Задача из раздела «Постоянный электрический ток. Закон Ома для полной цепи»
Репетиторы ❯ Физика ❯ Задача из раздела «Постоянный электрический ток. Закон Ома для полной цепи»
Автор: Нонна Б., онлайн репетитор по математике и физике, преподаватель высшей категории
●
05.09.2011
●
Раздел: Физика
От Генератора с ЭДС 40 В и внутренним сопротивлением 0,04 Ом поступает по медному кабелю площадью поперечного сечения 170 мм2 к месту электросварки, удаленному от генератора на 50 м. Найти напряжение на зажимах генератора и на сварочном аппарате, если сила тока в цепи равна 200 А. Какова мощность сварочной дуги?
Найти напряжение на зажимах генератора и на сварочном аппарате, если сила тока в цепи равна 200 А. Какова мощность сварочной дуги?
Эту задачу решаем, используя алгоритм решения задач.
Красным выделены конечные формулы и вычисленные ответы на вопросы.
Если Вы хотите получить более конкретную информацию о задачах из раздела Постоянный электрический ток, онлайн репетиторы всегда рады Вам помочь. Обучение проходит на основе специально разработанного программного обеспечения. Квалифицированные педагоги оказывают помощь при выполнении домашних заданий, объяснении непонятного материала; помогают подготовиться к ГИА и ЕГЭ. Ученик выбирает сам, проводить занятия с выбранным репетитором на протяжении длительного времени, или использовать помощь педагога только в конкретных ситуациях, когда возникают сложности с определённым заданием.
© blog.tutoronline.ru,
при полном или частичном копировании материала ссылка на первоисточник обязательна.
Остались вопросы?
Задайте свой вопрос и получите ответ от профессионального преподавателя.
Задать вопрос
Физика
Курсы физики для студентов нефизических специальностей
Физика
Курсы по физике 10 класс
Информатика и ИКТ
Курс ЕГЭ по информатике
Математика
Курсы по математике 10 класс
Математика
Курсы по алгебре 7 класс
Английский язык
Курсы по бизнес английскому
Высшая математика для студентов технических специальностей
Элементарный учебник физики Т2
Элементарный учебник физики Т2
ОглавлениеИЗ ПРЕДИСЛОВИЯ К ПЕРВОМУ ИЗДАНИЮ§ 1. Электрическое взаимодействие. § 2. Проводники и диэлектрики. § 3. Разделение тел на проводники и диэлектрики § 4.  Положительные и отрицательные заряды Положительные и отрицательные заряды§ 5. Что происходит при электризации? § 6. Электронная теория. § 7. Электризация трением. § 8. Электризация через влияние. § 9. Электризация под действием света. § 10. Закон Кулона. § 11. Единица заряда. Глава II. ЭЛЕКТРИЧЕСКОЕ ПОЛЕ § 12. Действие электрического заряда на окружающие тела. § 13. Понятие об электрическом поле. § 14. Напряженность электрического поля. § 16. Электрическое поле в диэлектриках и в проводниках. § 17. Графическое изображение полей. § 18. Основные особенности электрических карт. § 19. Применение метода линий поля к задачам электростатики. § 20. Работа при перемещении заряда в электрическом поле. § 21. Разность потенциалов (электрическое напряжение). § 22. Эквипотенциальные поверхности. § 23. В чем смысл введения разности потенциалов? § 24. Условия равновесия зарядов в проводниках. § 25. Электрометр. § 26. В чем различие между электрометром и электроскопом? § 27.  § 28. Измерение разности потенциалов в воздухе. Электрический зонд. § 29. Электрическое поле Земли. § 30. Простейшие электрические поля. § 31. Распределение зарядов в проводнике. Клетка Фарадея. § 32. Поверхностная плотность заряда. § 33. Конденсаторы. § 34. Различные типы конденсаторов. § 35. Параллельное и последовательное соединение конденсаторов. § 36. Диэлектрическая проницаемость. § 37. Почему электрическое поле ослабляется внутри диэлектрика? § 38. Энергия заряженных тел. Энергия электрического поля. Глава III. ПОСТОЯННЫЙ ЭЛЕКТРИЧЕСКИЙ ТОК § 39. Электрический ток и электродвижущая сила. § 40. Признаки электрического тока. § 42. Сила тока. § 43. «Скорость электрического тока» и скорость движения носителей заряда. § 44. Гальванометр. § 45. Распределение напряжения в проводнике с током. § 46. Закон Ома. § 47. Сопротивление проводов. § 48. Зависимость сопротивления от температуры.  § 49. Сверхпроводимость. § 50. Последовательное и параллельное соединение проводников. § 51. Реостаты. § 52. Распределение напряжения в цепи. § 53. Вольтметр. § 54. Каким должно быть сопротивление вольтметра и амперметра? Глава IV. ТЕПЛОВОЕ ДЕЙСТВИЕ ТОКА § 56. Нагревание током. Закон Джоуля-Ленца. § 57. Работа, совершаемая электрическим током. § 58. Мощность электрического тока. § 59. Контактная сварка. § 60. Электрические нагревательные приборы. Электрические печи. § 61. Понятие о расчете нагревательных приборов. § 62. Лампы накаливания. § 63. Короткое замыкание. § 64. Электрическая проводка. Глава V. ПРОХОЖДЕНИЕ ЭЛЕКТРИЧЕСКОГО ТОКА ЧЕРЕЗ ЭЛЕКТРОЛИТЫ § 65. Первый закон Фарадея. § 66. Второй закон Фарадея. § 67. Ионная проводимость электролитов. § 68. Движение ионов в электролитах. § 69. Элементарный электрический заряд. § 70. Первичные и вторичные процессы при электролизе.  § 71. Электролитическая диссоциация. § 72. Градуировка амперметров при помощи электролиза. § 73. Технические применения электролиза. Глава VI. ХИМИЧЕСКИЕ И ТЕПЛОВЫЕ ГЕНЕРАТОРЫ ТОКА § 74. Введение. Открытие Вольты. § 75. Правило Вольты. Гальванический элемент. § 76. Как возникают э. д. с. и ток в гальваническом элементе? § 77. Поляризация электродов. § 78. Деполяризация в гальванических элементах. § 79. Аккумуляторы. § 80. Закон Ома для замкнутой цепи. § 81. Напряжение на зажимах источника тока и э. д. с. § 82. Соединение источников тока. § 84. Термоэлементы в качестве генераторов. § 85. Измерение температуры с помощью термоэлементов. Глава VII. ПРОХОЖДЕНИЕ ЭЛЕКТРИЧЕСКОГО ТОКА ЧЕРЕЗ МЕТАЛЛЫ § 86. Электронная проводимость металлов. § 87. Строение металлов. § 88. Причина электрического сопротивления. § 89. Работа выхода. § 90. Испускание электронов накаленными телами. Глава VIII.  ПРОХОЖДЕНИЕ ЭЛЕКТРИЧЕСКОГО ТОКА ЧЕРЕЗ ГАЗЫ ПРОХОЖДЕНИЕ ЭЛЕКТРИЧЕСКОГО ТОКА ЧЕРЕЗ ГАЗЫ§ 91. Самостоятельная и несамостоятельная проводимость газов. § 92. Несамостоятельная проводимость газа. § 94. Молния. § 95. Коронный разряд. § 96. Применения коронного разряда. § 97. Громоотвод. § 98. Электрическая дуга. § 99. Применения дугового разряда. § 100. Тлеющий разряд. § 101. Что происходит при тлеющем разряде? § 102. Катодные лучи. § 103. Природа катодных лучей. § 104. Каналовые лучи. § 105. Электронная проводимость в высоком вакууме. § 106. Электронные лампы. § 107. Электроннолучевая трубка. Глава IX. ПРОХОЖДЕНИЕ ЭЛЕКТРИЧЕСКОГО ТОКА ЧЕРЕЗ ПОЛУПРОВОДНИКИ § 108. Природа электрического тока в полупроводниках. § 109. Движение электронов в полупроводниках. § 110. Полупроводниковые выпрямители. § 111. Полупроводниковые фотоэлементы. Глава X. ОСНОВНЫЕ МАГНИТНЫЕ ЯВЛЕНИЯ § 112. Естественные и искусственные магниты. § 113.  Полюсы магнита и его нейтральная зона. Полюсы магнита и его нейтральная зона.§ 114. Магнитное действие электрического тока. § 115. Магнитные действия токов и постоянных магнитов. § 116. Происхождение магнитного поля постоянных магнитов. § 117. Гипотеза Ампера об элементарных электрических токах. Глава XI. МАГНИТНОЕ ПОЛЕ § 118. Магнитное поле и его проявления. Магнитная индукция. § 119. Магнитный момент. Единица магнитной индукции. § 120. Измерение магнитной индукции поля с помощью магнитной стрелки. § 121. Сложение магнитных полей. § 122. Линии магнитного поля. § 123. Приборы для измерения магнитной индукции. Глава XII. МАГНИТНЫЕ ПОЛЯ ЭЛЕКТРИЧЕСКИХ ТОКОВ § 124. Магнитное поле прямолинейного проводника и кругового витка с током. § 125. Магнитное поле соленоида. Эквивалентность соленоида и полосового магнита. § 126. Магнитное поле внутри соленоида. Напряженность магнитного поля. § 127. Магнитное поле движущихся зарядов. Глава XIII. МАГНИТНОЕ ПОЛЕ ЗЕМЛИ § 128.  