
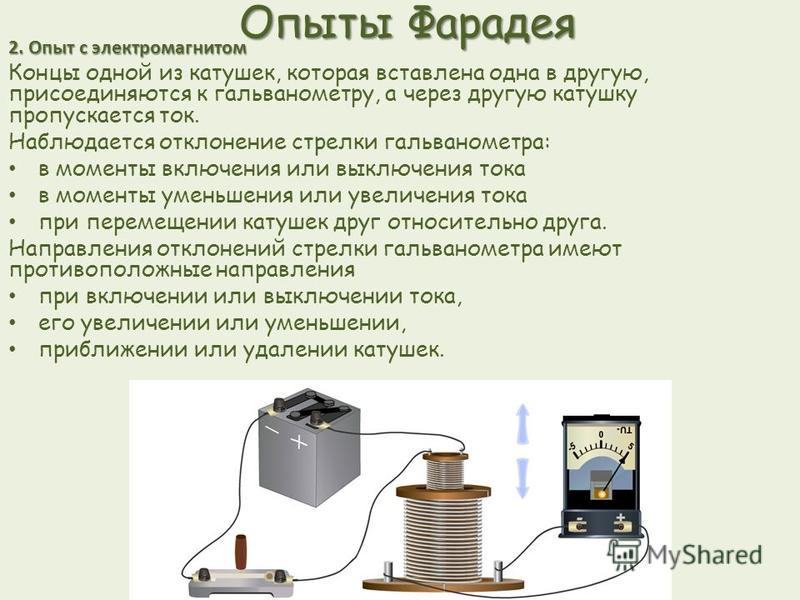
Как проверить катушку зажигания (бобину) на автомобиле. Выводы катушки из медного провода присоединены к чувствительному гальванометру. В каком из перечисленных ниже опытов гальванометр укажет на протекание Выводы катушки из
Для бензинового ДВС система зажигания является одной из определяющих, хотя в машине сложно выделить какой-то главный узел. Без мотора не поедешь, но и без колеса это тоже невозможно.
Катушка зажигания создает высокое напряжение, без которого невозможно образование искры и воспламенение топливо-воздушной смеси в цилиндрах бензинового двигателя.
Коротко о зажигании
Чтобы понять зачем в автомобиле бобина (это народное название), и какое участие она принимает в обеспечении движения, надо хотя бы обобщенно понять устройство систем зажигания.
Упрощенная схема работы бобины приведена ниже.
Плюсовой вывод катушки подключен к положительной клемме аккумулятора, а другим выводом она соединяется с распределителем напряжения. Такая схема подключения является классической и широко применяется на машинах семейства ВАЗ. Для полноты картины необходимо сделать ряд уточнений:
Такая схема подключения является классической и широко применяется на машинах семейства ВАЗ. Для полноты картины необходимо сделать ряд уточнений:
- Распределитель напряжения является неким диспетчером, подающим напряжение на тот цилиндр, в котором произошла фаза сжатия и должны воспламениться пары бензина.
- Работой катушки зажигания управляет коммутатор напряжения, его исполнение может быть механическим или электронным (бесконтактным).
Механические устройства использовались в старых автомобилях: на ВАЗ 2106 и подобных, но сейчас они практически полностью вытеснены электронными.
Устройство и работа бобины
Современная бобина является упрощенной версией индукционной катушки Румкорфа. Она была названа в честь изобретателя немецкого происхождения – Генриха Румкорфа, который первым запатентовал в 1851 году устройство, преобразовывающее постоянное низкое напряжение в переменное высокое.
Чтобы понять принцип работы, нужно знать устройство катушки зажигания и основы радиоэлектроники.
Это традиционная, общая катушка зажигания ВАЗ, применяемая в течение длительного времени и на многих других автомобилях. Фактически это импульсный высоковольтный трансформатор. На сердечнике, предназначенном для усиления магнитного поля, тонким проводом намотана вторичная обмотка, она может содержать до тридцати тысяч витков провода.
Поверх вторичной обмотки находится первичная из более толстой проволоки и с меньшим количеством витков (100-300).
Обмотки с одних концов соединены между собой, второй конец первичной подсоединяется к аккумуляторы, вторичная обмотка свободным концом подключена к распределителю напряжения. Общей точкой обмотки катушки подключены к коммутатору напряжения. Всю эту конструкцию закрывает защитный корпус.
Через «первичку» в исходном состоянии протекает постоянный ток. Когда нужно образовать искру, цепь разрывается коммутатором или трамблером. Это приводит к образованию высокого напряжения во вторичной обмотке. Напряжение поступает на свечу нужного цилиндра, где и образуется искра, вызывающая сгорание топливной смеси. Для соединения свечей с распределителем использовались высоковольтные провода.
Для соединения свечей с распределителем использовались высоковольтные провода.
Конструкция с одним выводом не является единственно возможной, существуют и другие варианты.
- Двухискровые. Сдвоенная система применяется для цилиндров, которые работают в одной фазе. Предположим, в первом цилиндре происходит сжатие и искра нужна для воспламенения, а в четвертом фаза продувки и там образуется холостая искра.
- Трехискровые. Принцип работы как у двухвыводной, только используются подобные на 6 цилиндровых двигателях.
- Индивидуальные. Каждая свеча оснащена собственной катушкой зажигания. В данном случае обмотки поменяны местами — первичная находится под вторичной.
Как проверить катушку зажигания
Основной параметр, по которому определяется работоспособность бобины, является сопротивление обмоток. Существуют усредненные показатели, говорящие о ее исправности. Хотя не всегда отклонения от нормы являются показателем неисправности.
С помощью мультиметра
- сопротивление первичной обмотки;
- сопротивление вторичной обмотки;
- наличие короткого замыкания (пробой изоляции).


Следует учесть, что таким образом можно проверить только индивидуальную катушку зажигания. Сдвоенные устроены иначе, и необходимо знать схему вывода «первички» и «вторички».
Первичную обмотку проверяем присоединив щупы к контактам Б и К.
Измеряя «вторичку» подключаем один щуп к контакту Б, а второй к высоковольтному выводу.
Изоляцию замеряют через клемму Б и корпус катушки. Показания прибора должен быть не ниже 50 Мом.
Далеко не всегда у просто автолюбителя под рукой имеется мультиметр и опыт его использования, в дальней дороге проверка катушки зажигания указанным способом также недоступна.
Другие способы
Еще одним способом, особенно актуальным для старых автомобилей, в том числе и ВАЗах, будет проверка искры. Для этого центральный высоковольтный провод помещается на расстояние 5-7 мм от корпуса двигателя. Если при попытках завести машину проскакивает синяя или ярко-фиолетовая искра — бобина работает нормально. Если цвет искры более светлый, желтый, или она отсутствует вовсе, это может служить подтверждением ее поломки, либо неисправности провода.
Если цвет искры более светлый, желтый, или она отсутствует вовсе, это может служить подтверждением ее поломки, либо неисправности провода.
Есть простой способ проверить систему с индивидуальными катушками. Если двигатель троит, нужно просто поочередно отсоединять питание катушек на заведенном двигателе. Отключили разъем и звук работы поменялся (машина задвоила) – катушка в порядке. Звук остался прежним – искра на свечу в этом цилиндре не поступает.
Правда проблема может быть и в самой свече, поэтому для чистоты эксперимента следует поменять местами свечу из этого цилиндра с любой другой.
Подключение катушки зажигания
Если при демонтаже вы не запомнили и не отметили какой провод к какой клемме шел, схема подключения катушки зажигания следующая. На клемму со знаком + или буквой Б (батарея) подается питание от аккумулятора, на букву К подключается коммутатор. Цвета проводов в автомобилях могут отличаться, поэтому проще всего отследить какой куда идет.
