
Как проверить высоковольтный трансформатор микроволновой печи
Причины неисправностей
Преобразователь выходит из строя чаще всего из-за:
- Обрыва провода. Может оборваться провод одной из обмоток.
- Короткого замыкания в обмотках. Это может произойти в одной катушке или в обеих.
- Обрыва либо замыкания в катушке магнетрона.
Магнитопровод преобразователя собран из стальных пластинок. Если пластины отслаиваются, аппарат будет шуметь. Необходимо узнать мощность трансформатора и заменить его. Такие глобальные поломки можно без труда определить на глаз, но случаются они не часто. Подавляющее число проблем все-таки спровоцированы катушками.
Общее потребление энергии
Таким образом, общее количество электроэнергии, потребляемой конкретным устройством в течение определенного периода времени, например, месяца, зависит от его номинальной мощности, режима использования и количества времени, в течение которого оно эксплуатировалось.
Так, произвести расчет энергопотребления микроволновки можно на простом примере. Пусть конкретное устройство имеет максимальную мощность, равную 1 кВт*ч, однако хозяева используют ее преимущественно в более экономичном режиме, который «съедает» 0,85 кВт*ч электроэнергии.
Если микроволновка используется в основном для разогрева пищи, в день на это уходит порядка 40 минут. При ежедневном использовании общее время эксплуатации в месяц составит 1200 минут, то есть 20 часов. Следовательно, общее количество потребленной за месяц данной микроволновкой энергии составит 17 кВт.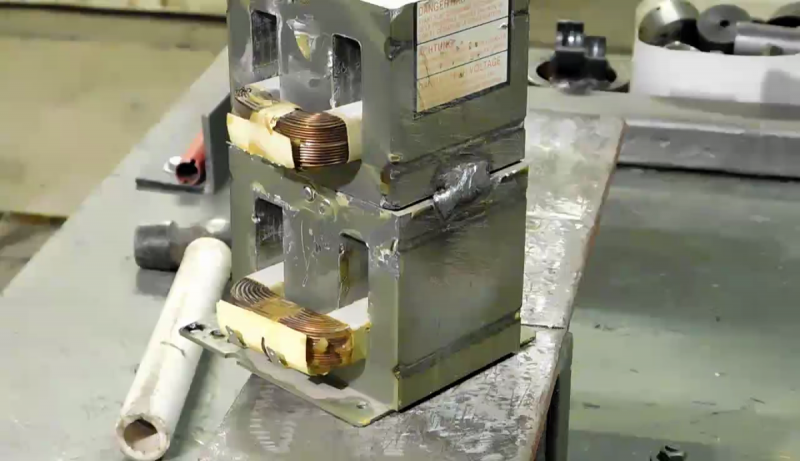 Аналогичным образом, обладая необходимым минимумом информации, можно произвести расчет потребляемого количества энергии для любого другого подобного устройства.
Аналогичным образом, обладая необходимым минимумом информации, можно произвести расчет потребляемого количества энергии для любого другого подобного устройства.
Мощность
Полезная, или выходная, мощность определяет скорость нагрева и приготовления еды. Оптимальный вариант для дома — микроволновая печь мощностью 850-900 Вт.
У некоторых моделей мощность достигает 1100 Вт. В такой печи можно приготовить несложное блюдо, например сосиски, всего за 15-20 секунд.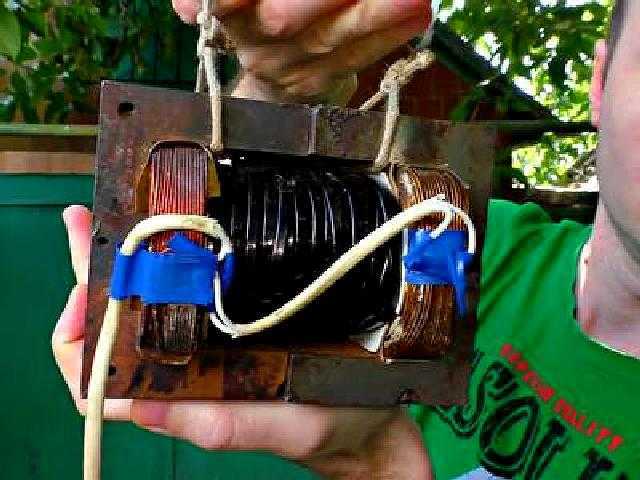 Некоторые СВЧ-печи имеют заявленную полезную мощность 1350 Вт, но в условиях наших электросетей они все равно будут работать на 1100 Вт.