Магнитное поле Земли. Магнитное поле Земли.§ 129. Элементы земного магнетизма. § 130. Магнитные аномалии и магнитная разведка полезных ископаемых. § 131. Изменение элементов земного магнетизма с течением времени. Магнитные бури. Глава XIV. СИЛЫ, ДЕЙСТВУЮЩИЕ В МАГНИТНОМ ПОЛЕ НА ПРОВОДНИКИ С ТОКОМ § 132. Введение. § 133. Действие магнитного поля на прямолинейный проводник с током. Правило левой руки. § 134. Действие магнитного поля на виток или соленоид с током. § 135. Гальванометр, основанный на взаимодействии магнитного поля и тока. § 136. Сила Лоренца. § 137. Сила Лоренца и полярные сияния. Глава XV. ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИЯ § 138. Условия возникновения индукционного тока. § 139. Направление индукционного тока. Правило Ленца. § 140. Основной закон электромагнитной индукции. § 141. Электродвижущая сила индукции. § 142. Электромагнитная индукция и сила Лоренца. § 143. Индукционные токи в массивных проводниках. Токи Фуко. Глава XVI. МАГНИТНЫЕ СВОЙСТВА ТЕЛ § 144.  Магнитная проницаемость железа. Магнитная проницаемость железа.§ 145. Магнитная проницаемость различных веществ. Вещества парамагнитные и диамагнитные. § 146. Движение парамагнитных и диамагнитных тел в магнитном поле. Опыты Фарадея. § 147. Молекулярная теория магнетизма. § 148. Магнитная защита. § 149. Особенности ферромагнитных тел. § 150. Основы теории ферромагнетизма. Глава XVII. ПЕРЕМЕННЫЙ ТОК § 151. Постоянная и переменная электродвижущая сила. § 152. Опытное исследование формы переменного тока. Осциллограф. § 153. Амплитуда, частота и фаза синусоидального переменного тока и напряжения. § 154. Сила переменного тока. § 155. Амперметры и вольтметры переменного тока. § 156. Самоиндукция. § 157. Индуктивность катушки. § 158. Прохождение переменного тока через конденсатор и катушку с большой индуктивностью. § 159. Закон Ома для переменного тока. Емкостное и индуктивное сопротивления. § 160. Сложение токов при параллельном включении сопротивлений в цепь переменного тока.  § 161. Сложение напряжений при последовательном соединении сопротивлений в цепи переменного тока. § 162. Сдвиг фаз между током и напряжением. § 163. Мощность переменного тока. § 164. Трансформаторы. § 165. Централизованное производство и распределение электрической энергии. § 166. Выпрямление переменного тока. Глава XVIII. ЭЛЕКТРИЧЕСКИЕ МАШИНЫ: ГЕНЕРАТОРЫ, ДВИГАТЕЛИ, ЭЛЕКТРОМАГНИТЫ § 167. Генераторы переменного тока. § 168. Генераторы постоянного тока. § 169. Генераторы с независимым возбуждением и с самовозбуждением. § 170. Трехфазный ток. § 171. Трехфазный электродвигатель. § 172. Электродвигатели постоянного тока. § 173. Основные рабочие характеристики и особенности двигателей постоянного тока с параллельным и последовательным возбуждением. § 174. Коэффициент полезного действия генератора и двигателя. § 175. Обратимость электрических генераторов постоянного тока. § 176. Электромагниты. § 177. Применение электромагнитов.  § 178. Реле и их применения в технике и автоматике. Ответы и решения к упражнениям Приложения Предметный указатель Таблицы |
 С. Элементарный учебник физики. Т.2. Электричество и магнетизм. — М.: Наука, 1985. — 479 c.
С. Элементарный учебник физики. Т.2. Электричество и магнетизм. — М.: Наука, 1985. — 479 c.
Что такое Ом в сварке?
Welding Tech
Единица электрического сопротивления протеканию тока известна как ом. Это фундаментальное свойство материала, определяющее, насколько легко он может проводить электричество. При сварке это свойство важно, поскольку оно влияет на количество тепла, которое может быть выделено в процессе сварки.
