной температуры
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.

Паяльник на 100 Ватт
Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором.
Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры.
Оборудование для измерения температуры
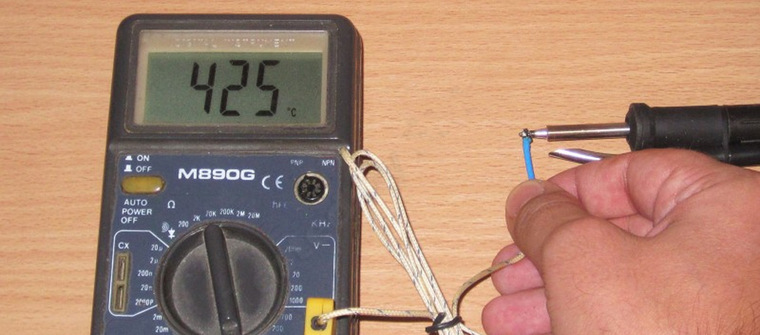
Температура нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников.

Измеритель температуры жала паяльника
Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары.
Еще одним способом определения является использование мультиметра. Это очень рас пространная методика, так как у специалистов по пайке всегда имеются такие приборы. Точность определения значений зависит от конкретной модели.
Заключение
Для домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно.
Как выбрать электропаяльник (2018) | Инструменты | Блог
Паяльник есть в арсенале многих мастеров – и не одних лишь электриков и радиолюбителей. Паяльником можно не только паять электродетали и соединять провода, спектр применений этого инструмента намного шире:
— паяльники используются для ремонта пластиковых деталей;
— автомастера используют их для ремонта радиаторов и бамперов;
— паяльником можно отремонтировать металлическую посуду или теплообменник холодильника;
— мастера-стекольщики используют паяльник для вырезания из стекла деталей сложной формы;
— паяльники применяются для обработки кожи при изготовлении кожаных изделий;
— а еще паяльником можно выжигать рисунки на дереве.
Принцип действия всех электропаяльников одинаков – нагревательный элемент передает тепло жалу, которым и осуществляется пайка. Однако форма и материал жала, температура нагрева и прочие характеристики паяльников различного назначения отличаются довольно сильно. И, чтобы подобрать инструмент, который станет надежным помощником в вашей работе, следует потратить немного времени, чтобы разобраться в характеристиках паяльников и в том, за что они отвечают.
Характеристики паяльников
Тип.
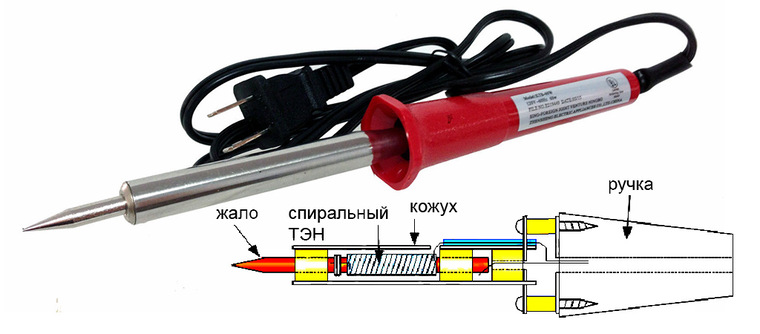
Классический электропаяльник состоит из ручки, нагревательного элемента и жала. Нагревательный элемент может быть спиральным – из нихромовой проволоки, обмотанной вокруг жала, или керамическим – с пленочным нагревателем, расположенным в трубчатом керамическом элементе.
Конструкция паяльника с керамическим нагревателем обеспечивает минимум потерь тепла, поэтому такой паяльник греется намного быстрее. Кроме того, электрическая изоляция керамического нагревателя более надежна, и риск пробоя на корпус практически нулевой. Недостатки тоже есть: паяльники с керамическим нагревателем дороже и боятся ударов и падений – керамический элемент может сломаться, при этом расположенный в толще керамики нагреватель рвется и перестает работать.

Имеющиеся сегодня в продаже импульсные паяльники бывают двух видов:
— Собственно импульсные, жало которых представляет собой дугу из проволоки, нагревающуюся под воздействием проходящего через неё тока. Такие пальники довольно безопасны (жало горячее только во время пайки) и удобны, благодаря очень быстрому разогреву жала (2-3 с), но для пайки микросхем подходят плохо. Температура жала не регулируется и может оказаться слишком высока для пропайки тонких соединений. Кроме того, само жало находится под напряжением, которое может повредить низковольтную микроэлектронику.