Некоторые СВЧ-печи имеют заявленную полезную мощность 1350 Вт, но в условиях наших электросетей они все равно будут работать на 1100 Вт.
Важно научиться правильно обращаться с функцией «мощность». 100-150 Вт — режим поддержания готового блюда в горячем состоянии; 150-300 Вт — размораживание и приготовление «деликатных» продуктов; 400-500 Вт — быстрое размораживание в небольших количествах; 550-700 Вт — медленное приготовление или разогрев «деликатных» продуктов; 800-900 Вт — быстрый разогрев и приготовление.
Большинство владельцев микроволновок предпочитают выставлять мощность «на полную». В этом случае продукты могут получаться жесткими. На самом деле 100-процентную мощность целесообразно использовать далеко не всегда.
Мясо и птицу лучше готовить при 70-процентной мощности, рыбу — при 50-70%. Причем мясо с прожилками прогревается заметно быстрее. Жесткую говядину или баранину лучше тушить при мощности 50%, порезав мелкими кусочками.
 com/embed/uMqVsVmMVXI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/uMqVsVmMVXI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Особенности
Трансформаторы типа ТДКС сегодня включаются в схему телевизора для обеспечения анода (второго) кинескопа электрическим током с требуемыми параметрами. Напряжение исходящее составляет 25-30 кВ. В процессе работы оборудования формируется электрический поток. Это ускоряющее напряжение 300-800 В.
В зависимости от категории трансформаторов ТДКС, цоколевки, образуется вторичное напряжение, которое является дополнительным для обеспечения развертки кадрового типа. Приборы оборудования снимают в трансформаторах телевизоров сигнал луча кинескопа автоматически подстроенной частоты строчной развертки.
Схема и этапы сборки точечной сварки своими руками из микроволновки – metmaStanki.ru
Не удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сварки- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.

Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорого
Устаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны:
 Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Разрядите его. Достаточно закоротить контакты стержнем отвёртки.Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими руками- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатора
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35.![]()
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройство
Для создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновки- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.

Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сварки
Первое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сваркиМощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркой
Органов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновкиОбеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Видео по теме: Точечная сварка своими руками
Микроволновая печь— Безопасно ли и целесообразно ли использовать «поврежденный» трансформатор?
Я хочу сделать свой собственный точечный сварочный аппарат, поэтому я пробую инструкции, которые я нашел в нескольких местах (например, здесь, здесь или здесь), об использовании старого микроволнового трансформатора. Я его спасал от сломанной машины и в рецепте сказано заменить вторичную обмотку на два-три витка тяжелого толстого изолированного кабеля (у меня 16мм2).
Проблема в том, что удаление оригинальной обмотки не было легкой прогулкой; после того, как я вырезал его радиальным лобзиком, мне пришлось сильно ударить его долотом, пока он наконец не оторвался.
Я мало знаю о физике и теории трансформаторов, и мне интересно, могу ли я попытаться использовать поврежденный трансформатор и/или это плохая идея/опасно/просто не будет работать. Насколько я понимаю, цель состоит в том, чтобы получить низкое напряжение, но большой ток, способный плавить сталь, поэтому я не думаю, что «точность» является проблемой, но я читал о том, почему сердечник ламинирован и, насколько насколько я знаю, есть риск, что он перегреется из-за вихревых токов, хотя я не знаю, будут ли эти пара трещин и деформаций НАСТОЛЬКО значительными. Кроме того, я нашел по крайней мере один источник (извините, забыл добавить в закладки), где говорится, что нужно быть очень осторожным с листами сердечника и не сгибать и даже немного не разделять их каким-либо образом.
