
Паяльник для пайки проводов и микросхем — виды и как правильно пользоваться инструментом – Мои инструменты
Содержание
- 1 Что такое паяльник и как устроен прибор
- 2 Принцип работы инструмента
- 3 Виды паяльников по величине питающего напряжения
- 4 Виды паяльников для пайки проводов по мощности
- 5 Разновидности паяльников по разным признакам
- 6 Виды паяльников по принципу нагрева рабочей части
- 7 Какие инструменты и материалы понадобятся при проведении работ
- 8 Учимся паять паяльником провода с нуля или что такое канифоль и флюсы
- 9 Припои для работы паяльником — их назначение и особенности применения
- 10 Какие дополнительные инструменты понадобятся при работе паяльником
- 11 Как паять медные провода — все секреты процесса
- 12 Особенности спаивания медного кабеля с алюминиевым
- 13 Как паяльником паять микросхемы
- 14 Как пользоваться губкой для паяльника
Чтобы обеспечить качественное соединение проводов между собой или присоединить полупроводники к различным платам и микросхемам, применяется способ пайки.
Что такое паяльник и как устроен прибор
Электрическим паяльником называется такой вид электрического инструмента, посредством которого осуществляется объединение двух деталей между собой посредством мягких веществ. Таким мягким веществом является припой, который расплавляется, и переходит в жидкое состояние за счет воздействия высоких температур. Когда воздействие высоких температур прекращается, припой затвердевает (что происходит практически мгновенно), тем самым обеспечивая надежное соединение. Рассматриваемый прибор является главным оружием электронщиков, посредством которого осуществляется не только соединение проводов и полупроводниковых элементов, но и их разъединение.
Прибор внешне имеет простую конструкцию, однако внутри он состоит из различных деталей, с назначением которых следует разобраться. Знать устройство паяльника вовсе не обязательно, чтобы научится им правильно пользоваться, но эта информация поможет в случае выхода его из строя. Состоит прибор из ряда следующих элементов, которые имеют свои особенности:
- В его основе заложен металлический стержень, изготовленный из красной меди. Именно этот стержень нагревается, и плавит припой при соединении деталей. За основу стержня используется красная медь, так как именно этот материал обладает высокой степенью теплопроводности (хорошо передает тепло). Конец стержня имеет клиновидную форму, что необходимо для работы с мелкими полупроводниковыми элементами. Конец стержня называется жалом, как на отвертках
- Нагревательный элемент — стальная трубка, внутрь которой вставляется стержень из красной меди. Трубка оборачивается слюдой или стеклотканевым составом, поверх которого наматывается проволока из нихрома.
 При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора - Рукоятка — изготавливается из термоустойчивого пластика или дерева, и позволяет мастеру удобно работать инструментом
- Провода и вилка для подключения в розетку. Провода соединяются с выводами нихромовой проволоки. Для надежности соединения используются алюминиевые зажимы, которые пропаиваются с целью обеспечения надежного контакта. Зажимы в месте соединения используются на мощных паяльниках, а на маломощных приборах объединение осуществляется без дополнительной фиксации, но с обязательным нанесением припоя.
- Стальной корпус — это часть инструмента, внутри которой располагается нагревательный элемент. На корпусе может присутствовать (в зависимости от модели) резьбовой винт, посредством которого фиксируется стержень. В конструкции корпуса могут находиться отверстия ближе к рукоятке, назначение которых заключается в отводе тепла
 При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
Как устроен паяльник внутри, показано на фото ниже.
С устройством паяльника полезно разобраться всем, кто планируется осуществить его ремонт в случае возникновения поломки.
Принцип работы инструмента
Функционирует рассматриваемый прибор достаточно просто, что уже понятно из его устройства. Посредством провода на нихромовую проволоку подается напряжение. За счет применения тонкой нихромовой проволоки, по ней начинает протекать ток, вызывая ее нагрев. Нагревающаяся проволока из нихрома передает тепло на стержень из меди.
Нагретым стержнем осуществляется плавление припоя (олова), посредством которого осуществляется соединение деталей. О том, как паять паяльником, описано подробно в материале ниже. Однако перед тем как научиться работать прибором, его необходимо купить. Чтобы выбрать паяльник правильно, следует разобраться со всеми его конструктивными особенностями.
Виды паяльников по величине питающего напряжения
Рассматриваемые инструменты выпускаются разных видов, и первым критерием, по которому приборы отличаются между собой, является их напряжение питания. По этому параметру паяльники классифицируются по следующим величинам напряжения питания — 12, 24, 36, 42, 220 и 380В.
- Для обеспечения безопасности человека. Если работы проводятся инструментом во влажном помещении, то разрешается пользоваться только такими устройствами, которые функционируют от напряжения до 36В, но не более того. Корпус прибора при этом следует обязательно заземлить, что позволит предотвратить поражения человека электрическим током
- Мощность — чем мощнее нужен прибор, тем выше параметр питающего напряжения должен быть. К примеру, маломощный паяльник на 12Вт вовсе не имеет смысла изготавливать под напряжение 220В. Ведь для этого понадобится сделать большое количество витков из очень тонкой нихромовой нити. В итоге получится крупногабаритный инструмент, имеющий очень малую мощность. Аналогичная ситуация с высокомощными приборами, которые сложно сделать, если их напряжения питания будет рассчитано на 12 или 24В
 Ведь для этого понадобится сделать большое количество витков из очень тонкой нихромовой нити. В итоге получится крупногабаритный инструмент, имеющий очень малую мощность. Аналогичная ситуация с высокомощными приборами, которые сложно сделать, если их напряжения питания будет рассчитано на 12 или 24В
Ведь для этого понадобится сделать большое количество витков из очень тонкой нихромовой нити. В итоге получится крупногабаритный инструмент, имеющий очень малую мощность. Аналогичная ситуация с высокомощными приборами, которые сложно сделать, если их напряжения питания будет рассчитано на 12 или 24ВЭто интересно! Применение нихромовой проволоки в качестве нагревательного элемента позволяет изготавливать паяльники, работающие не только от переменного, но и постоянного напряжения. Отличие заключается в толщине проволоки, а также количестве витков.
Виды паяльников для пайки проводов по мощности
На виды рассматриваемые приборы классифицируются по такому параметру, как мощность. По мощности они выпускаются следующих номиналов — 12, 20, 40, 60, 100Вт и более. Этот параметр важно учитывать, когда выбирается инструмент. Какой мощности лучше покупать паяльник, мало кому известно, поэтому очень часто новички приобретают прибор, который не справляется с поставленными задачами.
Чем больше мощность, тем выше возможности инструмента, но когда работы проводятся с полупроводниковыми элементами, припаиваемые к плате, то высокомощные приборы здесь не нужны. Чтобы обеспечить соединение деталей посредством пайки, необходимо осуществить их предварительный прогрев. Температура нагрева деталей должна быть выше, чем плавления припоя, чтобы обеспечить качественное соединение. Если мощность прибора будет недостаточная для прогрева спаиваемых деталей, то реализовать процедуру будет крайне трудно.
Отсюда получается следующее:
- Инструменты мощностью 12 и 20 Вт используются исключительно для работы с полупроводниковыми элементами — конденсаторами, резисторами, диодами, транзисторами и т.п. Пропаять соединение двух электрических проводов большого сечения такими приборами будет очень трудно
- Приборы с мощностью от 40 до 100 Вт являются самыми популярными, так как они подходят для работы с полупроводниковыми элементами и медными проводами
- Мощные паяльники от 100 Вт и выше предназначены для пайки теплообменников газовых колонок и прочих крупногабаритных деталей
От мощности инструмента зависит размер стержня, а он оказывает непосредственное влияние на возможность проведения работ с мелкими или крупными деталями. Чем выше мощность прибора, тем быстрее происходит прогрев жала, а значит, инструмент через короткий промежуток времени после подключения в розетку, может использоваться для пайки.
Чем выше мощность прибора, тем быстрее происходит прогрев жала, а значит, инструмент через короткий промежуток времени после подключения в розетку, может использоваться для пайки.
Это интересно! Чем больше мощность прибора, тем быстрее нагревается жало, однако большинство радиодеталей не допускают воздействия температуры более 70 градусов. Отсюда получается, что при использовании высокомощных паяльников, не допускается воздействие на полупроводниковые элементы продолжительностью более 3 секунд.
Разновидности паяльников по разным признакам
Кроме того, что паяльники для проводов и плат классифицируются на виды по мощности и напряжению, есть и другие критерии их разделения. Знать, какие виды паяльников бывают, и по каким признакам они подразделяются, необходимо для того, чтобы выбрать подходящий прибор в зависимости от возлагаемых на него задач.
По конструктивным особенностям паяльники бывают следующих видов:
- Стержневые — это самые распространенные варианты инструментов для пайки. Их устройство и принцип работы описан в материале выше. Такой вид лучше всего подходит для выполнения спаечных работ по дому — когда необходимо отремонтировать бытовую технику или соединить два электрических провода, исключив уменьшение сопротивления в месте соединения
- Пистолетные — они так называются по причине сходства по внешней форме с огнестрельным оружием. Рабочая часть инструмента располагается непосредственно под углом 90 градусов от рукоятки, что повышает удобство проведения соответствующих работ. Применяются такие паяльники при проведении ремонтных работ
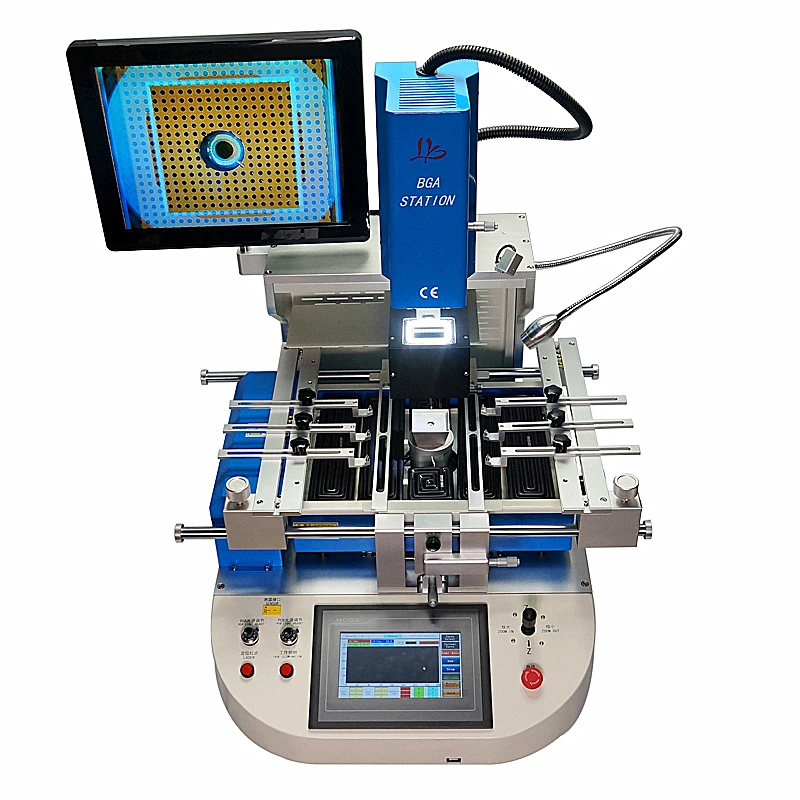
- Паяльные станции — их еще называют стационарными паяльниками. Такое название приборы получили по причине комплектации блоками управления, посредством которых регулируется напряжение, мощность, сила тока, температура
Стержневые приборы еще называют бытовыми, так как они нашли свое применение среди домашних умельцев. Однако ими пользуются не только домашние мастера, но и профессионалы. При проведении более сложных спаечных манипуляций, применяются паяльные станции, которые подразделяются на три основных вида:
Однако ими пользуются не только домашние мастера, но и профессионалы. При проведении более сложных спаечных манипуляций, применяются паяльные станции, которые подразделяются на три основных вида:
- Инфракрасные — процесс пайки реализуется посредством инфракрасного излучения. Длина волны инфракрасного излучения составляет от 2 до 10 мкм, а зона прогрева колеблется от 10 до 60 мм
- Термовоздушные — плавление припоя осуществляется посредством воздействия на него потоком горячего воздуха (подобно работе фена). Температура прогретого воздуха, выходящего из сопла инструмента, составляет от 100 до 500 градусов. Фокусирование потока воздуха осуществляется посредством сопла. Создание потока реализуется за счет применения компрессора или турбины. Турбинные модели имеют встроенный электромотор внутри прибора, который соединен с крыльчаткой. Вращение двигателя приводит в действие крыльчатку, что в итоге способствует созданию воздушного потока. Компрессорные модели паяльников создают давление воздуха посредством диафрагменных компрессоров, расположенных в конструкции станции
- Цифровые — это современные профессиональные паяльники, принцип работы которых идентичен со стержневыми приборами. Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощности
 Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощности
Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощностиЕще одним немаловажным признаком, по которому классифицируются паяльники, является принцип их нагрева.