— Электропаяльники со спиральным нагревателем, способные увеличивать мощность ТЭНа нажатием кнопки на корпусе. Называются импульсными, потому что на максимальной мощности могут работать недолго (5-15 секунд), после чего требуется делать перерыв на несколько минут. Такой паяльник может быть удобен при пайке мелких «деликатных» деталей – в режиме повышенный мощности можно быстро расплавить крупную каплю припоя, а низкая температура обычного режима защитит детали от перегрева.

Только не следует относиться к таким паяльникам как к обычным двухрежимным и всерьез воспринимать указанную максимальную мощность. Такой паяльник с мощностью, например, 30-130 Вт на 130 ваттах будет работать считанные секунды, и для пайки крупных деталей непригоден.
Паяльники для выжигания также встречаются двух видов:
— С дуговым проволочным жалом, нагреваемым проходящим через него током. От импульсных паяльников отличаются тем, что жало разогрето все время. Удобны для выжигания по дереву, но пожароопасны.

— Классические электропаяльники со специальным жалом (набором жал) для выжигания. Менее опасны, благодаря меньшей температуре жала, но работать можно не со всякими материалами. Для выжигания по дереву подходят плохо, но вполне пригодны для работы с кожей, тканью и пластиком.

Мощность паяльника – один из основных параметров, определяющих его возможности. Маломощные паяльники подходят для деликатных работ с мелкими деталями, паяльники большой мощности можно использовать для ремонта посуды и соединения проводов большого сечения.
Для распайки легкоплавкими припоями микросхем и деталей низковольтных печатных достаточно мощности в 5-15 Вт.

Для пайки крупных деталей, для работы с тугоплавкими припоями и для соединения электрических проводов сечением до 1 мм2 потребуется паяльник мощностью 25-45 Вт.
Для пайки проводов общим сечением до 10 мм2 мощность паяльника должна быть 60-100 Вт.

Для пайки высоковольтных проводов большого сечения и соединения проводов с токоведущими шинами потребуется паяльник мощностью 150-200 Вт.
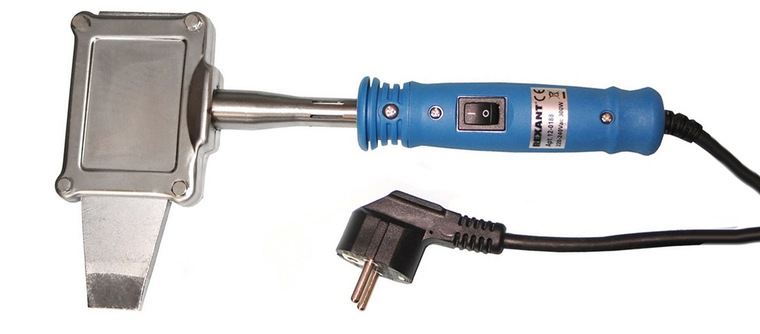
Паяльниками мощностью 200-500 Вт можно лудить крупные детали и производить ремонт металлической посуды.

Большинство паяльников получают питание от сети 220 В, но в некоторых случаях приходится искать альтернативный тип питания.
Если рядом нет розетки, могут пригодиться паяльники с питанием от аккумулятора – для продолжительной работы они непригодны (заряда аккумуляторов хватает на считанные минуты работы), но для срочного ремонта вполне могут подойти.
Низковольтные паяльники с питанием от порта USB или от 12-вольтового источника питания хорошо подходят для пайки низковольтных схем. Любой обычный паяльник имеет некоторую электрическую емкость; его можно представить в виде конденсатора, одной пластиной которого является нагреватель, а второй – жало. И во время работы на жале 220-вольтового паяльника возникает переменное напряжение, которого может оказаться вполне достаточно для повреждения чувствительной электроники. Низковольтные паяльники и трансформаторные паяльные станции этого недостатка лишены. Но следует иметь в виду, что низковольтные паяльники ограничены по мощности: так, 12-вольтовый паяльник, чтобы «выдать» мощность хотя бы 40 Вт, должен потреблять более 3А — редкий блок питания может обеспечить такой ток. Еще хуже дело обстоит с USB-паяльниками — напряжение их питания всего 5 В, а сила тока на одном разъеме USB 2.0 по спецификации не должна превышать 500 мА. И хотя USB-порты многих современных компьютеров без вреда для себя способны давать до 1,5 А, рассчитывать на это не стоит.