Правильность подсоединения важна, и в случае нарушения полярности можно испортить саму бобину, трамблер, коммутатор.
Вывод
Одним из важных узлов в автомобиле является бобина, создающая высокое напряжение для образования искры. Если в работе двигателя появляются провалы, он начинает троить и просто нестабильно работать – причиной может быть в ней. Поэтому важно знать, как проверить катушку зажигания правильно, а при необходимости и дедовским методом, в полевых условиях.
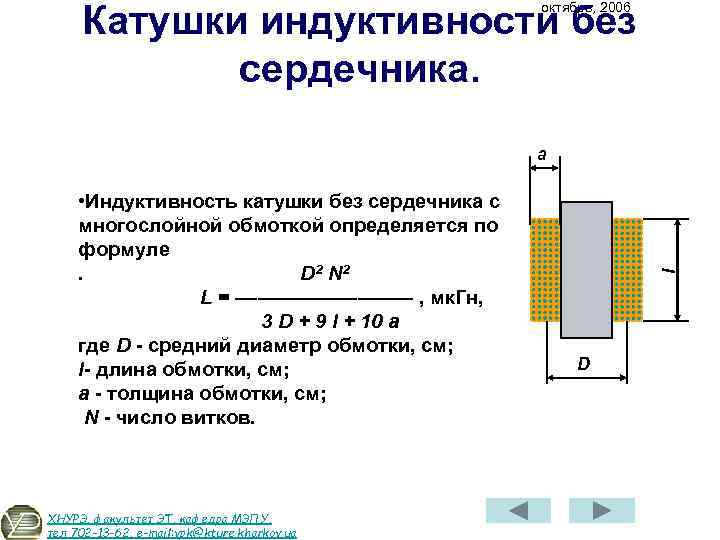
Стандартная конструкция катушки индуктивности состоит из изолированного провода с одной или несколькими жилами, намотанными в виде спирали на каркас из диэлектрика, имеющего прямоугольную, цилиндрическую или форму. Иногда, конструкции катушек бывают бескаркасными. Наматывание провода производится в один или несколько слоев.
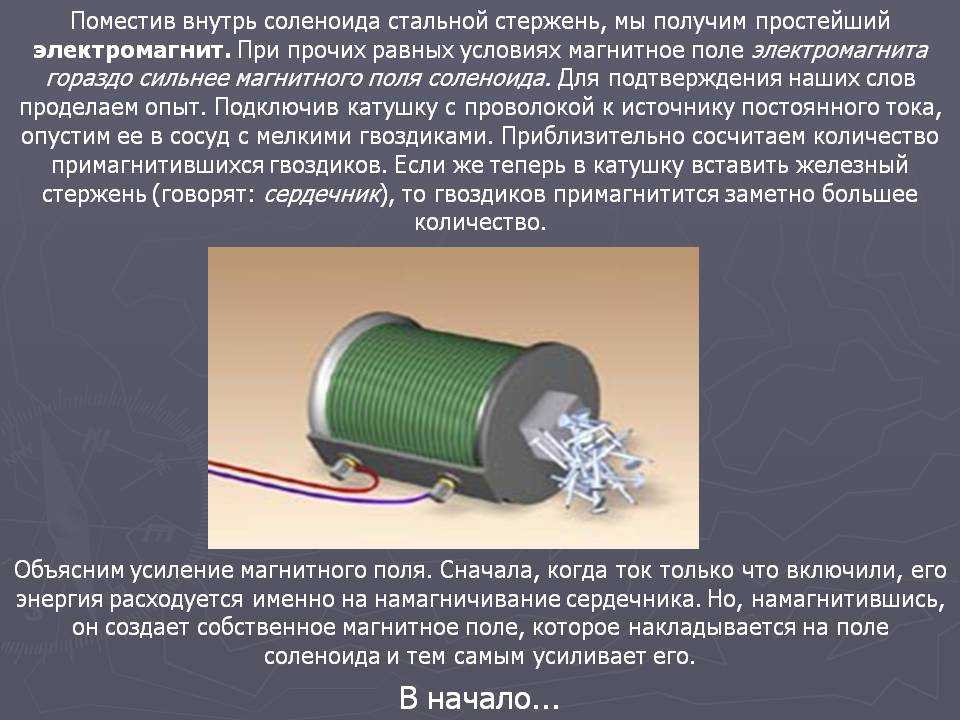
Для того, чтобы увеличить индуктивность, используются сердечники из ферромагнитов. Они же позволяют изменять индуктивность в определенных пределах. Не всем до конца понятно, для чего нужна катушка индуктивности. Ее используют в электрических цепях, как хороший проводник постоянного тока. Однако, при возникновении самоиндукции, возникает сопротивление, препятствующее прохождению переменного тока.
Не всем до конца понятно, для чего нужна катушка индуктивности. Ее используют в электрических цепях, как хороший проводник постоянного тока. Однако, при возникновении самоиндукции, возникает сопротивление, препятствующее прохождению переменного тока.
Разновидности катушек индуктивности
Существует несколько вариантов конструкций катушек индуктивности, свойства которых определяют и сферу их использования. Например, применение контурных катушек индуктивности вместе с конденсаторами, позволяют получать резонансные контуры. Они отличаются высокой стабильностью, качеством и точностью.
Катушки связи обеспечивают индуктивную связь отдельных цепей и каскадов. Таким образом, становится возможным деление базы и цепей по постоянному току. Здесь не требуется высокой точностью, поэтому, для этих катушек используется тонкий провод, наматываемый в две небольшие обмотки. Параметры данных приборов определяются в соответствии с индуктивностью и коэффициентом связи.
Некоторые катушки используются в качестве вариометров. Во время эксплуатации их индуктивность может изменяться, что позволяет успешно перестраивать колебательные контуры. Весь прибор включает в себя две последовательно соединенных катушки. Подвижная катушка вращается внутри неподвижной катушки, тем самым, создавая изменение индуктивности. Фактически, они являются статором и ротором. Если их положение изменится, то поменяется и значение самоиндукции. В результате, индуктивность прибора может измениться в 4-5 раз.
Во время эксплуатации их индуктивность может изменяться, что позволяет успешно перестраивать колебательные контуры. Весь прибор включает в себя две последовательно соединенных катушки. Подвижная катушка вращается внутри неподвижной катушки, тем самым, создавая изменение индуктивности. Фактически, они являются статором и ротором. Если их положение изменится, то поменяется и значение самоиндукции. В результате, индуктивность прибора может измениться в 4-5 раз.
В виде дросселей используются те приборы, у которых при переменном токе отмечается высокое сопротивление, а при постоянном — очень низкое. Благодаря этому свойству, они используются в радиотехнических устройствах в качестве фильтрующих элементов. При частоте 50-60 герц для изготовления их сердечников применяется трансформаторная сталь. Если частота имеет более высокое значение, то сердечники изготавливаются из феррита или пермаллоя. Отдельные разновидности дросселей можно наблюдать в виде так называемых бочонков, подавляющих помехи на проводах.
Где применяются катушки индуктивности
Сфера применения каждого такого прибора, тесно связана с особенностями его конструкции. Поэтому нужно обязательно учитывать ее индивидуальные свойства и технические характеристики.
Совместно с резисторами или , катушки задействованы в различных цепях, имеющих частотно-зависимые свойства. Прежде всего, это фильтры, колебательные контуры, цепи обратной связи и прочее. Все виды этих приборов способствуют накоплению энергии, преобразованию уровней напряжения в импульсном стабилизаторе.
При индуктивной связи между собой двух и более катушек, происходит образование трансформатора. Эти приборы могут использоваться, как электромагниты, а также, как источник энергии, возбуждающий индуктивно связанную плазму.
