Симисторный регулятор для сварочного аппарата
Его можно применять, например, для управления проточным водонагревателем, мощным коллекторным электродвигателем, сварочным аппаратом, электропечью. Схема регулятора приведена на рис. В качестве силового ключа VS1 использован симистор ТС , способный коммутировать нагрузку мощностью до 8 кВт. Так как симисторный тринисторный регулятор создает радиопомехи, его рекомендуется хорошо экранировать и включать в сеть через фильтр см.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Регулировка сварочного тока
- Как сделать регулятор тока для сварочного аппарата своими руками
Простой регулятор тока сварочного трансформатора - Тиристорная схема регулятора тока для сварочного аппарата
- Как сделать регулятор тока для сварочного аппарата своими руками
- Способы регулировки сварочного тока
- Регулятор тока сварочного аппарата
- Сделай Сам (Огонек) 1998-05, страница 27
- Регулятор тока сварочного аппарата

Регулировка сварочного тока
Практически в любом радиоэлектронном устройстве в большинстве случаев присутствует регулировка по мощности. За примерами далеко ходить не надо: это электроплиты, кипятильники, паяльные станции, различные регуляторы вращения двигателей в устройствах.
Способов, по которым можно собрать регулятор напряжения своими руками В, в Сети полно. В большинстве случаев это схемы на симисторах или тиристорах. Тиристор, в отличие от симистора, более распространённый радиоэлемент, и схемы на его основе встречаются гораздо чаще. Разберём разные варианты исполнения, основанные на обоих полупроводниковых элементах.
Симистор, по большому счету, — это частный случай тиристора, пропускающий ток в обе стороны, при условии, что он выше тока удержания. Один из его недостатков — это плохая работа на высоких частотах.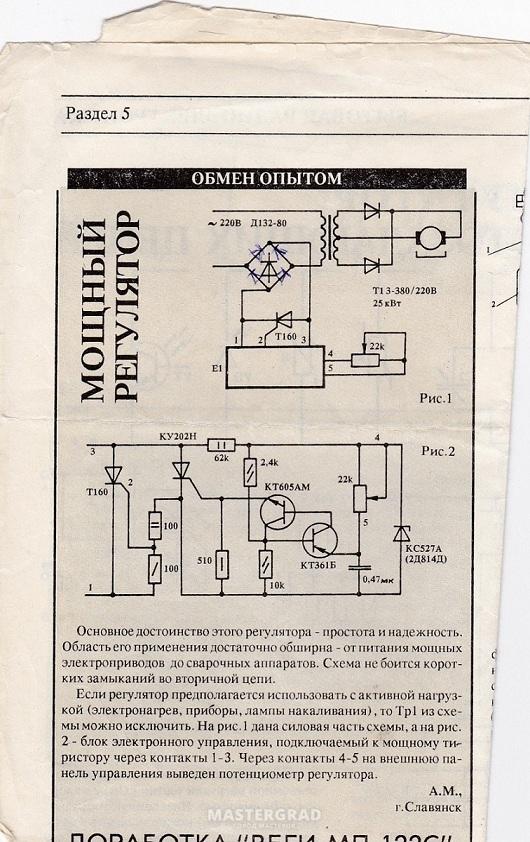 Поэтому его часто используют в низкочастотных сетях. Для построения регулятора мощности на основе обычной сети В, 50 Гц он вполне подходит. Регулятор напряжения на симисторе используется в обычных бытовых приборах, где нужна регулировка.
Поэтому его часто используют в низкочастотных сетях. Для построения регулятора мощности на основе обычной сети В, 50 Гц он вполне подходит. Регулятор напряжения на симисторе используется в обычных бытовых приборах, где нужна регулировка.
Схема регулятора мощности на симисторе выглядит следующим образом. Основная работа возложена на динистор и симистор. Сетевое напряжение подаётся на RC-цепочку, в которой установлен потенциометр, им в итоге и регулируется мощность. Производя регулировку сопротивления, мы меняем время зарядки конденсатора и тем самым порог включения динистора, который, в свою очередь, включает симистор. Демпферная RC-цепь, подключённая параллельно симистору, служит для сглаживания помех на выходе, а также при реактивной нагрузке двигатель или индуктивность предохраняет симистор от скачков высокого обратного напряжения.
Симистор включается, когда ток, проходящий через динистор, превышает ток удержания справочный параметр. Отключается, соответственно, когда ток становится меньше тока удержания. Проводимость в обе стороны позволяет настроить более плавную регулировку, чем это возможно, например, на одном тиристоре, при этом используется минимум элементов. Осциллограмма регулировки мощности представлена ниже.
Проводимость в обе стороны позволяет настроить более плавную регулировку, чем это возможно, например, на одном тиристоре, при этом используется минимум элементов. Осциллограмма регулировки мощности представлена ниже.
Из неё видно, что после включения симистора оставшаяся полуволна поступает на нагрузку и при достижении 0, когда ток удержания уменьшается до такой степени, что симистор отключается. Для начала разберёмся, чем отличается тиристор от симистора. Тиристор содержит в себе 3 p-n перехода, а симистор — 5 p-n переходов. Не углубляясь в детали, если говорить простым языком, симистор обладает проводимостью в обоих направлениях, а тиристор — только в одном.
Графические обозначения элементов показаны на рисунке. Из графики это хорошо видно. Принцип работы абсолютно такой же. На чём и построена регулировка по мощности в любой схеме. Рассмотрим несколько схем регулятора на тиристорах. Первая простейшая схема, которая в основе повторяет схему на симисторе, описанную выше. Вторая и третья — с применением логики, схемы, которые более качественно гасят помехи, создаваемые в сети переключением тиристоров.
Времязадающая RC-цепь путём регулирования величины сопротивления потенциометра регулирует величину отпирания, тем самым задавая выходную мощность, поступающую на нагрузку.