Максимальная температура нагрева определяет область применения паяльника.
Температуры ниже 250°С используются для сварки полиэтиленовой пленки (130-180°С) и декоративных работ – тиснения кожи (80-150°С), создания узоров на ткани и т.п. Также на таких температурах производится пайка легкоплавкими припоями.
250-300°С годится для пайки мелких деталей, при пайке электрических проводов и при работе с тугоплавкими припоями такой температуры жала уже может не хватить.
300-350°С – считается оптимальной температурой для пайки электронных компонентов среднего размера.
350-450°С для пайки электросхем уже многовато, при такой температуре быстро окисляется жало, припой начинает выгорать, и возрастает риск перегрева деталей. Такая температура пайки может использоваться при работе с тугоплавкими бессвинцовыми припоями, для резки пластика, синтетических тканей
Температуры выше 450°С используются редко – при работе с тугоплавкими припоями и особо массивными деталями.
Регулировка мощности паяльника способна намного увеличить его универсальность. При этом заметно вырастает и цена инструмента, но это того стоит — регулировка температуры позволяет избавиться от проблем, связанных с тугоплавкостью припоя, перегревом дорожек или деталей. Но имейте в виду, что регулировка температуры на паяльниках осуществляется довольно грубо, методом «прибавить»-«убавить». Для точного выставления температуры следует обратиться к паяльным станциям.

Если конструкция ручки и форма жала больше зависят от привычки и от личных предпочтений, то форма наконечника уже придает инструменту некоторые особенности.
Жало типа «конус» удобно при сквозном монтаже (и демонтаже), но оно плохо удерживает припой, поэтому для поверхностного монтажа подходит хуже. Собрать излишки припоя таким жалом практически невозможно. Кроме того, низкая теплоемкость (особенно у сильно заостренных «конусов») и маленькое пятно контакта затрудняют прогрев крупных контактов и капель припоя.
Жало типа «клин» является более универсальным – оно имеет большую теплоемкость, касание широкой гранью позволяет прогревать большие площадки, а при повороте на 90° пятно контакта сильно уменьшается и позволяет работать с выводами микросхем и тонкими дорожками печатных плат высокой плотности.

Кроме этих, самых распространенных форм наконечников, существует множество специализированных – «микроволна», предназначенная для пайки SMD-компонентов; ножи различных форм, предназначенные для резки пластика; фигурные наконечники для декоративных работ и т.д. Для возможности выбора наиболее подходящего для конкретной работы жала, на большинстве паяльников предусмотрена возможность его замены. Кроме того, жала со временем выгорают (особенно сильно это проявляется на медных – для поддержания формы их следует периодически обрабатывать напильником) и замена жала становится уже просто необходимой.
Подставка необходима для безопасной и эффективной работы, но имейте в виду, что она входит в комплектацию далеко не всех моделей. Не счесть, сколько столов, полов и штанов прожжено из-за использования вместо подставки первых подвернувшихся предметов. Если у выбранной модели подставки в комплекте нет, крайне рекомендуется докупить её отдельно.

Варианты выбора паяльников
И для ремонта электроники, и для соединения электрических проводов подойдет универсальный [url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?p=1&mode=list&f=3xuh-3xui-3xu8-jcoq&f=3xuz]паяльник мощностью 25-50 Вт с клиновидным жалом – такой инструмент будет нелишним в «арсенале» любого мастера.

Для пайки микросхем и электронных компонентов будет достаточно [url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?p=1&mode=list&f=3xue-3xud]паяльника мощностью до 15 Вт.
Электропаяльник на батарейках может помочь с ремонтом в условиях отсутствия электроэнергии.

Если вы занимаетесь самыми разными паяльными работами – от пайки тончайших деталей до соединения высоковольтных проводов тугоплавкими припоями – выбирайте среди [url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?p=1&mode=list&f=3xun-3xup-3xum-a3tw-btulc&f=3y7w]паяльников с регулировкой мощности и высокой максимальной температурой.
Для ремонта радиаторов, теплообменников и металлической посуды вам потребуется [url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?p=1&i=1&mode=list&stock=2&order=1&f=dgdk-jcp8-jcqh]мощный паяльник с клиновидным жалом.
Как выбрать электропаяльник | Инструменты | Блог
Как выбрать электропаяльник

Появилась необходимость соединить несколько проводов между собой? Нужно срочно отремонтировать бытовой прибор или гаджет? Автомобиль вошёл в почтенный возраст и требует постоянного ремонта в гараже? Ребёнок настойчиво просит купить радиотехнический конструктор? А может по служебной необходимости пришлось осваивать смежную сферу — радиоэлектронику? Что ж, значит настала пора приобретать паяльник. А какие они бывают и чем же они отличаются друг от друга, мы и рассмотрим.
Типы паяльников

Каких только нет паяльников — классические электрические, газовые, инфракрасные, термовоздушные, индукционные, импульсные и ещё множество других. Существует достаточно большое количество людей, которые научились виртуозно обращаться с некоторыми из них, например, импульсными или газовыми моделями, причём выполняют ими большинство точных работ, в том числе пайку планарных компонентов. И всё же абсолютное большинство как инженеров, так и обычных людей применяют в своей повседневной работе электрические паяльники со сменными стержнями, так как они удобные, очень лёгкие и относительно дешёвые. Подавляющее большинство из них выпускают двух типов: слюдопластовые и керамические.