Индуктивные катушки успешно используются в радиотехнике, в качестве излучателя и приемника в конструкциях кольцевых и , работающих с электромагнитными волнами.
При изготовлении металлоискателей любых типов особое внимание следует уделять качеству поисковой катушки (катушек) и точной ее настройке на рабочую частоту поиска. От этого сильно зависит дальность обнаружения и стабильность частоты генерации. Часто случается, что при правильной и вполне работоспособной схеме частота «плавает», что может, конечно, объясняться и температурной нестабильностью применяемых элементов (в основном конденсаторов). Я лично собрал не один десяток разных металлоискателей и на практике температурная стабильность пассивных элементов все же не обеспечивает гарантированной стабильности частоты если сама поисковая катушка сделана небрежно и не обеспечена ее точная настройка на рабочую частоту. Далее будут даны практические рекомендации по изготовлению качественных катушек-датчиков и их настройке для однокатушечных металлоискателей.
От этого сильно зависит дальность обнаружения и стабильность частоты генерации. Часто случается, что при правильной и вполне работоспособной схеме частота «плавает», что может, конечно, объясняться и температурной нестабильностью применяемых элементов (в основном конденсаторов). Я лично собрал не один десяток разных металлоискателей и на практике температурная стабильность пассивных элементов все же не обеспечивает гарантированной стабильности частоты если сама поисковая катушка сделана небрежно и не обеспечена ее точная настройка на рабочую частоту. Далее будут даны практические рекомендации по изготовлению качественных катушек-датчиков и их настройке для однокатушечных металлоискателей.
Изготовление хорошей катушки
Обычно катушки металлоискателей мотают «внавал» на какой-либо оправке – кастрюле, банке и т.д. подходящего диаметра. Затем обматывают изолентой, экранирующей фольгой и снова изолентой. Такие катушки не обладают необходимой жесткостью конструкции и стабильностью, очень чувствительны к малейшей деформации и сильно меняют частоту даже при простом сдавливании пальцами! Металлоискатель с такой катушкой придется то и дело подстраивать и от ручки-регулятора ваши пальцы будут постоянно в больших болючих мозолях:).
Для каркаса катушки можно сделать, используя пластиковой короб (кабель-канал) подходящего сечения. Например, для 80 – 100 витков провода сечением 0,3…0,5 мм вполне подойдет короб сечением 15 Х 10 и меньше, в зависимости от сечения вашего конкретного провода для намотки. В качестве намоточного провода подойдет одножильный медный провод для слаботочных электрических цепей, продается в бухтах, типа CQR, КСПВ и т.д. Это медный нелуженый провод в полихлорвиниловой изоляции. Кабель может содержать от 2-х и более одножильных проводов сечением 0,3 … 0,5 мм в изоляции разных цветов. Снимаем внешнюю оболочку кабеля и получаем несколько нужных проводов.
Снимаем крышку с кабельного канала и надрезаем боковые стенки острым ножом через 1 … 2 см:
После этого кабель-канал легко может обогнуть цилиндрическую поверхность нужного диаметра (банку, кастрюли и др.), соответственно диаметру катушки металлоискателя. Концы каб.-канала склеиваются при этом между собой и получается цилиндрический каркас с бортиками. На такой каркас нетрудно намотать нужное количество витков провода и промазать их, например, лаком, эпоксидкой, или залить все герметиком.
Сверху каркас с проводом закрывается крышкой каб.-канала. Если бортики этой крышки невысокие (это зависит от размера и типа короба), то боковые надрезы на ней можно не делать, потому что она итак достаточно хорошо гнется. Выходные концы катушки выводятся наружу рядом друг с другом.
Таким образом получается герметичная катушка с хорошей жесткостью конструкции. Все острые края, выступы и неровности каб.-канала следует выровнять при помощи наждачной бумаги или же обмотать слоем изоленты.
После проверки катушки на работоспособность (это можно сделать, подключив катушку даже без экрана к вашему металлоискателю по наличию генерации), заливки ее клеем или герметиком и механической обработки неровностей, следует сделать экран. Для этого берется фольга от электролитических конденсаторов или пищевая фольга из магазина, которая нарезается на полосы шириной 1,5 … 2 см. Фольга наматывается вокруг катушки плотно, без зазоров, внахлест.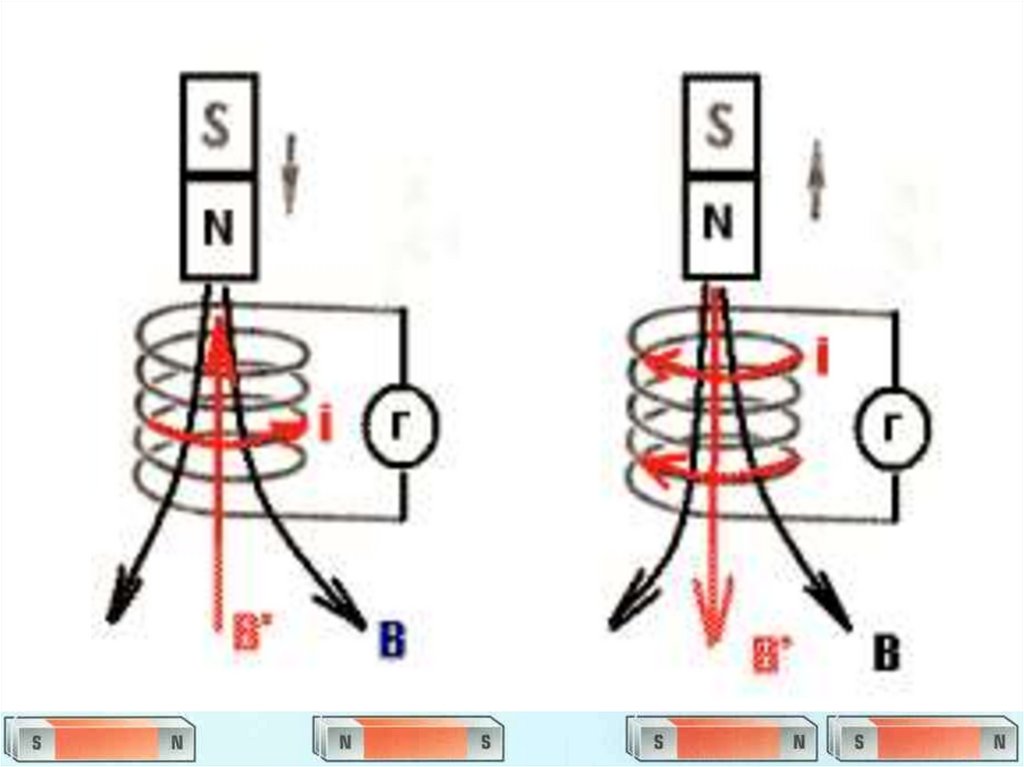 Между концами фольги в месте выводов катушки нужно оставить зазор 1 … 1,5 см , иначе образуется короткозамкнутый виток и катушка работать не будет. Концы фольги следует закрепить клеем. Затем сверху фольга обматывается по всей длине любым луженым проводом (без изоляции) по спирали, с шагом около 1 см. Провод обязательно должен быть луженым, иначе может иметь место несовместимый контакт металлов (алюминий-медь). Один из концов этого провода будет являться общим проводом катушки (GND).
Между концами фольги в месте выводов катушки нужно оставить зазор 1 … 1,5 см , иначе образуется короткозамкнутый виток и катушка работать не будет. Концы фольги следует закрепить клеем. Затем сверху фольга обматывается по всей длине любым луженым проводом (без изоляции) по спирали, с шагом около 1 см. Провод обязательно должен быть луженым, иначе может иметь место несовместимый контакт металлов (алюминий-медь). Один из концов этого провода будет являться общим проводом катушки (GND).