Виды паяльников по принципу нагрева рабочей части
Перед тем, как научиться паять паяльником, следует разобраться с разновидностями выпускаемых инструментов. По способу нагрева стержня приборы бывают следующих видов:
- Паяльники, нагреваемые на открытом огне — это самые первые виды инструментом, посредством которых осуществлялось соединение деталей (преимущественно с их помощью соединялись массивные детали). Принцип их функционирования основывается на том, что перед тем, как осуществить соединение деталей, инструмент необходимо поместить в открытый огонь, и дождаться нагрева стержня из красной меди. Сегодня эти инструменты уже практически забыты, и лишь изредка используются при возникновении такой необходимости
- Нихромовые — это обычные стержневые устройства, которые еще называются электрическими. Нагрев стержня происходит за счет пропускания через спиральную нихромовую проволоку электрического тока. Свою популярность прибор получил благодаря ряду преимуществ — простота конструкции, ремонтопригодность, невысокая стоимость, а также устойчивость к повреждениям. Самый главный их недостаток в том, что при ежедневном (или частом) применении происходит перегорание спирали. Кроме этого минуса, надо также отметить продолжительное время прогрева стержня, поэтому после включения прибора в розетку, необходимо некоторое время подождать
- Керамические — лишены недостатка, который присутствует у нихромовых паяльников. Они после включения очень быстро набирают температуру, и при этом удерживают ее в заданном значении. За счет использования керамики, увеличивается стоимость приборов. И это не единственный их недостаток, так как керамика отличается своей хрупкостью, и при падении с высоты инструмента, он может выйти из строя. Керамические паяльники отличаются высокой мощностью и устойчивостью к частому применению
- Импульсные — такие приборы по форме выпускаются в виде пистолетов. Свое название они получили по той причине, что при нажатии кнопки практически мгновенно происходит разогрев наконечника. После спайки деталей, на что также требуется немного времени, кнопка инструмента отпускается, и стержень охлаждается. В основе таковых инструментов используются высокочастотные трансформаторы и частотные преобразователи. Посредством такого преобразователя увеличивается частота напряжения до 1800-4000 Гц, а трансформатор предназначен для уменьшения напряжения. Жало прибора (оно несъемное) подключается к вторичной обмотке трансформатора, что способствует увеличению силы тока, а значит, происходит максимально-быстрый прогрев деталей. Наличие регуляторов мощности и температуры позволяет применять прибор для работы с мелкими и крупными деталями и элементами
- Индукционные — это самые продвинутые виды паяльников. Главная особенность приборов в том, что нагрев стержня осуществляется посредством катушки индуктора. Наконечник покрывается ферромагнитным слоем, внутри которого при помощи катушки создается магнитное поле. При создании магнитного поля возникает электродвижущая сила, и наводятся токи, посредством которых разогревается сердечник. Нагревательный элемент называется индуктором. Главное достоинство инструмента в том, что нагревание стержня происходит с автоматическим поддержанием температуры. Когда температура достигает максимального значения, то ферромагнитный слой теряет свои свойства намагничивания, что способствует прекращению прогрева. Как только температура снижается, то увеличиваются ферромагнитные свойства, поэтому автоматически продолжается процесс нагрева. Жало на таких приборах сменное, поэтому его можно применять для работы с деталями разных размеров
- Беспроводные — их еще называют мобильными или аккумуляторными, а предназначены они преимущественно для выполнения пайки, где отсутствует электроэнергия. Работают устройства от сменных батареек, и имеют компактные размеры. Недостаток в том, что требуется регулярно менять или заряжать батарейки, что зависит от частоты эксплуатации
- Портативные — такие приборы функционируют от специального порта типа USB. Это популярный порт, который имеется на многих девайсах, в том числе, и в автомобиле. Характеризуются малой мощностью, но ее достаточно для пайки мелких полупроводниковых элементов
- Газовые — еще одна разновидность автономных устройств, функционирование которых обеспечивается за счет сменных газовых баллончиков. Такой инструмент еще называют многофункциональным, так как без насадки в виде стержня, он превращается в обычную газовую горелку
 Нагрев стержня происходит за счет пропускания через спиральную нихромовую проволоку электрического тока. Свою популярность прибор получил благодаря ряду преимуществ — простота конструкции, ремонтопригодность, невысокая стоимость, а также устойчивость к повреждениям. Самый главный их недостаток в том, что при ежедневном (или частом) применении происходит перегорание спирали. Кроме этого минуса, надо также отметить продолжительное время прогрева стержня, поэтому после включения прибора в розетку, необходимо некоторое время подождать
Нагрев стержня происходит за счет пропускания через спиральную нихромовую проволоку электрического тока. Свою популярность прибор получил благодаря ряду преимуществ — простота конструкции, ремонтопригодность, невысокая стоимость, а также устойчивость к повреждениям. Самый главный их недостаток в том, что при ежедневном (или частом) применении происходит перегорание спирали. Кроме этого минуса, надо также отметить продолжительное время прогрева стержня, поэтому после включения прибора в розетку, необходимо некоторое время подождать Свое название они получили по той причине, что при нажатии кнопки практически мгновенно происходит разогрев наконечника. После спайки деталей, на что также требуется немного времени, кнопка инструмента отпускается, и стержень охлаждается. В основе таковых инструментов используются высокочастотные трансформаторы и частотные преобразователи. Посредством такого преобразователя увеличивается частота напряжения до 1800-4000 Гц, а трансформатор предназначен для уменьшения напряжения. Жало прибора (оно несъемное) подключается к вторичной обмотке трансформатора, что способствует увеличению силы тока, а значит, происходит максимально-быстрый прогрев деталей. Наличие регуляторов мощности и температуры позволяет применять прибор для работы с мелкими и крупными деталями и элементами
Свое название они получили по той причине, что при нажатии кнопки практически мгновенно происходит разогрев наконечника. После спайки деталей, на что также требуется немного времени, кнопка инструмента отпускается, и стержень охлаждается. В основе таковых инструментов используются высокочастотные трансформаторы и частотные преобразователи. Посредством такого преобразователя увеличивается частота напряжения до 1800-4000 Гц, а трансформатор предназначен для уменьшения напряжения. Жало прибора (оно несъемное) подключается к вторичной обмотке трансформатора, что способствует увеличению силы тока, а значит, происходит максимально-быстрый прогрев деталей. Наличие регуляторов мощности и температуры позволяет применять прибор для работы с мелкими и крупными деталями и элементами При создании магнитного поля возникает электродвижущая сила, и наводятся токи, посредством которых разогревается сердечник. Нагревательный элемент называется индуктором. Главное достоинство инструмента в том, что нагревание стержня происходит с автоматическим поддержанием температуры. Когда температура достигает максимального значения, то ферромагнитный слой теряет свои свойства намагничивания, что способствует прекращению прогрева. Как только температура снижается, то увеличиваются ферромагнитные свойства, поэтому автоматически продолжается процесс нагрева. Жало на таких приборах сменное, поэтому его можно применять для работы с деталями разных размеров
При создании магнитного поля возникает электродвижущая сила, и наводятся токи, посредством которых разогревается сердечник. Нагревательный элемент называется индуктором. Главное достоинство инструмента в том, что нагревание стержня происходит с автоматическим поддержанием температуры. Когда температура достигает максимального значения, то ферромагнитный слой теряет свои свойства намагничивания, что способствует прекращению прогрева. Как только температура снижается, то увеличиваются ферромагнитные свойства, поэтому автоматически продолжается процесс нагрева. Жало на таких приборах сменное, поэтому его можно применять для работы с деталями разных размеров Это популярный порт, который имеется на многих девайсах, в том числе, и в автомобиле. Характеризуются малой мощностью, но ее достаточно для пайки мелких полупроводниковых элементов
Это популярный порт, который имеется на многих девайсах, в том числе, и в автомобиле. Характеризуются малой мощностью, но ее достаточно для пайки мелких полупроводниковых элементовИз вышеперечисленного перечня не трудно выбрать подходящий вариант. Если заниматься пайкой деталей от случая к случаю, то оптимальный вариант — это нихромовый паяльник. Разобравшись в вопросе разновидностей приборов, пришло время выяснить, как паять паяльником.
Какие инструменты и материалы понадобятся при проведении работ
Из инструментов понадобится паяльник, с разновидностями которых мы уже познакомились. Чтобы провести спаечные работы, кроме паяльника, понадобятся следующие материалы:
- Припои
- Канифоль
- Флюсы
Если прибор не комплектуется подставкой, то ее следует изготовить. Чтобы подготовить инструмент к работе, понадобится воспользоваться напильником. Если решили разобраться в вопросе, как правильно паять паяльником, тогда первоначально выясним, что такое канифоль и флюсы, и для чего они нужны.
Чтобы подготовить инструмент к работе, понадобится воспользоваться напильником. Если решили разобраться в вопросе, как правильно паять паяльником, тогда первоначально выясним, что такое канифоль и флюсы, и для чего они нужны.
Учимся паять паяльником провода с нуля или что такое канифоль и флюсы
Новичкам кроме покупки паяльника, необходимо еще приобрести канифоль и флюсы. Это расходные материалы, без которых процесс пайки невозможен. Они еще называются противоокисляющими веществами. Если это важные материалы, тогда разберемся с их назначением, и особенностями применения.
Канифоль или флюсы нужны, чтобы очистить поверхность спаиваемых деталей от различных загрязнений. Флюсы способствуют растворению загрязнений и оксидной пленки, формирующейся на поверхности детали. Чтобы понимать, для чего это необходимо, вспомним назначение грунтовых смесей в строительстве. Перед оштукатуриванием стены наносится грунтовый слой, посредством которого обеспечивается надежное и эффективное присоединение материала. Аналогичная ситуация и с проводами, и если одножильный проводник можно зачистить вручную острым предметом, то с многожильными проводами это сделать будет крайне трудно.