Оба этих типа обладают как несомненными достоинствами, так и определёнными недостатками. У первых нихромовая проволока наматывается на диэлектрический теплопроводящий цилиндр (обычно из слюды, керамики или стеклоткани), внутрь которого вставляется паяльный стержень. Спираль в таких паяльниках находится снаружи, и поэтому большая часть тепла не используется, что и приводит к низкому КПД. Также у него довольно маленький ресурс, что при профессиональной работе в беспрерывном режиме приводит к частой замене инструмента либо к необходимости приобретать дополнительные приспособления в виде регулятора мощности для режима ожидания. С другой стороны они не боятся механических ударов и очень дёшевы в производстве, так как технология их изготовления за многие десятилетия достаточно отработана и оптимизирована.

У второго типа керамический нагревательный цилиндр вставляется в полое жало, за счёт чего заметно увеличивается КПД и уменьшается время нагрева, также при аккуратном обращении срок службы таких паяльников на порядок превышает нихромовые. С другой стороны, эти модели достаточно хрупкие, что в корне изменяет манеру обращения с ним при работе, так например, очень рискованно (как это принято в слюдпластовых) стряхивать припой с жала постукиванием. Технология производства таких моделей относительно новая, требует серьёзных вложений в заводское оборудование и поэтому они пока достаточно дорогие и выпускать их могут «не только лишь все».
Мощность

Для каждого вида работ в зависимости от размеров деталей и материалов их изготовления требуется своя определённая мощность. Так для пайки деталей поверхностного монтажа нужны аппараты с мощностью 3-10 Вт. Для запайки большинства радиокомпонентов в печатные платы или навесным монтажом подойдет паяльник 16 -25 Вт. Для хозяйственных и электрических работ в большинстве случаев подойдёт 40 Вт. Для пайки сетевых и автомобильных проводов, а также при работе с деталями толще двух миллиметров требуется мощность инструмента в районе 100 Вт. Для лужения и запайки старых радиаторов, кастрюль и прочих крупногабаритных металлических вещей — 150 Вт. Для пропайки крупных предметов, земляных полигонов, толстых проводов, мощных шасси — 250 Вт. Для строительных работ — 500 Вт. Размер паяльного стержня и мощность, как правило, находятся в соответствии друг с другом, то есть, чем меньше жало, тем меньше у него способность накапливать тепловую энергию и поддерживать её при работе, так как при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла.
Стоит заметить, что паяльники, кроме различной мощности, выпускаются на различное напряжение питания. Наиболее востребованными являются напряжения 6 В, 12 В, 36 В, 220 В. Чем ниже напряжение, тем безопаснее паяльник для человека и некоторых радиокомпонентов, однако для всех напряжений ниже 220 В требуются преобразователи (трансформаторы).
Температура

Для различных видов паяльных работ требуется своя температура, которая выбирается в соответствии с термопрофилем спаиваемых деталей и выбранным припоем. Так например, микродеталям поверхностного монтажа требуется нагрев ~ 260-270°С, мелким радиодеталям около ~300 °С, большим — около~350 °С. Более высокая температура ~700 — 800 °С используется совместно с тугоплавкими припоями для пайки бронзы, стали, серебра, а также там, где место пайки испытывает значительные деформации, вибрации и удары. Для корректной установки температуры паяльника и выбора припоя следует иметь в виду, что при классической пайке жало нагрето больше на ~40-80°С, чем паяемые детали, а те, в свою очередь, больше на 20-40°, чем припой.
Для того, чтобы детали прочно соединились между собой и пайка была качественной, необходимо соответствие выбранного припоя температуре пайки, так как недогрев и перегрев паяльника кардинально ухудшит качество соединения — в первом случае припой не сможет расплавиться полностью, а в последнем флюс испарился раньше, чем успеют припаяться элементы. Таким образом, к выбору припоя нужно подходить осознанно, благо ассортимент достаточно широк от легкоплавких, например сплава Вуда (~69°С) и Розе (~94°С) до бессвинцовых припоев с температурой плавления ~400°С и более. Температура нагрева серийно выпускаемых паяльников в основном зависит от его конструкции и мощности, а наиболее массовые модели нагреваются примерно до ~400°С.
Наконечник (жало)