Потом вся катушка обматывается двумя-тремя слоями изоленты для защиты фольги-экрана от механических повреждений.
Настройка катушки на нужную частоту заключается в подборе конденсаторов, которые вместе с катушкой образуют колебательный контур:
Реальная индуктивность катушки, как правило, не соответствует ее расчетному значению, поэтому добиться нужной частоты контура можно подбором соответствующих конденсаторов. Для облегчения подбора этих конденсаторов удобно сделать так называемый «магазин емкостей». Для этого можно взять подходящий переключатель, например типа П2К на 5 … 10 кнопок (или несколько таких переключателей с меньшим количеством кнопок), с зависимой или независимой фиксацией (все равно, главное, чтобы была возможность включать несколько кнопок одновременно). Чем больше будет кнопок на вашем переключателе, тем, соответственно, большее количество емкостей можно включить в «магазин». Схема простая и приведена ниже. Весь монтаж навесной, конденсаторы паяются прямо к выводам кнопок.
Для этого можно взять подходящий переключатель, например типа П2К на 5 … 10 кнопок (или несколько таких переключателей с меньшим количеством кнопок), с зависимой или независимой фиксацией (все равно, главное, чтобы была возможность включать несколько кнопок одновременно). Чем больше будет кнопок на вашем переключателе, тем, соответственно, большее количество емкостей можно включить в «магазин». Схема простая и приведена ниже. Весь монтаж навесной, конденсаторы паяются прямо к выводам кнопок.
Здесь приведен пример для подбора конденсаторов последовательного колебательного контура (два конденсатора + катушка) с емкостями около 5600 пФ. Переключая кнопки можно задействовать разные емкости, указанные на соответствующей кнопке. Кроме того, включая одновременно несколько кнопок, можно получить суммарные емкости. Например если одновременном нажать кнопки 3 и 4 получим суммарные емкости 5610 пФ (5100 + 510), а при нажатии 3 и 5 – 5950 пФ (5100 + 850). Таким образом можно создать необходимый набор емкостей для точного подбора нужной частоты настройки контура. Выбирать емкости конденсаторов в «магазине емкостей» нужно исходя из тех значений, которые даны в вашей схеме металлоискателя. На примере, который здесь дан, емкости конденсаторов по схеме указаны 5600пФ. Поэтому в «магазин» первым делом включены, конечно, эти емкости. Ну а далее берите емкости с меньшими номиналами (4700, 4300, 3900 пФ например), и совсем небольшими (100, 300, 470, 1000 пФ) для более точного подбора. Таким образом вы сможете простым переключением кнопок и их комбинацией получить очень широкий диапазон емкостей и настроить катушку на требуемую частоту. Ну а затем останется только подобрать конденсаторы с емкостью, равной той, какая получилась у вас в результате на «магазине емкостей». Конденсаторы с такой емкостью и следует ставить в рабочую схему. Следует иметь в виду, что при подборе емкостей сам «магазин» нужно подключать к металлоискателю именно тем проводом/кабелем, который и будет в дальнейшем использоваться, а провода подключения «магазина» к катушке нужно сделать как можно короче ! Потому что все провода имеют еще и свою емкость.
Выбирать емкости конденсаторов в «магазине емкостей» нужно исходя из тех значений, которые даны в вашей схеме металлоискателя. На примере, который здесь дан, емкости конденсаторов по схеме указаны 5600пФ. Поэтому в «магазин» первым делом включены, конечно, эти емкости. Ну а далее берите емкости с меньшими номиналами (4700, 4300, 3900 пФ например), и совсем небольшими (100, 300, 470, 1000 пФ) для более точного подбора. Таким образом вы сможете простым переключением кнопок и их комбинацией получить очень широкий диапазон емкостей и настроить катушку на требуемую частоту. Ну а затем останется только подобрать конденсаторы с емкостью, равной той, какая получилась у вас в результате на «магазине емкостей». Конденсаторы с такой емкостью и следует ставить в рабочую схему. Следует иметь в виду, что при подборе емкостей сам «магазин» нужно подключать к металлоискателю именно тем проводом/кабелем, который и будет в дальнейшем использоваться, а провода подключения «магазина» к катушке нужно сделать как можно короче ! Потому что все провода имеют еще и свою емкость.
Для параллельного контура (один конденсатор + катушка) достаточно будет использовать в «магазине», соответственно, и по одному конденсатору на каждый номинал. Конденсаторы после их подбора лучше припаять прямо на выводы катушки, для чего удобно сделать небольшую монтажную пластинку из фольгированного текстолита и закрепить ее на штанге рядом с катушкой либо на самой катушке:
Обсудить статью МЕТАЛЛОИСКАТЕЛИ: О КАТУШКАХ
Ребят,не сдам эти задания еданственная 3-ка выйдет!помогайте) 1.Каково сопротивление 1м провода из константана диаметром 0,8 мм? 2.При
намотке катушки из медного провода ее масса возросла на 17,8 г,а сопротивление оказалось равным 34 Ом.Оцените по этим данным длину и площадь поперечного сечения провода?
3.К источнику тока с внут.сопротивлением 1 Ом подключили последовательно амперметр и резистор с сопротивлением 2 Ом.При этом амперметр показывал1 А.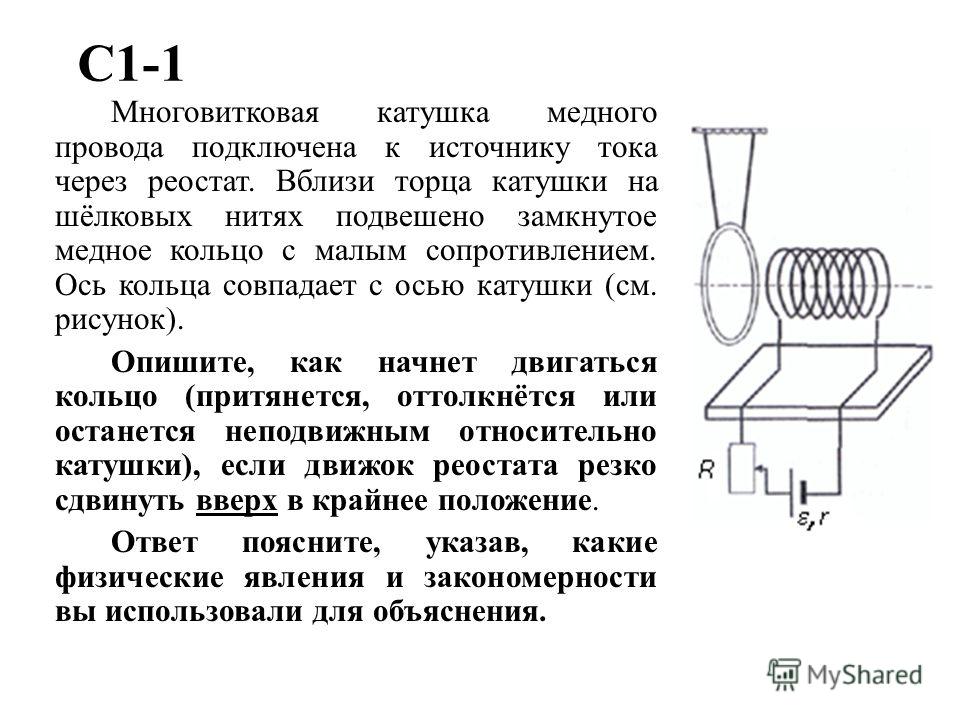 Что покажет амперметр,если использовать резистор сопротивлением 3Ом?