Кроме того, я нашел по крайней мере один источник (извините, забыл добавить в закладки), где говорится, что нужно быть очень осторожным с листами сердечника и не сгибать и даже немного не разделять их каким-либо образом.
Что посоветуете? Один друг, который учился в техникуме на электрика, просто сказал мне «попробуй и посмотри, что получится», но я не хочу жечь свой дом, ломать всю бытовую технику или даже поджариваться.
Два второстепенных, заключительных вопроса:
Листы тоже изолированы между собой или просто покрыты сверху лаком после «физического» соединения их вместе «насильно»? Должен ли я рисовать разделенные ламины с эпоксидной смолой или клеем, прежде чем соединять их, если я собираюсь попробовать трансформер? В таком случае, не будет ли опасно, если немного металлическая часть все еще находится в контакте с другим листом металла из основной? Потому что я не могу гарантировать, что 100% листа будет покрыто материалом…
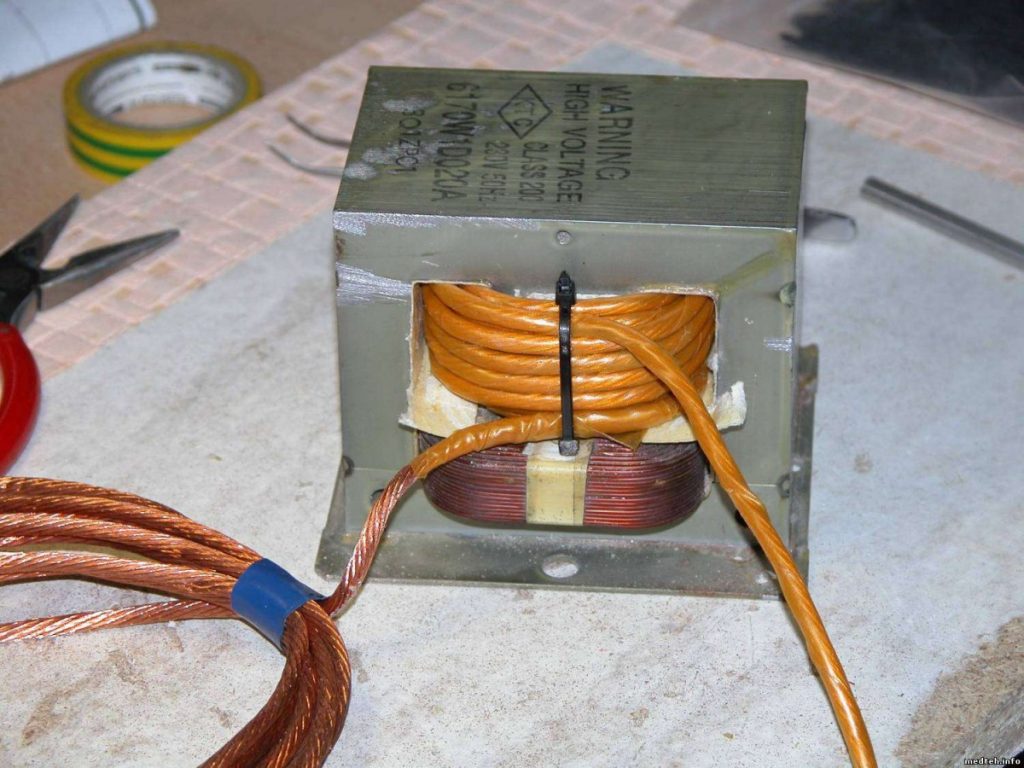
Является ли это опасным и/или может ли это значительно повлиять на надежность, если два витка первичной обмотки короткие между собой? я внимательно осмотрел он и выглядит так, как будто он был «поцарапан» на небольшом участке (см.