На осциллограмме это выглядит следующим образом. Из осциллограммы видно, что регулировка мощности идёт путём ограничения напряжения поступающего на нагрузку.
Образно говоря, регулировка заключается в ограничении поступления сетевого напряжения на выход. Регулируя время заряда конденсатора путём изменения переменного сопротивления потенциометра.
Чем выше сопротивление, тем дольше происходит заряд конденсатора и тем меньше мощности будет передано на нагрузку. Физика процесса подробно описана в предыдущей схеме. В этом случае она ничем особым не отличается. Второй вариант более сложный. В связи с тем, что процессы коммутации на тиристорах вызывают большие помехи в сети, это плохо влияет на элементы, установленные на нагрузке. Особенно если на нагрузке находится сложный прибор с тонкими настройками и большим количеством микросхем.
Особенно если на нагрузке находится сложный прибор с тонкими настройками и большим количеством микросхем.
Такая реализация тиристорного регулятора мощности своими руками подойдёт для активных нагрузок, например, паяльник или любые устройства нагрева. На входе стоит выпрямительный мост, поэтому обе волны сетевого напряжения будут положительными. Осциллограмма из-за наличия выпрямительного моста будет выглядеть следующим образом. Обе полуволны теперь будут положительными из-за влияния выпрямительного моста.
Если для реактивных нагрузок двигатели и другие индуктивные нагрузки наличие разно полярных сигналов предпочтительно, то для активных — положительное значение мощности крайне важно. Отключение тиристора происходит также при приближении полуволны к нулю ток удержания подаёт до определённого значения и тиристор запирается.
Наличие дополнительного источника постоянного напряжение может вызвать затруднения, если его нет, и вовсе придётся городить дополнительную схему. Если дополнительного источника у вас нет, то можно воспользоваться следующей схемой, в ней генератор сигналов на управляющий вывод тиристора собран на обычном транзисторе.
В данной схеме генератор построен на двухбазовом транзисторе КТ, который при таком применении будет генерировать управляющие импульсы с периодичностью, задаваемой подстроечным резистором R6. На схеме ещё реализована система индикации на базе светодиода HL1.
Остальные элементы играют незначительную роль и в основном служат для токоограничения и сглаживания импульсов. HL1 обеспечивает индикацию и сигнализирует только о том, что прибор подключён к сети и находится под напряжением. В статье стоит раскрыть тему того, как совершает работу тиристорный регулятор напряжения, схему которого можно более подробно осмотреть в интернете.
В повседневной жизни в большинстве случаев может развиться особая необходимость в регулировании общей мощности бытовых приборов, к примеру, электроплит, паяльника, кипятильника, а также ТЭНов, на транспорте — оборотов двигателя и прочего.
В этом случае на помощь нам придёт простая и радиолюбительская конструкция — это особый регулятор мощности на тиристоре. Создать такое устройство не составит особого труда, оно может стать тем первым самодельным прибором, который будет выполнять функцию регулировки температуры жала в паяльнике у любого начинающего радиолюбителя. Нужно отметить и тот факт, что готовые паяльники на станции с общим контролем температуры и остальными особенными функциями стоят намного больше, чем самые простые модели паяльников.
Минимальное число деталей в конструкции поможет собрать несложный тиристорный регулятор мощности с навесным монтажом.
Следует отметить, что навесной тип монтажа — это вариант осуществления сборки радиоэлектронных компонентов без использования при этом специальной печатной платы, а при качественном навыке он помогает быстро собрать электронные устройства со средней сложностью производства.
Также вы можете заказать электронный тип конструктора тиристорного типа регулятора, а тот, кто хочет полностью разобраться во всём самостоятельно, должен изучить некоторые схемы и принцип функционирования прибора. Между прочим, такое устройство является регулятором общей мощности. Такое устройство может быть применимо для управления общей мощностью либо управлением числа оборотов.
Между прочим, такое устройство является регулятором общей мощности. Такое устройство может быть применимо для управления общей мощностью либо управлением числа оборотов.
Но для начала нужно полностью разобраться в общем принципе функционирования такого устройства, ведь это поможет понять, на какую нагрузку стоит рассчитывать при использовании такого регулятора. Тиристор — это управляемый полупроводниковый прибор, который способен быстро провести ток в одну сторону.
Слово управляемый обозначает тиристор не просто так, так как с его помощью, в отличие от диода, который также проводит общий ток лишь к одному полюсу, можно выбирать отдельный момент, когда тиристор начнёт процесс проведения тока. Чтобы осуществить течение тока через такой тиристор, стоит выполнить следующие условия: деталь обязана в обязательном порядке расположена на самой цепи, которая будет находиться под общим напряжением, на управляющую часть электрода должен быть подан нужный кратковременный импульс.
В отличие от транзистора, управление таким тиристор не будет требовать от пользователя удержания управляющего сигнала. Но в этом все трудности использования такого прибора заканчиваться не будут: тиристор можно легко закрыть, если прервать поступление в него тока по цепи, либо создав обратное напряжение анод — катод.
Но в этом все трудности использования такого прибора заканчиваться не будут: тиристор можно легко закрыть, если прервать поступление в него тока по цепи, либо создав обратное напряжение анод — катод.
Это будет значить то, что применение тиристора в цепях постоянного тока считается довольно специфичным и в большинстве случаев полностью неблагоразумно, а в цепях переменного, к примеру, в таком устройстве как тиристорный регулятор, схема создана таким методом, чтобы было полностью обеспечено условие для закрытия прибора.
Любая данная полуволна будет полностью закрывать соответствующий отдел тиристора. Вам, скорее всего, сложно понять схему его строения.