Что покажет амперметр,если использовать резистор сопротивлением 3Ом?
4.В цепи вольтметр показывает 3В,а амперметр 0,5 А.При силе тока 1А вольтметр показывает 2,5 В.Каковы ЭДС и внут.сопротивление источника?
5.на заряд 3Кл в электростатич.поле действует сила 6Н.Чему равна напряженность поля?
а.18 н/кл б.0,5 н/кл в.2н/кл г 24 н/кл д.среди ответов нет правильного
6.как изменится напряженность эл.поля точечного заряда,перенесенного из вакуума в среду с диелектрической проницаемостью,равной 81?
а.увеличится в 9 раз б.уменьшится в 9 раз в.увеличится в 81 г.уменьшится в 81 раз д.не изменится
10.При перемещении эл.заряда между точками с разностью потенциалов 8 В силы,действующие на заряд со стороны эл.поля,совершили работу 4 Дж.Чему равна величина заряда?
а.4кл б.32 кл в.0,5 кл г.2 кл д.нет правильного
11.заряд 2кл перемещается из точки с потенциалом 10 В в точку с потенциалом 15 В.Какую работу совершает при этом эл.поле?
а.10 дж б.-10 дж в. 0,4 дж г.2,5 дж д.нет правильных
0,4 дж г.2,5 дж д.нет правильных
12.при перемещении заряда 3 кл из 1 точки в другую эл.поле совершает работу 6 дж.чему равна разность потенциалов между этими точками?
а.18 В б.2В в.0,5В г.9 В д.нет правильных
13.как изменится электроемкость конденсатора при удалении из него диэлектрика с диэлектрической проницаемостью равной 2?
1) Определите сопротивление нагревательного элемента электрической печи,выполненного из константановой проволоки с площадью поперечного сечения 1 мм в
квадрате и длиной 24.2м. 2)Удлинитель длиной 20 м сделан из медного провода диаметром 1.2 мм. Каково сопротивление удлинителя? Каково падение напряжения на нем, если по нему течет ток силой 10 А?
1)Определите сопротивление нагревательного элемента электрической печи, выполненного из константановой проволоки с площадью поперечного сечения 1мм2 и
длиной 24,2м
2) удлинитель длиной 20 м сделан из медного провода диаметром 1,2мм. 2. Каково ее сопротивление?Какого сечение необходимо выбрать
2. Каково ее сопротивление?Какого сечение необходимо выбрать
Одним из достоинств импульсных металлоискателей, является простота изготовления для них поисковых катушек . При этом с простой катушкой, импульсные металлоискатели имеют хорошую глубину обнаружения. В этой статье будут описаны наиболее простые и доступные способы изготовления поисковых катушек для импульсных металлоискателей своими руками.
Катушки, изготовленные описанными ниже способами изготовления, подойдут практически для всех популярных схем импульсных металлоискателей (Кощей, Клон, Тракер, Пират и др.).
Катушка для импульсного металлоискателя из витой пары
Из провода витая пара, можно получить отличный датчик для импульсных металлоискателей. Такая катушка, будет иметь глубину поиска более 1,5 метра и обладать неплохой чувствительностью к небольшим предметам (Монетам, кольцам и т.д.). Для ее изготовления вам понадобиться провод витая пара (такой провод используется для интернет подключения и есть в продаже на любом рынке и компьютерном магазине). Провод состоит из 4 свитых пар провода без экрана!
Провод состоит из 4 свитых пар провода без экрана!
Последовательность изготовления катушки для импульсного металлоискателя, из провода витая пара:
- Отрезаем 2,7 метра провода.
- Находим середину нашего куска (135 см) и отмечаем его. Затем от него отмеряем по 41 см и также ставим отметки.
- Соединяем провод по отметкам в кольцо, как показано ниже на рисунке, и фиксируем его скотчем или изолентой.
- Теперь начинаем обвивать концы вокруг кольца. Делаем это одновременно с обеих сторон, и следим, чтобы витки ложились плотно, без зазоров. В результате вы получаете кольцо из 3ох витков. Вот так у вас должно получится:
- Полученное кольцо фиксируем скотчем. А концы нашей катушки отгибаем вовнутрь.
- Затем зачищаем изоляцию проводов, и спаиваем наши провода, в следующей последовательности:
- Места спайки изолируем при помощи термотрубок или изоленты.
- Для вывода катушки, берем провод 2*0. 5 или 2*0.75 мм в резиновой изоляции, длинной 1,2 метра, и подпаиваем его к оставшимся концам катушки и также изолируем.
- Затем необходимо подобрать подходящий корпус для катушки, его можно купить готовый, или подобрать подходящего диаметра пластиковую тарелку и т.д.
- Вкладываем катушку в корпус и фиксируем ее там при помощи термоклея, также фиксируем наши спайки и провода на выводы. Вы должны получить нечто подобное:
 5 или 2*0.75 мм в резиновой изоляции, длинной 1,2 метра, и подпаиваем его к оставшимся концам катушки и также изолируем.
5 или 2*0.75 мм в резиновой изоляции, длинной 1,2 метра, и подпаиваем его к оставшимся концам катушки и также изолируем.- Затем корпус заклеивается, или если вы использовали пластиковую тарелку или поддон, то его лучше заполнить эпоксидной смолой, это придаст вашей конструкции дополнительную жесткость. Перед тем как заклеивать корпус, или заполнять его эпоксидной смолой, лучше провести промежуточные испытания работоспособности! Так как после склейки, исправить уже нечего не получится!
- Для крепления катушки к штанге металлоискателя, можно использовать вот такой кронштейн (стоит он совсем недорого), или изготовить его подобие самостоятельно.

- Ко второму концу провода подпаиваем разъем, и наша катушка готова к применению.
При испытании такой катушки с металлоискателей Кощей 5И были получены следующие данные:
- Ворота железные – 190 см
- Каска – 85 см
- Монета 5 кос СССР – 30 см.
Большая катушка для импульсного металлоискателя своими руками.
Тут мы опишем способ изготовления глубинной катушки 50*70 см, для импульсных металлоискателей . Такая катушка хорошо подойдет для поиска крупных металлических целей на большой глубине, но она не пригодна для поиска мелкого металла.
Итак, процесс изготовления катушки для импульсных металлоискателей:
- Изготавливаем лекало. Для этого в любой графической программе, рисуем наше лекало, и распечатываем его в размере 1:1.
- При помощи лекала, чертим контур нашей катушки на листе фанеры или ДСП.
- Вбиваем по периметру гвозди, или вкручиваем шурупы (шурупы необходимо обмотать изолентой, чтобы они не царапали провод), с шагом 5 – 10 см.
- Затем наматываем на них обмотку (для металлоискателя Клон 18 -19 витков) обмоточного эмаль провода 0.7-0.8мм, также можно использовать многожильный изолированный провод, но тогда вес катушки получиться немного больше.
- Между гвоздиками, обмотку стягиваем кабельными стяжками, или скотчем. И промазываем свободные участки эпоксидной смолой.
- После застывания эпоксидной смолы, вынимаем гвозди и снимаем катушку. Удаляем наши стяжки. К концам катушки подпаиваем выводы из многожильного провода длинной 1,5 метра. И обматываем катушку стеклотканью, с эпоксидной смолой.
- Для изготовления крестовины, можно использовать полипропиленовую трубу диаметром 20 мм. Такие трубы продаются под названием «Трубы под термосварку».