Аналогичная ситуация и с проводами, и если одножильный проводник можно зачистить вручную острым предметом, то с многожильными проводами это сделать будет крайне трудно.
Канифоль представлена в твердом виде, а флюсы преимущественно имеют жидкую или вязкую форму. Отсюда получается, что пользоваться флюсами намного проще, так как для этого жилу провода нужно окунуть в состав, и приступать к пайке. Чтобы воспользоваться канифолью, необходимо расположить жилу провода на поверхности, и нагреть ее до расплавления вещества. При расплавлении канифоль обволакивает поверхность жилы кабеля, после чего он готов к последующему процессу пайки.
Это интересно! Не торопитесь выбирать флюсы, так как они имеют существенный недостаток по сравнению с канифолью. После пайки провода, на нем остаются частицы флюса. Если их не удалить с поверхности, то они постепенно будут разъедать поверхность провода, снижая его проводимость. Именно поэтому при использовании флюса для пайки, после проведения работ, участок подлежит обработке спиртовым раствором. Канифоль после пайки смывать спиртом не нужно.
Канифоль после пайки смывать спиртом не нужно.
Прежде, чем паять провода, необходимо знать, что канифолью можно обрабатывать различные материалы — медь, алюминий и т.п., что говорит об ее универсальности. Флюсы имеют соответствующие предназначения, поэтому их нужно применять в зависимости от того, какие материалы паяются. Универсальный флюс легко сделать своими руками, для чего нужно растереть канифоль, получив пылеобразную консистенцию, и соединить ее со спиртом. После тщательного размешивания, получаем универсальный и легко используемый флюс из канифоли.
Припои для работы паяльником — их назначение и особенности применения
Для обеспечения соединения двух деталей посредством пайки, понадобится воспользоваться еще одним очень важным материалом — легкоплавким сплавом или припоем. Он являет собой свинцово-оловянную проволоку, которая плавится от высокой температуры, обволакивая поверхность спаиваемых проводов или деталей. Именно за счет припоя скрепляются детали при применении паяльника.
Он являет собой свинцово-оловянную проволоку, которая плавится от высокой температуры, обволакивая поверхность спаиваемых проводов или деталей. Именно за счет припоя скрепляются детали при применении паяльника.
Для пайки медных проводов выпускаются припои ПОС 60, ПОС 50 и ПОС 40 (ПОС — припой оловянно-свинцовый, а цифра обозначает процентный состав олова). Если необходимо паять алюминиевые жилы, то выпускаются припои, состоящие из олова и цинка, и имеющие маркировку ЦО-12 и П250А.
Таблица разновидностей припоев
Для большего удобства производители выпускают припои универсального типа, содержащие канифоль в составе. Они имеют маркировку ПОС 61, а их главное достоинство в отсутствии необходимости использования отдельно канифоли или флюсов. Только в таком случае немаловажно пользоваться мощным паяльником от 60 Вт, способный очень быстро разогреть материал при его спаивании.
 » src=»https://www.youtube.com/embed/0Yq1naSend8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/0Yq1naSend8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Это интересно! Флюсом также является ортофосфорная кислота, предназначенная для работы с углеродистыми и легированными сталями. Ее также можно использовать при спайке медных проводов и никеля, но категорически противопоказано использовать при работе с радиосхемами, печатными платами и микросхемами.
Какие дополнительные инструменты понадобятся при работе паяльником
При работе рассматриваемым инструментом понадобится иметь не только расходные материалы, но еще и вспомогательные инструменты.
- Специальная подставка — нужна для того, чтобы не держать разогретый паяльник в руке. Подставку можно приобрести, но ее конструкция настолько примитивна, что она может быть изготовлена самостоятельно. Для этого понадобится отрезок деревянной доски, на которой размещаются опоры из стальной проволоки, изогнутые в виду рожек
- Напильник или рашпиль — нужен для того, чтобы заточить жало. С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами. Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке
- Пассатижи или пинцет — при работе паяльником эти инструменты играют важную роль. Ведь при нагревании жилы провода или детали, происходит передача тепла по всей поверхности. Удерживать провод без изоляции рукой будет сложно, так как можно получить ожог. Для этого применяются пассатижи, если паяются толстые провода, или пинцет (с обязательным наличием пластикового основания), когда осуществляется работа с мелкими полупроводниковыми элементами или тонкими проводами
- Губка — используется для очистки жала паяльника в процессе пайки от различных веществ — нагара, посторонних частиц и прочего. Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
 С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами. Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке
С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами. Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале нижеПосле объединения деталей посредством пайки могут понадобиться — спирт, если использовались флюсы, изолента или термоусадочные трубки, предназначенные для изоляции участка и его защиты от воздействия внешних факторов.
Как паять медные провода — все секреты процесса
Для начинающих электриков и электронщиков будет полезно узнать, как осуществляется процесс пайки проводов. Перед началом использования нового паяльника необходимо выполнить процедуру лужения жала. Для этого жало разогревается до рабочей температуры, и окунается в канифоль всей поверхностью. Далее нужно расплавить припой по всей поверхности жала, тем самым защитив его от коррозионного воздействия и ускоренного износа. Далее переходим к непосредственной процедуре пайки проводов.
Всю технологию можно разделить на три основных этапа:
- Подготовка провода к пайке. Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником
- Лужение — паяльник нужно разогреть до соответствующей температуры. Если используется канифоль, тогда нужно поднести к ней зачищенную часть провода, и прогреть жилу. При этом жила погружается в расплавленную канифоль, тем самым происходит процесс ее очистки. После этого необходимо взять припой, и прогреть ее паяльником. Расплавившийся припой наносится на жилу, тем самым осуществляется процесс лужения. В итоге получаем медный провод, на поверхности жилы которого располагается тонкий слой припоя. Такой процесс проводится для того, чтобы осуществить надежное и качественное соединение медных проводов. Аналогичная процедура проводится со вторым концом провода
- Соединение — теперь необходимо соединить жилы вместе так, как они будут оставаться после спаивания. После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталей
 Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником
Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталей
После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталейЕсли соединяемые провода в последствие планируется изолировать термоусадочной трубкой, то ее нужно надеть на кабель предварительно. На этом процесс пайки проводов паяльником с канифолью и оловом завершен. Ничего трудного в этом нет, если все действия выполнять по инструкции.
Процесс пайки будет несколько отличаться, если спаиваемые провода предварительно скручиваются. В таком случае каждую жилу провода лудить не нужно, а после их скрутки, обработать канифолью или флюсом, и расплавить по всей наружной поверхности припой.
Это интересно! Если вместо канифоли применяется флюс, тогда технология пайки будет немного отличаться. Отличие заключается в том, что часть жилы окунается во флюс, после чего прогревается паяльником с добавлением припоя. Дальнейшие действия аналогичны, как описано в инструкции выше.
Отличие заключается в том, что часть жилы окунается во флюс, после чего прогревается паяльником с добавлением припоя. Дальнейшие действия аналогичны, как описано в инструкции выше.
И теперь самое главное при обучении работать паяльником — практика. Научится с первого раза паять провода или микросхемы практически невозможно, так как для этого первоначально понадобится тренироваться. Именно в тренировке заложен успех освоения технологии пайки проводов и полупроводниковых элементов.
Особенности спаивания медного кабеля с алюминиевым
Как известно, токопроводящие жилы проводов и кабелей изготавливают из меди и алюминия. Наиболее эффективными являются проводники из меди, но часто возникают случаи, когда два провода с разными материалами жил нужно соединить друг с другом. Сразу надо отметить очень важный момент, что паять медь с алюминием нельзя. Это обусловлено их физическими свойствами:
- Медь при нагревании (когда проходит ток) расширяется меньше, что связано с высокими показателями проводимости
- Алюминий расширяется при нагреве больше
При постоянном расширении и сужении жил кабеля, в месте соединения посредством припоя формируются микротрещины. С течением времени они увеличиваются, а на этом участке повышается сопротивление, и растет величина тока. Чем больше ток, тем выше нагрузка, что в итоге приводит к разрыву связи. Именно поэтому паять алюминий с медью нельзя, так как такое соединение будет считаться не надежным.
С течением времени они увеличиваются, а на этом участке повышается сопротивление, и растет величина тока. Чем больше ток, тем выше нагрузка, что в итоге приводит к разрыву связи. Именно поэтому паять алюминий с медью нельзя, так как такое соединение будет считаться не надежным.
При необходимости соединения двух проводников из разных материалов, следует воспользоваться следующими методами:
- Соединить их при помощи скрутки. Место соединения следует тщательно заизолировать. Однако этот способ также не считается надежным, ведь в месте соединения будет увеличиваться сопротивление
- Воспользоваться болтовым соединением. Для этого можно воспользоваться болтом с гайкой и тремя шайбами. Намотать между шайбами на стержень болта жилы проводов, и сжать их при помощи гайки. Однако этот способ считается устаревшим, и сегодня вместо болтов используются клеммные колодки
Из любой ситуации можно всегда найти выход, но самое главное — сделать это правильно.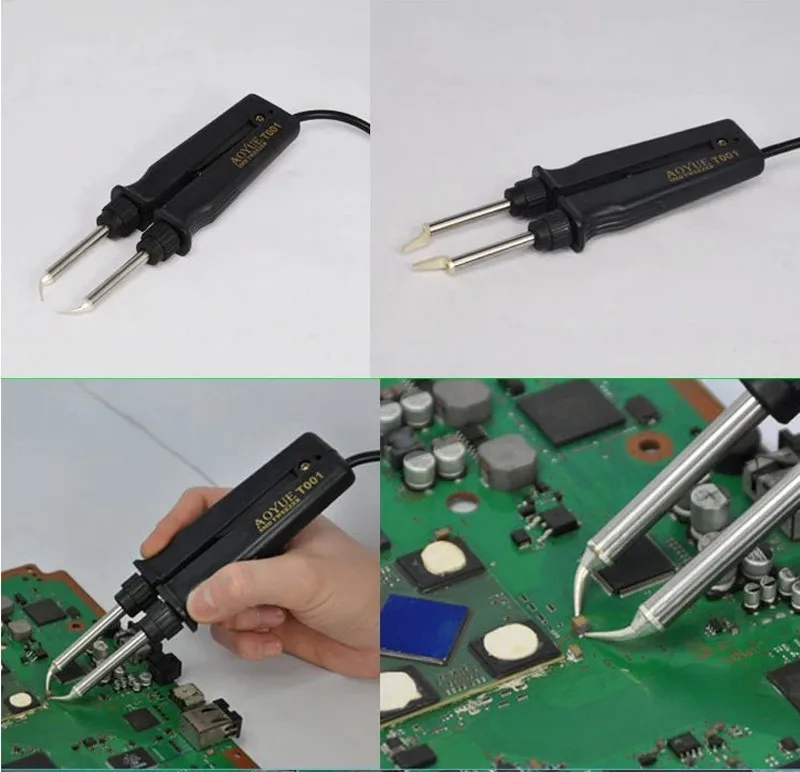
Как паяльником паять микросхемы
Отдельно необходимо рассмотреть процесс пайки микросхем, которые сегодня встречаются в современных телевизорах, компьютерах, телефонах и прочей технике. Прежде чем паять микросхемы, надо понимать, что здесь важно не просто припаять или отпаять элемент, но еще и разбираться с их назначением.