Термин «Ом» назван в честь Георга Ома, немецкого физика, изучавшего взаимосвязь между электрическим током и сопротивлением.
Сегодня единица электрического сопротивления названа в честь Георга Ома в знак признания его вклада в наше понимание электричества. В сварке термин «Ом» используется для описания удельного сопротивления материала и того, как оно влияет на процесс сварки. Понимая роль удельного сопротивления при сварке, вы сможете лучше контролировать тепло, выделяемое при сварке, и добиваться превосходных результатов.
В сварке термин «Ом» используется для описания удельного сопротивления материала и того, как оно влияет на процесс сварки. Понимая роль удельного сопротивления при сварке, вы сможете лучше контролировать тепло, выделяемое при сварке, и добиваться превосходных результатов.
Для чего используется Ом?
Основное назначение омов — измерение электрического сопротивления. При этом он также является ключевым фактором в определении количества тепла, которое может быть выделено в процессе сварки.
В дополнение к своей роли в сварке, ом также используется для измерения других электрических свойств, таких как:
- индуктивность
- емкость
Это также ключевая единица измерения в области акустики, где он используется для количественной оценки импеданса звуковых волн.
Что такое сопротивление и Ом?
Сопротивление — это мера способности материала проводить электричество. Единица электрического сопротивления известна как ом. При сварке это свойство важно, поскольку оно влияет на количество тепла, которое может быть выделено в процессе сварки.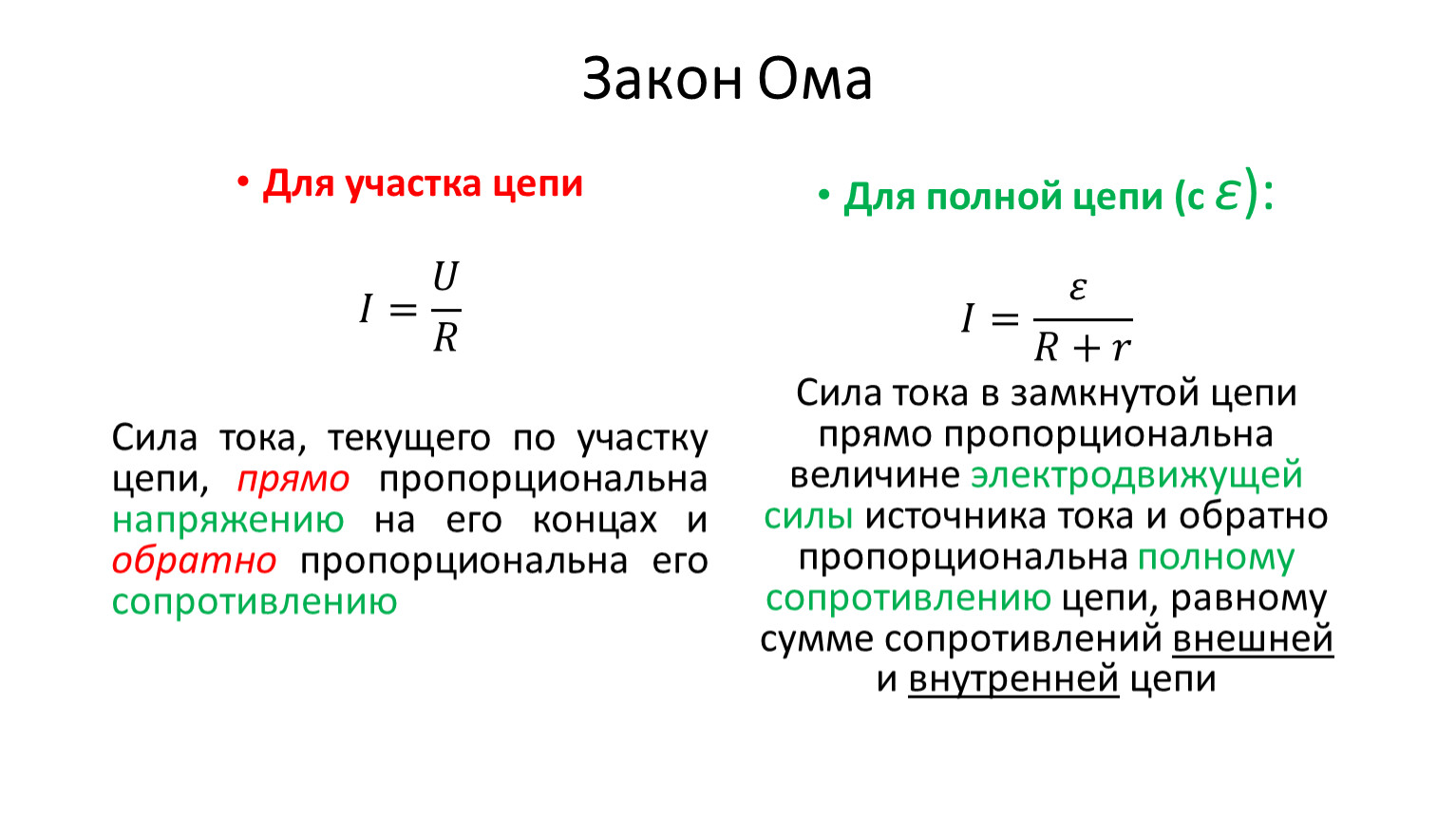
Если материал имеет низкое сопротивление току, через него проходит больше электричества и вырабатывается больше тепла. Вот почему материалы с низким удельным сопротивлением часто используются при сварке. С другой стороны, материалы с высоким удельным сопротивлением будут иметь меньший ток и выделять меньше тепла. Это делает их более подходящими для применений, где необходим точный контроль сварочного тепла.