Жало является очень важным элементом паяльника, основой его качественной работы, и первым, на что обращают внимание при работе. От его параметров зависит скорость, надёжность и удобство пайки, поэтому к его выбору необходимо отнестись крайне внимательно. Качественное жало должно обладать хорошей теплопроводностью, достаточной прочностью, защищённостью от окисления, долговечностью и т.д. Эти требования, зачастую, хорошо выполняются по отдельности у разных металлов, но, как правило,вызывают значительные трудности при попытке удовлетворить их все одновременно. Так, например, медный наконечник обладает отличной теплопроводностью, но очень быстро окисляется, покрывается слоем окалины и изнашивается, причём, чем активней флюс, тем сильнее износ. Для восстановления формы и дальнейшей защиты такого жала его необходимо периодически затачивать, а затем покрывать слоем припоя или лудить.
Процесс поиска идеального жала происходит перманентно. Так, в попытке улучшить характеристики медного жала, постоянно происходит поиск оптимального состава сплавов или вариантов расположения слоёв разных металлов, когда состав стержня отличается либо по длине (основная часть, например, из меди, стали или керамики, а кончик из серебра, никеля или сплавов меди), либо по толщине (когда сердцевина из одного материала, а покрытие однослойное или многослойное из других, что увеличивает защиту от воздействия активного флюса и износа). Однако, в таком варианте классическая манера и техника работы с захватом капли припоя и перенесением её затруднена, поэтому пайка обычно осуществляется «с подачей», когда припой с флюсом в форме проволоки подносится непосредственно к точке спайки без удержания его на жале. Это очень удобно для промышленного производства и использования на конвейере, а при ручной пайке такой способ требует некоторых навыков, а также фиксации и неподвижности всех элементов, так как обе руки будут заняты. При этом такие жала требуют очень аккуратного и бережного обращения, их нельзя подвергать перегреву или применять к ним какие-то усилия, они не должны подвергаться воздействию абразивов (напильников), ими нельзя отгибать загнутые выводы деталей, кроме того, теплопроводность у них несколько ниже, поэтому припой хуже плавится, что, соответственно, требует увеличения температуры. Также ими не следует долго работать на максимальной температуре, так как это приводит к окислению рабочей кромки, которую станет крайне сложно залудить. Ещё их нельзя оставлять надолго без припоя и крайне желательно уменьшить температуру нагрева в простое. Очищают такие жала специальной влажной губкой.
Для различных видов работ важен не только материал изготовления жала, но и его форма, так как от неё зависит удобство работы. Самым универсальным и популярным является клин — наконечник с отличной теплопроводностью, работать им очень удобно, припой у него скапливается на кончике, паять можно как с подачей проволочного припоя, так и с кусковым. Таким наконечником можно паять как маленькие детали и ряды выводов современных микросхем, для которых лучше всего подходит остриё или кромка и ими же убираются случайные перемычки, так и большие детали, для которых больше подходит широкая сторона клина. Конусы со срезанной под различными углами плоскостью также популярны и обладают похожими качествами. Паяльники и станции производства ЮВА чаще всего идут с клиновидными жалами, которыми удобно паять мелкие детали. Другие варианты внешнего исполнения, такие как: игольчатое, вилка, микро-волна, нож, насадка для пайки пластиков, топорик и прочие — как правило удел профессиональных технологий, где их применение серьёзно облегчает, удешевляет и убыстряет процесс пайки. Тем не менее, несмотря на такое разнообразие, выбор лучшей формы или материала, из которого изготовлено жало, скорее следствие личного предпочтения и умения.
Критерии выбора