Если для пайки проводов и печатных плат с полупроводниковыми элементами применяются обычные стержневые паяльники, то при работе с микросхемами следует использовать термовоздушные приборы или как их еще называют — фены. Их главное достоинство в том, что припаивание или отпаивание деталей осуществляется очень быстро. Для работы с микросхемами понадобится также подготовить материалы и инструменты. В качестве противоокисляющего вещества применяется флюс ЛТИ, а в качестве вспомогательного инструмента используется пинцет.
Процесс пайки микросхем термовоздушным феном происходит следующим образом:
- В качестве выпаиваемого элемента может быть микропроцессор, контроллер или микроэлементы — резисторы, диоды или конденсаторы. Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной плате
- Если необходимо выпаять микроэлемент, который сверху залит специальными веществами, то перед выпаиванием, их нужно удалить. Для этого используется ацетон или специальные растворители
- После того, как деталь будет очищена, можно приступать к ее выпаиванию. Для этого подносим паяльник, который должен быть предварительно разогрет. Располагает его на расстоянии 2-3 см от детали
- При помощи пинцета поддеваем деталь, прилагая небольшие усилия. Как только ножки детали оплавятся, то она отсоединится от платы
- Аналогичным способом осуществляется присоединение детали к плате
 Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной плате
Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной платеПри необходимости используется припой, когда на новую плату припаиваются детали. Припой следует нанести предварительно, после чего приступать к припаиванию микроэлементов. Подробный процесс работы с микросхемами паяльником, представлен в видеоматериале ниже.
Как пользоваться губкой для паяльника
Для очистки жала паяльника используются специальные губки, о чем уже упоминалось выше. Часто у новичков возникает вопрос, зачем нужны эти элементы, и как ими правильно пользоваться. Имеется несколько важных правил, которые нужно знать, чтобы правильно пользоваться губками для чистки жала прибора.
- Керамические жала паяльников запрещено очищать металлическими губками, так как это приведет к повреждению верхнего слоя поверхности
- Специальную губку покупать вовсе не обязательно, так как ее роль может играть обычный отрезок ткани. Однако этот способ подходит для случаев, когда нужно быстро что-либо припаять. Если планируется заниматься пайком продолжительно, то для таких случаев лучше приобрести специальную губку
- Вискозные губки перед использованием следует смочить в воде. Однако не нужно делать губку сильно мокрой, так как достаточно, чтобы она была влажной. Об губку вытирается жало в процессе работы. Для сухой очистки жала, вискозные губки не подходят
- Медная стружка — предназначена для сухой очистки жала, но недостаток такой губки в том, что стоит она достаточно дорого, и порой даже дороже самого паяльника (в зависимости от модели)
- Металлическая губка — она не предназначена специально для работы с паяльником, но это не мешает ее применять для очистки жала этого инструмента. Достоинство такой губки в том, что стоит она в 10 раз ниже, чем медная стружка, но справляется с задачей сухой очистки жала ничуть не хуже
 Однако не нужно делать губку сильно мокрой, так как достаточно, чтобы она была влажной. Об губку вытирается жало в процессе работы. Для сухой очистки жала, вискозные губки не подходят
Однако не нужно делать губку сильно мокрой, так как достаточно, чтобы она была влажной. Об губку вытирается жало в процессе работы. Для сухой очистки жала, вискозные губки не подходятТеперь, когда известна технология пайки паяльником, можно начинать тренироваться. Приступать к чистовой пайке можно исключительно после того, как будет достаточно практики.
Подводя итог, надо отметить, что электропаяльник может быть заменен обычной зажигалкой. Если необходимо спаять провода без паяльника, то делается это очень просто — прогреваются жилы при помощи открытого огня (зажигалкой), после чего в место их соединения нужно поместить припой, и продолжить воздействие открытого огня. Когда припой расплавится, то это повлечет за собой соединение проводников.
Когда припой расплавится, то это повлечет за собой соединение проводников.
К работе инструментом нужно относиться со всей ответственностью, и помнить самое главное, что паяльник является электроприбором, который нельзя разбирать, если он подключен в сеть. Запрещается также оставлять инструмент, подключенный к розетке на длительное время, так как не исключается возникновение пожара. И еще один немаловажный момент — не проверяйте рукой температуру нагрева жала, ведь таким способом можно получить очень сильный ожог.
Публикации по теме
Як припаяти мікросхему?. Статті компанії «Sxema
Кожному починаючому паяльщику доводилося стикатися з питанням — «як припаяти мікросхему?». У цій статті ми розглянемо кілька варіантів мікросхем, і з якого боку до них підступитися.
У цій статті ми розглянемо кілька варіантів мікросхем, і з якого боку до них підступитися.
Зміст:
- Лікнеп по мікросхем.
- Необхідний інструмент.
- Выпайка старої мікросхеми.
- Як правильно паяти мікросхему.
1.Лікнеп по мікросхем.
Для початку, було б непогано зрозуміти з якою мікросхемою ми будемо мати справу. Розглянемо 3 найпоширеніші види мікросхем:
- DIP мікросхеми. Це, мабуть найпоширеніший вид мікросхем. Він відрізняється від інших двома рядами монтажних ніжок, розташованих на довгих сторонах корпусу, які впаюються в отвори на платі.
- SMD мікросхеми. Дані мікросхеми встановлюються на «п’ятачки» (друковані доріжки на платі) які розташовані на поверхні плати
.
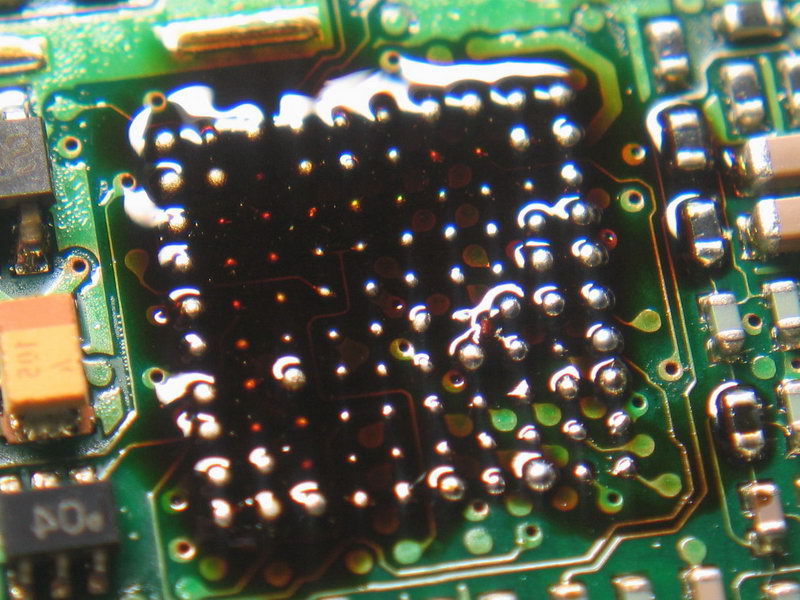
- BGA мікросхеми. Висновки цих мікросхем у вигляді кульок-припою розташовуються під самим компонентом, що і відрізняє їх пайку від всіх інших видів чіпів.
2.Необхідний інструмент.
Для того, щоб приступити до виконання роботи, нам знадобиться наступний набір інструментів:
- Паяльна станція, з феном, паяльником і можливістю регулювання температури.
- Пінцет, щоб знімати мікросхему з її місця і ставити нову.
- Гель-флюс.
- Припой, до 1 мм в діаметрі. Товстим, просто напросто дуже непросто буде дістатися до місця пайки.
- Оплетка для выпайки, для зняття старого припою з місця пайки.
- Змивка для флюсу. Після проведення робіт, в обов’язковому порядку потрібно промити місце пайки щоб уникнути КЗ.
- Каптоновий скотч або алюмінієва фольга.
У будь-мікросхеми, на корпусі, є ключ. Він дає початок відліку висновків. Зазвичай, на місці під мікросхему, на самій платі, є відповідна частина з цим ключем.
Їх потрібно дотримуватися при установці нової мікросхеми інакше, це може загрожує закінчитися.
Важливо, перед проведенням робіт з використанням фена, буде закрити всі навколишні елементи каптоновым скотчем. Це не дасть їм отпаяться або втекти з місця.
Це не дасть їм отпаяться або втекти з місця.
Отже, приступимо до демонтажу, самої мікросхеми:
- DIP мікросхема. Для її видалення треба зі зворотної сторони плати нанести трохи гель-флюсу на висновки мікросхеми і видалити весь припій за допомогою мідної обплетення для выпайки. Після того, як весь припій видалений, акуратно знімаємо мікросхему пінцетом.
- Щоб видалити SMD мікросхему, потрібно нанести гель-флюс по периметру корпусу на всі висновки. Після чого, потрібно включити фен на паяльної станції, поставити 360-380 градусів і круговими рухами прогрівати весь чіп до розплавлення припою на контактах. Зняти мікросхему слід підчепивши її пінцетом.
- BGA мікросхеми видаляються за допомогою фена, при температурі 350 градусів. Потрібно рясно змастити мікросхему флюсом по периметру, після, починаємо прогрівати її по всій поверхні. У цій процедурі, головне — не поспішати. Гріти доведеться близько 3-5 хвилин, у разі якщо їх виявиться мало, додайте температуру. Кожні 30-40 секунд, можна злегка «потыкивать» пінцетом в корпус мікросхеми, і якщо вона нагріта до необхідної температури, мікросхема буде відсуватися і її можна знімати.
 Кожні 30-40 секунд, можна злегка «потыкивать» пінцетом в корпус мікросхеми, і якщо вона нагріта до необхідної температури, мікросхема буде відсуватися і її можна знімати.
Кожні 30-40 секунд, можна злегка «потыкивать» пінцетом в корпус мікросхеми, і якщо вона нагріта до необхідної температури, мікросхема буде відсуватися і її можна знімати.После того, как мы избавились от старой микросхемы, логично, нужно припаять новую. Перед процедурой установки новой микросхемы, нужно приготовить место для пайки. Обязательно убираем весь старый припой с помощью оплетки и паяльника. После чего нужно залудить поверхность тонким слоем припоя. Можно приступать к впаиванию нового чипа.
- DIP микросхема впаивается довольно просто. Следует вставить ножки микросхемы, согласно ключу, в соответствующие отверстия на плате. После чего, аккуратно, с обратной стороны платы припаять все выводы паяльником с припоем.
- SMD мікросхему впаяти трохи важче, далі зрозумієте чому. Для початку, слід поєднати ключ і постаратися максимально точно поєднати висновки мікросхеми з висновками на платі. Після чого акуратно наносимо гель-флюс по периметру і вмикаємо фен на 350-370 градусів. Так як контакти на платі у нас залужены, припою вистачить, щоб мікросхема «вхопилася» за плату. Коли припій розплавився, прибираємо фен і перевіряємо спільність висновків. Якщо щось стоїть криво, за новою прогріваємо феном і поправляємо. Якщо ж все ГАРАЗД, беремо паяльник з тонким жалом і припоєм, щоб надійно пропоїти кожен контакт.