Но, не нужно расстраиваться — ниже будет более подробно описан процесс функционирования такого устройства. В каких целях можно использовать такое устройство, как регулятор мощности тиристор. Такой прибор позволяет более эффективно регулировать мощность нагревательных приборов, то есть осуществлять нагрузку на активные места.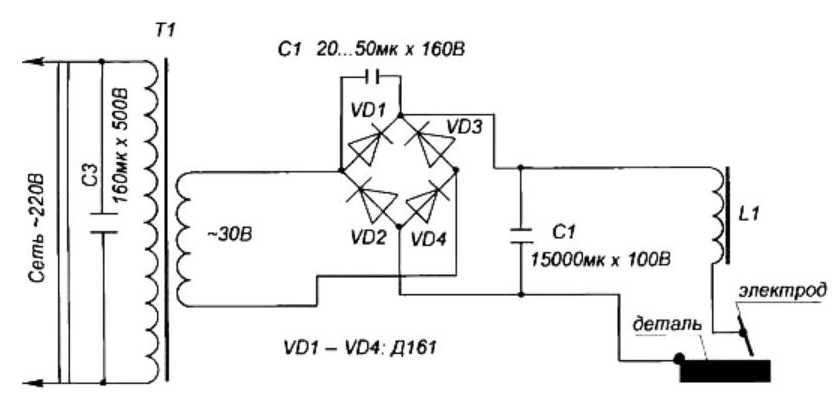
Во время работы с высокоиндуктивной нагрузкой тиристоры способны просто не закрыться, что может приводить к выходу такого оборудования из нормальной работы. Многие из пользователей, которые видели или даже на практике применяли дрели, углошлифовальные машины, которые по-другому называются болгарками, и другими электроинструментами. Они могли легко увидеть, что число оборотов в таких изделиях зависит, главным образом, от общей глубины нажатия на кнопку-курок в устройстве.
Такой элемент как раз и будет находиться в тиристорном регуляторе мощности общая схема такого прибора указана в интернете , при помощи которого и происходит изменение общего числа оборотов. Стоит обратить своё внимание на то, что регулятор не может самостоятельно менять свои обороты в асинхронных двигателях.
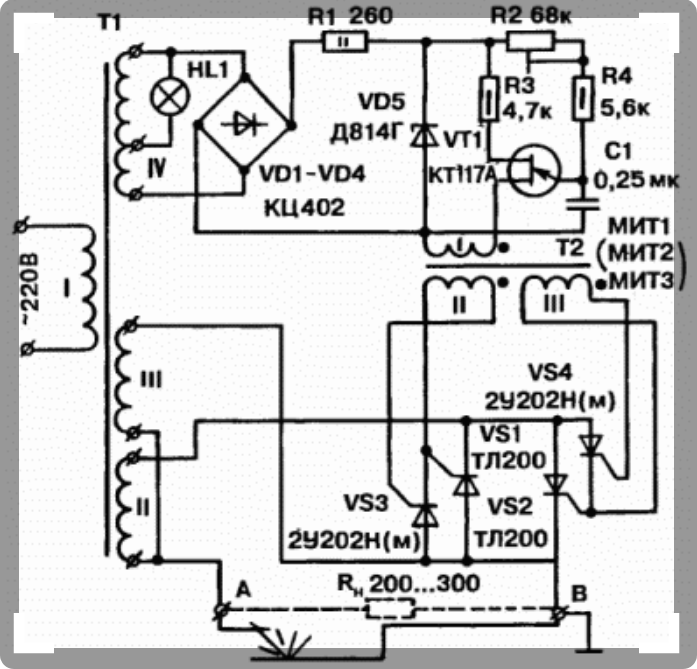
Таким образом, напряжение будет полноценно регулироваться на коллекторном двигателе, который оборудован специальным щелочным узлом. При этом происходит определённая область, которая будет находиться под особым напряжением. Когда воздействие положительной полуволны окончится и начнётся новый период движения с отрицательно полуволной, то один из таких тиристоров начнёт закрываться, и в это же время откроется новый тиристор. В то время как на схему начинает своё воздействие первая полуволна, происходит особая зарядка ёмкости С1, а также С2.
Когда воздействие положительной полуволны окончится и начнётся новый период движения с отрицательно полуволной, то один из таких тиристоров начнёт закрываться, и в это же время откроется новый тиристор. В то время как на схему начинает своё воздействие первая полуволна, происходит особая зарядка ёмкости С1, а также С2.
Скорость их полной зарядки будет ограничена потенциометром R 5. Такой элемент будет полностью переменным, и при его помощи будет задаваться выходное напряжение. В тот момент, когда на поверхности конденсатора С1 появится нужное для открытия диристора VS 3 напряжения, весь динистор откроется, а через него начнёт проходить ток, при помощи которого откроется тиристор VS 1.
Во время пробоя динистра и образуется точка на общем графике. После того как значение напряжение перейдёт нулевую отметку, и схема будет находиться под воздействием второй полуволны, тиристор VS 1, закроется, а процесс будет повторяться, только уже для второго динистра, тиристора, а также конденсатора.
Резисторы R 3 и R 3 нужны для ограничения общего тока управления, а R 1 и R 2 — для процесса термостабилизации всей схемы. Принцип действия второй схемы будет точно такой же, но в ней будет происходить управление лишь одной из полуволн переменного тока. После того, как пользователь будет понимать принцип работы устройства и его общую схему строение, он сможет понять как собрать или же в случае необходимости починить тиристорный регулятор мощности самостоятельно.
Нельзя сказать о том, что данная схема не обеспечит гальваническую развязку от источника питания, поэтому есть определённая опасность поражения электрическими разрядами тока. Это будет означать то, что не нужно касаться руками элементов регулятора. Следует спроектировать конструкцию вашего прибора таким образом, чтобы по возможности вы смогли спрятать её в регулируемом устройстве, а также найти более свободное место внутри корпуса.
Если регулируемое устройство будет расположено на стационарном уровне, то имеет определённой смысл осуществить его подключение через выключатель с особым регулятором уровня яркости света.