4-е фото) и есть риск
там он потерял свою изоляцию; Я думаю, что шанс очень мал и
Постараюсь перестраховаться, покрыв эпоксидкой или другим типом
изоляция/лак, но на всякий случай…
 4-е фото) и есть риск
там он потерял свою изоляцию; Я думаю, что шанс очень мал и
Постараюсь перестраховаться, покрыв эпоксидкой или другим типом
изоляция/лак, но на всякий случай…
4-е фото) и есть риск
там он потерял свою изоляцию; Я думаю, что шанс очень мал и
Постараюсь перестраховаться, покрыв эпоксидкой или другим типом
изоляция/лак, но на всякий случай…Я прилагаю несколько фотографий того, как выглядит трансформатор в настоящее время; Я надеюсь, что они будут полезны для вынесения суждения…
Большое спасибо за помощь!
loopgain.net: сварочный аппарат для дуговой сварки
loopgain.net: сварочный аппарат для дуговой сварки Я начал этот проект с идеи создания сильноточного регулируемого источника питания. У меня не было непосредственной необходимости в таком устройстве, хотя большинство основных компонентов было под рукой, и при работе с электроникой полезно иметь ряд различных источников питания. Во время работы над другим проектом потребовалось сварить некоторые детали, хотя подходящего сварочного оборудования не было. На этом этапе единственной завершенной частью блока питания был один из трансформаторов. Этот трансформатор был испытан экспериментально в качестве источника тока для дуговой сварки. Первоначальные результаты были плохими как из-за ограниченного выходного напряжения (~ 15-20 В), так и из-за моего ограниченного опыта сварки. Однако полезность наличия дугового сварочного аппарата была сразу же признана, и поэтому я решил перенаправить проект на создание специального источника питания для сварки.
На этом этапе единственной завершенной частью блока питания был один из трансформаторов. Этот трансформатор был испытан экспериментально в качестве источника тока для дуговой сварки. Первоначальные результаты были плохими как из-за ограниченного выходного напряжения (~ 15-20 В), так и из-за моего ограниченного опыта сварки. Однако полезность наличия дугового сварочного аппарата была сразу же признана, и поэтому я решил перенаправить проект на создание специального источника питания для сварки.
Требования к основному аппарату для дуговой сварки довольно просты: источник питания около 40 В разомкнутой цепи, способный подавать около 100 А на прерывистой основе, с довольно плохой характеристикой регулирования, чтобы выдерживать условия короткого замыкания. Этого в принципе легко добиться с помощью подходящего трансформатора, однако такой компонент будет относительно дорогим. Вместо этого я использовал перемотанный трансформатор для микроволновой печи (или «MOT», как они известны).
При выборе трансформаторов для этого приложения лучше всего использовать трансформаторы из больших и мощных микроволновых печей. (Информацию о безопасном демонтаже микроволновых печей см. в FAQ по микроволновым печам.) Обмотку высокого напряжения можно снять, отрезав ножовкой открытые участки. Оставшуюся часть можно удалить из сердцевины с помощью молотка и пробойника. Накальную обмотку можно размотать вручную, так как она составляет всего несколько витков.
Детали для резки вторичной обмотки
Я видел трансформеры для микроволновых печей, перемотанные обычным кабелем с ПВХ изоляцией. Это не идеально, как из-за пространства, занимаемого изоляцией в жиле, так и из-за неспособности ПВХ выдерживать высокие температуры. Я решил использовать полосу листового алюминия, заизолированную скотчем. Его можно приобрести в хозяйственных магазинах в виде алюминиевой планки. Короткий, широкий рулон оклада можно разрезать ножницами по металлу и сложить в длинную узкую полосу, как показано на рисунке выше, без каких-либо соединений.