[url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=30-40&f=a3tx-3xul-3xuo&f=3y83&f=3xuw]Профиль домашний
Дома в хозяйственных целях использовать паяльник приходится довольно редко, поэтому стараются выбирать всего одну модель, но на все случаи жизни. Чаще всего это эпизодические заделки мелких отверстий, пайка сетевых проводов, спайка различных мелких деталей из цинка, железа и меди, ремонт детских игрушек, прогревание закисших шурупов, плавка термоклея. Таким образом, для этого профиля основными критериями оказываются универсальная мощность, подходящая для большинства бытовых применений, минимальная цена, приемлемые размеры.
[url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=40-60&f=3y83&f=3xuw]Профиль электрический
Хотя большинство электрических соединений может быть осуществлено клеммами, скрутками (с колпачками или без), винтовыми зажимами, гильзами и т.д., паяльник незаменим, когда требуется повышенная надёжность, например из-за последующей труднодоступности или даже невозможности подхода к месту соединения проводов, что бывает при заделки соединений штукатуркой или плиткой.
[url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=60-100&f=3y83&f=3xuw]Профиль автомобильный
Этот профиль предполагает, что паяльник приобретается в гараж автолюбителя, а не в автосервис, оказывающий профессиональные услуги (там просто нужно намного больше, чем один универсальный паяльник). Автолюбителю вполне подойдет стандартный паяльник на 60 -100 Вт для пайка проводов, мелких деталей, плавления и склейки многочисленных пластиков, разогрева закисшего крепежа и т.д. Несмотря на то, что в современных автомобилях радиаторы уже не делают из меди, если возникнет необходимость в [url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&p=1&f=150-150]лудильнике, то можно выбрать модель с ещё большей мощностью.
[url=»https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=6-36&f=a3tx-3xul-3xuo-98z8-3xun]Профиль радиотехнический
Этот профиль подразумевает, что на рабочем месте инженера уже имеется откалиброванная паяльная станция, термофен, газовый и керамический паяльники, то есть имеются все приборы для пайки широкого набора радиоэлектронных компонентов и требуется лишь дополнительный или запасной инструмент, в том числе для черновых и вспомогательных работ. Если же домашний мастер ментально дорос до ремонта не только личной аппаратуры, то ему стоит присмотреться к одной из паяльных станций.
P.S.
Следует сказать, что паять можно почти любые металлы и сплавы, в том числе покрытые ржавчиной, окислами и окалиной и т.д., для этого необходимо лишь подобрать соответствующие припои и флюсы. Последние — эта ещё более интересная и обширная тема, которая однако нуждается в более подробном и взвешенном освещении уже в отдельной статье, как, впрочем, и рассказ о припоях.
Маленький паяльник для пайки: температура и мощность
Микропаяльник понадобится в тех местах, где грубое жало обычного паяльника может не поместиться в тесном соединении радиодеталей. Особенно это важно при пайке микросхем. На рынке радиотехники существует большой спектр предложений по продаже различных минипаяльников (МП). В то же время изготовить такой инструмент своими руками не составляет особых сложностей.

Виды минипаяльников
Особенности паяльников для микросхем
С появлением печатных плат с микросхемами появилась острая потребность в тонком паяльном оборудовании. Именно особенности устройства минипаяльника позволили выполнять монтаж и демонтаж радиодеталей крошечных размеров.
Назначение и область применения микропаяльника
Главными достоинствами МП, отражающими назначение и область применения, являются:
- практически мгновенный нагрев жала до уровня рабочей температуры;
- экономный режим потребления электричества;
- паяльная игла обеспечивает высокоточную обработку припоем самых тонких выводов микросхем;
- МП даёт большую свободу манипулирования инструментом в сложных переплетениях токопроводящих дорожек.
Виды микропаяльников и особенности конструкций
Радиоэлектронная промышленность выпускает целый ряд различных видов МП. Они отличаются между собой по принципу действия, но имеют общую цель – это паять особо сложные тонкие соединения. На радиотехническом рынке реализуют следующие виды минипаяльников:
- Паяльник на алмазном полупроводниковом монокристалле.
- МП с графитовым порошком.
- Нихромовый МП.
- Керамический микропаяльник.
- Индукционный МП.
Паяльник на алмазном полупроводниковом монокристалле
Маленький паяльник оснащён нагревательным элементом, в котором применяются синтезированные монокристаллы (алмазы). Жало закреплено в металлическом кожухе. К тыльной стороне стержня прикреплены полупроводниковые кристаллы, к которым, в свою очередь, подсоединены токопроводящие провода.
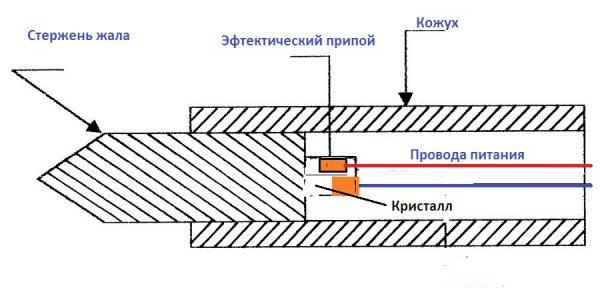
Схема строения кристаллического МП
Технология сборки микропаяльника представляет собой сложный процесс. Пайка проводов с монокристаллами производится специальным эфтектическим сплавом. Вещество состоит из нескольких компонентов, подобранных в особой пропорции. Процесс соединения проводов с алмазными полупроводниками осуществляется в вакуумной камере при температуре 9500С.
Сложность изготовления оправдывается получением инструмента с КПД 98%. Разогрев жала до 4000 происходит в течение 0,05 сек.
МП с графитовым порошком
Конструкция микропаяльника довольна проста. Нагревательным элементом служит порошок из графита, которым наполняют пустоты между диэлектриком и стальным паяльным стержнем. В свою очередь, вся конструкция заключена в чугунном корпусе. Графит исполняет роль резистора с большим сопротивлением. Проходя через него, электрический ток преобразует свою энергию в тепло.
Графитовый паяльник не пользуется популярностью. Помимо того, что устройство потребляет большое количество электроэнергии, жало нагревается довольно медленно.
Нихромовый МП
Теплоносителем в микро паяльнике является спираль из нихромовой проволоки. Паяльный стержень помещён в трубку из термостойкого диэлектрика, поверх которой накручен нагревательный элемент. К нихромному нагревателю подведены проводные выводы. Вынос жала регулируют двумя винтами, находящимися по обеим сторонам наконечника трубки. Вся конструкция помещена в металлический корпус.
Важно! В некоторых моделях нихромовую нить продевают через крошечные керамические изоляторы. Это позволяет существенно сократить теплопотери и повысить производительность прибора.