Как сделать регулятор тока для сварочного аппарата своими руками
Сварочный аппарат на симисторе с фазоимпульсным управлением А. Санкт-Петербург Журнал «Радио» в последние годы поместил ряд статей, посвященных вопросам ручной электродуговой сварки. Основное внимание авторы этих материалов уделяли электронному управлению сварочным током и формированию его «падающей» характеристики. В публикуемой ниже статье описан еще один вариант сварочного аппарата.
Сделай сам своими руками регулятор тока · Регулятор мощности до 2квт сделай сам · Как сделать первичную обмотку на сварочный аппарат?.
Простой регулятор тока сварочного трансформатора
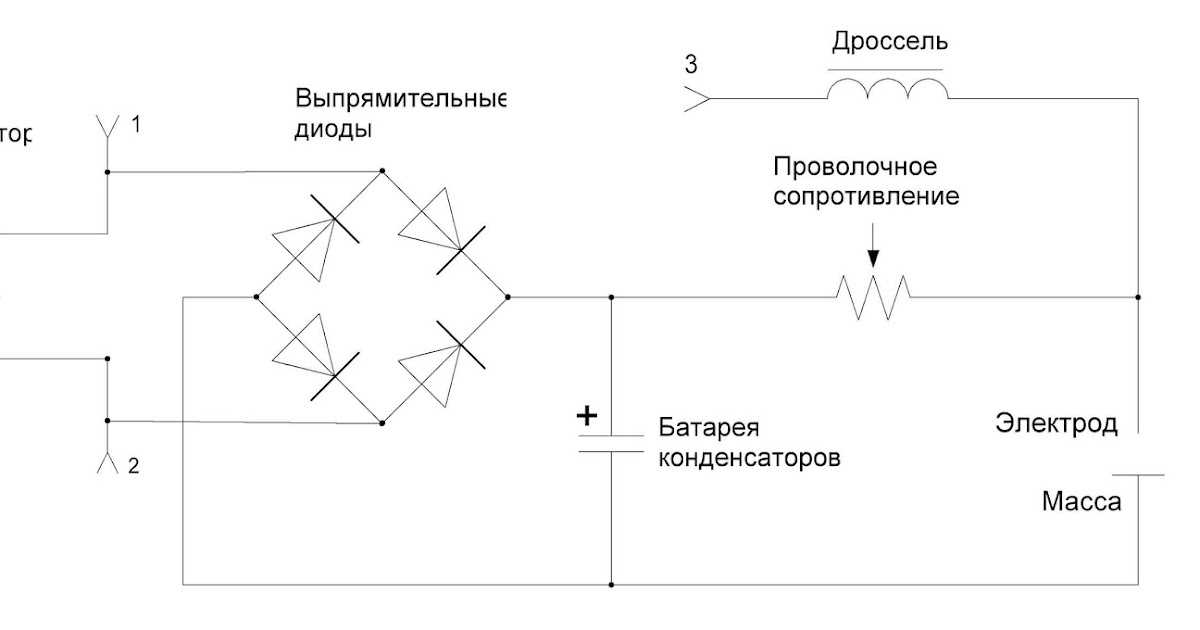
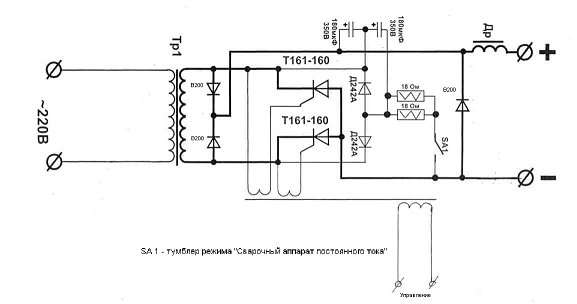
Регулятор тока сварочного аппарата. В сварочных аппаратах часто используют разные способы регулировки тока: от шунтирования с помощью дросселей всевозможных типов до изменения магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до ампер.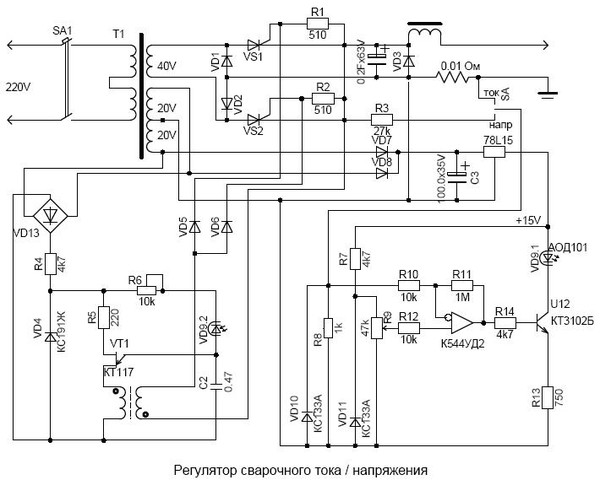 Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на картинке ниже. Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на картинке ниже. Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Тиристорная схема регулятора тока для сварочного аппарата
Микс хлам, моторка — 60 р. Банка — 49 р. Предлагаю к поставке Труба 10х2, ст. В Башкирии запущен цех по выпуску автомобильных метизов. Демонтируем трубопровод, металлоконструкции на выв
Его можно применять, например, для управления проточным водонагревателем, мощным коллекторным электродвигателем, сварочным аппаратом, электропечью. Схема регулятора приведена на рис.
Как сделать регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока. Ток можно регулировать по вторичке вторичной обмотке и по первичке первичной обмотке. При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать.
В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока. Ток можно регулировать по вторичке вторичной обмотке и по первичке первичной обмотке. При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать.