- Работать с полипропиленом можно с помощью промышленного фена. Нагревать его надо очень осторожно, т.к. при 280 градусах материал разлагается. Итак, берём два отрезка трубы, у одного из них нагреваем середину, проковыриваем дырку насквозь, расширяем её так, чтобы в неё пролезла вторая труба, нагреваем середину этой самой второй трубы (продолжая поддерживать середину первой в горячем состоянии) и вставляем одно в другое. Не смотря на сложное описание, особой ловкости это не требует — у меня получилось с первого раза. Два разогретых куска полипропилена склеиваются «насмерть», об их прочности можно не беспокоиться.
- Разогреваем кончики крестовины и надрезаем их ножницами (разогретый полипропилен неплохо режется) с целью получения «выемок» для обмотки. Затем вставляем крестовину внутрь обмотки и, поочередно нагревая кончики крестовины с выемками, «запечатываем» в последних обмотку. При надевании обмотки на крестовину можно пропустить кабель через одну из труб крестовины.
- Из отрезка такой же трубы изготавливаем пластинку (методом плющенья в горячем состоянии), изгибаем её буквой » П » и привариваем (опять же в горячем виде) к середине крестовины. Сверлим отверстия под всеми любимые болты от унитазной крышки.
- С целью придания дополнительной прочности и герметичности заделываем оставшиеся щели всевозможными герметиками, заматываем сомнительные места стеклотканью с эпоксидкой, наконец, заматываем всё изолентой.
 Не смотря на сложное описание, особой ловкости это не требует — у меня получилось с первого раза. Два разогретых куска полипропилена склеиваются «насмерть», об их прочности можно не беспокоиться.
Не смотря на сложное описание, особой ловкости это не требует — у меня получилось с первого раза. Два разогретых куска полипропилена склеиваются «насмерть», об их прочности можно не беспокоиться.
Тематические материалы:
Делаем свой локальный DNS (PDNSD), с блэкджеком и быстрее Google Public DNS Развертывание рекурсивного кэширующего сервиса dns пакет bind Linux: Что правильно использовать: su или sudo? Что такое Sudo (su) Разрешение пользователю выполнять команду без ввода пароля Системный раздел (системный раздел EFI или ESP) Nano — самый простой консольный текстовый редактор для Linux Служебные разделы диска в Windows и их содержимое Пять лучших дистрибутивов на базе Arch Linux Получаем информацию об оборудовании в Linux Параметры запуска ядраОбновлено: 17.01.2022
103583
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Изготовление катушек из голого медного провода, наматываемого на ребро
Страница 47 из 83
Конструкция катушек дополнительных полюсов.
Технологический процесс изготовления катушек дополнительных полюсов во многом отличается от процесса изготовления катушек главного полюса.
Из числа полюсных катушек катушки дополнительных полюсов являются наиболее компактными, а так как в них нет пустот, заполняемых замазкой, то катушки дополнительных полюсов лучше отводят тепло от медных шин сердечнику полюса.
Изоляцией между витками этих катушек (см. рис. 9-2, б) являются асбестовые прокладки толщиной 0,3 мм. Наружная изоляция катушек класса А состоит из трех слоев хлопчатобумажной ленты. Для катушек с более высокими классами нагревостойкости в качестве изоляции применяют микаленты и стеклянные ленты, пропитанные лаками, соответствующими классу изоляции.
Так, катушки с изоляцией класса нагревостойкости Н наружную изоляцию имеют из стеклянной ленты толщиной 0,1 мм (позиции 1 и 3, рис. 9-2, б) и стекломикаленты ЛСГФК толщиной 0,17 мм (позиция 2).
Пропитываются катушки в кремнийорганическом лаке К-47к.
Намотка катушек. Катушки наматываются на специальных намоточных станках, оснащенных приспособлениями для предохранения от скручивания шины при гибке ее на ребро. При отношении толщины шины к ее ширине не более 1 : 8 намотку катушек можно производить на намоточных станках типа ТТ, имеющих только одно движение шпинделя (вращение вокруг своей оси). Для прижима медной шины к шаблону при намотке катушки станок снабжен специальной штангой, шарнирно закрепленной на направляющих станка.
Однако более качественная намотка катушек, в том числе и с небольшим отношением толщины шины к ее ширине, получается на специальных станках со сложным движением намоточного шаблона. Нашей промышленностью для намотки полюсных катушек (из меди на ребро) выпускается полуавтомат модели ПНК-2 (рис. 9-7, а). На станке можно наматывать катушки с наибольшей шириной и длиной соответственно 500 и 1500 мм и наибольшим сечением меди 720 мм2.
В массивной станине станка расположен весь приводной механизм; сверху ее укреплена планшайба 6 со столом 8 и прижимным механизмом 12.
На станке наматывается на шаблон непрерывная спираль, которая затем разрезается на отдельные катушки пневматическими ножницами. Удлиненная форма катушки дополнительного полюса получается в результате следующих четырех движений стола и планшайбы (рис. 9-7, б), показанных при образовании одного квитка катушки:
- для образования одной удлиненной стороны катушки (положение I) стол 8 перемещается прямолинейно. Движение стол получает от рейки 7 (см. рис. 9-7, а), сцепленной с зубчатым колесом z4, сидящим на валу I. Вращение валу передается от двигателя через клиноременную передачу, систему шестерен и электромагнитную муфту 1.
В крайнем положении стол фиксируется конечным выключателем 4. Магнитный тормоз 10 в это время находится в рабочем состоянии, удерживая планшайбу в в неподвижном состоянии;
- для образования одной закругленной части катушки (положение II) планшайба в должна повернуться на угол 180°. Вращение планшайба получает через червячную пару z3 от включенной электромагнитной муфты 11. Стол 8 в момент вращения планшайбы заклинивается фиксирующим клином 5;
- образование другой удлиненной стороны катушки 9 (положение III) происходит при прямолинейном перемещении стола, который получает движение от тех же механизмов, что и в первом переходе. Однако движется он в направлении, обратном первому. Перемена направления движения осуществляется за счет переключения муфты 3 реверсивного механизма, включающего в зацепление с коническим зубчатым колесом z2 коническое колесо zb противоположное колесу z’, включенному при первом переходе.
 Стол 8 в момент вращения планшайбы заклинивается фиксирующим клином 5;
Стол 8 в момент вращения планшайбы заклинивается фиксирующим клином 5;В момент образования радиусной части катушки кулачковая муфта находится в нейтральном положении, а тормозной клин 2 отключен;
- другая закругленная сторона катушки 9 образуется при повороте планшайбы 6 на угол 180° (положение IV).
Рис. 9-7. Полуавтомат модели ПНК-2: а — кинематическая схема; б — схема движения стола и планшайбы станка
Для намотки катушек дополнительных полюсов из голой шинной меди на ребро применяются станки и других конструкций [2]. Общим для всех намоточных станков катушек дополнительных полюсов является сложное движение шаблона.
Общим для всех намоточных станков катушек дополнительных полюсов является сложное движение шаблона.
Отжиг катушек.
В местах закругления поперечное сечение медной шины катушки при намотке из прямоугольного получается трапецеидальным с большим основанием на внутреннем радиусе катушки.