Что такое Ом в цепи?
Ом — это единица измерения, которая количественно определяет сопротивление материала протеканию тока. В электрической цепи ом представляет удельное сопротивление материалов, используемых в цепи. Сюда входят провода, разъемы и другие компоненты, составляющие цепь.
На удельное сопротивление материала влияет его температура. Как правило, удельное сопротивление материала увеличивается с понижением его температуры. Это означает, что материалы с высоким удельным сопротивлением лучше выдерживают высокие температуры, возникающие в процессе сварки. По этой причине такие материалы, как вольфрам и молибден, часто используются для сварки.
По этой причине такие материалы, как вольфрам и молибден, часто используются для сварки.
Как рассчитать Ом?
Для расчета удельного сопротивления материала необходимо знать его длину и площадь поперечного сечения. Удельное сопротивление материала пропорционально его длине и обратно пропорционально площади его поперечного сечения. Эта зависимость известна как закон Ома.
Зная удельное сопротивление материала, вы сможете лучше контролировать тепло, выделяемое сварными швами, и добиваться превосходных результатов.
Ссылки по теме
Ом
Ом (значения)
Закон Ома
Георг Ом
Ом
Сварка сопротивлением
Сварка сопротивлением — это название, данное группе сварочных процессов, в которых слияние двух металлов достигается за счет тепла, возникающего из-за сопротивления, оказываемого заготовкой потоку тока. Давление обычно применяется для надежной фиксации соединения. Заготовка является частью электрической цепи, по которой протекает ток.
Сварка сопротивлением имеет семь различных вариантов: сварка оплавлением, ударная сварка, рельефная сварка, шовная сварка, точечная сварка, сварка с осадкой и высокочастотная контактная сварка.
Принципы сварки сопротивлением
Применение сварки сопротивлением
Свариваемые металлы
Свариваемость
Принципы контактной сварки
Все виды дуговой сварки во многом похожи друг на друга. Однако сварка сопротивлением значительно отличается от обычных процессов сварки, используемых сегодня в мире. В этом процессе не используются флюсы; присадочный металл также обычно не используется.
Когда электрический ток проходит через две металлические детали, металл оказывает сопротивление потоку тока. Из-за этого сопротивления в металле выделяется тепло. Если ток достаточно высок, а сопротивление достаточно локализовано, выделяется достаточное количество тепла для расплавления металлических частей. После этого, если металлические детали сжать вместе с приложением силы, они сплавятся друг с другом.
После этого, если металлические детали сжать вместе с приложением силы, они сплавятся друг с другом.
Сила сварочного тока определяет тепло, выделяемое в точке сварки. Помимо этого, время , в течение которого ток протекает через металлические заготовки, и давление, прикладываемое между заготовками, также оказывают существенное влияние на прочность и надежность соединения. Следует отметить, что давление необходимо прикладывать на протяжении всего процесса сварки, чтобы электрическая цепь оставалась установленной до тех пор, пока протекает ток.
Наиболее распространенным вариантом контактной сварки является точечная сварка. Процесс проиллюстрирован на рисунке ниже. Понимание точечной сварки облегчает понимание принципа контактной сварки.