Способы регулировки сварочного тока
Новокузнецк, Кемеровская обл. Логин: Пароль Забыли? Диодно-тиристорный выпрямитель со схемой управления для сварочного аппарата. Практика Секреты самодельщика. Мною давно изготовлен сварочный аппарат на базе трансформатора на кольцевом сердечнике от сгоревшего электродвигателя, который верно служит уже более 15 лет. За эти годы не покидало желание изготовить выпрямитель для сварки постоянным током, так как зажигание дуги и качество шва при этом намного лучше. Появляется возможность сваривать нержавеющую сталь. При плавной регулировке напряжения возможно подключение нихромовой нити для резки пенопласта, пластмассы, выжигания точнее, вырезания из древесины разделочных досок для кухни, наличников и многого другого.
Но есть и другой выход — сделать электронный регулятор сварочного тока, который бы регулировал ток в первичной обмотке сварочного аппарата.
Регулятор тока сварочного аппарата
Практически в любом радиоэлектронном устройстве в большинстве случаев присутствует регулировка по мощности. За примерами далеко ходить не надо: это электроплиты, кипятильники, паяльные станции, различные регуляторы вращения двигателей в устройствах. Способов, по которым можно собрать регулятор напряжения своими руками В, в Сети полно. В большинстве случаев это схемы на симисторах или тиристорах.
Сделай Сам (Огонек) 1998-05, страница 27
Русский: English:. Бесплатный архив статей статей в Архиве. Справочник бесплатно. Параметры радиодеталей бесплатно.
Часто приходится варить метал разной толщины и использовать электроды разного диаметра, а чтобы сварка была качественная, необходимо сварочный ток подстраивать, чтобы шов ложился ровно и метал не разбрызгивался.
Регулятор тока сварочного аппарата
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата. Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия.
Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата. Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия.
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
EasyEDA open source hardware lab, a hardware engineers’ circuit homeland
No Profile
No Profile
Std Edition принципиальная схема
199 0 0 0
User olyashreyner
0
No Profile
No Profile
Std Edition Коммутатор обмоток трансформатора
793 0 0 0
User VaderMI
0
Да сколько можно!
Да сколько можно!
Std Edition Схема
318 0 0 1
User Никита Кожевников
0
plata
plata
Std Edition Схема
198 0 0 0
User Дмитро Яровий
0
No Profile
No Profile
Std Edition схема
111 0 0 0
User Alexander89
0
No Profile
No Profile
Std Edition Схема
245 0 0 0
User виталий лагунов
0
ограничитель пускового тока / current limiter
ограничитель пускового тока / current limiter
Std Edition Ограничитель пускового тока
1. 1k
0
3
0
1k
0
3
0
User Radionews
0
No Profile
No Profile
Std Edition 2 схема
154 0 0 0
User Cok2288
0
No Profile
No Profile
Std Edition схема 4568799998
61 0 0 0
User Kiul Siokkr
0
Std Edition Схема счетчика
11 0 0 0
User
oleg. denisov65
denisov65
0
No Profile
No Profile
Std Edition Х-СХЕМА
103 0 0 0
User kolbasa0073
0
No Profile
No Profile
Std Edition Схема платы руки
106 0 0 0
Team Кванториум_рука
0
clock
clock
Std Edition часы наручные схема
55 0 0 0
User Максим Коптелов
0
No Profile
No Profile
Std Edition Схема для ТТ3
95 0 0 0
User Иван_ 03
0
No Profile
No Profile
Std Edition Gyver Схема часов
877 0 1 1
User pink_ked
0
No Profile
No Profile
Std Edition с батарейкой схема
275 0 0 0
User Denisov10_69
0
Project profile
Project profile
Std Edition Ограничитель тока включения ламп накаливания
2 0 0 0
User rocktronica
0
this is profile
this is profile
Std Edition KM-6666A фонарь схема
141 0 0 0
User dyadyaandreika
0
схема автозапуска авто
схема автозапуска авто
Std Edition voronin(схема автозапуска авто)
274 0 0 0
User Vavan3737
0
No Profile
No Profile
Std Edition Схема электронного реле поворотов
163 0 0 1
User Khachatur Khachatryan
0
No Profile
No Profile
Std Edition Схема датчика уровня воды
337 0 0 1
User stavr105
0
No Profile
No Profile
Std Edition KEP 60 котел пищеварочный схема
547 0 0 0
User Cricket2007
0
No Profile
No Profile
Std Edition
V:6 rev: 2. 2_Моргалка + разрядник_монтажная схема
2_Моргалка + разрядник_монтажная схема
268 0 0 0
User Mikhail2623
0
Project profile
Project profile
Std Edition Повышающий стабилизатор тока для фонарика на MT3608, SX1308, SDB638
12 0 0 0
User rocktronica
0
No Profile
No Profile
Std Edition V:6 rev: 2.1_Сборочная схема автоакб до 70АЧ
292 0 0 0
User Mikhail2623
0
5.
 2 Источники питания постоянного тока
2 Источники питания постоянного токаИсточники питания для дуговой сварки предназначены для получения на выходе почти постоянного тока или почти постоянного напряжения. Дополнительную информацию об источниках постоянного напряжения см. в главе 7. На рис. 5-2 показана типичная вольт-амперная кривая для источника питания постоянного тока. Обратите внимание на относительно крутой наклон или «провисание» этой кривой. Сварочные аппараты с крутой кривой вольт-ампер известны как аппараты с кривой спада или спада.
Напряжение дуги зависит от размера или длины дугового промежутка. Изучая Рисунок 5-2, вы видите круто наклонную кривую вольт-ампер A на виде слева. Напряжение холостого хода или напряжение без сварки установлено на 80 В.