Нихромовый нагреватель
Небольшой по размеру паяльник для пайки микросхем обладает прочной и простой конструкцией. Потребителя привлекает невысокая цена инструмента. Наряду с этим, следует отметить недолговечность устройства. Спираль от частого использования перегорает и приходит в полную негодность. Время нагрева жала до рабочей температуры оставляет желать лучшего.
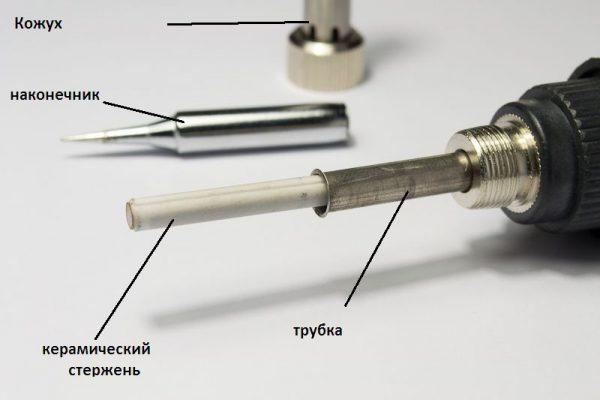
Керамический микропаяльник
Керамический паяльник для микросхем имеет основу в виде стержня из окиси алюминия. Материал выбран из-за свойства быстро набирать рабочую температуру и стойко её выдерживать на протяжении длительного времени.
Сердечник обёрнут термостойкой ламинированной плёнкой, на которую специальным принтером нанесена вольфрамовая плоская спираль. Нагревательная сетка подключается к источнику электрического тока через припаянные провода. Нагревательный элемент вставлен в металлическую трубку.
На трубку навинчен кожух, который является держателем паяльного наконечника. Паяльник комплектуется набором сменных жал. Их устанавливают в зависимости от сложности паяльных работ. Некоторые модели выпускают с дополнительной платой управления режимом нагрева жала.