Для устранения утолщения катушки подвергают прессовке. Прежде чем выполнить эту операцию, катушки необходимо отжечь, так как в деформированном сечении медь становится твердой в результате нагартовки (изменения строения кристаллической решетки). Отжигают катушки в электрических шахтных печах с автоматической регулировкой температуры в пределе 600—620° С. Катушки, подлежащие отжигу, укладывают в корзину с некоторым зазором между витками и вместе с ней помещают в печь, которая закрывается крышкой для уменьшения доступа воздуха. Выдержав в печи катушки в течение 30—40 мин, корзину с катушками замачивают в ванне с водой, а затем на 3—5 мин помещают в раствор 5-процентной серной кислоты для удаления с поверхности меди окисной пленки.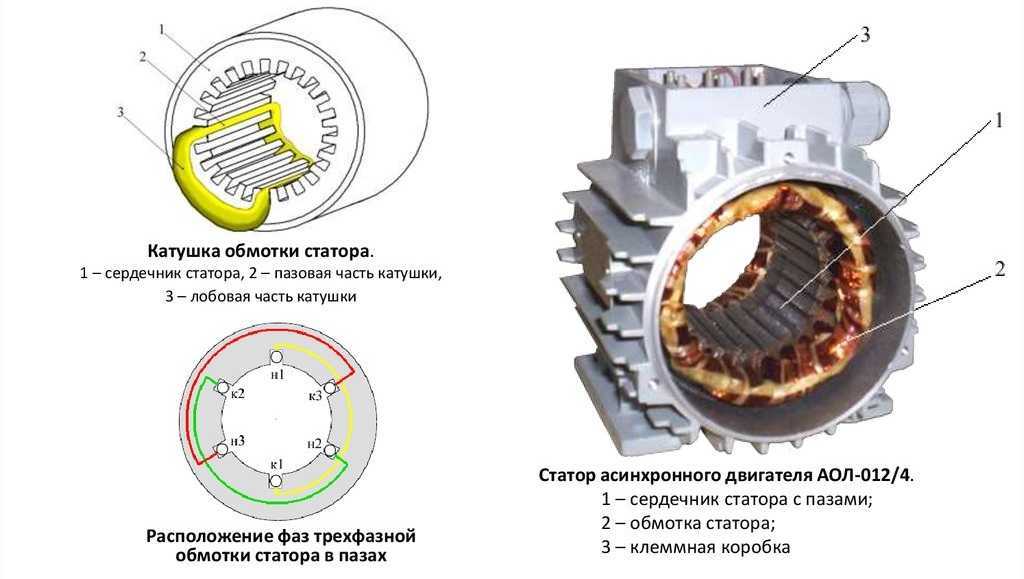
Завершающей операцией является промывка катушек в течение 3—5 мин в подогретой до температуры 40—60° воде и сушка в печи.
У отожженных катушек поверхность должна быть чистой без окалины.
Прессовка катушек.
Рис. 9-8. Шаблон для опрессовки катушек
Катушки прессуются на гидравлическом прессе дважды. Первый раз для устранения утолщений в местах изгиба шины, второй раз — для получения размеров, заданных чертежом.
При первой прессовке между витками в местах закруглений прокладывают стальные закаленные пластины.
Вторая опрессовка катушек производится на шаблоне (рис. 9-8), состоящем из двух щек 1, трехклинного сердечника 4, шайб 5 с болтами 2 и гайками 3.
Для удобства надевания катушки на шаблон и снятия ее после прессовки шаблон разбирается на составные части. Последовательность сборки шаблона и прессовки катушки следующая. На одну из щек помещают катушку, в отверстие ее вставляют крайние части сердечника, надевают вторую щеку и вставляют среднюю часть сердечника, имеющую форму клина.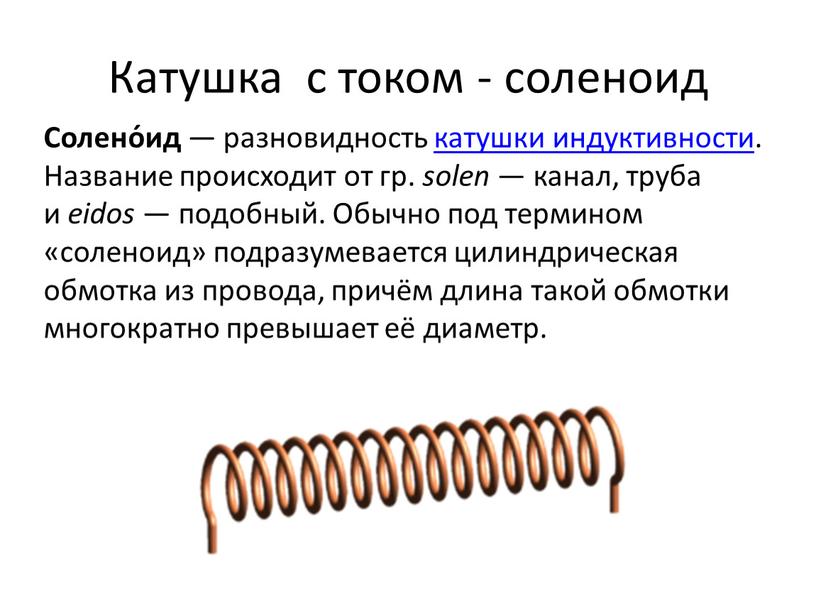 Давлением пресса клин осаживается заподлицо со щекой. Таким образом, производится правка сторон катушки.
Давлением пресса клин осаживается заподлицо со щекой. Таким образом, производится правка сторон катушки.
Затем давлением пресса через щеку катушка правится по высоте. О моменте окончания правки судят по возрастанию показаний манометра, свидетельствующих о том, что подвижная траверса пресса коснулась торца сердечника шаблона, служащего упором.
Для прессовки боковых сторон катушки шаблон поворачивают на 90°, вставляют в отверстие сердечника оба болта с шайбами и все
это стягивают гайками. Боковые стороны прессуются до упора в щеки шаблона.
Изолировка катушек.
В качестве изоляции между витками катушки применяется листовой асбест. Для изолировки катушку на верстаке растягивают гармошкой и между витками вставляют асбестовую изоляцию, предварительно нарезанную в форме прямоугольника длиной и шириной, несколько большей длины и ширины катушки. Излишки изоляции по внутреннему и наружному контурам катушки обрезают специальным ножом.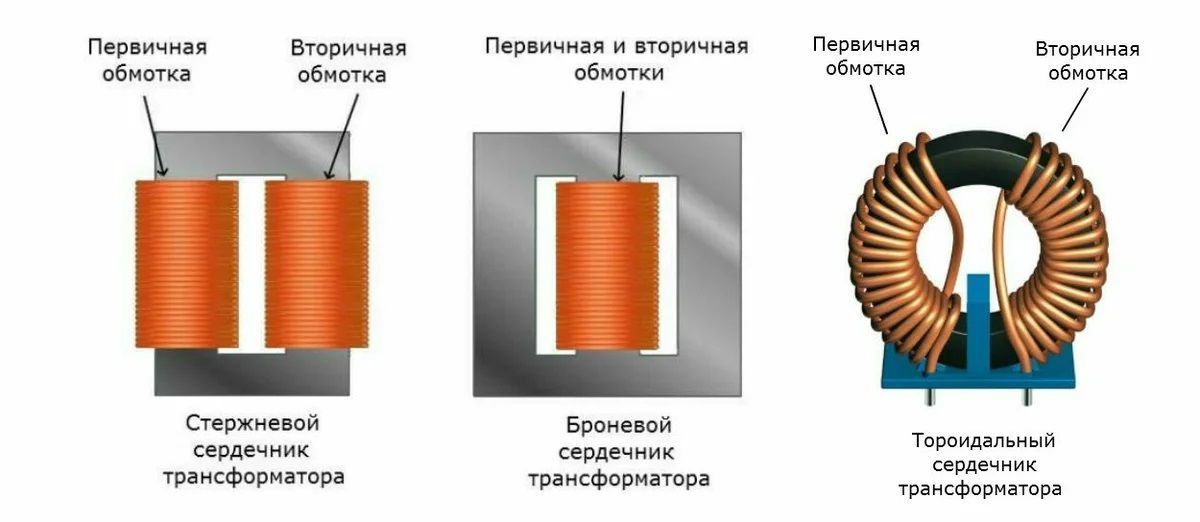
Для предохранения от сдвига изоляции катушку в .местах закруглений связывают киперной или стеклянной лентой.