Когда сварщик зажигает дугу и удерживает ее на определенной длине дуги, сварочное напряжение или напряжение замкнутой цепи отображается как 20 В. Эта длина дуги дает 135А. См. кривую A на Рисунке 5-2. Если сварщик отодвигает электрод от основного металла, длина дуги увеличивается, а напряжение возрастает с 20 до 25 В.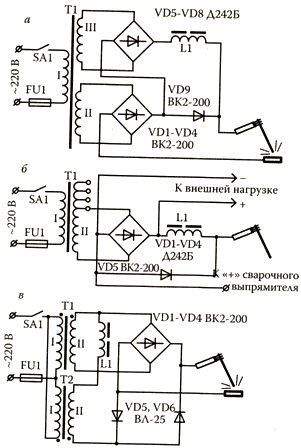 Это увеличение напряжения на 25%. Это изменение напряжения вызывает уменьшение сварочного тока. Сварочный ток снижается со 135А до 126А. Это снижение всего на 6,7%. При большом изменении напряжения происходит лишь небольшое изменение тока, и качество сварки сохраняется. Ток в этой машине, хотя и несколько меняется, считается постоянным.
Это увеличение напряжения на 25%. Это изменение напряжения вызывает уменьшение сварочного тока. Сварочный ток снижается со 135А до 126А. Это снижение всего на 6,7%. При большом изменении напряжения происходит лишь небольшое изменение тока, и качество сварки сохраняется. Ток в этой машине, хотя и несколько меняется, считается постоянным.
При ручной дуговой сварке необходим источник постоянного тока. Двумя процессами ручной дуговой сварки являются дуговая сварка защитным металлом (SMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Информация о GTAW будет рассмотрена в Главе 7.
Другой источник питания имеет напряжение холостого хода 50 В. Вольт-амперная кривая для этой машины показана как кривая B на рисунке 5-2 справа. Такое же изменение сварочного напряжения на 20–25 В приведет к падению тока со 143 А до 124 А или на 13,3 %. Эта более медленная кривая вольт-ампер на выходе вызывает большее изменение силы тока при таком же небольшом изменении напряжения. Сварщик может захотеть иметь эту более медленную (более пологую) выходную вольт-амперную кривую.
Сварщик может захотеть иметь эту более медленную (более пологую) выходную вольт-амперную кривую.
При более плоском наклоне выходного сигнала сварщик может контролировать расплавленную сварочную ванну и скорость плавления электрода, внося небольшие изменения в длину дуги. Контроль расплавленной сварочной ванны и скорости плавления электрода наиболее важен при сварке в горизонтальном, вертикальном и потолочном положениях.
Когда сварщик меняет диапазон тока для аппарата, меняется и вольт-амперная кривая. Напряжение холостого хода не меняется, но изменяется максимальный ток. По мере уменьшения максимального тока, как показано на кривых C и D, регулирование сварочного тока еще меньше зависит от изменения длины дуги.
5.2.1 Источники питания переменного тока
Источники питания переменного тока (переменного тока) бывают трансформаторного или генераторного типа.
Источники питания трансформаторного типаЦелью трансформатора, используемого в сварочном аппарате, является преобразование высоковольтного слаботочного электричества, подаваемого на выходе, в более низкое напряжение и более высокий ток, необходимые для сварки. Трансформаторы состоят из трех основных электрических компонентов. Это первичная обмотка, вторичная обмотка и железный сердечник. См. Рисунок 5-3.
Трансформаторы состоят из трех основных электрических компонентов. Это первичная обмотка, вторичная обмотка и железный сердечник. См. Рисунок 5-3.
Когда по проводу течет ток, вокруг провода создается магнитное поле. Когда ток в проводе перестает течь, магнитное поле разрушается. В сварочном трансформаторе этот проводник с током намотан на многовитковую катушку. Чем больше витков, тем сильнее магнитное поле. Эта катушка провода называется первичной обмоткой или первичной обмоткой . Вторая катушка из более крупного провода с меньшим количеством витков размещается рядом с первичной катушкой. Это называется 9Вторичная обмотка 0024 или вторичная обмотка . Первичная обмотка и вторичная обмотка никак не связаны. Они представляют собой независимые витки проволоки, но расположены близко друг к другу.
В первичной обмотке используется более тонкий провод, чем во вторичной обмотке, поскольку первичная обмотка пропускает меньший ток. В первичной обмотке витков намного больше, чем во вторичной. Когда трансформатор имеет больше витков в первичной обмотке, чем во вторичной, он снижает напряжение и увеличивает силу тока от первичной к вторичной цепи. Этот тип трансформатора называется понижающий трансформатор . Понижающий трансформатор снижает (понижает) напряжение, а увеличивает ток.
В первичной обмотке витков намного больше, чем во вторичной. Когда трансформатор имеет больше витков в первичной обмотке, чем во вторичной, он снижает напряжение и увеличивает силу тока от первичной к вторичной цепи. Этот тип трансформатора называется понижающий трансформатор . Понижающий трансформатор снижает (понижает) напряжение, а увеличивает ток.
Чтобы вызвать протекание тока во вторичной обмотке, в первичной обмотке пропускается переменный ток. По мере прохождения тока создается магнитное поле. Ток мгновенно прекращается, когда переменный ток меняет направление в первичной цепи. Когда ток прекращается, магнитное поле схлопывается и проходит через вторичную обмотку. Этот обвал поля индуцирует (создает) ток во вторичной обмотке в одном направлении. Ток в первичной обмотке начинает течь в обратном направлении. Он создает магнитное поле и разрушается, когда ток снова перестает менять направление. Разрушающееся магнитное поле первичной обмотки снова проходит через вторичную обмотку. Индуцируется ток в обратном направлении. Процесс наведения тока во вторичной обмотке происходит со скоростью 120 раз в секунду, создавая переменный ток.
Индуцируется ток в обратном направлении. Процесс наведения тока во вторичной обмотке происходит со скоростью 120 раз в секунду, создавая переменный ток.
Многослойный железный сердечник используется в качестве центра как для первичной, так и для вторичной обмоток. Его цель состоит в том, чтобы удерживать магнитное поле от блуждания слишком далеко от обмоток. Если первичная и вторичная обмотки отодвинуты друг от друга, величина тока, наведенного во вторичную обмотку, уменьшится, поскольку вторичную обмотку пересекает меньшая часть магнитного поля.