Керамический нагреватель
Инструмент требует малое количество времени на разогрев наконечника. Недостатком МП является хрупкость керамического стержня. Паяльник нельзя ронять или подвергать ударам. От этого керамика может лопнуть, и инструмент придёт в полную негодность.
Устройство керамического МП
Индукционный МП
Упоминание слова индукция в названии паяльника говорит об использовании свойств электромагнетизма для получения тепловой энергии. Сердечник такого паяльника покрыт ферромагнитным сплавом. Его вставляют в индукционную катушку. Обмотка возбуждает магнитное поле, которое, в свою очередь, наводит в стержне ток, разогревающий его.
При достижении уровня рабочей температуры паяльником для пайки микросхем ферромагнитное напыление теряет свои свойства, и МП перестаёт нагреваться. Во время остывания слой ферромагнита восстанавливает свою способность нагреваться.
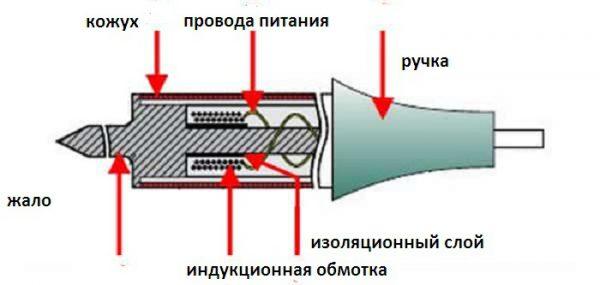
Схема индукционного МП
Основным достоинством инструмента является саморегулирующая система поддержания постоянного уровня нагрева жала.
Следует отметить! Под каждый температурный режим необходимо устанавливать соответствующий наконечник с определённым ферромагнитным напылением.
Выбор микропаяльника
При выборе микропаяльника руководствуются следующими критериями:
- для пайки печатных плат и микросхем мощность МП вполне достаточна в диапазоне 5-11 Вт;
- наличие комплекта сменных наконечников;
- время нагрева жала;
- эргономичность корпуса паяльника;
- наличие регулятора напряжения в интервале 12-36 вольт.
Требования к паяльникам для радиодеталей:
- время разогрева жала не должно занимать много времени;
- наличие регулятора температуры паяльника для пайки микросхем;
- экономное потребление электроэнергии;
- наличие комплекта съёмных наконечников;
- удобная форма ручки;
- электробезопасность.
Прежде, чем принять решение о покупке той или иной модели микропаяльника, нужно изучить характеристики прибора. Приобретение инструмента, большая мощность которого не понадобится, приведёт к неэкономному расходованию электроэнергии.
Стоит изучить отзывы о конкретной модели в сети интернет. Также нужно выбрать комплект поставки, наиболее отвечающий запросам потребителя. Если есть знакомые и друзья, увлечённые радиоделом, то надо поинтересоваться их мнением о предстоящей покупке.
Характеристики популярных моделей и производители
Среди массы предложений на радиорынке следует остановиться на ведущих производителях паяльников для пайки печатных плат и микросхем.
Таблица характеристик популярных моделей микропаяльников
| Модель | Мощность. Вт | Съёмные наконечники | Изготовитель |
|---|---|---|---|
| Rossmann | 30 | Есть | Ideenwelt |
| Программируемый цифровой паяльник RERAS TS100 | 65 | — «- | RERAS |
| Паяльник с регулятором температуры Mustool-MT223 | 65 | — «- | Mustool |
| Газовый паяльник Dremel VersaTip 2000 | — | — | Dremel |
| Ручной паяльник с регулятором температуры | 80 | Есть | Bautech |
Обратите внимание! Практически вся продукция состоит из микропаяльников, произведённых в Китайской Народной Республике. Это следствие жёсткой конкуренции на мировом рынке радиотехники, где побеждают производители более качественных инструментов со сравнительно низкой ценой.
Фирмы-изготовители микропаяльников, поставляющие свою продукцию на рынок России, в основном расположены в Китае и Тайване. Отечественные производители паяльников мало обращают внимания на этот сектор продукции.
Самодельный микропаяльник из резистора
Прежде, чем приступить к сборке самоделки, необходимо подготовить следующие материалы и инструменты:
- резистор сопротивлением 51 Ом и мощностью 2 Вт;
- отрезок деревянного бруска;
- два изолированных отрезка медного провода;
- адаптер на 24 вольта.
Этапы сборки паяльника:
- Выводы сопротивления зачищают. Один из них оставляют длиной 1 см, который будет жалом. Второй вывод должен быть длиной не менее 1,5 см.
- Конец одного из проводов зачищают от изоляции и делают петлю. Её закрепляют на переднем торце резистора.
- Затем, отступив 50 мм, делают вторую петлю, которую фиксируют шурупом на деревянной рейке.
- Второй провод припаивают к длинному выводу сопротивления.
- Провода подключают к гнёздам адаптера.
- Жало микропаяльника разогревается до температуры плавления свинцово-оловянного припоя.
- Пайку производят, держа рукой деревянный брусок, который исполняет роль ручки.

МП из резистора
Дополнительная информация. Радиомастера не советуют использовать резисторы китайского производства. Их выводы сделаны из стали и только покрыты тонким слоем меди, что приводит к их быстрому перегоранию.
Какой выбрать готовый микропаяльник или сделать его своими руками, радиотехник решает сам на основе нужных ему характеристик инструмента.
Видео
Припои. Какой выбрать для пайки?
Какие бывают припои, и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.

Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 4500C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 2650C.
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 1830C, а полное расплавление достигается при температуре в 1900C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 1900C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 2650C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.
")
Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно  . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
. Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t0 плавления (Солидус) | Полное расплавление (Ликвидус), t0 |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 1890C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 2400С.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–1450C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 940C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 720C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
что полезно знать о процедуре?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировка припоя | Температура плавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Похожие статьи