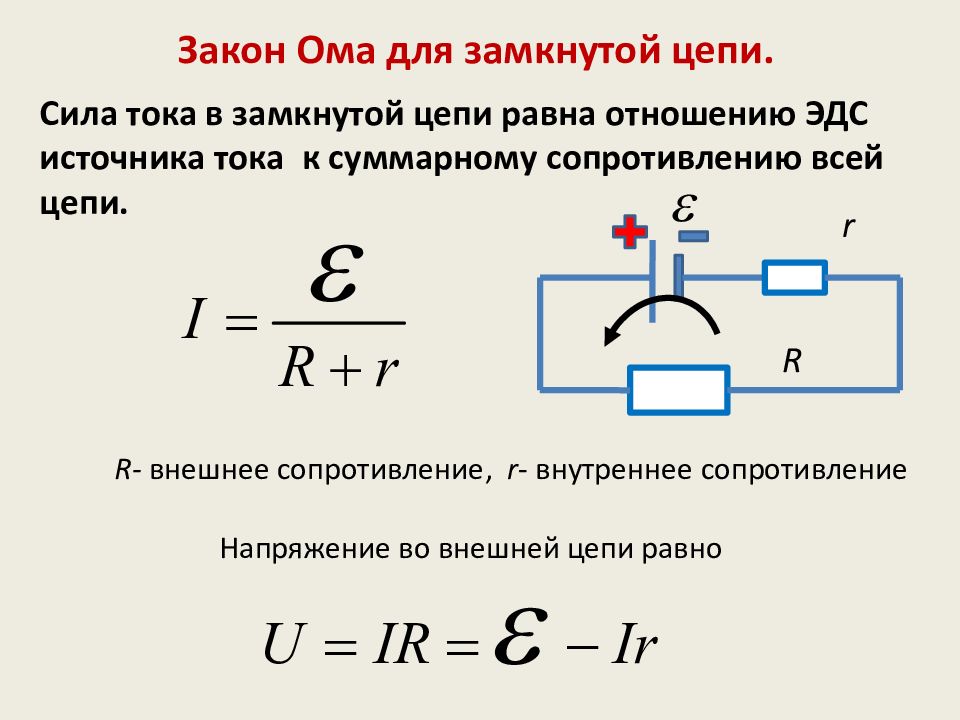
Напряжение, ток и сопротивление в цепи контактной сварки подчиняются закону Ома. Согласно закону Ома, V = I x R. Здесь «V» — это напряжение, «I» — это ток, протекающий через цепь, а «R» — это сопротивление цепи. Наибольшее сопротивление оказывают две свариваемые детали.
Тепло, выделяющееся в точке сварки, рассчитывается по следующей формуле: Q = V x I x t. Здесь «Q» — выделяемое тепло в джоулях, «I» — сила тока в амперах, а «t» — продолжительность течения тока в секундах. Применяя закон Ома, эту формулу можно переписать как Q = I 2 Рт.
Кроме того, следует понимать, что сопротивление заготовок не является единственным сопротивлением, имеющимся в сварочном контуре. Есть и другие элементы, такие как электроды, кабели и т. д. Сопротивление этих других элементов, хотя и небольшое, также следует учитывать.
При расчете тепла для этих потерь вводится коэффициент K C . Итак, формула гласит: Q = I 2 Rt x K . Коэффициент K представляет потери тепла из-за сопротивления других компонентов цепи.
Из приведенной выше формулы видно, что выделяемое тепло пропорционально квадрату сварочного тока. Это означает, что если ток удваивается, выделяемое тепло увеличивается в четыре раза. Мы видим, что выделяемое тепло также прямо пропорционально времени протекания тока. Это означает, что если ток увеличить вдвое, время сварки можно сократить вдвое, а выделяемое тепло все равно будет вдвое больше исходного. Таким образом, источник питания обеспечивает высокий сварочный ток, малую мощность напряжения.
Это означает, что если ток увеличить вдвое, время сварки можно сократить вдвое, а выделяемое тепло все равно будет вдвое больше исходного. Таким образом, источник питания обеспечивает высокий сварочный ток, малую мощность напряжения.
Следует понимать, что некоторое количество тепла выделяется и в других компонентах сварочного контура. Примечательно, что место, где электрод касается заготовки, оказывает существенное сопротивление току. Из-за этого электрод нагревается. Настолько нагревается, что его приходится охлаждать охлаждающей водой.
Прикладываемое давление также играет важную роль в качестве сварного шва. Высокое механическое давление приводит к измельчению зерен металла шва. Давление создается механизированным способом – либо гидравлическим, либо пневматическим, либо механическим. Сварные швы сопротивления, как правило, выполняются на быстром зажиме.