1910.254 — Дуговая сварка и резка.
- По стандартному номеру
- 1910.254 — Дуговая сварка и резка.
1910.254 (а)
Общий —
1910. 254(а)(1)
254(а)(1)
Выбор оборудования . Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
1910.254(а)(2)
Установка . Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
1910.254(а)(3)
Инструкция . Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
1910.254(б)
Применение оборудования для дуговой сварки —
1910. 254(б)(1)
254(б)(1)
Общий . Гарантия безопасности при проектировании достигается выбором оборудования, соответствующего требованиям к аппарату для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
1910.254(б)(2)
Условия окружающей среды .
1910.254(б)(2)(и)
Стандартные машины для дуговой сварки должны быть спроектированы и сконструированы так, чтобы выдерживать их номинальную нагрузку с номинальным повышением температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов ( 1005,8 м) и должны быть пригодны для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
1910.254(б)(2)(ii)
Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными среди этих условий являются:
1910.254(б)(2)(ii)(А)
Воздействие необычайно агрессивных паров.
1910.254(б)(2)(ii)(Б)
Воздействие пара или чрезмерной влажности.
1910.254(б)(2)(ii)(С)
Воздействие чрезмерного количества паров масла.
1910.254(б)(2)(ii)(D)
Воздействие горючих газов.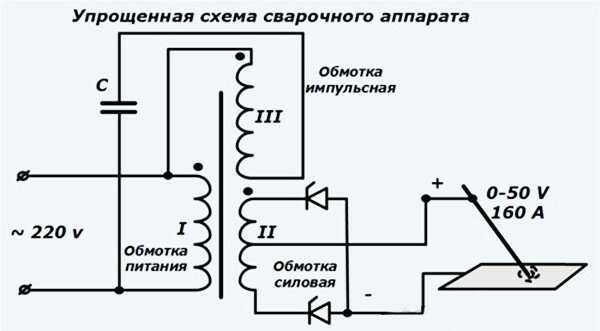
1910.254(б)(2)(ii)(Е)
Воздействие ненормальной вибрации или ударов.
1910.254(б)(2)(ii)(F)
Воздействие чрезмерного количества пыли.
1910.254(б)(2)(ii)(Г)
Воздействие погодных условий.
1910.254(б)(2)(ii)(Н)
Воздействие необычных условий на берегу моря или на борту корабля.
1910.254(б)(3)
Напряжение . Нельзя превышать следующие пределы:
1910.254(б)(3)(и)
Машины переменного тока
1910. 254(б)(3)(и)(А)
254(б)(3)(и)(А)
Ручная дуговая сварка и резка — 80 вольт.
1910.254(б)(3)(и)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)
Машины постоянного тока
1910.254(б)(3)(ii)(А)
Ручная дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(iii)
Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
1910.254(б)(3)(iv)
Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.
1910.254(б)(4)
Дизайн .
1910.254(б)(4)(и)
Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать ток ротора двигателя при остановке и может служить в качестве устройства защиты от перегрузки по току, если он снабжен числом перегрузок по току. единиц, как указано в подразделе S настоящей части.
1910.254(б)(4)(ii)
На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрыта, за исключением рабочих колес, рычагов или рукояток.
1910.254(б)(4)(iii)
Клеммы ввода питания, устройства переключения ответвлений и металлические части под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
1910.254(б)(4)(iv)
Выводы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена использованием: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита.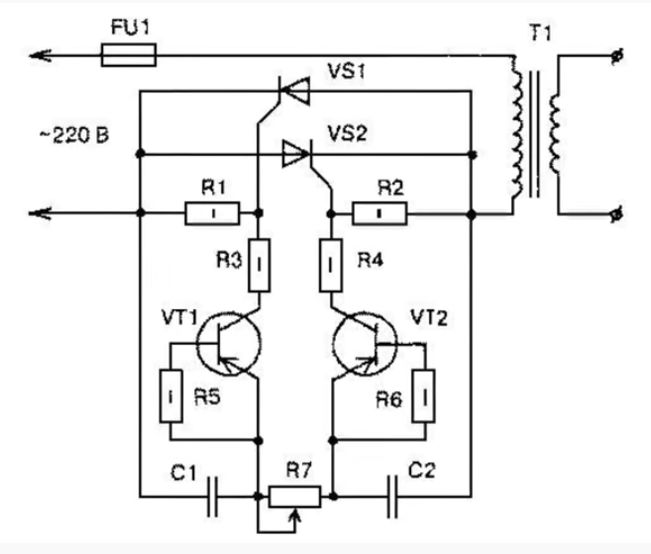 Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
1910.254(б)(4)(в)
Никакие соединения для переносных устройств управления, таких как кнопки, которые оператор должен иметь при себе, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
1910.254(б)(4)(vi)
Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт.
источник питания с напряжением более 80 вольт.
1910.254 (с)
Установка оборудования для дуговой сварки —
1910.254(с)(1)
Общий . Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
1910.254 (с) (2)
Заземление .
1910.254(с)(2)(и)
Рама или корпус сварочной машины (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части.