Для изоляции лучше всего подойдет полиимидная (каптоновая) лента, но в то время у меня ее не было, поэтому вместо нее я использовал бумажную малярную ленту. Хотя она не особенно подходит для высоких температур, она должна выдерживать тепло лучше, чем лента из ПВХ. Высокая прочность изоляции не требуется, так как между витками всего вольт или около того. (Полиимидную ленту можно приобрести в Dealextreme.) Только одна сторона ленты требует изоляции, но вы должны убедиться, что оба края хорошо изолированы. Новую вторичную обмотку устанавливали, просто пропуская ленту через окно в сердечнике до тех пор, пока она не заполнится. Это заняло около 16 полных оборотов. Трансформатор выдает около одного вольта на виток, поэтому для получения достаточного напряжения последовательно был подключен второй перемотанный трансформатор.
Новая вторичная обмотка трансформатора
Среди моей коллекции хлама у меня было что-то вроде терминального сервера данных. Хотя точная функция устройства была неизвестна, у него был тяжелый металлический корпус с достаточным пространством для размещения компонентов сварочного аппарата, а также красивая защелка на крышке. (Внимательно посмотрите на фотографии, и вы увидите, что это, вероятно, единственный в мире IBM-совместимый сварочный аппарат!) Я установил трансформаторы в корпус вместе с несколькими вентиляторами охлаждения и автоматическим выключателем на 10 А в первичной цепи. Наконечник был изготовлен из обрезков дров вместе с прочной латунной клеммной колодкой для удержания электрода.
(Внимательно посмотрите на фотографии, и вы увидите, что это, вероятно, единственный в мире IBM-совместимый сварочный аппарат!) Я установил трансформаторы в корпус вместе с несколькими вентиляторами охлаждения и автоматическим выключателем на 10 А в первичной цепи. Наконечник был изготовлен из обрезков дров вместе с прочной латунной клеммной колодкой для удержания электрода.
Я решил соединить клемму возврата с металлическим корпусом и, следовательно, с заземлением. Хотя первичная и вторичная обмотки трансформаторов физически разделены, изоляция вторичной обмотки менее чем оптимальна, и было сочтено желательным защитить вторичную обмотку от возможного пробоя изоляции. Тем не менее, при использовании такой схемы никогда не следует выполнять сварку на заземленном объекте, так как часть сварочного тока может протекать через заземляющую проводку сети, что может привести к ее перегреву.
Первичная проверка сварочного аппарата выявила трудности в контроле величины сварочного тока. У меня был большой мостовой выпрямитель в сборе из какого-то промышленного оборудования с тиристорами в двух плечах. Я подключил его к вторичной цепи и построил простую схему управления фазой для срабатывания тиристоров. Я попытался заставить схему регулировать углы зажигания, чтобы обеспечить характеристику постоянного тока, но не смог добиться удовлетворительной работы. Поэтому была использована более простая стратегия управления на основе напряжения. Для регулировки была предусмотрена ручка на передней панели.
У меня был большой мостовой выпрямитель в сборе из какого-то промышленного оборудования с тиристорами в двух плечах. Я подключил его к вторичной цепи и построил простую схему управления фазой для срабатывания тиристоров. Я попытался заставить схему регулировать углы зажигания, чтобы обеспечить характеристику постоянного тока, но не смог добиться удовлетворительной работы. Поэтому была использована более простая стратегия управления на основе напряжения. Для регулировки была предусмотрена ручка на передней панели.
Выпрямитель, конечно же, обеспечивает выход постоянного тока, который, как говорят, обеспечивает лучшую производительность. Обычно электрод делают отрицательным, а рабочий положительным, чтобы направить больше тепла на заготовку. Я также экспериментировал с подключением некоторых фильтрующих конденсаторов к выходу, но обнаружил, что начальное зажигание дуги слишком сильное, и поэтому я вернулся к исходной конфигурации.
Внутренний вид сварочного аппарата.