Рис. 9-9. Стянутые струбцинами катушки
После межвитковой изолировки катушки подвергают пропитке. Наружная изоляция накладывается на катушки после первой пропитки и сушки.
Перед изолировкой под выводы подкладывают изоляционные прокладки, неровности у выводов и по всей поверхности заполняют специальной замазкой.
Для затвердевания замазки изделия сушат в печи при температуре 110—130° в течение 4 6 ч.
Наружную изоляцию накладывают вручную, на внутренних углах ленту подрезают до половины ширины.
Пропитка катушек.
Катушки с изоляцией классов А и В пропитываются в лаке 447, классов Е и В — в лаке MJI-92, класса F — в лаках ПЭ-933 и К-47к, класса Н — в лаке К-47к. Перед пропиткой катушки, изолированные между витками, стягивают струбцинами (рис. 9-9) и сушат в печи при температуре 110—130° в течение 4—6 ч.
Струбцина состоит из овальной трубы 5, к одному из торцов ее приварен диск 6, ас другого торца в отверстие трубы вварена втулка с резьбой 3, в которую ввертывается болт 1. Между катушками 4, набранными на струбцину, прокладывают сменную шайбу 2.
После сушки охлажденные до температуры 60—70° с расслабленными струбцинами (для лучшего прохода лака) катушки погружают в бак с лаком и выдерживают там до прекращения выделения пузырьков, но не менее 30 мин.
После стенания лака катушки стягивают струбцинами до отказа и помещают в печь для сушки.
В процессе сушки из пропиточного лака удаляются летучие вещества и давление между витками катушки ослабевает. Если своевременно не подтянуть винт струбцины, то между витками может получиться воздушная прослойка и катушка потеряет монолитность.
По истечении половины времени сушки тележка с катушками выкатывается из печи и производится подтяжка струбцин до отказа.
По окончании выпечки струбцины снова подтягивают до отказа и в таком положении катушки охлаждаются до температуры цеха, после чего их освобождают от стягивающих струбцин и передают на изолировку.
После наложения наружной изоляции катушки снова пропитывают. Режимы пропитки и сушки и применяемые для пропитки лаки определяются в зависимости от класса нагревостойкости изоляции катушек.
После пропитки катушки окрашивают покровной эмалью. Прочие операции изготовления катушек выполняются аналогично операциям изготовления катушек главных полюсов.
- Назад
- Вперёд
Провод / Медный сердечник — The Green Spark Plug Company
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Всего с 1 по 12 из 18
Сортировать по Позиция Имя Цена Достигать Тип комплекта Заземляющий электрод Зазор Угол для установки Dist Cap или Coil Условие
Показать 12 24 50 100 на странице
Посмотреть, как:
Страница:
- 1
- 2
Деталь №: GPLGCBYBRF7
Искл.
Налог:
6,25 фунтов стерлингов
вкл. Налог:
7,50 фунтов стерлинговДеталь №: GPLSBK7
Искл. Налог: 2,17 фунта стерлингов вкл. Налог: 2,60 фунта стерлингов
Нет в наличии
Деталь №: GPLPVCR-GS
Искл. Налог: 1,17 фунта стерлингов вкл.
Налог:
1,40 фунта стерлинговДеталь №: GPLPVCB
Искл. Налог: 1,17 фунта стерлингов вкл. Налог: 1,40 фунта стерлингов
Деталь №: GPLPVCYBS-GS
Искл. Налог: 2,50 фунта стерлингов вкл. Налог: £3.00
Деталь №: GPLPVCG-GS
Искл.
Налог:
£1.00
вкл. Налог:
1,20 фунта стерлинговДеталь №: GSP390
Искл. Налог: 1,17 фунта стерлингов вкл. Налог: 1,40 фунта стерлингов
Деталь №: GPLGCBBBLKS9
Искл. Налог: 11,87 фунтов стерлингов вкл.
Налог:
14,25 фунтов стерлинговДеталь №: GPLCBGRF7
Искл. Налог: 4,17 фунта стерлингов вкл. Налог: £5.00
Деталь №: GPLCBRBF7
Искл. Налог: 4,17 фунта стерлингов вкл. Налог: £5.00
Деталь №: GPLCBRYF7
Искл.
Налог:
4,17 фунта стерлингов
вкл. Налог:
£5.00Деталь №: GPLCBYBF7
Искл. Налог: 4,17 фунта стерлингов вкл. Налог: £5.00
 Налог:
6,25 фунтов стерлингов
вкл. Налог:
7,50 фунтов стерлингов
Налог:
6,25 фунтов стерлингов
вкл. Налог:
7,50 фунтов стерлингов Налог:
1,40 фунта стерлингов
Налог:
1,40 фунта стерлингов Налог:
£1.00
вкл. Налог:
1,20 фунта стерлингов
Налог:
£1.00
вкл. Налог:
1,20 фунта стерлингов Налог:
14,25 фунтов стерлингов
Налог:
14,25 фунтов стерлингов Налог:
4,17 фунта стерлингов
вкл. Налог:
£5.00
Налог:
4,17 фунта стерлингов
вкл. Налог:
£5.00О компании GSP
Компания Green Spark Plug Co. Ltd теперь добавила специальную команду по продажам и дистрибуции для обработки вопросов клиентов и предпродажных запросов. Мы являемся экспертами в своей области, поэтому, если у вас есть вопросы, дайте нам знать!
Узнайте больше о нас
Категории
Наши 3 обещания клиентам
1
Быстрая доставка — Товары на складе для отправки в тот же день. Отключение в 13:00 по Гринвичу. (при наличии возможности поставки)
Отключение в 13:00 по Гринвичу. (при наличии возможности поставки)
* Только для материковой части Великобритании
2
Оценка 1980 г. — продано более миллиона свечей зажигания. Позвоните нам для получения технической консультации
+44 (0) 1477 532 317
3
Покупайте с уверенностью — Гарантия низких цен. 30 дней возврат без проблем.
Информация о компании
Позвоните нам +44 (0) 1477 532 317
(9-5 Пн-Пт) GMT
Подразделение 2
Торговая недвижимость на Кинг-Стрит
Мидлвич
Чешир
CW10 9LF
[электронная почта защищена]
[электронная почта защищена]
Контактная форма
Медные листы и рулоны со свинцовым покрытием. 16 унций и 20 унций
- Листовой металл
- Медь со свинцовым покрытием
Медь со свинцовым покрытием |
Медь со свинцовым покрытием производится погружением
медный лист в горячем расплавленном свинце, покрытый с обеих сторон чистым свинцом. Используется для желобов, подвесок, металлических кровельных панелей, водосточных труб, крышек дымоходов, куполов, жалюзи, наконечников, кромочного металла, окладов, ступенчатых окладов, направляющих головок, аксессуаров для водосточных желобов, коробов проводников и световых люков. |
 Обычно используется для
привлекательный вид. Это прочный, податливый атмосферостойкий материал, который легко монтируется.
и продолжительный.
Обычно используется для
привлекательный вид. Это прочный, податливый атмосферостойкий материал, который легко монтируется.
и продолжительный. Доступен в листах размером 3 х 10 футов и в рулонах. 16 унций / 20 унций. | Код товара: RELCC |
ЗАПРОС ЦИТАТЫ
Другие виды отделки, применяемые к этому металлу —доступен только для сборных изделий: |
Отделка темной патиной | Темная патина — это тип отделки, наносимый на
медь со свинцовым покрытием с запатентованным раствором, делающим материал темнее с
намерение, чтобы это выглядело в возрасте. |