 Після чого акуратно наносимо гель-флюс по периметру і вмикаємо фен на 350-370 градусів. Так як контакти на платі у нас залужены, припою вистачить, щоб мікросхема «вхопилася» за плату. Коли припій розплавився, прибираємо фен і перевіряємо спільність висновків. Якщо щось стоїть криво, за новою прогріваємо феном і поправляємо. Якщо ж все ГАРАЗД, беремо паяльник з тонким жалом і припоєм, щоб надійно пропоїти кожен контакт.
Після чого акуратно наносимо гель-флюс по периметру і вмикаємо фен на 350-370 градусів. Так як контакти на платі у нас залужены, припою вистачить, щоб мікросхема «вхопилася» за плату. Коли припій розплавився, прибираємо фен і перевіряємо спільність висновків. Якщо щось стоїть криво, за новою прогріваємо феном і поправляємо. Якщо ж все ГАРАЗД, беремо паяльник з тонким жалом і припоєм, щоб надійно пропоїти кожен контакт.
- BGA мікросхема паяется за допомогою фена і спеціальних кульок-припою або паяльної пасти. Потрібно нанести кульки на всі посадочні місця на чіпі з допомогою спеціального трафарету. Після чого, поєднуючи ключі на чіпі та платі припаюємо феном, на малому повітряному потоці з температурою 340-360°C. Про те, що мікросхема припаяна скаже те, що вона сама вирівняється за всіма мітками.
Правила пайки микросхем — как припаять DIP, SMD и BGA микросхему
Главная » Сделай сам » Правила пайки микросхем – как припаять DIP, SMD и BGA микросхему
Каждому, кто занимается радиолюбительством, рано или поздно приходилось сталкиваться с вопросом: «как паять микросхему?». Сразу стоит оговориться и сказать, что у каждого мастера есть свой набор кодексов и правил, которыми он руководствуется при выполнении этой работы.
Сразу стоит оговориться и сказать, что у каждого мастера есть свой набор кодексов и правил, которыми он руководствуется при выполнении этой работы.
В этой статье будут рассмотрены некоторые из самых популярных микросхем, а также главный вопрос – как правильно припаять их к плате. Статья написана в стиле «Вопросы и ответы», поэтому будет более информативной.
Содержание
- Какая температура нужна для пайки микросхем
- Что делать перед пайкой
- Удаление лишнего олова с платы
- Пайка разных типов микросхем
- Пайка разных типов микросхем
- Как впаять микросхему
- Вам также может понравиться:
Какая температура нужна для пайки микросхем
При пайке главное не перегревать микросхему, поэтому температура паяльника не должна быть выше 230 градусов. Если паяльник перегреется, от его использования лучше отказаться или вам придется во время этой работы постоянно выключать.
Что делать перед пайкой
Для начала нужно нагреть паяльник до рабочей температуры. Жало паяльника необходимо покрыть лужением припоем и канифолью. Припой не должен скатываться с жала паяльника в шарики. Также на нем не должно быть ожогов и черного налета.
Жало паяльника необходимо покрыть лужением припоем и канифолью. Припой не должен скатываться с жала паяльника в шарики. Также на нем не должно быть ожогов и черного налета.
Удаление лишнего олова с платы
Когда паяльник нагревается до 230 градусов, его уже можно использовать для пайки микросхемы. Однако при этом образуется много лишнего припоя, стекающего в ненужные места. Вы можете использовать тонкую иглу или медную оплетку, чтобы освободить контакты микросхемы от пайки.
Пайка разных типов микросхем
А теперь перейдем непосредственно к пайке микросхем различной формы и конфигурации и способам их пайки:
Микросхемы DIP – самый распространенный тип микросхем, которые легко и просто перепаяны, вставив в отверстия длинные монтажные штифты. Для разборки DIP-чипа лучше всего использовать тонкую иглу, как указано в пункте выше.
Микросхемы SMD: у этих микросхем принципиально другой метод пайки, на так называемой «заплатке». Однако это не усложняет рабочий процесс и даже облегчает его, если у вас есть друг и помощник, например, инфракрасный фен.
Микросхемы BGA – контакты этих микросхем расположены под ними в виде шариков припоя.
Пайка разных типов микросхем
Для распайки и пайки микросхемы вам понадобится следующий инструмент:
- Сварочная или паяльная станция;
- Пинцет для захвата и удержания микросхемы;
- Течение геля и припоя 1 мм. Паять микросхему толстым припоем не очень удобно;
- Медная оплетка или игла для пайки микросхемы;
- Алюминиевая фольга или каптоновая лента.
Также потребуется промывка флюса, ведь после пайки микросхем во избежание короткого замыкания нужно сразу смыть его остатки с платы.
После удаления старого чипа самое время установить новый. Для начала нужно подготовить место, удалить паяльником излишки припоя и медную оплетку.
Как впаять микросхему
Далее нужно залудить поверхности, после чего можно приступать к пайке новой микросхемы:
Микросхема DIP распаяна таким образом, чтобы ее ножки правильно вставлялись на плату (согласно ключу). После этого запускается ввод паяльником, который аккуратно расплавляет припой и спаивает все выводы микросхемы.
После этого запускается ввод паяльником, который аккуратно расплавляет припой и спаивает все выводы микросхемы.
Паять SMD-чип немного сложнее, но тоже реально. Для этого нужно максимально точно согласовать выходы микросхемы с выходами на плате. Опять же, все результаты основаны на ключах.
Далее нужно нанести флюс-гель по всему контуру контактов, затем включить фен с температурой нагрева 350 градусов и расплавить припой горячим воздухом. Припоя на плате уже достаточно, чтобы припаять новую микросхему.
Но для пайки микросхем BGA нужны шарики припоя, которые наносятся на все посадочные места с помощью специального трафарета для пайки микросхем. После того, как все клавиши совмещены и микросхема настроена должным образом, в работу включается фен с температурой нагрева до 360 градусов.
Как видите, паять микросхему вполне возможно. Однако для удобства и эффективности работы от покупки паяльной станции лучше не отказываться, так как с паяльником справиться будет сложно.
Вам также может понравиться:
Припой скатывается с жала паяльника в шарики – что делать? Сварка и сварка 21 декабря
Чем заменить кислотный припой в домашних условиях? Сварка и сварка 15 декабря
Готовить фасонные трубы теперь просто Сварка и пайка 1 декабря
ТОП флюсов для сварки – рейтинг 2021 Сварка и сварка 26 ноября
Сварка ни к чему не прилипает – что делать? Как это быстро исправить? Пайка и пайка, 10 ноября
# сварка # сварка # полезные советы # строительство # монтаж # ремонт
- Об авторе
- Хотите связаться со мной?
Об авторе
Уже лет 20 работаю своими руками. Пробовал и сантехнику, монтаж конструкций, есть свое маленькое производство. Друзья постоянно спрашиваю как сделать разные вещи. Вот и делюсь я с вами своими идеями в интернете.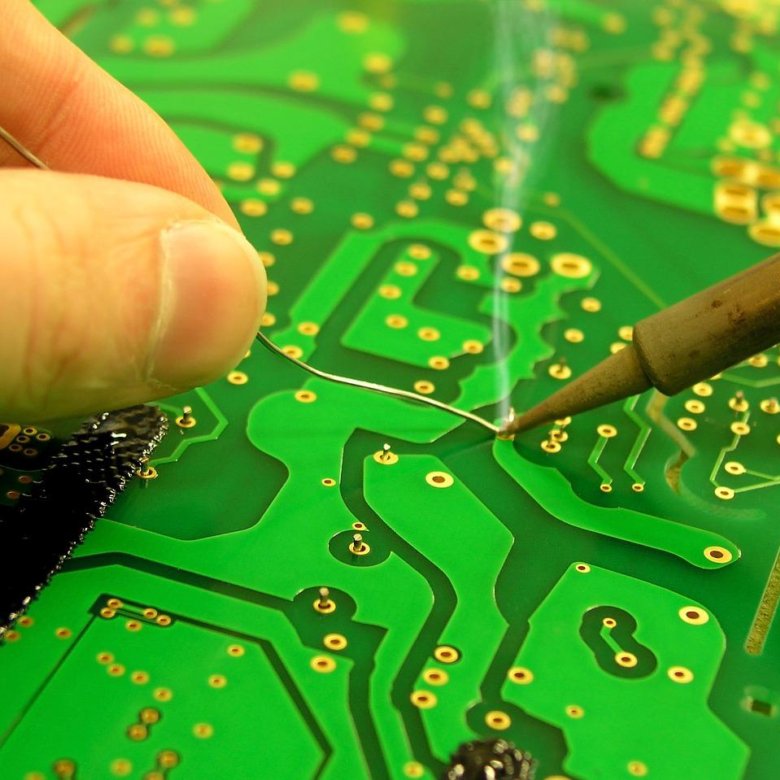
Что нужно для того чтобы паять паяльником. Как правильно паять паяльником с канифолью
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.

Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник . Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова , но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять алюминия на медном проводе, иначе припой просто не ляжет.
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки : с использованием флюса или с канифолью.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное.
 Но в некоторых случаях и такой результат устраивает.
Но в некоторых случаях и такой результат устраивает.Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов :
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.

Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
А он за долгие годы претерпел много изменений и усовершенствований.
- Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
- В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
- Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25~200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
- Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.

Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие . Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые . Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные , например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
 Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные . Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные . Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
 Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса.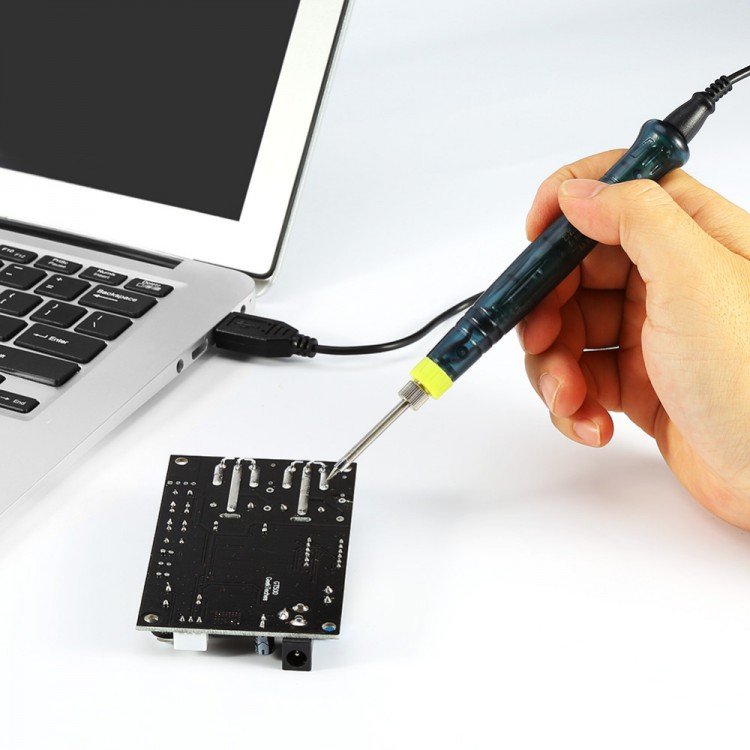 На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно.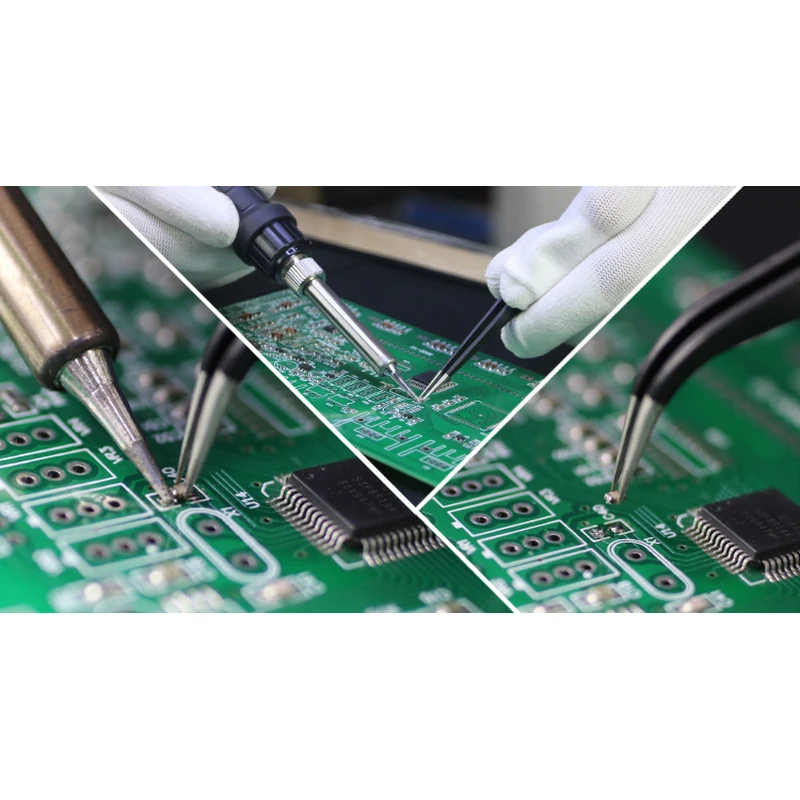 Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Все это не касается специальных необгораемых стержней. Их нельзя зачищать напильником. Мало того, нужно их никелированный блестящий слой бережно охранять от повреждений и царапин. Тем не менее такие паяльники также необходимо залуживать при работе. А вот для них эта процедура не так проста и требует сноровки.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.
Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
Как паять оловом? Пайка – образование механического контакта между металлическими поверхностями. Олово часто выступает в роли припоя – «прокладки» между поверхностями деталей, которая скрепляет их. Чтобы спаять две детали, недостаточно нагреть поверхность с оловом, а вторую деталь присоединить к ней, как на клей.
Температура поверхностей должна быть обязательно разной. Лучше приобрести паяльную станцию. Цена на нее около 1000 руб и выше. Вы можете получить такие преимущества, если будете работать не паяльником, а паяльной станцией:
- у паяльной станции регулируется температура нагрева;
- жало не перегорает, так заданная температура при работе держится постоянно;
- у паяльной станции, как правило, термостойкое жало;
- существуют антистатические паяльные станции. Это свойство незаменимо, если вы собрались паять полевые элементы. Стоит антистатическая паяльная станция 150-200$;
Что нужно для пайки олова
Кроме паяльника понадобится также флюс для удаления окислов. Ну, а олово будет припоем – тем самым «клеем» для соединения металлических деталей.
Какой флюс выбрать? Раньше паяли канифолью. Только вот смыть остатки канифоли, особенно, если паяется плата, тяжело. Особенно, если зазоры маленькие: вырастают дендриты.
На современном рынке можно легко найти большой выбор альтернативных канифоли флюсов. Они смываются водой, не вредят жалу паяльника. Такие флюсы для удобства еще и в шприцы упакованы. И цена может быть разной – вполне можно и недорогие найти.
Чистый оловянный припой практически не используется сейчас. В мотках и бобинах продается многоканальный припой. Это означает, что внутри оловянной проволоки уже есть флюс!
А в маленьких баночках вы можете найти активатор жала. Перед началом пайки его нужно обязательно залудить. Также необходимо сделать это и после пайки.
Также для пайки оловом понадобится нож и пассатижи. Начинаем готовить рабочее место. Возьмите одноразовую тарелку. Она будет служить для отходов. Позаботьтесь об освещении. Залудите контактные поверхности деталей. Нужно взять флюс, а затем нанести олово при помощи паяльника. Олово из паяльника обтечет контактную площадку уже при легком касании, если правильно была подобрана температура. Удалите остатки флюса.
Умение хорошо паять довольно сложно приобретается. Придется практиковаться, но результат стоит того.
Надеемся вы теперь знаете как паять оловом или хотя бы мы помогли советом. Если остались вопросы, задавайте их в комментариях.
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
пошаговая инструкция, особенности и рекомендации профессионалов. Припаивание провода и шлейфа к плате Что можно спаять паяльником
Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы.
У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.
Готово!
Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.
В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:
Вот так выглядят для него насадки
Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.
Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick .
Вот что у нас получилось:
Должно получиться вот так
Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.
Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.
Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.
Думаю, теперь вы знаете, как паять микросхемы правильно.
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
И припой c флюсом внутри :
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО .
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
Успехов в пайке! Запах канифоли — это круто!
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.
1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники . В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.
Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.
Чистка паяльника щеткой (можно использовать и напильник)
Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.
Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем
Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.
Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:
Фиксируем светодиодную ленту (использовалась изолента)
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником .
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами , как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
Если взять на заметку эти маленькие хитрости , то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент , при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником . Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90-110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3-4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже , то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1-2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой , а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Пайка для начинающих — советы Дёмина, автора эмулятора Радио-86РК
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает “тренди-бренди тренди-бренди…”. После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно “травить” плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит “пшшшшш”, и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того “пшшшшш”, что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы “запустить” процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа микросхем это крайне непрактично. Тем более, обычно, их ножки уже луженые.
- Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда “пшшшшш” происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки. Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо “сильнее” канифоли), и тогда будет активный “пшшшшш”, и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней “прозвонке”. Выход – мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент – это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит “пшшшшш”, кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А “встроенный” в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения “пятачков” для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может “сойти” слишком много, “залив” сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек “не возьмет”.
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка “погрузится” в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место “отпайки”. Второй держите рядом взведенный отсос. Как “оттает”, нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке!
» Пайка микросхемы TSSOP вручную » JeeLabs
Поначалу сборка схем с помощью небольших микросхем может показаться сложной задачей, но на самом деле это не так уж и сложно. Хитрость заключается в том, чтобы сначала смонтировать эти небольшие компоненты на «переходной печатной плате», после чего с ними можно будет легко обращаться, использовать и повторно использовать на макетной плате.
Вот LPC812 в корпусе TSSOP-16:
Расстояние между контактами 0,65 мм, т. е. в четыре раза больше , чем эти 0,1-дюймовые отверстия на макете.
Все сводится к использованию соответствующих инструментов и терпению:
Слева направо:
- печатная плата, которая должна соответствовать самой микросхеме, естественно
- под ним, этот крошечный чип LPC812 µC
- рядом, фитиль для пайки – может использоваться для удаления припоя и перемычек
- вверху справа: паяльник с регулируемой температурой с тонким жалом
- внизу: пинцет, желательно изогнутый, как показано здесь
- наконец: флюс для пайки – очищающая жидкость в маленьком дозаторе в виде маркера
Для паяльника выберите один с очень тонким жалом – у этого жала круглый 0,4 мм, но при некоторой практике можно использовать и более крупные жала. Обратите внимание, что не обязательно, чтобы кончик был уже, чем расстояние между штифтами, но это немного упрощает задачу.
Основной ингредиент
Это, конечно же, припой!
Две детали ключа : 1) припой должен иметь флюсовую сердцевину (свинцовый припой течет немного лучше, чем неэтилированный, но выбор за вами), и 2) используйте наименьший диаметр, который вы можете найти, при чаще всего 0,5 или 0,6 мм. Причина в том, что количество наносимого припоя имеет решающее значение — чем тоньше проволока, тем легче контролировать количество наносимого припоя.
Короткий кусок, намотанный на небольшой пластиковый или пенопластовый сердечник, упрощает обращение.
Подготовка
Подготовьте вышеперечисленные инструменты и материалы и положите их на чистую поверхность (предпочтительно на антистатический коврик). Этот чип можно легко уронить — без беспорядка его легче найти снова.
Убедитесь, что вы сидите удобно. Это займет от 5 до 20 минут вашей концентрации.
Нанесите флюс для пайки
Встряхните ручку с флюсом, снимите колпачок и нанесите каплю флюса на все штыревые контакты. Он испаряется при нагревании, растворяя любые оксиды и другие остатки от производства печатных плат.
Это можно повторить даже в середине процесса, если вы обнаружите, что припой больше не течет хорошо. Также используйте губку или оплетку, чтобы начисто протереть паяльное жало.
Первый пин
Это самый важный шаг: получение одиночного пин чипа впаян, в точно на правильном месте. Также не забудьте проверить ориентацию, чтобы контакт 1 выровнялся, как предполагалось.
Для начала нанесите небольшое, крошечное , TINY количество припоя на первую контактную площадку (подойдет любая угловая контактная площадка):
Затем, удерживая чип пинцетом, расплавьте припой рядом с ним первый контакт (контакт 16 в этом примере) и крепко держите чип. Текучесть и капиллярные силы сделают все остальное:
Если вы не можете ясно видеть, что вы делаете: используйте лучшее освещение, увеличительное стекло или и то, и другое!
Выравнивание
С одним припаянным штифтом все еще возможно выравнивание. Это очень важно — в этот момент чип должен быть размещен точно на контактных площадках. Используя пинцет, вы можете немного согнуть фиксированный штифт, если это поможет правильно установить все остальные штифты. Если первый контакт слишком далеко, повторно нагрейте припой, чтобы расплавить его, и повторите попытку. Вот как выглядит правильно размещенная фишка:
Если приглядеться, то видно, что два контакта уже припаяны (случайно). Это нормально, , пока все контакты находятся прямо на контактных площадках, все в порядке.
Не продолжайте дальше этого пункта, пока все не будет в порядке. Исправления позже невозможны.
Прикрепляем
Теперь все, что нам нужно сделать, это выбрать еще один угловой штифт. и нагрейте его паяльником, нанося малое количество припоя:
Вот результат:
Вот и все. Тяжелая часть уже позади.
Оставшиеся контакты
Проще всего (если вы правша) работать вверх, чтобы горячий паяльник находился чуть выше контактной площадки, которую вы собираетесь припаивать, нагревая только непропаянные контактные площадки. Таким образом, все уже сделанные штифты не рискуют снова нагреться (и испортиться):
Все правые контактные площадки готовы. Немного потренировавшись, вы заметите, что вам не нужно наносить припой на каждый штифт — часто его остается на железе достаточно, чтобы расплавить и «оплавить» то, что уже находится на контактных площадках. Для этого колодки и штифты должны быть действительно плоскими, то есть никоим образом не изогнутыми.
Ой, слишком много припоя!
Но не всегда получается так, как хотелось бы:
Не беспокойтесь, это легко исправить. Возьмите фитиль припоя и отрежьте любой старый кусок: имейте в виду, что фитиль припоя можно использовать только один раз! Затем прижмите свежий фитиль поверх штифтов и положите паяльник сверху, чтобы нагреть его:
Лучше всего держать фитиль припоя за пластиковый контейнер, так как сам фитиль сильно нагревается. Что происходит дальше, так это то, что фитиль будет впитывает припой снизу, опять же из-за капиллярных сил. В результате эти соединения окажутся почти полностью без пайки:
Затем просто продолжайте, как и раньше, начиная с того же штифта, но на этот раз применяя немного меньше припоя. Промойте и повторите по мере необходимости — большинство чипов могут выдержать довольно много пайки и депайки, прежде чем возникнут какие-либо проблемы. Но не бесконечно, конечно.
Другой риск при постоянном нагреве заключается в том, что в какой-то момент тонкие медные дорожки на печатной плате могут отсоединиться. Это может быть трудно исправить, поэтому не переусердствуйте с нагревом.
Говоря о нагреве: настройте паяльник на температуру не более 320°C для свинцового припоя и 360°C для неэтилированного припоя. Ниже можно, но тогда может потребоваться немного больше времени, чтобы растаять.
Окончательный результат
Вот второй ряд контактов, все припаяно красиво и чисто:
Может показаться, что работы много, и поначалу вам придется довольно долго тянуться к фитилю припоя, но с Немного потренировавшись, вы сможете уверенно паять эти микросхемы без необходимости исправлять какие-либо контакты или контактные площадки.
Между прочим, это был один из самых сложных примеров. Микросхемы типа «SOIC» несколько крупнее, с расстоянием между выводами 1,27 мм. На самом деле существует версия LPC812 в корпусе SOIC-20, но она, похоже, имеет несколько меньше функций, чем более новый пакет TSSOP-16 (или TSSOP-20), используемый здесь. Техника в любом случае одинакова.
Окупаемость
Есть очень веская причина попробовать и освоить этот навык: все больше и больше новых чипов выпускается только в корпусах SOIC, TQFP, TSSOP или меньше. Научившись их паять, вы получите доступ к огромному количеству интересных датчиков и микросхем микроконтроллеров.
Это требует некоторой практики и терпения, но это может сделать любой, у кого достаточно твердая рука и хорошее зрение (с помощью или без помощи). Добро пожаловать в мир миниатюризации!
[Вернуться к оглавлению статьи]
10 инструментов, необходимых для пайки стерлингового серебра — Изготовление серебряных украшений
10 лучших инструментов, необходимых для пайки стерлингового серебра!
(обновлено)
Паять стерлинговое серебро — это так весело! Кроме того, вы обнаружите, что можете создавать гораздо больше уникальных украшений, которые выделят ваши изделия ручной работы среди других!
1.
Паяльная доскаДля подготовки к пайке требуется термостойкая поверхность. Безопасность превыше всего… убедитесь, что у вас есть подходящая поверхность! Я использую 2 полки из проволочной сетки из нержавеющей стали и 1 полку из мягкого волокна сверху. Мне проще пользоваться этими полками, так как они не оставляют черных следов на моих руках и инструментах, как типичный блок для пайки углем, а также они служат полками для печи и не занимают много места. Я купил свои полки в Metal Clay Supply всего за 6–9 долларов.за штуку.
Другим, более традиционным вариантом является пайка огнеупорного кирпича. Он отлично подходит для пайки пластин из стерлингового серебра, тонких серебряных штифтов или деталей PMC!
2. Стерлинговое серебро
Если вы собираетесь паять стерлинговое серебро, вам понадобится серебро
пробы! Для большинства моих ушных проволок и соединительных колец я использую круглую серебряную проволоку
пробы 20 калибра. Я покупаю свою серебряную проволоку во многих местах, обычно я ищу тех, у кого есть лучшее предложение в тот день, когда я заказываю. Artbeads, CoolTools, RioGrande или даже на Amazon. Обычно вы можете купить катушки проволоки по 1/2 унции или по футам, если вы только начинаете и вам нужно снизить свои расходы.
3. Серебряный припой и флюс
Стремясь сделать мой процесс простым и экономичным, я нашел замечательный продукт, который включает в себя как припой, так и флюс, серебряную паяльную пасту. Я начал с «легкой» пасты, которая плавится при более низкой температуре, и ее будет достаточно для пайки проволоки 20-го калибра. Я обычно покупаю пасту для серебряного припоя в тюбиках по 1/2 унции. Только используя крошечную каплю размером с горошину на каждом спаянном соединении, этот материал имеет большое значение! Эта паста очень проста в использовании и не создает беспорядка при пайке. Кроме того, вам не нужно добавлять отдельный флюс при пайке, что значительно упрощает процесс!
4. Факел и топливо
Для пайки серебра вам понадобится источник тепла. Я использую бутановую горелку с многоразовым бутановым топливом, которая может справиться с вашими небольшими потребностями в пайке, когда вы только начинаете, например, с проволокой для ушей и соединительными кольцами. Я выбрал самый маленький фонарь, который смог найти, когда только начинал (называемый фонариком-карандашом), так как мне было проще обращаться с ним, он легкий и удобный в хранении. Не говоря уже о том, что я нервничал, преднамеренно разжигая открытый огонь в своем доме, но с некоторой практикой и моим кухонным огнетушителем рядом я довольно быстро избавился от страха. Я купил немного большую бутановую горелку после того, как немного разочаровался в своей маленькой карандашной горелке, и я рад сообщить, что обновление оказалось очень полезным.
Если вы можете размахивать им и готовы к «большому факелу», мне нравится факел Smith Little Torch. Я использую пропан с кислородом.
5 и 6. Противопожарное покрытие: борная кислота и денатурат
Перед пайкой серебро необходимо подготовить, чтобы не допустить «прожога» металла. Я использую половинную смесь борной кислоты и денатурата в стеклянной банке с герметичной крышкой. (Внимание: легко воспламеняется! Так что держите крышку плотно закрытой, когда она не используется!) Используя металлический пинцет, просто проведите серебром по огнестойкой ткани, а затем подожгите зажигалкой или спичкой. Я покупаю борную кислоту (в виде порошка) в Cooltools по 6 долларов за банку на 4 унции и денатурированный спирт в Walmart по 5 долларов (в разделе растворителей для краски). Ps… Держите вентилятор включенным в вашей студии во время обжига покрытия и пайки, чтобы не вдыхать пары.
Handy Flux – еще один отличный способ обжигать серебро. Он отлично защищает вашу деталь от окалины, а также помогает «склеить» серебро, когда вы собираетесь добавить припой (предотвращает разлетание стружки припоя при нагревании).
7. Зажигалка или спички
Я использую каминную или кемпинговую зажигалку, чтобы зажечь костер, пока готовлю серебро. Вы можете использовать боек, чтобы зажечь пламя горелки, если вы используете традиционную ювелирную горелку или если ваша бутановая горелка не имеет встроенной зажигалки или зажигания.
8. Пинцет
Пинцет очень удобен при пайке, он помогает удерживать серебряные изделия на месте, когда они слишком горячие, чтобы с ними можно было обращаться. Я решил работать со стальным пинцетом с волокнистой рукояткой, так как он имеет термостойкую рукоятку и изогнутый наконечник, что немного облегчает сбор серебряных частиц с моей паяльной доски. Кроме того, мне очень нравится функция перекрестной блокировки, потому что мне не нужно постоянно «сжимать» ручку. Я люблю это!
9. Подготовка или травление серебра
После пайки стерлингового серебра вам необходимо удалить окисление (потемнение), которое осталось на ваших изделиях, чтобы ваше серебро блестело. Я использую Silver Prep (в форме порошка) от Cooltools за 8 долларов за баночку на 8 унций. Мне нравится использовать эту смесь для рассолов, так как она натуральная и нетоксичная! Используя 1 столовую ложку на 1 стакан дистиллированной воды (этот порошок имеет большое значение). Нагрейте дистиллированную воду в небольшой кастрюле, которую вы будете использовать только для приготовления смеси для маринования серебра… не готовьте в этой кастрюле пищу после маринования! После травления серебро можно отполировать до красивого блеска.
10. Стальной блок и молоток
В любое время в процессе пайки, если вы хотите сгладить какую-либо часть серебра, вам понадобится стальной блок и небольшой молоток. Я нашел свой стальной блок для скамьи (4″ x 4″ x 3/4″) за 19 долларов (и я думаю, что сейчас они на самом деле дешевле). Вы можете купить блоки большего размера за большие деньги. Если вы хотите превратить свое серебро в кольца, браслеты или ожерелья, вам понадобятся стальные оправки для каждого из них, которые могут стоить от 20 долларов.
Спасибо, что ознакомились с 10 лучшими инструментами для пайки, без которых я не могу жить!
А теперь… Попробуйте сами и дайте мне знать в комментариях ниже, какие инструменты вам нравятся и как они помогают вашим творениям!
Есть какие-нибудь советы по инструментам, которые я пропустил в этом списке и которыми должен был поделиться? Пожалуйста, оставьте комментарий ниже и расскажите нам о своих знаниях!
Какие существуют типы припоя?
Введение
Припой на печатной плате можно рассматривать как соединительную ткань. Он служит проводящим клеем, который приклеивает компоненты к подложке и обеспечивает целостность печатной платы. Трудно представить, какой была бы современная электроника без этого удобного легкоплавкого сплава.
Не знаете, какой припой использовать для вашего проекта? В этом посте мы рассмотрим различные типы припоев, которые существуют, и как вы можете выбрать правильный припой для ваших нужд.
Что такое припой?
Припой происходит от среднеанглийского слова soudur, которое происходит от латинского слова solidare, означающего «делать твердым». Это легкоплавкий сплав (т. е. с низкой температурой плавления), используемый для соединения металлических деталей. Идея использования сплава с более низкой температурой плавления для соединения двух или более металлов существует уже тысячи лет, но сегодняшний припой обычно представляет собой смесь олова, свинца и/или флюса.
Знакомство с различными типами припоя
Сегодня на рынке представлено так много различных видов припоя, что выбор подходящего для вашего проекта может оказаться сложной задачей. К счастью, на самом деле есть только три основные категории припоя, которые вы можете использовать, чтобы сузить область поиска:
Припой на основе свинца положил начало революции в электронике. Наиболее распространенная смесь представляет собой смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C. Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.
Бессвинцовый припой начал набирать популярность, когда ЕС ввел ограничения на использование свинца в бытовой электронике. В США производители могли получить налоговые льготы за использование бессвинцовых припоев. Усы олова можно уменьшить, используя новые методы отжига, включая добавки, такие как никель, и используя конформные покрытия. Бессвинцовые припои обычно имеют более высокую температуру плавления, чем обычные припои.
- Припой с флюсовым сердечником
продается в виде катушки с «проволокой» с восстановителем в сердечнике. Флюс высвобождается во время пайки и восстанавливает (обращает окисление) металл в точке контакта, обеспечивая более чистое электрическое соединение. Это также улучшает смачивающие свойства припоя. В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники, и их нельзя использовать в электронике.
Общие сведения о паяльных смесях
Помните три основных компонента припоя: свинец, олово и флюс? На рынке доступно бесчисленное множество разновидностей припоев, основанных на относительных соотношениях этих материалов. Еще больше усложняет ситуацию то, что существуют также добавки и другие металлы, которые могут быть добавлены для придания припою определенных свойств или повышения его проводимости. Вот лишь несколько примеров добавок к сплавам и того, что они делают:
Сурьма повышает механическую прочность, не снижая смачиваемости и предотвращая появление оловянных вредителей.
Висмут значительно снижает температуру плавления и улучшает смачиваемость. Препятствует росту оловянных усов.
- Медь
снижает температуру плавления и улучшает смачивающие свойства в расплавленном состоянии.
Индий снижает температуру плавления, улучшает пластичность и используется для пайки золота или для криогенных применений из-за его высокой устойчивости к перепадам температуры. Сплавы индия дороги и подвержены коррозии.
- Никель
в припое может защитить слой UBM (подрельсовая металлизация) от растворения.
- Серебро
обеспечивает механическую прочность, но с меньшей пластичностью, чем свинец. Это может улучшить сопротивление усталости от термических циклов в бессвинцовых припоях.
При выборе паяльных смесей важно помнить о потенциальной гальванической коррозии или хрупкости, вызванных контактом разнородных металлов друг с другом. Большое разнообразие паяльных смесей поможет вам найти правильное сочетание свойств для вашего электронного устройства.
Часто для получения определенного результата можно использовать определенную комбинацию элементов в припое.
Например, припой обычно плавится в определенном диапазоне, но эвтектическая смесь, такая как Sn63Pb37, плавится ровно при 183°C. In70Pb30 совместим с золотыми контактами (низкое выщелачивание золота) и обладает высокой устойчивостью к усталости при термоциклировании.
SAC (Sn-Ag-Cu) — бессвинцовый припой, популярный в Японии для пайки оплавлением и пайки волной припоя — процесса объемной пайки, при котором печатная плата проходит над кюветой с расплавленным припоем. Волны омывают плату, спаивая компоненты.
Все зависит от того, что вы пытаетесь сделать, какие свойства вы ищете и каким стандартам должен соответствовать ваш электронный продукт (например, коррозионная стойкость, термостойкость и т. д.).
Заключение
Таким образом, существует три основных типа припоев: свинцовые, бессвинцовые и флюсовые. Припои на основе свинца наиболее понятны, надежны и предпочтительны для критически важных приложений, таких как аэрокосмическая или медицинская электроника. Бессвинцовые припои доступны для электроники, которая должна соответствовать требованиям охраны здоровья и окружающей среды. А флюсовые припои содержат восстановитель канифоли в ядре, который высвобождается во время пайки, удаляя окисление с места соединения.
Для большинства любительских применений подойдет стандартный припой Sn60Pb40. Если вы хотите улучшить качество работы на производственном участке, возможно, стоит изучить смеси, которые могут похвастаться улучшенным смачиванием или удобной эвтектической температурой плавления. Выбор правильной смеси заключается в определении требований, которым вы должны соответствовать, поиске подходящих свойств для удовлетворения этих требований и оптимизации затрат. Выберите лучший припой для ваших нужд. Чтобы узнать больше или посмотреть видео по связанным темам, а также узнать, что нового в нашем наборе инструментов для проектирования и анализа, подпишитесь на наш канал YouTube.
Решения Cadence PCB — это комплексный инструмент для проектирования от начала до конца, позволяющий быстро и эффективно создавать продукты. Cadence позволяет пользователям точно сократить циклы проектирования и передать их в производство с помощью современного отраслевого стандарта IPC-2581.
Подпишитесь на Linkedin Посетить сайт Больше контента от Cadence PCB Solutions
Загрузка, подождите
Ошибка — что-то пошло не так!
Хотите последние новости о печатных платах?
Подпишитесь на нашу ежемесячную рассылку новостей
Спасибо!
Пайка 101
Пайка (обычно произносится как пайка ) — это метод соединения металлических деталей с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Кольца и вещи имеют полная линейка расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете впоследствии использовать твердый припой. Когда вы нагреваете стерлинговый припой + мягкий припой до точки текучести твердого припоя , мягкий припой соединяется со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. В дополнение к флюсу твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Мы предлагаем следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояНажмите на изображения ниже, чтобы получить советы, списки деталей и продукты для создания этих дизайнов. | ||||||||||||||||||
| ||||||||||||||||||
Выпаивание/пайка чипа 1/4 дюйма с восемью контактами
спросил
Изменено 3 года, 8 месяцев назад
Просмотрено 3к раз
\$\начало группы\$
Мне нужно перенести рабочий восьмиконтактный 1/4″ (4 мм) чип с верхней платы на нижнюю плату с нерабочим чипом. Есть ли специальный паяльник для такой микропайки? Кто-нибудь пробовал выпаивать/паять что-то такое маленькое?
Для этого есть специальная техника или это можно сделать только машиной?
- пайка
\$\конечная группа\$
15
\$\начало группы\$
Это легко сделать.
Инструменты:
Паяльник с тонким жалом.
Мелкий припой (0,5 мм)
Пинцет
Фитиль для припоя
Спирт и маленькая кисточка
Увеличительное стекло
Обратите внимание, что я включаю флюс в список , а не . Это не нужно.
Удалите детали
Залейте все выводы припоем. То есть нанесите припой на четыре контакта с каждой стороны так, чтобы все четыре контакта были покрыты лужицей припоя.
Приготовьте пинцет в левой руке. Держите паяльник в правой руке (поверните, если вы левша).
Положите паяльник на стол плашмя — он должен быть почти горизонтальным.
Используйте длину жала паяльника, чтобы нагреть все контакты с одной стороны.
Захватите деталь пинцетом — просуньте кончик под корпус. Как будто вы держите деталь ровно между кончиками пальцев. Держите тепло на припое.
Быстро перемещайте паяльник с одного набора контактов на другой.
Нагрейте остальные четыре контакта, чтобы припой расплавился.
Из-за большой лужи припоя все 8 контактов теперь должны быть покрыты жидким припоем.
Возьмите деталь пинцетом.
Удалите лишний припой с контактов с помощью фитиля (при необходимости)
Сначала убери мёртвый для практики, а потом делай хороший.
Переустановите исправную деталь
Используйте фитиль для удаления припоя со всех 8 контактных площадок.
Нанесите припой на одну площадку. Подушечка на углу, а не посередине. (контакт 1, 4, 5 или 8)
Используйте пинцет, чтобы установить деталь на место. Выровняйте его так, чтобы все штифты находились прямо над подушечками.
Приложите жало паяльника к штифту над контактной площадкой, на которую вы нанесли припой. Слегка надавите, чтобы штифт погрузился в припой и на контактную площадку.
Снимите утюг. Дайте соединению остыть. Теперь деталь удерживается на месте одним штифтом.
Нанесите на кончик утюга небольшую каплю припоя.
Используйте пинцет, чтобы выпрямить деталь, чтобы штифты действительно выровнялись правильно.
Нанесите каплю припоя на штифт и контактную площадку по диагонали напротив первого места пайки. (Если вы сначала подключили контакт 1, теперь сделайте контакт 5.)
Припой должен соединить контакт и контактную площадку.
Снимите утюг, дайте соединению остыть. Удалите пинцет. Теперь деталь удерживается двумя штифтами.С помощью утюга и припоя припаяйте остальные шесть контактов.
Когда остальные шесть будут готовы и остынут, вернитесь и снова припаяйте первые два (они были плохо припаяны, потому что с ними нельзя было следовать надлежащей технике пайки).
Удалите лишний припой фитилем.
Удалите излишки флюса с помощью спирта и щетки.
Осмотрите с помощью увеличительного стекла, при необходимости перепаяйте.
Тестовое устройство.
Выполнено
При пайке выводов многие люди рекомендуют «пайку перетаскиванием», при которой используется большое количество флюса и большое количество припоя, чтобы «размазать» припоем все выводы путем перетаскивания наконечника, покрытого припоем. вниз по ряду контактов.
Я просто припаиваю их по одному. Это достаточно просто, и я всегда знаю, что каждый пин был припаян — еще до проверки.
\$\конечная группа\$
1
\$\начало группы\$
Главное, вы должны нагреть все контакты сразу, типичный способ сделать это для относительно небольшого чипа, как этот, состоит в том, чтобы сделать большие капли припоя с каждой стороны. Перемещение утюга вперед и назад может расплавить обе капли одновременно, а затем вы сможете оторвать стружку.
Определенно, существуют специальные инструменты, у меня есть доступ к набору пинцетов с подогревом (в частности, «инструмент для удаления стружки» ERSA) с большими наконечниками, которые могут удалить такую стружку за считанные секунды, и это было настоящей находкой, когда мне пришлось заменить 64 таких. чипсы. Горячий воздух — еще один вариант, но он может легко повредить близлежащие детали.
Для перепайки микросхемы с таким большим расстоянием между выводами я бы делал это по одному выводу за раз. Самое сложное — выровнять чип и припаять первый контакт. Некоторым нравится использовать увеличение, лично я считаю, что это больше мешает, чем помогает. Некоторым нравится пайка методом перетаскивания, но это сложнее, чем кажется.
Не беспокойтесь о перемычках припоя, их можно легко очистить с помощью фитиля.
\$\конечная группа\$
\$\начало группы\$
Проще всего с ремонтной станцией (некоторые называют ее просто термофеном, но термофен может быть слишком большим для такой работы), с его помощью можно нагреть все булавки сразу.
Если у вас его нет, я бы добавлял припой к каждой стороне чипа, пока все 4 контакта на этой стороне не будут соединены одним и тем же шариком припоя. Таким образом, у вас есть только два места для нагрева, и, поскольку это не похоже на доску, предназначенную для рассеивания тепла, вы можете нагреть одну сторону, затем переключиться на другую и нагревать ее, пока другая остается жидкой. Так что в основном возьмите пинцет и продолжайте тянуть чип, нагревайте одну сторону, пока он полностью не расплавится, и быстро переключайтесь на другую сторону, вы должны быть в состоянии достаточно нагреть, прежде чем другая сторона остынет, и чип должен оторваться. Затем вы можете удалить излишки припоя с чипа снаружи различными способами.
Не тратьте слишком много времени на создание капли или ее нагрев, так как это может повредить компонент. Я не смог найти изображение того, что я имею в виду под каплей припоя, но я думаю, что вы поняли идею, просто добавляйте припой, пока 4 контакта не будут соединены.
редактировать: я вижу, вы упомянули и пайку, я думаю, что это проще:
Удалите лишний припой с чипа и платы. Для таких сильно разнесенных контактов должно хватить насоса для припоя. Если у вас его нет, вы можете использовать фитиль, если у вас нет фитиля, попробуйте медную проволоку с флюсом рядом с ней, припой должен цепляться за горячую медную проволоку.
После очистки поместите чип в желаемое положение с помощью пинцета и припаяйте один из контактов. Затем припаяйте самый дальний контакт от только что припаянного. Это удержит чип на месте, так что теперь просто припаивайте по одному выводу за раз. Используйте флюс на каждом этапе процесса пайки.
\$\конечная группа\$
1
\$\начало группы\$
Хотя я обычно использую метод «большой капли припоя», другой метод, о котором я не упоминал, заключается в использовании чего-либо для создания «теплового моста».
Возьмите большой медный провод (2,5 мм2 или около того) и согните его так, чтобы он лег на все контакты с одной стороны, сделайте петлю на ИС с другой стороны, затем согните так, чтобы он касался всех контактов на другой стороне сторона также. Нагрейте медный провод локально, чтобы припаять к каждому контакту, а затем используйте его для одновременного нагрева всех контактов.
Возможно, не лучший вариант для вашей конкретной ситуации, но время от времени пригодится.