
Пайка Микросхем в Домашних Условиях Без Фена Подготовка к работе
Если у вас обычный паяльник или паяльная станция, то для начала поставьте его прогреваться до нужной температуры. А в это время можно сходить намочить губку, а также подготовить обычные защитные очки и респиратор. Особенно если вы собираетесь использовать кислоту.
Далее разберем, как правильно паять паяльником по порядку, основные моменты и советы. Если вы всё ещё не знаете что нужно для пайки, то рекомендуем прочитать для начала ещё одну статью — что нужно для пайки.
Что вам потребуется кроме самого паяльника: губка, флюс (кислота или канифоль), проволока припоя, пассатижи (лучше 2, можно плоскогубцы), бокорезы. Жало лучше использовать в виде «лопатки» с широким наконечником, чтобы охватить большую площадь.
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Как паять паяльником, видео, фото инструкции Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Спрашивайте, я на связи!
Спрашивайте, я на связи!
Как припаять SMD простым паяльником
С чего начать пайку
Что же, практически все кто учится паять, начинают с этого. Вам потребуется сделать куб. Необходимо нарезать 12 абсолютно одинаковых отрезков медного провода, очистить от изоляции. Если используется канифоль, то надо наломать осколков из общей массы и выложить на отдельную крышечку.
Лучше всего использовать припой ПОС-61 либо ПОС-50, где цифра отражает процент содержания олова. Следует выставить температуру в районе 240-260 градусов на паяльной станции, чтобы припой не скатывался с жала, а оставался на нём в виде небольшой капельки. В случае обычного паяльника — просто ждать разогрев до покраснения жала и пробовать расплавить чуток оловянного сплава.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
Какое освещение Вы предпочитаете
ВстроенноеЛюстра
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
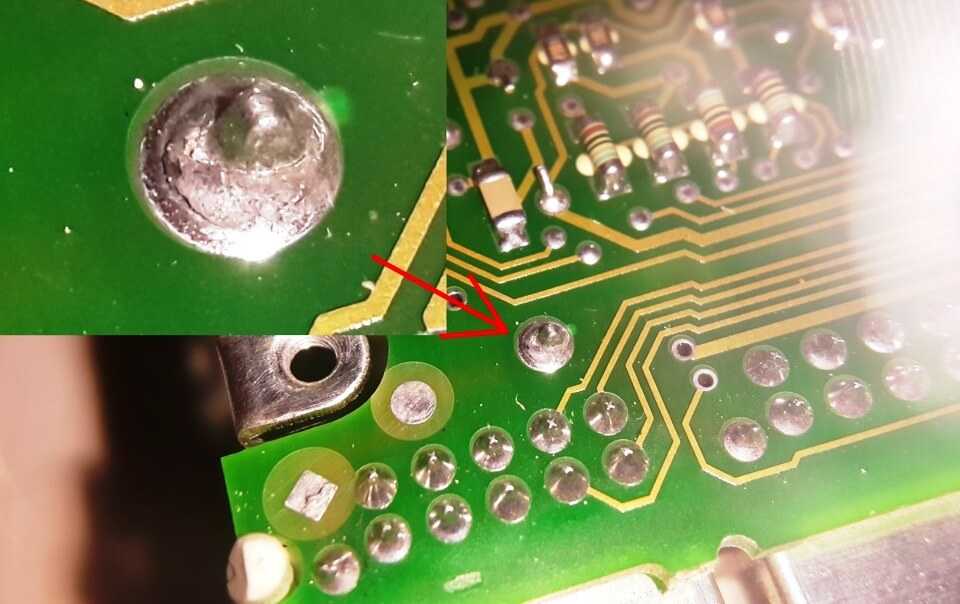
Как правильно паять микросхемы Перед началом работ запомните правильное расположение микросхемы ключ обведен красным должен располагаться возле скошенного угла квадрата. Спрашивайте, я на связи!
Как правильно паять паяльником: чем паять, технология пайки с канифолью
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки.
 После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру. - Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
 После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).

Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Подготовка к работе
Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.
Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Как паять: 90 фото инструкций, рекомендаций и советов для новичков
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Как правильно паять паяльником. Как научится? Порядок действий. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить влажной тряпкой, губкой. Спрашивайте, я на связи!
Как правильно паять паяльником: подготовка к работе, технология пайки
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.

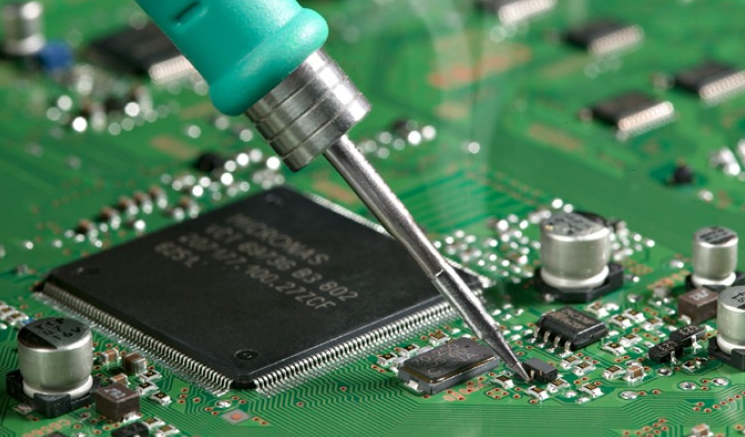
Пайка плат и микросхем
Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем.
Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.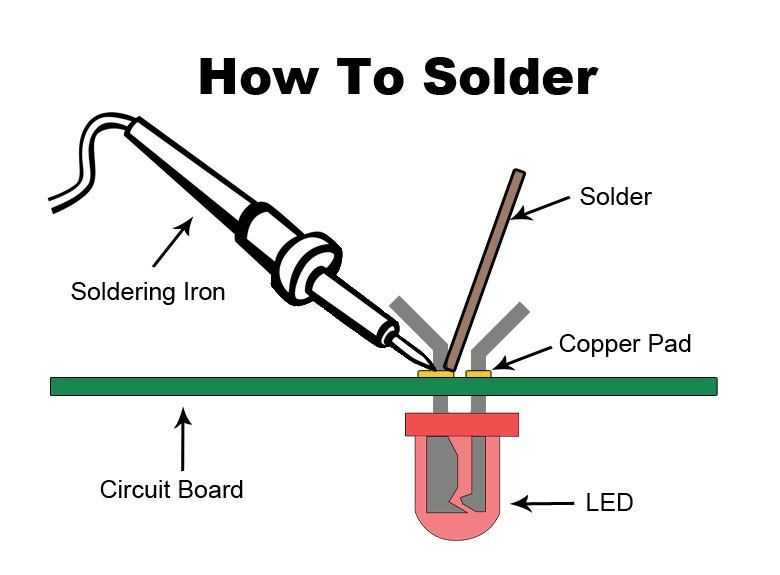
Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших — острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Выбор инструмента С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Спрашивайте, я на связи!
Спрашивайте, я на связи!
Подготовка паяльника к работе
Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.
Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.
Как правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий.
Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий.
Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их. Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.

После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра. Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева. Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку. Отличается повышенной пожароопасностью.
Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку. Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.

Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.

Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.

Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше. На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве. Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Две цифры после названия обозначают процентное содержание олова в сплаве. Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают. Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании. Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой. Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно. Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса. Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».

Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу. При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
как паять платы,контакты и светодиоды с проводами
Пайка является одним из самых действенных и простых способов соединения металлических материалов, проводов и деталей. Хоть и паяльные работы считаются несложными, понадобятся определенные знания и навыки. Самым распространенным видом пайки является работа, произведенная паяльником. Чтобы знать, как правильно паять паяльником с канифолью или другими видами флюсов, нужно немного углубиться в тему.
- Виды паяльников
- Припои и Флюсы
- Меры безопасности
- Залуживание жала
- Пайка проводников
- Работа с платой
- Индукционная пайка
- Частые ошибки
- Правильный уход
Виды паяльников
Существуют различные виды паяльников, которые отличаются по мощности.
- Электрические паяльники — самые распространенные, работают от электричества.
- Газовые — работают с помощью газовой горелки.
- Термовоздушные — прибегают к помощи воздушного потока.
- Индукционные паяльники — их работа основана на нагреве наконечника магнитным полем.

Одним из разновидностей этого инструмента также является паяльник для страз. Он считается одним из самых распространенных элементов при работе с термостразами. Технология использования этого средства очень проста — кладем страз на ткань и прикладываем паяльник сверху, клей проникает в ткань и надежно скрепляет их.
В повседневной жизни чаще всего применяются электрические паяльники, имеющие разную мощность для различных типов работ. Для пайки электронных элементов применяются паяльники мощность до 40 Вт, если у деталей толщина стенки не превышает 1 миллиметра, то у прибора мощность от 80 до 100 Вт. Для более толстостенных деталей используют паяльники мощностью свыше 100 Вт.
 youtube.com/embed/pqsZ6Ylf3SA»>
youtube.com/embed/pqsZ6Ylf3SA»> Припои и Флюсы
Прежде чем приступить к паяльным работам, нужно выбрать припои и флюсы. Для паяния электрическим элементом существуют различные виды припоя, которые бывают мягкими или твердыми. К мягким относятся оловянно-свинцовые сплавы, которые имеют низкую температуру плавления и не отличаются особой прочностью. Не рекомендуется их использовать, если температура при пайке будет превышать 100 градусов по Цельсию. К тугоплавким относят серебряные и медные сплавы. Они отлично подойдут для тех соединений, где будет только статическая нагрузка на материал, так как такие сплавы очень хрупки.
Флюсы отвечают за то, как будет паяться металл, и настолько прочным будет соединение. Его задача состоит в том, чтобы снять окисную пленку металла. В качестве флюсов используются: различные смеси канифоли, кислота. Смеси из канифоли обычно используются при пайке электроники, в то время как кислота применяется для соединения мелких проводов и небольших контактов.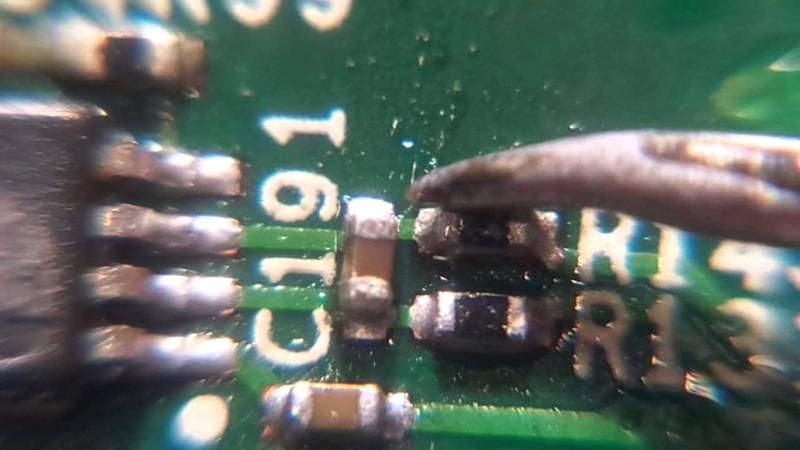
Меры безопасности
Организуйте рабочее место, оно должно быть светлое и обязательно проветриваемое, так как в процессе пайки выделяются вредные для здоровья газы. Еще рекомендуется надевать очки, чтобы защитить глаза от брызг расплавляемого металла или флюса.
Залуживание жала
Жало — это цилиндрический стержень, сделанный из меди. Его форму можно изменять в зависимости от типа работ. Например, его можно сплющить в виде наконечника отвертки. Такой вид заточки используется при пайке массивных деталей. Еще можно сточить жало в виде пирамиды, его следует применять при пайке мелких деталей.
Залуживание применяется на подготовительном этапе и подразумевает покрытие жала тонким слоем припоя для лучшего контакта с соединяемой поверхностью. Эта операция защитит жало от быстрого износа и коррозии.
Пайка проводников
Чтобы знать как припаять провод к контакту, нужно лишь немного попрактиковаться. Перед тем как непосредственно перейти к пайке, следует тщательно разогреть паяльный инструмент, при первом применении паяльник начинает дымить — это выжигается смазка, применяемая при его производстве. Ему нужно дать остыть, затем снова включить.
Перед тем как непосредственно перейти к пайке, следует тщательно разогреть паяльный инструмент, при первом применении паяльник начинает дымить — это выжигается смазка, применяемая при его производстве. Ему нужно дать остыть, затем снова включить.
Далее, первым делом надо зачистить изоляцию, она легко снимается кусачками в одно движение. Изоляцию в виде эмали, краски или тканевой обертки нужно сначала сжечь. Затем пройтись по проводам наждачной бумагой или прибегнуть к химическому способу — положить провод на таблетку аспирина и прогреть паяльником.
Следующим этапом нужно нанести немного флюса на провод, который вы собираетесь припаять, затем с помощью паяльника начать лужение. Сразу после этого необходимо соединить два конца провода, аккуратно нагреть место контакта до расплавления припоя и резко убрать паяльник, чтобы не перегреть детали.
В современных радиоэлектронных устройствах не предусмотрено проводов.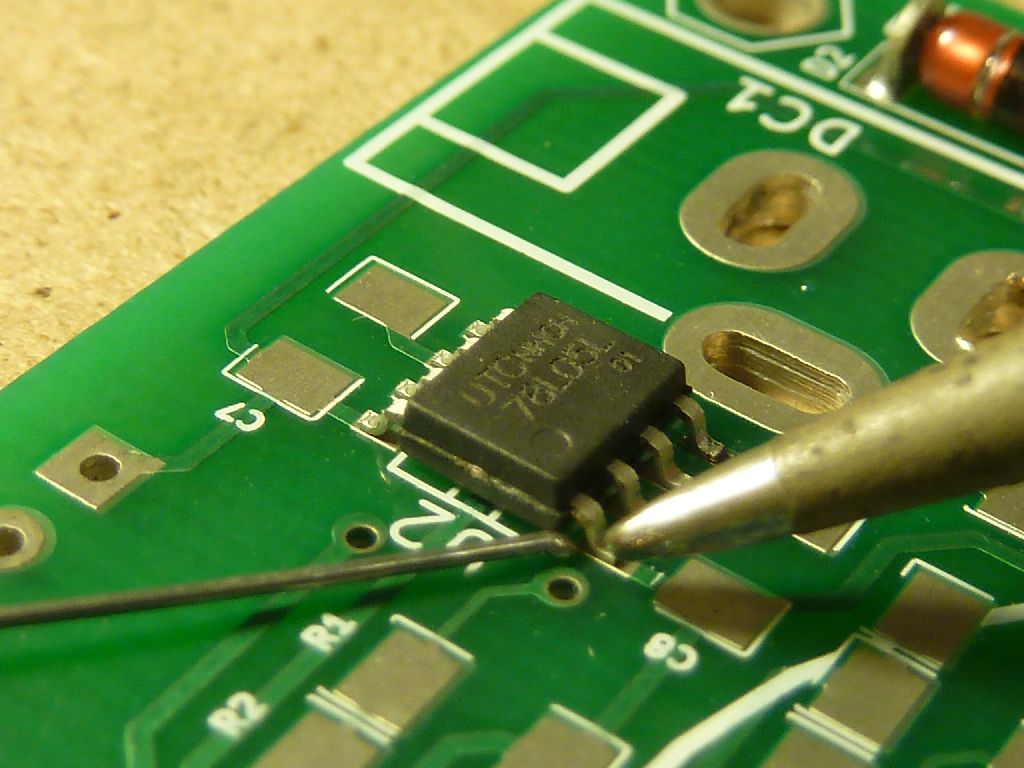 Соединение осуществляется за счет припаивания поверхности контактов. Для таких видов работ используют маломощный паяльник, мощностью 10−12 Вт. Перед применением для него можно изготовить несколько медных жал с разветвлениями. Они позволят использовать инструмент при работе со светодиодами и различными радиоэлементами.
Соединение осуществляется за счет припаивания поверхности контактов. Для таких видов работ используют маломощный паяльник, мощностью 10−12 Вт. Перед применением для него можно изготовить несколько медных жал с разветвлениями. Они позволят использовать инструмент при работе со светодиодами и различными радиоэлементами.
Работа с платой
Перед тем как припаять провод к плате, нужно совершить определенные действия:
- Вставить деталь в заранее приготовленное место.
- Разогретый паяльник поднести вместе с припоем к месту пайки.
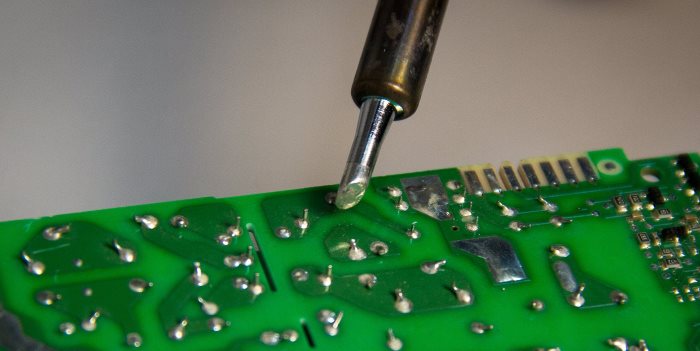
- Тонким слоем нанести припой на контакты платы и выводы детали.
- Быстро убрать паяльный инструмент.
Разогретое жало паяльника должно соприкасаться с платой и контактами одновременно. Отводим его только тогда, когда место пайки покроется тонким слоем припоя. Лишний припой можно удалить медным проводом, нужно лишь поднести его к месту пайки.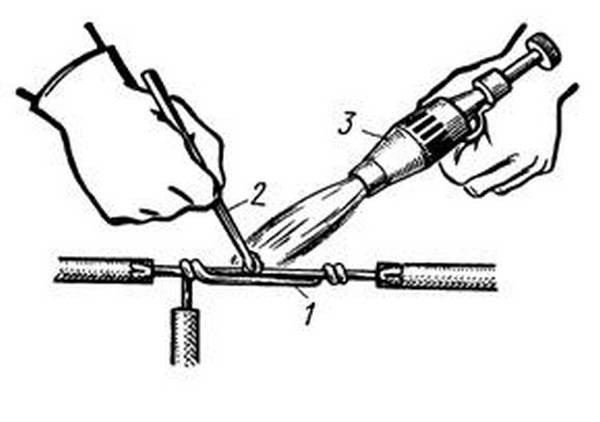
Индукционная пайка
Такой вид пайки широко применяется в промышленности и позволяет соединять различные токопроводящие металлы, такие как медь, сталь, алюминий, твердые сплавы и др. Во время операции происходит бесконтактный нагрев, за счет образования вихревых токов. Для защиты деталей от окисления индукционную пайку проводят с применением флюсов или в вакууме.
Частые ошибки
Типичные ошибки, совершаемые новичками:
- Непропай
- Перегрев
- Химическое разрушение
- Скатывание припоя
Непропай происходит из-за того, что паяльник был недостаточно прогрет, или спаиваемые материалы были слишком тугоплавкими, а паяльник имел слишком маленькую мощность.
Перегрев — прямая противоположность непропая. Основные причины перегрева: использование слишком мощного паяльного инструмента, слишком долгое его воздействие на место пайки.
Скатывание припоя происходит по той причине, что была плохо очищена поверхность соединяемых материалов. Окислительный слой на их поверхности не дает припою хорошо растечься, что приводит к плохому контакту спаиваемых компонентов.
Химическое разрушение появляется на месте пайки из-за неправильно подобранного флюса, и если не проведена промывка после пайки. Это приводит к коррозии и постепенному разрушению места пайки.
Правильный уход
Качественный паяльник — инструмент недешевый, и он, как и любой другой инструмент, требует тщательного ухода. Основные правила ухода за ним:
- Не рекомендуется включать паяльник со снятым жалом, так как это приводит к перегреву элемента и значительно сокращает срок службы инструмента
- Перед первым использованием нужно покрыть жало качественным флюсом и облудить его.
- После завершения работ необходимо тщательно чистить наконечник и облудить его, это поможет быстро разогреть инструмент при следующем использовании.
- На жало паяльного средства во время пайки нужно периодически наносить припой, так его наконечник прослужит вам дольше.
Как правильно паять паяльником медные и другие провода, радиоэлементы, микросхемы
Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Какие существуют припои
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Высокотемпературные или твёрдые. Их температура плавления больше 350°C, поэтому они не применяются при работе электропаяльниками.Предназначены для пайки медных сплавов, серебра, стали. Дают очень высокую прочность соединения.
- Высокотемпературные или твёрдые.
 Их температура плавления больше 350°C, поэтому они не применяются при работе электропаяльниками.Предназначены для пайки медных сплавов, серебра, стали. Дают очень высокую прочность соединения.
Их температура плавления больше 350°C, поэтому они не применяются при работе электропаяльниками.Предназначены для пайки медных сплавов, серебра, стали. Дают очень высокую прочность соединения.Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Разновидности флюсов для пайки радиодеталей
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные. Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные. Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
 Применяются в основном для соединения изделий из чёрных и цветных металлов.
Применяются в основном для соединения изделий из чёрных и цветных металлов.Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Подготавливаем главный инструмент к работе
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно. Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Все это не касается специальных необгораемых стержней. Их нельзя зачищать напильником. Мало того, нужно их никелированный блестящий слой бережно охранять от повреждений и царапин. Тем не менее такие паяльники также необходимо залуживать при работе. А вот для них эта процедура не так проста и требует сноровки.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.

Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.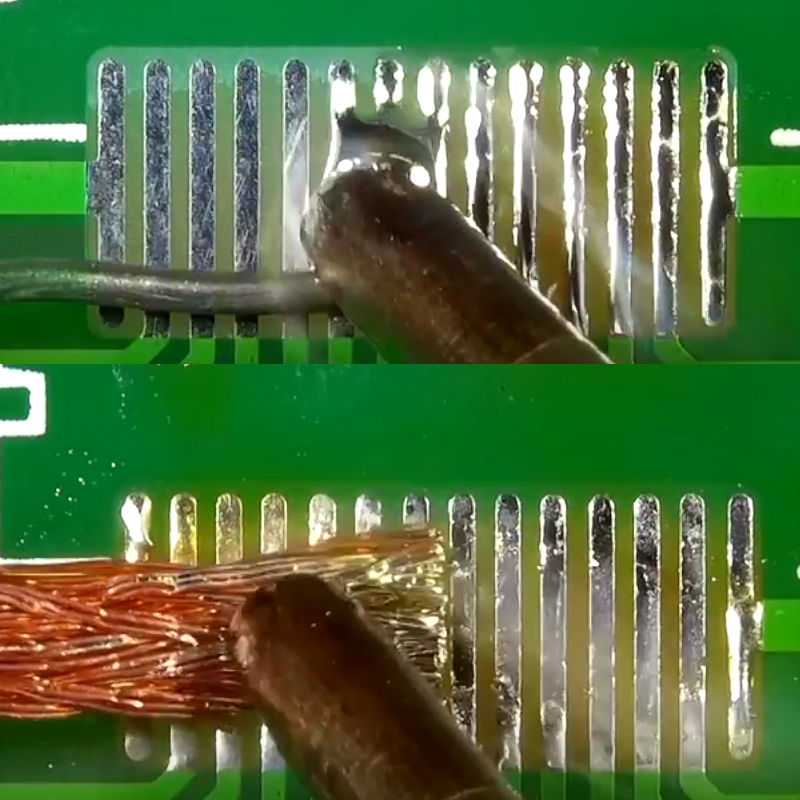
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
Выбор паяльника для пайки проводов — на что обратить внимание?
- Статья
- Видео
Одним из основных инструментов радиолюбителей, домашних мастеров и электриков является паяльник. Это изделие позволяет соединять отрезки светодиодных лент, выпаивать радиодетали из плат, ремонтировать электроприборы и делать еще кучу полезных действий. На сегодняшний день существует достаточно большой ассортимент моделей, различных по функциональности, принципу работы и комплектации. В этой статье мы расскажем читателям сайта Сам Электрик, как выбрать паяльник для пайки проводов и микросхем.
- Основные критерии выбора
- Тип нагревателя
- Мощность
- Дополнительные возможности
- Подводим итоги
Основные критерии выбора
Итак, сначала вкратце рассмотрим самые важные параметры, на которые стоит обращать внимание при покупке паяльника.
Тип нагревателя
В первую очередь приспособления делятся на электрические и газовые. Сначала поговорим о тех, которые работают на газу.
Газовый паяльник рекомендуется выбрать для пайки проводов в распределительных коробках. Он удобен тем, что работает в автономном режиме, без электричества, что актуально при электромонтажных работах. К тому же, такой прибор может использоваться как фен для термоусадки.
К недостаткам газовых устройств можно отнести сложность работы с микросхемами, а также тот факт, что при горении газа в атмосферу выбрасываются вредные для организма вещества, поэтому долго работать с таким приспособлением крайне опасно для здоровья.
Выбрать электрический паяльник целесообразно для пайки микросхем и тех же самых проводов, если нет проблем с электроснабжением. Электрические модели делятся на следующие типы:
- Спиральный. Самый дешевый, практичный и долговечный тип нагревателя. Недостаток — долго греется, но это не так важно, если вам нужно выбрать паяльник для дома.
- Керамический. Более дорогой и в то же время хрупкий (может перестать работать даже при небольшом ударе). Преимущество — быстро нагревается. Если для вас главной выбрать прибор такой, чтобы быстро и сильно нагревался, модель с керамическим нагревателем будет самым оптимальным решением.
- Импульсный. Еще один вариант исполнения, который способен быстро нагреваться. Импульсный паяльник лучше выбрать для пайки микросхем и для работы с печатными платами. Такой инструмент будет стоить дороже и используется в большей степени только для перечисленных работ.
Отдельно следует упомянуть о таком варианте исполнения, как паяльная станция. С ее помощью можно быстрее и качественнее осуществить пайку проводов и микросхем. Для радиолюбителей выбор паяльной станции будет самым оптимальным решением!
Мощность
Что касается выбора мощности электрического паяльника, то тут следует учитывать следующие рекомендации:
- мощность до 10 Вт может использоваться для пайки простейших микросхем;
- от 20 до 40 Вт — это оптимальная мощность для применения в бытовых условиях;
- выбрать модель на 60-100 Вт целесообразно, если вы собираетесь паять провода;
- свыше 100 Вт домашним мастерам не стоит использовать, т. к. у таких приспособлений своя специфическая сфера применения (пайка радиаторов, металлических деталей и и т.д.).
 к. у таких приспособлений своя специфическая сфера применения (пайка радиаторов, металлических деталей и и т.д.).
к. у таких приспособлений своя специфическая сфера применения (пайка радиаторов, металлических деталей и и т.д.).Дополнительные возможности
Также при выборе паяльника следует обратить внимание на такие моменты, как:
- Ручка должна быть хорошо защищена от перегрева. В этом случае деревянная ручка обладает самым лучшим показателем. Пластиковые ручки быстрее разогреваются, что мешает бесперебойной работе, а эбонитовые тяжелее аналогов, что также снижает удобство пользования, особенно при пайке микросхем.
- Жало должно быть медным, оно проще обрабатывается и к тому же легче чистится от нагара. Желательно чтобы в комплекте шел набор жал, различных по форме. Также хорошо, если есть возможность заменить жало или же отрегулировать его длину. Считается, что прямое жало самое удобное для работы, особенно новичкам.
- Сетевой шнур должен быть гибким, длинным и обязательно в двойной изоляции.
- Вилка для подключения к сети лучше, когда разборная. Вроде бы мелочь, но все же свидетельствует о качестве устройства и в то же время упрощает его ремонт.
- Обращайте внимание на комплектацию. Как правило, качественные паяльники снабжаются кейсом, подставкой для жала, губкой для очистки жала и т.д.
- Рекомендуем выбрать паяльник с терморегулятором, что позволит под собственные условия применения отрегулировать температуру нагрева жала.
- Функция постоянной поддержки температуры защитит устройство от перегорания.

Это и все советы, которые мы хотели вам предоставить. Как вы видите, существует множество нюансов, на которые нужно обращать внимание при выборе паяльника для дома.
Подводим итоги
Итак, вы изучили основные критерии, по которым осуществляется выбор инструмента для пайки проводов и микросхем. Теперь еще раз вкратце подведем итоги, чтобы закрепить изученное:
- Для печатных плат и микросхем лучше выбрать импульсный паяльник либо спиральный, но мощностью не более 30 Вт.
- Для соединения проводов и остальных электромонтажных работ подойдет газовая модель либо электрическая, мощностью от 60 до 100 Вт.
- Чтобы паять металлические детали нужен мощный аппарат (от 100 Вт и более).

Также рекомендуем просмотреть полезное видео по теме:
Вот мы и разобрались, как выбрать паяльник для пайки проводов и микросхем. Надеемся, предоставленная инструкция помогла вам в выборе подходящего инструмента для домашнего использования!
Наверняка вы не знаете:
- Как правильно паять провода
- Как сделать паяльник своими руками
- Как выпаивать радиодетали из плат
Опубликовано 21.10.2016 Обновлено 02.10.2017 Пользователем Александр (администратор)
устройство, виды и советы по выбору профессионального устройства для пайки плат
В электронике применяется много разных видов микросхем.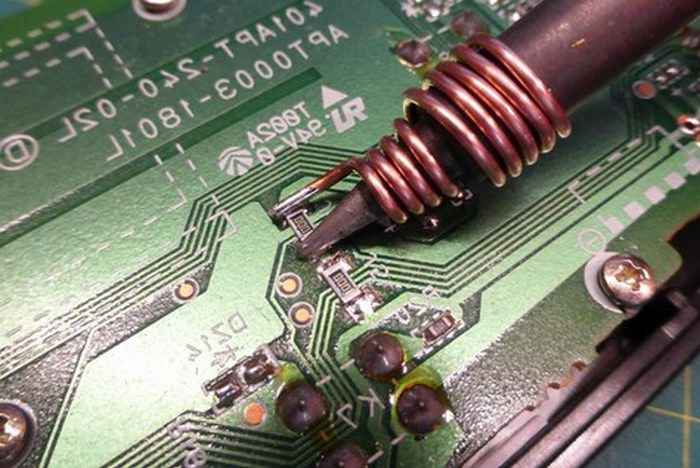 Они отличаются способом исполнения, строением корпуса, максимальными рабочими температурами, количеством ножек, их распиновкой, значениями напряжений и токов, с которыми они работают. Кроме того, есть различия и в способах их посадки на плату.
Они отличаются способом исполнения, строением корпуса, максимальными рабочими температурами, количеством ножек, их распиновкой, значениями напряжений и токов, с которыми они работают. Кроме того, есть различия и в способах их посадки на плату.
Инструменты, которые можно использовать для работы с микросхемами, тоже бывают разными. В принципе, какой паяльник лучше выбрать для микросхемы, зависит именно от посадки — сквозная она или планарная. Но совсем не последнюю роль в выборе того, что применять для её демонтажа с платы, играет количество ножек и их размер. В некоторых случаях применяется простой бытовой паяльник, а в некоторых нужен паяльный фен. Разберёмся в этом подробнее.
Содержание статьи
Паяльники для электротехнических работ
Самое простое и наверняка имеющееся у многих радиолюбителей устройство для проведения ремонтов техники разной сложности или создания собственных уникальных устройств под какие-либо конкретные нужды. Паяльники имеют несколько важных характеристик, ориентирование в которых поможет выбрать то, что подойдёт для выполнения поставленных задач. Это материал, из которого изготовлен нагревательный элемент, и мощность работы. Первый показатель поможет выбрать самое энергоэффективное устройство, позволяющее при минимально поданном напряжении достичь желаемой температуры жала. Второй — предназначен для выбора наиболее подходящего устройства под конкретный спектр задач.
Паяльники имеют несколько важных характеристик, ориентирование в которых поможет выбрать то, что подойдёт для выполнения поставленных задач. Это материал, из которого изготовлен нагревательный элемент, и мощность работы. Первый показатель поможет выбрать самое энергоэффективное устройство, позволяющее при минимально поданном напряжении достичь желаемой температуры жала. Второй — предназначен для выбора наиболее подходящего устройства под конкретный спектр задач.
По материалу нагревательного элемента среди паяльников, доступных в продаже, выделяют две группы:
- Спиральные — очень надёжные и долговечные, жила изготовлена из керамического стержня, на который намотана тугими витками проволока. Таким образом обеспечивается наилучшая сохранность стержня и хорошая передача тепла жалу. Единственный недостаток таких паяльников — их медленный нагрев и такое же неспешное остывание, что может осложнить некоторые технологические процессы, связанные с надобностью сменить жало с тонкого на более толстое и наоборот.
- Керамические — в основе лежит такой же стержень, но уже не армированный снаружи спиралью. Имеет очень хорошую теплопередачу, вследствие чего разогревается и остывает очень быстро. Недостаток кроется как раз в отсутствии поддерживающей конструкции — из-за частых циклов нагрева и охлаждения стержень может треснуть или даже сломаться. Рекомендуется соблюдать повышенные меры предосторожности с керамическими паяльниками.

По мощности паяльники имеют очень большой разброс, так как применяются они не только в радиотехнических работах, но и в ремонте крупных бытовых приборов и кухонной утвари:
- До 10 ватт — для работы со сверхчувствительными радиоэлектронными деталями и микропайки. Такая низкая мощность может уберечь от досадных ситуаций вроде повреждения дорожек платы в результате перегрева, порчи элементов цепи и даже неприятных спецэффектов — взрывов конденсаторов или транзисторов. Таким паяльникам вполне достаточно питания в 5−12 вольт, что делает их довольно практичными для домашнего использования, ведь они могут питаться даже от аккумулятора или батареи. Низкая стоимость и маленький компактный размер тоже говорят в пользу их выбора.
- 10−60 ватт. Самые распространённые из всех, имеют поразительную универсальность и покрывают самый широкий спектр задач, выполняемых на дому. Компактность и возможность работы от розетки делает их оптимальными профессиональными инструментами для покупки.
- 60−100 ватт — часто встречаются на автосервисах благодаря тому, что способны работать с кабелями, имеющими большую толщину жилы. Конструкция далеко не миниатюрная, могут идти в комплекте с собственным трансформаторным блоком питания. Для решения бытовых задач подходят слабо, так как применяются для ремонта крупногабаритной техники и электрических устройств.
- От 100 ватт — подходят для ремонта кухонной утвари (кастрюль с повреждённым в результате перегрева дном, например), батарей отопления, труб и других изделий с большой толщиной сечения. Такие паяльники могут иметь собственный инвертор для регулировки мощности и в некоторых случаях требуют наличия дополнительного заземляющего контура.
 Таким паяльникам вполне достаточно питания в 5−12 вольт, что делает их довольно практичными для домашнего использования, ведь они могут питаться даже от аккумулятора или батареи. Низкая стоимость и маленький компактный размер тоже говорят в пользу их выбора.
Таким паяльникам вполне достаточно питания в 5−12 вольт, что делает их довольно практичными для домашнего использования, ведь они могут питаться даже от аккумулятора или батареи. Низкая стоимость и маленький компактный размер тоже говорят в пользу их выбора. Такие паяльники могут иметь собственный инвертор для регулировки мощности и в некоторых случаях требуют наличия дополнительного заземляющего контура.
Такие паяльники могут иметь собственный инвертор для регулировки мощности и в некоторых случаях требуют наличия дополнительного заземляющего контура.В общем, зная свои задачи и степень обеспеченности, вы будете знать, как выбрать хороший паяльник.
Как устроен прибор для пайки
В зависимости от типа у паяльника для электроники может быть множество дополнительных деталей, комплектующих и расходных элементов. Само же устройство паяльника довольно простое. Он состоит из таких частей:
- Стержня, в основном выполненного из меди, так как этот металл обеспечивает достаточно быструю доставку тепла от нагревательного элемента до жала и поддерживает температуру на протяжении всей работы.
- Жало — рабочий наконечник. Им выполняется работа, плавится припой на плате и подчищаются его остатки после выполнения задачи. В большинстве паяльников жала съёмные и их существует множество разновидностей под конкретные задачи специалиста.
- Нагревательный элемент — в него вставляется медный стержень, может быть как просто керамическим (или выполнен из слюды), так и со спиралью из нихромовой нити снаружи.
- Ручка или держатель — инструмент безопасности, выполняется из пластика, не проводит тепло и служит для предотвращения возможных ожогов пальцев.

Другие виды паяльников, например, индукционные, устроены по совершенно другому принципу — с использованием магнитной катушки и ферромагнитного наконечника. Но поскольку нагрев детали происходит при контакте и пропускании токов высокой частоты через деталь, для пайки элементов печатных плат такие устройства не подходят вообще.
Самостоятельное изготовление устройства
Понятно, что изготовить, например, стоваттный или даже более мощный паяльник в домашних условиях сложно. Но вот простой, бытовой инструмент для несложных задач и быстрых ремонтов — вполне реально. Он должен отвечать примерно таким требованиям:
Он должен отвечать примерно таким требованиям:
- Иметь рабочую температуру жала не менее 270−300 градусов Цельсия. Это необходимо для лёгкого расплавления популярных марок припоя. ПОС-61, например, плавится при температуре, близкой к 200 градусам.
- Обеспечивать стабильный нагрев, чтобы избегать возможных падений температуры из-за большой длины устройства в результате значительных потерь тепла.
Для изготовления простейшего двухваттного паяльника из резистора своими руками необходимо несколько деталей:
- Сам резистор. Можно использовать марку МЛТ-2 с номиналом до 27 Ом для работы с напряжением 12 вольт или 51 Ом для вдвое большего напряжения.
- Мощный аккумулятор, выступающий в качестве источника тока для нагревательного элемента.
- Деревянная пластина, которая будет использоваться в качестве ручки.
- Два изолированных провода небольшой толщины.
Жалом паяльника в этом случае будет выступать один из выводов резистора.
Резистор необходимо надёжно прикрепить к ручке (с помощью скрученного проводка, например, или посадить на термостойкий клей). Два провода — к выводам резистора с одной стороны и к полюсам аккумулятора с другой. Паяльник маленьких деталей с мощностью в 2−3 ватта готов.
Работа с микросхемами разных типов
Для выпаивания радиоэлектронных компонентов с печатных плат необходимо, кроме паяльника, иметь флюс и припой. Нелишним будет и наличие жидкости, способной растворять флюсы, чтобы использовать её для отмывки плат после работы. Кроме того, необходимо подготовить несколько дополнительных инструментов:
- Пинцеты с антистатическим покрытием — для съёма деталей планарного типа с платы. Покрытие обеспечивает защиту от выхода микросхемы из строя вследствие прохождения сквозь неё статических токов.
- Оплётка — косичка из тонкой медной проволоки, позволяющая легко убирать припой с посадочных мест.
- Отсос для припоя — пригодится для очистки отверстий под ножки детали от затёкшего металла.
- Микроскоп или лупа — для осмотра посадочного места на предмет выдранных или повреждённых жалом (перебитых) дорожек печатных плат.

Стоит отметить, что микросхемы планарного типа, имеющие ножки по всему своему периметру, выпаиваются из платы с помощью паяльника очень непросто. Для таких деталей — например, звуковых или сетевых контроллеров материнских плат компьютеров, тактовых генераторов или мультиконтроллеров питания лучше применять паяльный фен.
Пайка сквозных микросхем
Здесь всё довольно просто — смазываем флюсом выглядывающие с другой стороны платы ножки детали, разогреваем паяльник, набираем жалом немного припоя и начинаем водить жалом по ним. Сначала по одной стороне, потом по другой. Можно для удаления фиксирующего припоя пользоваться оплёткой или отсосом. Когда микросхема выпаяна, следует осмотреть отверстия под её контакты с помощью лупы или микроскопа на предмет вылетевших гильз, затёкшего внутрь припоя или повреждённого текстолита.
Когда микросхема выпаяна, следует осмотреть отверстия под её контакты с помощью лупы или микроскопа на предмет вылетевших гильз, затёкшего внутрь припоя или повреждённого текстолита.
После этого, если обнаружены отверстия, залитые припоем, следует очистить их отсосом. Для этого иногда используют иглу от шприца с зашлифованным остриём, но такой метод нужно применять с осторожностью — можно повредить дорожки и межслойную структуру платы.
За очисткой отверстий следует установка детали обратно — той же, если диагностика показала её работоспособность, или аналога в случае её неисправности. Сделать это намного легче — нужно, соблюдая обозначенное на плате положение ключа (в основном это стрелка в углу или точное изображение детали с обозначенной выемкой) вставить ножки в отверстия и запаять. Для этого паяльник лудится, набирает на жало припой, дотрагивается им до каждой ножки. Силы диффузии и взаимного притяжения молекул расплавленного металла позволяют припою растечься равномерно почти самостоятельно. Если после остывания заметны микротрещины или «канавки», нанесение припоя придётся повторить.
Если после остывания заметны микротрещины или «канавки», нанесение припоя придётся повторить.
Планарные микросхемы с двумя рядами ножек
Такие детали ещё можно выпаивать паяльником, особенно если выводов с каждой стороны три — четыре. Для этого следует подготовить все упомянутые инструменты и выполнить работу таким образом:
- Нанести флюс на ножки микросхемы.
- Разогреть паяльник, зачерпнуть им припой и прогреть ножки с одной стороны детали до смешивания металла.
- Пинцетом поддеть и приподнять один край микросхемы.
- Повторить операции с другим краем.
Запаивать назад нужно будет после снятия лишнего припоя с посадочных контактных мест на плате и выравнивания их. Для посадки достаточно припаять точно одну ножку, а потом провести паяльником с обеих сторон.
Безопасность при выполнении работ
Для избежания травм при работе с расплавленными металлами, раскалёнными приборами и токсичными веществами, которые содержатся в припоях, необходимо соблюдать все меры предосторожности.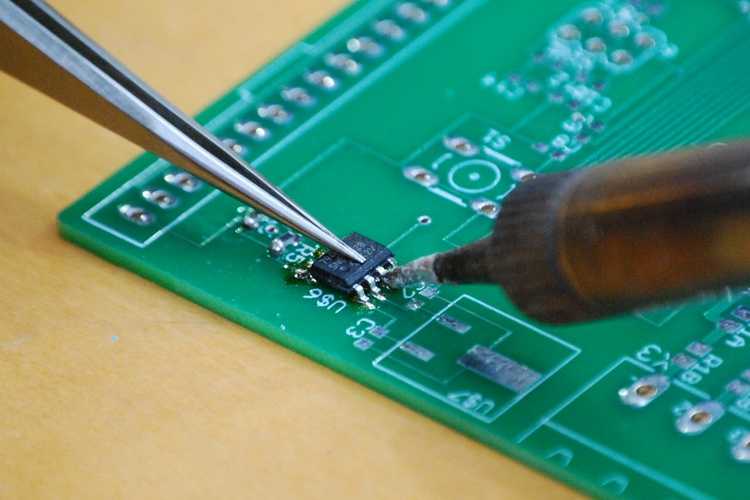 Работы проводить в хлопчатобумажных халатах и защитных очках, не дотрагиваться до рабочей части паяльника и только что прогретых частей плат голыми пальцами, носить антистатические браслеты, помогающие снизить риск вывода из строя ремонтируемой техники разрядом статики.
Работы проводить в хлопчатобумажных халатах и защитных очках, не дотрагиваться до рабочей части паяльника и только что прогретых частей плат голыми пальцами, носить антистатические браслеты, помогающие снизить риск вывода из строя ремонтируемой техники разрядом статики.
Чтобы максимально снизить попадание токсичных веществ в лёгкие и кровь, следует работать в помещениях с достаточной вентиляцией и оборудованных мощными вытяжками. При использовании вытяжек следует обеспечить свободный приток свежего воздуха в помещение через открытую дверь или окно.
В случае попадания раскалённого металла на кожу, необходимо немедленно его удалить, а ожог обработать раствором изопропилового спирта или мазью против ожогов. Если припой попал в глаз, потерпевшего как можно быстрее необходимо доставить в больницу.
Как выбрать паяльник для пайки проводов и микросхем
Одним из основных инструментов радиолюбителей, домашних мастеров и электриков является паяльник. Это изделие позволяет соединять отрезки светодиодных лент, паять радиодетали из плат, ремонтировать электроприборы и делать кучу полезных дел. На сегодняшний день существует достаточно большой ассортимент моделей, отличающихся функциональностью, принципом работы и настройкой. В этой статье мы расскажем читателям сайта Электроэксперт, как выбрать паяльник для пайки проводов и микросхем.
Это изделие позволяет соединять отрезки светодиодных лент, паять радиодетали из плат, ремонтировать электроприборы и делать кучу полезных дел. На сегодняшний день существует достаточно большой ассортимент моделей, отличающихся функциональностью, принципом работы и настройкой. В этой статье мы расскажем читателям сайта Электроэксперт, как выбрать паяльник для пайки проводов и микросхем.
- Ключевые критерии выбора
- Тип нагревателя
- Мощность
- Дополнительные функции
- Подводя итоги
Ключевые критерии выбора
Итак, для начала кратко рассмотрим наиболее важные параметры, на которые стоит обратить внимание при покупке паяльника.
Тип нагревателя
В первую очередь приборы делятся на электрические и газовые. Сначала поговорим о тех, что работают на газу.
Для пайки проводов в распределительных коробках рекомендуется газовый паяльник. Удобен тем, что работает в автономном режиме, без электричества, что немаловажно при электромонтажных работах.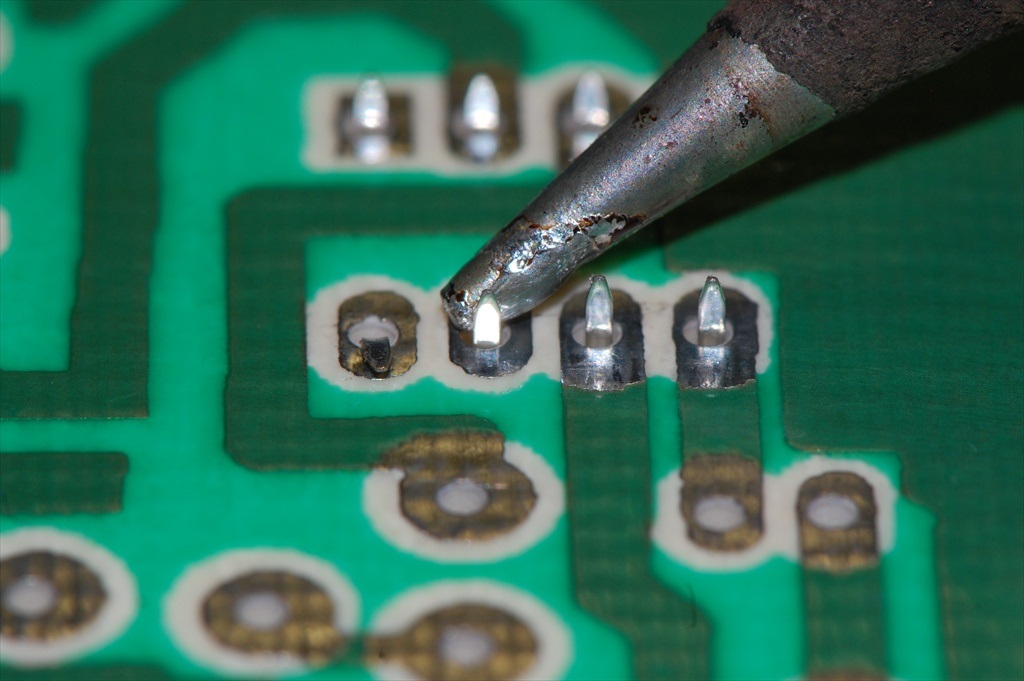 Кроме того, такое устройство можно использовать в качестве термоусадочной сушки.
Кроме того, такое устройство можно использовать в качестве термоусадочной сушки.
К недостаткам газовых приборов можно отнести сложность работы с микросхемами, а также то, что при сжигании газа в атмосферу выделяются вредные для организма вещества, поэтому работа с таким устройством длительное время невозможна крайне опасен для здоровья.
Электропаяльник желательно выбирать для пайки микросхем и тех же проводов, если нет проблем с блоком питания. Электрические модели делятся на следующие виды:
- Спираль. Самый дешевый, практичный и долговечный тип утеплителя. Недостаток в том, что он долго греется, но это не так важно, если вам нужно выбрать паяльник для дома.
- Керамика. Более дорогой и хрупкий одновременно (может выйти из строя даже при небольшом ударе). Преимущество — быстро нагревается. Если для вас главное подобрать прибор, чтобы он быстро и сильно нагревался, модель с керамическим ТЭНом будет самым оптимальным решением.
- Импульс. Еще один вариант, способный быстро нагреваться. Импульсный паяльник лучше выбирать для пайки микросхем и для работы с печатными платами. Такой инструмент будет стоить дороже и используется в большей степени только для перечисленных работ.
Отдельно следует упомянуть о таком варианте исполнения, как паяльная станция. С его помощью можно быстрее и качественнее паять провода и микросхемы. Для радиолюбителей лучшим решением будет подбор паяльной станции!
Мощность
Что касается выбора мощности электропаяльника, то следует учитывать следующие рекомендации:
- мощность до 10 Вт можно использовать для пайки простых микросхем;
- от 20 до 40 Вт – это оптимальная мощность для бытового использования;
- выбирать модель на 60-100 ватт целесообразно, если вы собираетесь паять провода;
- свыше 100 Вт домашним мастерам использовать не стоит, т.к. такие устройства имеют свою специфическую сферу применения (пайка радиаторов, металлических деталей и т. п.).
Дополнительные возможности
Также при выборе паяльника следует обратить внимание на такие моменты как:
- Ручка должна быть хорошо защищена от перегрева. В этом случае деревянная ручка имеет наилучшие характеристики. Пластиковые ручки быстрее нагреваются, что мешает плавной работе, а резиновые тяжелее аналогов, что также снижает удобство использования, особенно при пайке микросхем.
- Жало должно быть медным, оно легче обрабатывается и также легче очищается от нагара. Желательно, чтобы в комплекте шел набор насадок, разных по форме. Также хорошо, если есть возможность заменить жало или отрегулировать его длину. Считается, что прямое жало наиболее удобно для работы, особенно для новичков.
- Шнур питания должен быть гибким, длинным и всегда иметь двойную изоляцию.
- Вилка для подключения к сети лучше разборная. Вроде бы мелочь, но все же свидетельствует о качестве устройства и в то же время упрощает его ремонт.
- Обратите внимание на снаряжение. Как правило, качественные паяльники комплектуются футляром, подставкой для жала, губкой для очистки жала и т. д.
- Мы рекомендуем выбирать паяльник с терморегулятором, который позволит вам настроить температуру нагрева жала для ваших собственных условий применения.
- Функция поддержания постоянной температуры защищает устройство от выгорания.
Это все советы, которые мы хотели вам дать. Как видите, есть много нюансов, на которые нужно обратить внимание при выборе паяльника для дома.
Подведем итоги
Итак, основные критерии, по которым выбирается инструмент для пайки проводов и микросхем, вы изучили. Теперь давайте снова кратко подытожим, чтобы закрепить то, что мы узнали:
- Для печатных плат и микросхем лучше выбрать импульсный паяльник или спираль, но мощностью не более 30 Вт.
- Для подключения проводов и других электромонтажных работ подойдет газовая модель или электрическая модель мощностью от 60 до 100 Вт.
- Для пайки металлических деталей нужен мощный аппарат (от 100 Вт и выше).
Также рекомендуем посмотреть полезное видео по теме:
Вот мы и разобрались, как выбрать паяльник для пайки проводов и микросхем. Надеемся, что предоставленная инструкция помогла вам в выборе подходящего средства для домашнего использования!
Наверняка вы не знаете:
- Как паять провода
- Как сделать паяльник своими руками
- Как паять радиодетали из плат
Опубликовано: Обновлено: 02.10.2017 2 комментария
Ремонтник в перчатках паяет материнскую плату компьютерного устройства в мастерской.
— Стоковый видеоролик © Alexeg84 #300815430 Ремонтник в перчатках паяет материнскую плату компьютерного устройства в мастерской. — Стоковый видеоролик © Alexeg84 #300815430Изображения
ВидеоРедактированиеМузыка и звуковые эффекты
Инструменты
Предприятие
Цены
Все изображения
ВойтиРегистрация
Чтобы загрузить это видео,
уже есть аккаунт2 создать аккаунт? Войти Нажимая Зарегистрироваться, вы принимаете Depositphotos
Пользовательское соглашение
Техник-инженер в мастерской. Ремонтник в перчатках паяет плату электронного устройства на столе крупным планом. Он берет паяльником олово и кладет его на микросхему, замедленная съемка — Видео от Alexeg84
- Find Similar Videos
- 300815430
- AuthorAlexeg84
- Length: 00:34Aspect Ratio: 16:9
- 4. 5
New
Full HD and 4K videos starting from $9.56See Video Plans
See Video Plans
Похожие лицензионные видеоролики:
Человек чинит разбившийся беспилотник с паяльником. Следящий выстрел. 4KMan чинит упавший дрон с помощью паяльника. Следящий выстрел. 4KПроцесс ремонта компьютера. Крупный план Сборка смартфона в ремонтной мастерской. Соедините провода и шлейф на плате, а затем вкрутите винт. Сервисное обслуживание мобильных телефоновИнженер-техник в мастерской. Ремонтник в перчатках паяет плату электронного устройства на столе крупным планом. Берет олово паяльником и кладет на микросхему, замедленная съемка пайки паяльных площадок на приборе, пользуется пистолетом-отсосом в сервисном центре. Мастерские по ремонту электроники. Крупный план рук. 4KMan работает с компьютером. Крупный план пайки печатной платы паяльником. Процесс ремонта компьютера. Крупный планРуки мастера в сервисном центре по ремонту компьютеров завинчивают винт отверткой на печатной плате. Ремонт компьютера. Концепция компьютерного оборудования, ремонта, обновления и технологииЧеловек работает с компьютером. Крупный план рук смывает грязь с материнской платы, используя воду под краном. Может использоваться как неблагоприятная реклама для компьютерных магазинов и услуг по электронной системе. Мастер ремонт электротехники видеомагнитофонов Ремонт электроники чистка цепи после удаления сломанной микросхемы на специальной подставке нагревателя. Мастер использования паяльника для очистки. Съемка через макрообъектив.Эта же серия:
Мужской мастер пайки микросхемы смартфона в службе ремонта компьютеров и электроники. Только руки ремонтника в сцене, неузнаваемый человек. Ремонт электроники удалить сломанный микрочип из цепи на специальной подставке нагревателя в компьютеры и обслуживание электроники. Микросхема дымит и бурлит. Съемка через макрообъективЗамена процессора видеокарты в чипсете компьютера. Нагревает и снимает процессор с материнской платы в паяльной станции, вид крупным планом. Сервисный центр по ремонту и обслуживанию электроники. Нагрев микросхемы при ремонте деталей компьютера. Снятие и установка видеочипа на материнской плате в паяльной станции, вид крупным планом. Профессиональный сервисный центр по ремонту электроники. Сервисный центр по ремонту и обслуживанию электроники. Очистка чипсета после пайки расплавлением обрезков на плате. Ремонтник паяет микрочип, удаляя остатки после него, руки крупным планом. Процесс ремонта мобильного телефона. Мастер пайки микрочипа для мобильного телефона и использования шприца с канифолью. Ремонт мобильного телефона в мастерской, руки крупным планом. Профессиональный ремонтник откручивает болты на смартфоне для ремонта с помощью отвертки на рабочем месте. Сервисный центр по ремонту и техническому обслуживанию электроники. Ремонт электроники, чистка цепи после удаления сломанной микросхемы на специальной подставке для нагревателя. Мастер использования паяльника для очистки. Съемка через макрообъектив. Сервисный центр по ремонту и обслуживанию электроники. Профессиональный инженер-электронщик снимает камеру с чипсета мобильного телефона в мастерской, использует специальный инструмент, руки крупным планом. Ремонтник ремонтирует смартфон. Процесс окисления и коррозии микросхемы мобильного телефона в случае попадания воды. Съемка через макрообъектив, людей нет. Процесс окисления и коррозии микросхемы мобильного телефона в случае попадания воды. Цепь выстрела и мигающий светодиод камеры. Съемка через макрообъектив, людей нет. Процесс окисления и коррозии микросхемы мобильного телефона в случае попадания воды. Съемка через макрообъектив, людей нет. Ремонт и диагностика поломок компьютерного моноблока в профессиональном сервисном центре. Электронный техник отсоединяет оперативную память от моноблока в ремонтной мастерской, отсоединяет провода, руки крупным планом.Usage Information
Вы можете использовать это бесплатное видео «Мастер в перчатках паяет материнскую плату компьютерного устройства в мастерской.» для личных и коммерческих целей в соответствии со Стандартной лицензией. Стандартная лицензия охватывает большинство вариантов использования, включая рекламу и дизайн пользовательского интерфейса на веб-сайтах и в приложениях.
Вы можете купить этот видеоматериал и скачать его в высоком разрешении до 1920×1080.
Depositphotos
Язык
Информация
- Часто задаваемые вопросы
- Все документы
- Доступны на
- , доступные на
- Bird in Flight -Photo Magazine
Связывание и поддержка
- +90-850-390-213444
- Контакты
- Depositphotos Отзывы
© 2009-2023. Depositphotos, Inc. США. Все права защищены.
Вы используете устаревший браузер. Чтобы работать в Интернете быстрее и безопаснее, бесплатно обновитесь сегодня.
Ремонт графического чипа видеокарты
В инструкции описан ремонт видеокарты GTX 1060, купленной на вторичном рынке. С заявленным дефектом — артефакты изображения без нагрузки. В 80% случаев это сбой или дамп GPU. Такой дефект видеокарты исправляется заменой микросхемы на инфракрасной паяльной станции. Вы можете научиться диагностировать и ремонтировать видеокарты, пройдя программу профессионального обучения.
Содержимое:
- Диагностика видеокарты
- Перепайка видеокарты
- Реболлинг чипов
- Пайка на паяльной станции
- Проверка видеокарты на работоспособность
- Выводы
Диагностика видеокарты
Пайка видеокарты
Чип реболлинг
Пайка на паяльной станции
Проверка видеокарты на работоспособность
Выводы:
Диагностика видеокарты
Диагностика видеокарты проводилась в следующей последовательности:
- Проверяли установку видеодрайвера на тестовом стенде (перед запуском теста ВК под нагрузкой). Для этого мы зашли в свойства компьютера, затем в Диспетчер устройств. Затем откройте ветку видеоадаптера и убедитесь, что видеокарта правильно определяется.
- Запустил загрузку — видео Furmark, GPU-Z или YouTube с разрешением FullHD. Обратите внимание на появление артефактов. Если появляются артефакты, скорее всего, неисправен видеочип или графическая память.
- Запущена утилита MATS для проверки каналов видеопамяти. Результат испытаний:
- Если тест пройден, то память в порядке.
- Когда ошибки во всех каналах памяти, то неисправен контроллер памяти в самой микросхеме. В редких случаях может помочь реболлинг GPU.
- Если ошибка в одном канале памяти, то неисправна микросхема, ее необходимо заменить.
- Если нет блочных ошибок, скорее всего чип неисправен. Его необходимо заменить.
- В нашем случае ошибок в MATS не было. Было принято решение — заменить GPU.
- Разобрал видеокарту. Сняли систему охлаждения и бэкплейт (если есть). Обратите внимание на кабели вентилятора и кабели подсветки (если есть).
- Мы удалили термопасту с видеочипа. Для этого используем сухую салфетку. Если вы используете медицинский спирт или другие жидкости, термопаста растечется по всей видеокарте и окрасит ее в бледно-белый цвет. Будьте осторожны при удалении термопасты с конденсаторов вокруг графического процессора.
- Если есть термопрокладки, обратите внимание на их состояние. Возможные варианты, если:
- Разрушены при снятии (хрупкие), необходимо их заменить.
- Термопрокладки «не жирные», не оставляют жирных следов на руках, а значит их ресурс подходит к концу, их желательно заменить.
- Мы осмотрели видеочип. Примечание:
- Цвет конца стружки. Если текстолит темно-коричневого цвета, скорее всего, он был припаян. То есть видеокарта ремонтировалась. Скорее всего чип был плохо припаян, в этом случае достаточно будет перезагрузить видеочип.
- Цвет соединения вокруг кристалла. Если компаунд потемнел, чип может почернеть в результате неправильного обслуживания системы охлаждения.
- Наличие повреждений кристалла. Осмотрите на наличие трещин или сколов на краях и углах.
Перепайка видеокарты
Замена микросхемы на ТЕРМОПРО ИК-650, для этого были выполнены следующие действия:
- С видеокарты сняты: заглушки видеовыхода, другие плавкие элементы
- Используйте несмываемый белый маркер, чтобы нарисовать круг вокруг графического процессора, чтобы его было легче позиционировать при замене.
- Установлена видеокарта на фторопластовые стойки, на нижний нагрев
- Датчик температуры желательно устанавливать на расстоянии 5-10 мм от чипа, параллельно ему. Для правильной передачи температуры и предотвращения прилипания термодатчика к плате нанесите небольшое количество термопасты.
- Небольшое количество FluxPlus 412 было нанесено по периметру микросхемы. При избыточном нанесении чип может «поплыть» в результате отрыва пятаков из-за неравномерного нагрева.
- С помощью лазерной указки расположил верхний нагреватель над заменяемым элементом.
- Установили ИК обогреватель на расстоянии 7-10 см от платы.
- Включили ИК-650, в программе Термопро выбрали термопрофиль «Универсальная пайка»
- Когда температура кипения флюса достигает 140 – 160 градусов Цельсия, определяем, есть ли достаточное количество FluxPlus под самой микросхемой. Если его мало, то дыма мало и пузырения нет, надо добавлять флюс с одной удобной стороны, не касаясь чипа. Так как плата достаточно теплая, только что добавленный FluxPlus потечет под графический микропроцессор.
- Достигнув места демонтажа, важно проверить ровность и полноту расплавления заводского припоя щупом. Прилагаем минимум усилий. Отталкиваем фишку от себя, поочередно в двух углах, а потом в середине.
- Когда чип немного сдвинется, с минимальными усилиями, мы понимаем, что большая часть заводского припоя расплавилась под всей матрицей.
- Подготовленный вакуумный пинцет.
- Верхний нагреватель убран в сторону.
- С видеокарты сняли чип вакуумным пинцетом.
- Когда чип немного сдвинется, с минимальными усилиями, мы понимаем, что большая часть заводского припоя расплавилась под всей матрицей.
- Подготовили контактную площадку, для этого нанесли немного FluxPlus и паяльником добавили сплав Роуза, тем самым снизив температуру заводского бессвинцового припоя с высокой температурой плавления).
- Удалить остатки заводского припоя в смеси с розой с оплеткой.
- С помощью зубной щетки и ОБЕЗЖИРИВАТЕЛЯ мы очистили контактную площадку.
- Берем новый чип с донора на замену.
Чип реболлинг
Реболлинг микросхемы:
- На контактные площадки микросхемы наносим сплав FluxPlus и Rose
- Собираем оплетку на весь припой с поверхности микросхемы
- Чип качественно промываем ватной палочкой и БР-2
- Нанесите FluxPlus тонким равномерным слоем на подготовленные контактные площадки. При нанесении избыточного количества флюса при дальнейшем нагреве шарики bga могут смещаться, а трафарет деформироваться.
- Если флюса недостаточно, шарики не припаяются
- Выбираем трафарет по названию микросхемы, в нашем случае катаем GP106
- Позиционируем заранее подготовленный трафарет относительно всех контактов. Закрепляем микросхему и трафарет в держателе.
- Подбираем шарики bga, размер шариков написан на самом трафарете. Допускается использование шариков на 0,05 мм меньше, чем указано на шаблоне.
- Насыпать шарики bga в середину чипа, распределить стоматологическим зондом до заполнения всех отверстий. Для уменьшения расхода шариков можно использовать металлический стаканчик, куда будут ссыпаться излишки шариков, которые можно использовать повторно.
- Феном без насадки, на небольшом потоке воздуха при температуре не более 280 градусов Цельсия, совершая равномерные круговые движения, припаиваем шарики к чипу. Фен необходимо запускать издалека, постепенно приближая его к раскатанной стружке во избежание деформации трафарета. Чтобы избежать «вылета» шариков из отверстий трафарета, немного втягиваем фен, увеличивая тем самым расстояние.
- Как узнать, что выводы сформированы? Цвет шариков BGA изменится на матовый.
- Снимаем феном. Ждем некоторое время, только после того, как температура трафарета снизится, отделяем шаблон bga от GPU.
- Смываем остатки флюса со свежеобразованных контактов.
- Мы тщательно проверяем каждый контакт. Обратите внимание на расстояние между шариками, отсутствие в этих местах шлака и грязи. При необходимости повторите очистку.
Пайка на паяльной станции
Для качественной пайки и устранения дефектов при установке микросхемы, которые могут привести к короткому замыканию, важно использовать ИК станцию. На результат замены влияет правильная последовательность действий.
Алгоритм пайки чипа:
- Нанесите небольшое количество FluxPlus на подготовленную контактную площадку. Распределяем его равномерно по всем контактам.
- Устанавливаем чип по ключу. Сложность позиционирования в том, что на плате нет шелкографии. Мы это предусмотрели, пометив углы микросхемы маркером перед распайкой.
- Настраиваем верхний нагреватель над припаиваемым элементом. Опускаем ИК обогреватель на расстояние 3 – 7 см до чипа.
- Мы выбрали термопрофиль «Припой 210». Выбор термопрофиля со свинцом основан на том, что стружка вырезалась нами для свинецсодержащих шариков bga с температурой плавления 195 градусов Цельсия.
- Ожидаем нагрев платы датчиком управления со 140 до 160 градусов. Если:
- дым из-под чипа не идет, значит нужно добавить флюс. Делаем это аккуратно, не касаясь микросхемы и других элементов на плате. Так как при недостаточном количестве GPU его не спаять. Флюс
- будет нанесен с избытком, чип может немного сдвинуться, спаивая контакты между собой.
- Следим за процессом пайки. Начиная со 170 градусов, не допускаем смещения чипа. В противном случае процедуру придется повторять сначала из-за образования контактных спаек.
- Ждем окончания термопрофиля. Если все сделано правильно, то видно, как микросхема «проваливается» или «садится» на свое место.
- Преимущество пайки на ИК-650 и выбранный термопрофиль гарантируют качество пайки.
- Ожидаем, что видеокарта остынет до 60 градусов. Только после этого можно брать доску. Этот шаг важен для предотвращения деформации ВК.
- Смываем остатки флюса и термопасты. Следующий шаг – окончательная проверка видеокарты.
Проверка видеокарты на работоспособность
После пайки собираем видеокарту заменой термоинтерфейса (термопасты и термопрокладки) на новый. Устанавливаем видюху в тестовый стенд. Включаем ПК. Если изображение появилось, то проводим финальную проверку в FurMark.
Тестирование длится 1-2 часа, обратите внимание на температуру видеокарты. Если при тестировании не появилось никаких артефактов и изображение стабильно, только тогда ремонт можно считать успешным.