Качество сварного шва мало зависит от мастерства сварщика. Это больше зависит от настройки машины, выбора параметров и соблюдения технологии сварки.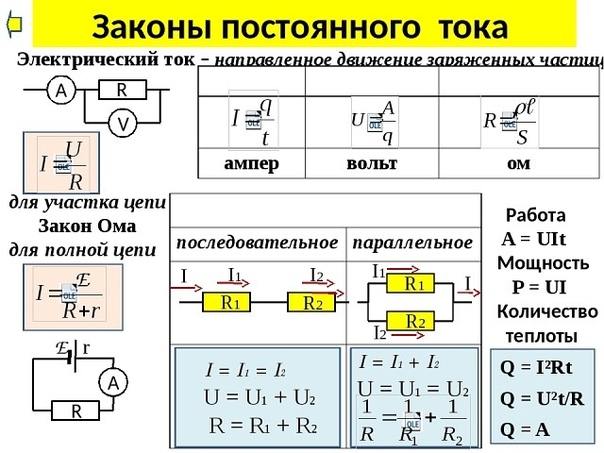 Навыки сварщика не играют роли, потому что давление, цикл тока, время приложения давления, движение электродов и т. д. контролируются аппаратом.
Навыки сварщика не играют роли, потому что давление, цикл тока, время приложения давления, движение электродов и т. д. контролируются аппаратом.
Все эти параметры необходимо объяснить машине с помощью программы. Оборудование для контактной сварки имеет встроенные элементы управления для изменения этих параметров в соответствии с программой, которую вводит оператор.
Применение контактной сварки
Процессы контактной сварки используются в отраслях, занимающихся массовым производством деталей. В таких работах важна повторяемость и постоянство качества, поскольку один и тот же сварной шов должен выполняться сотни тысяч раз. Оператор выполняет только функцию загрузки и выгрузки работы, а машина выполняет функцию сварки.
Одним из основных пользователей этого процесса является автомобильная промышленность. Еще одним крупным потребителем является бытовая промышленность. Еще одним потребителем является сталелитейная промышленность, где этот процесс используется для соединения производственных труб, насосно-компрессорных труб и небольших структурных соединений. Всякий раз, когда необходимо выполнить крупномасштабное соединение тонких основных металлов, хорошим кандидатом является контактная сварка.
Всякий раз, когда необходимо выполнить крупномасштабное соединение тонких основных металлов, хорошим кандидатом является контактная сварка.
Уникальной особенностью контактной сварки является то, что для нее не требуются присадочные стержни. Кроме того, он стабильно производит большое количество соединений в быстром темпе, при этом качество сварных швов остается высоким.
Свариваемые металлы
Наиболее часто используемые в промышленности металлы можно сваривать контактной сваркой. Более тонкие металлы легче сваривать, чем более толстые. Для некоторых металлов может потребоваться термическая обработка после сварки для получения желаемых механических свойств.
В следующей таблице показана свариваемость часто используемых металлов контактной сваркой.
| Металл | Свариваемость контактной сваркой |
| Низкоуглеродистая сталь | Свариваемость |
| Низколегированная сталь | Свариваемая |
| Средне- и высокоуглеродистая сталь | Возможно, но обычно не используется. |
| Нержавеющая сталь | Свариваемый |
| Легированные стали | Возможно, но обычно не используется. |
| Алюминий | Под сварку |
| Инконель | Под сварку |
| Магний | Мы ldable |
| Monel | Под сварку |
| Нейзильбер | Под сварку |
| Никель | Под сварку |
| Драгоценные металлы | Свариваемый |
Свариваемость
Возможность сварки (или свариваемости) данного основного металла контактной сваркой в основном зависит от трех факторов: удельного электрического сопротивления, теплопроводности и температуры плавления.
Свариваемый металл должен иметь высокое электрическое сопротивление протеканию тока, чтобы могло выделяться большое количество тепла. Кроме того, он также должен иметь низкую теплопроводность, чтобы генерируемое таким образом тепло не рассеивалось на прилегающий основной металл. Кроме того, металл также должен иметь низкую температуру плавления, чтобы он плавился при относительно низких температурах.
Кроме того, металл также должен иметь низкую температуру плавления, чтобы он плавился при относительно низких температурах.
В эту категорию попадают сплавы на основе железа с низким содержанием легирующих элементов.
Весь принцип контактной сварки зависит от сопротивления металла протеканию тока. Сопротивление, в свою очередь, зависит от удельного сопротивления металла, которое является свойством металла. Сопротивление и удельное сопротивление связаны формулой: R = ρ x L/A, где ρ — удельное сопротивление металла, «L» — длина проводника, а «A» — площадь поперечного сечения проводника.
Металлы с низким удельным сопротивлением и немного более высокой теплопроводностью поэтому трудно сваривать контактной сваркой. Тепло, выделяющееся в месте сварки, быстро передается другим частям основного металла. К таким металлам относятся магний, алюминий и др. Так же и драгоценные металлы обладают довольно высокой теплопроводностью. Таким образом, также трудно сваривать драгоценные металлы контактной сваркой.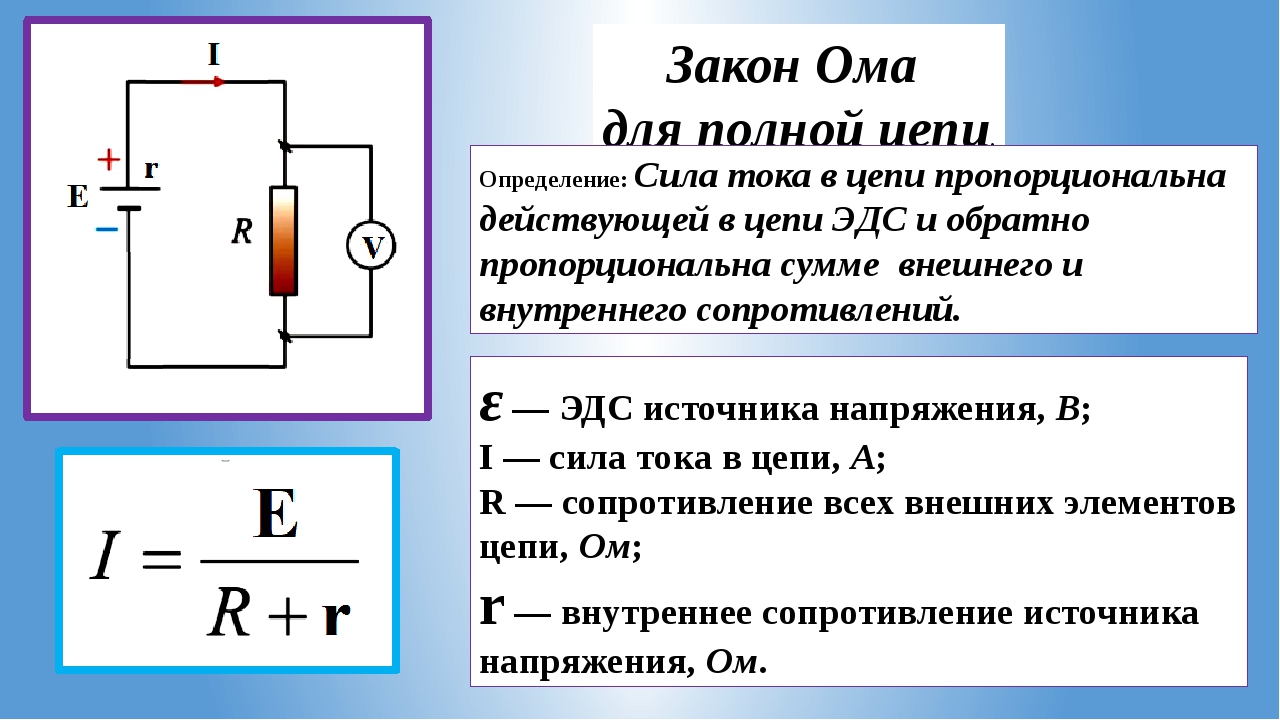
Другая категория – тугоплавкие металлы. Эти металлы имеют очень высокую температуру плавления. Таким образом, для плавления металла с помощью тепла, вызванного сопротивлением, потребуется очень большой ток.
Три фактора: удельное сопротивление, проводимость и температура плавления могут быть объединены в формулу, которую можно использовать в качестве индикатора. Этот показатель указывает на относительную легкость сварки основного металла контактной сваркой. Обратите внимание, что результат этой формулы показывает только относительных легкость при сравнении металлов. Эта формула W = ρ x 100/(T x K).
В этой формуле «W» означает свариваемость. «K» — относительная теплопроводность по отношению к меди, «T» — температура плавления в °C, а «ρ» — удельное сопротивление. Все три свойства металла. Если для металла «W» ниже 0,25, свариваемость считается плохой. Если он попадает в диапазон от 0,75 до 2, это считается хорошим. Любое значение выше двух считается отличным.