1910.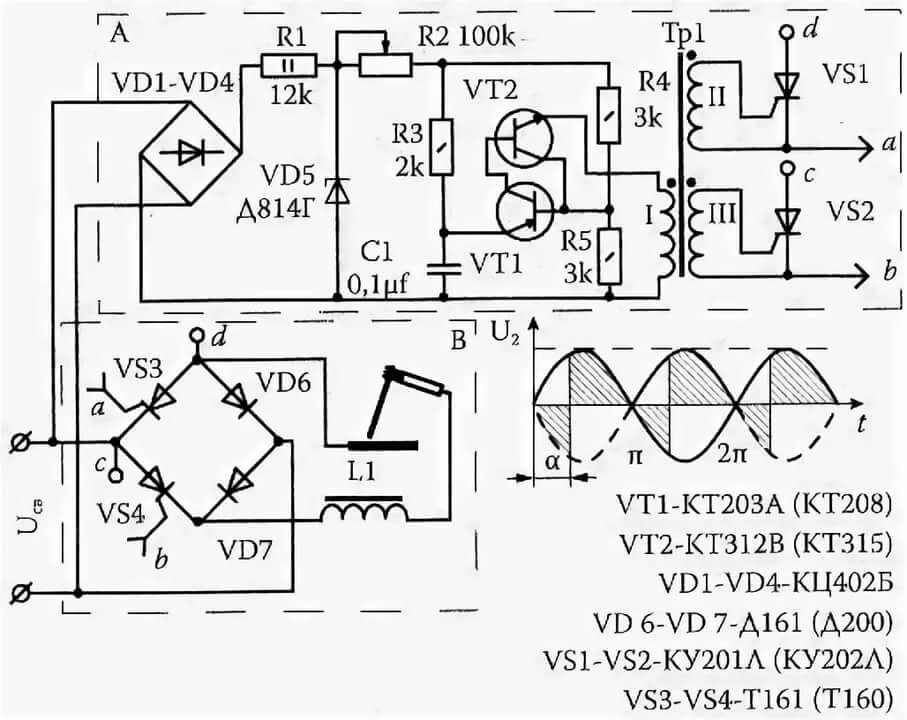 254(с)(2)(ii)
254(с)(2)(ii)
Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания рабочей цепи. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения с чеканкой и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
1910.254(с)(2)(iii)
Цепи, тросы, краны, подъемники и подъемники не должны использоваться для подачи сварочного тока.
1910.254(с)(2)(iv)
Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть проклеены или снабжены соответствующими токосъемными устройствами.
1910.254(с)(2)(в)
Все соединения заземления должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
1910.254(с)(3)
Соединения и провода питания .
1910.254(с)(3)(я)
На каждом сварочном аппарате или рядом с ним должен быть предусмотрен разъединитель или контроллер, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.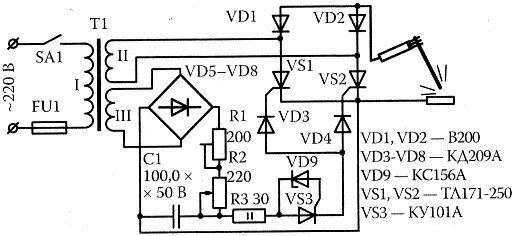
1910.254(с)(3)(ii)
Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
1910.254(с)(3)(iii)
Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводов может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
1910.254(с)(3)(iv)
При работах с участием нескольких сварщиков на одной конструкции, постоянный ток требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи. В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
1910.254(с)(3)(iv)(А)
Все постоянного тока машины должны быть подключены с одинаковой полярностью.
1910.254(с)(3)(iv)(В)
Все переменного тока машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
1910.254 (д)
Эксплуатация и техническое обслуживание —
1910.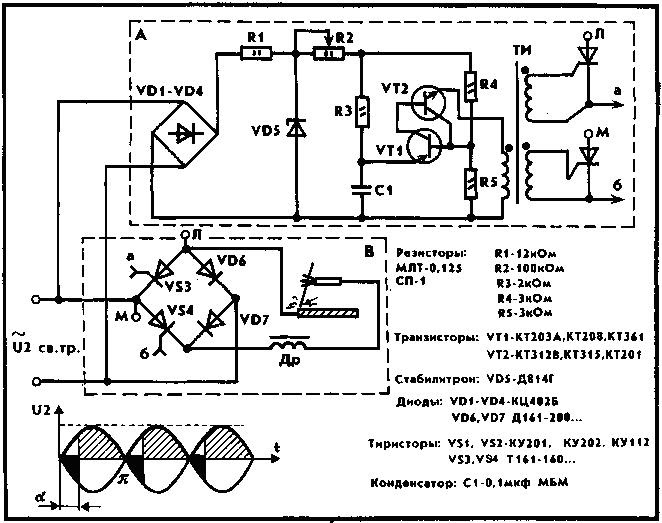 254(д)(1)
254(д)(1)
Общий . Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
1910.254(д)(2)
Крепление машины . Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции.
1910.254 (д) (3)
Заземление .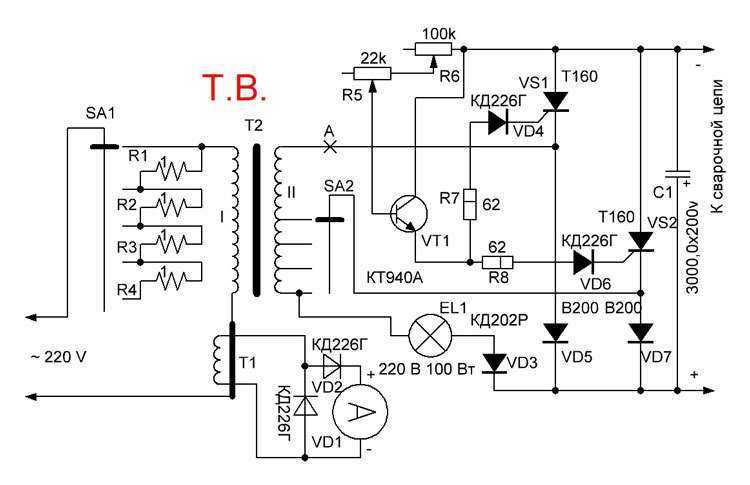 Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
1910.254(д)(4)
Утечки . Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
1910.254(д)(5)
Переключатели . Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
1910.254(д)(6)
Инструкции производителя . Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
1910. 254(д)(7)
254(д)(7)
Держатели электродов . Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
1910.254(д)(8)
Поражение электрическим током . Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
1910.254(д)(9)
Техническое обслуживание .
1910.254(д)(9)(я)
Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность.