схема, как движется, переменный ток
Существует распространенное мнение о равенстве скорости тока и света, которое, однако, является заблуждением. Свет движется намного быстрее, что можно доказать после рассмотрения простейшей схемы движения тока по проводнику.
Схема и особенности движения тока в проводнике
Все вещества состоят из атомов – элементарных частиц. В центре атома находится ядро из протонов и нейтронов, а вокруг ядра вращаются отрицательно заряженные частицы. Их количество может быть разным у разных веществ.
Атомы твердых тел обладают кристаллической решеткой – структурой, в которой атомы расположены относительно друг друга в определенном порядке.
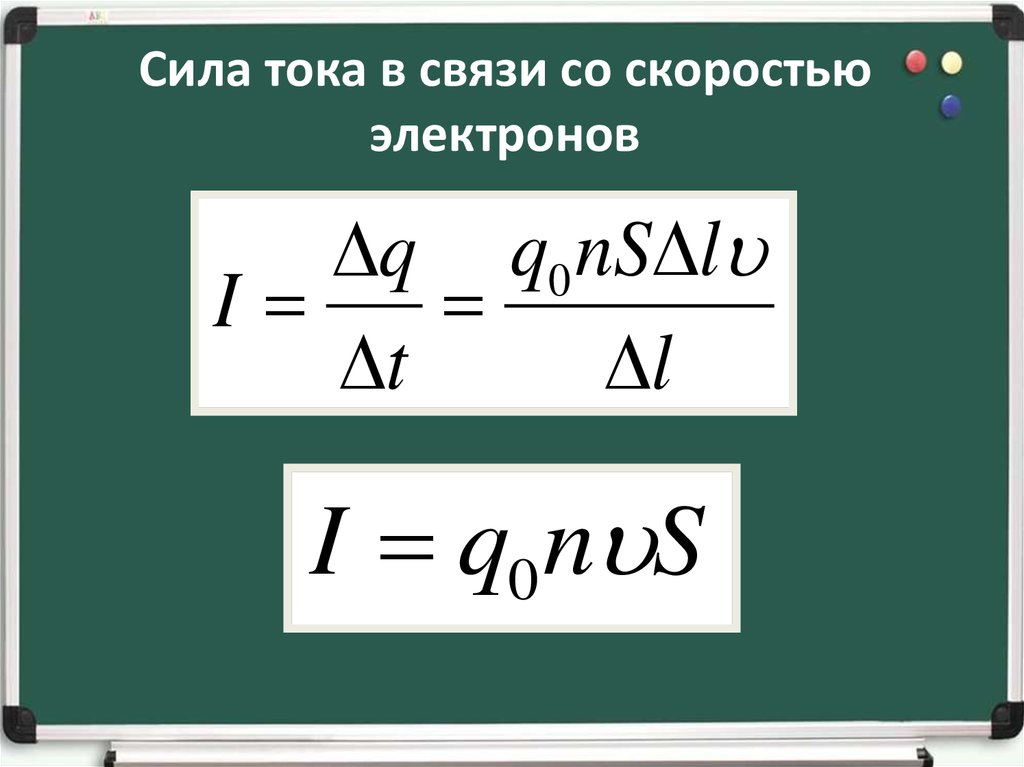
У некоторых проводников наиболее удаленные от ядра электроны могут переходить к соседним атомам – это свободное движение. Но если подключить к проводнику внешнее электромагнитное поле, можно создать электрическую цепь. Все свободные электроны будут двигаться одинаково – это и называется движением тока в передатчике.
Пример его перемещения по проводам: есть лампочка, которая соединена с источником питания длиной в 10 км. Если включить выключатель в цепи, лампочка загорится через 300 000 км/с. Такая скорость света в вакууме.
- Цепь замкнулась с нажатием выключателя.
- Электрическое поле уменьшилось в диэлектрике конденсатора, а электроны зашли на плюсовую клемму.
- Так уменьшилась разность потенциалов, а так как электроны в присоединенном участке начали движение, пустые места были заняты соседними отрицательными частицами из другого участка провода.
- Это продолжается по всему проводнику, и когда электроны достигают лампочки, она начинает светиться.
- Из этого следует, что измененное электрическое поле мгновенно распространилось по проводнику, а частицы – немного медленнее.

Переменный и постоянный ток – в чем разница
Разница в том, что электрические заряды движутся неодинаково. Постоянный может двигаться только в одном направлении. В твердых телах двигаются электроны, в остальных – ионы. Поэтому в твердых телах ток всегда течет от минуса к плюсу. В жидких и газообразных веществах он может двигаться в 2-х направлениях: электроны – к плюсу, а ионы – к минусу и источнику подачи энергии.
С переменным движением частиц ситуация обстоит иначе: взамен его движения только в одном направлении последнее может периодически изменяться на противоположное. Например, в городских электросетях напряжение стандартное – 220 В, а частота – 50 Гц. Частота обозначает, что за 1 секунду ток проходит синусоидальный цикл 50 раз.
Это значит, что он меняет направление 100 раз в секунду, так как цикл изменяется дважды.
Скорость тока и скорость света – можно ли поставить знак равенства?
Очевидно, что быстрота движения электрических зарядов в проводах даже не близка к световой. Если бы это было правдой, современная энергетика не существовала в том виде, в котором она представлена сейчас. Добавилась бы необходимость решения сложных технических задач: на скорости 300 000 км/с заряженные частицы не способны следовать за поворотами. После разгона на прямом участке частицы бы просто вылетали по касательной, что в свою очередь требовало бы установок электромагнитных ловушек в проводах. Из-за этого участки проводки напоминали бы фрагменты адронного коллайдера.
Если бы это было правдой, современная энергетика не существовала в том виде, в котором она представлена сейчас. Добавилась бы необходимость решения сложных технических задач: на скорости 300 000 км/с заряженные частицы не способны следовать за поворотами. После разгона на прямом участке частицы бы просто вылетали по касательной, что в свою очередь требовало бы установок электромагнитных ловушек в проводах. Из-за этого участки проводки напоминали бы фрагменты адронного коллайдера.
Скорость передвижения элементарных частиц намного меньше, чем скорость света, несмотря на то, что в школе учат правилу: «Скорость тока в проводнике идентична быстроте распространения электромагнитной волны». Чтобы убедиться в этом, достаточно провести простые опыты с постоянными магнитами или эбонитом.
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, 
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.

Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной.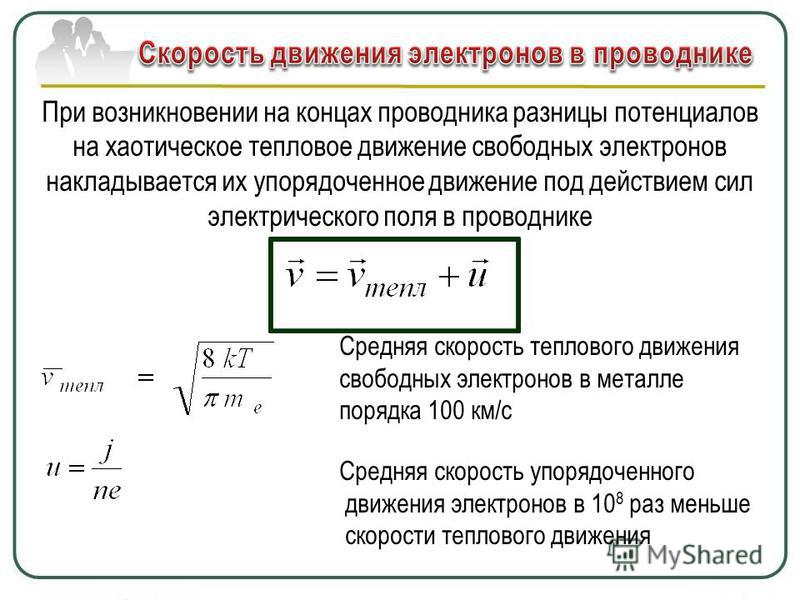 Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Текущие данные USGS о воде для страны
Текущие данные USGS о воде для страны — Предопределенные дисплеи —
ВведениеСоздание пользовательской таблицыWaterWatch (вне площадки)GroundwaterWatch (вне площадки)WaterQualityWatch (вне площадки)USA Streamflow TableUSA Lake and Reservoir TableUSA Precipitation TableUSA Groundwater TableUSA Water-Quality TableDaily stageDaily streamflowDaily Stage and Streamflow Group table by
— без группировки —StateCountyHydrologic Unit Выбор сайтов по номеру или имени
Ежедневные условия речного стока
| Цветные точки на этой карте отображают состояние речного стока в виде
процентиль, который рассчитывается от периода записи для
текущий день года. серых круга обозначают другие станции, которые не попали в рейтинг процентилей либо потому, что они имеют менее 30 лет истории, либо потому что они сообщают о параметрах, отличных от потокового потока. Некоторые станции, например, только стадия измерения. | |||||||||||||||||||
 Только станции со стажем не менее 30 лет.
используются записи.
Только станции со стажем не менее 30 лет.
используются записи.Выберите штат на карте для доступа к данным в реальном времениТекущие данные обычно записываются с интервалами от 15 до 60 минут, хранятся на месте, а затем передаются в офисы USGS каждые 1–4 часов, в зависимости от используемого метода ретрансляции данных. Запись и время передачи может быть более частым во время критических событий. Данные с текущих сайтов передаются в офисы Геологической службы США через спутник, телефон и/или радиотелеметрия и доступны для просмотра в течение нескольких минут прибытия. Все данные в реальном времени предварительный и подлежащий пересмотру .
|

Текущие данные USGS о воде для Пенсильвании
Текущие данные USGS о воде для Пенсильвании — Предопределенные дисплеи —
ВведениеСоздать пользовательскую таблицуНаблюдение за водой (вне площадки)Наблюдение за грунтовыми водами (вне площадки)Наблюдение за качеством воды (вне площадки)Таблица водотока ПенсильванииТаблица озера и водохранилища ПенсильванииТаблица осадков в ПенсильванииТаблица осадков в ПенсильванииТаблица грунтовых вод ПенсильванииТаблица качества воды в Пенсильвании Сгруппировать таблицу по
— без группировки — Большой речной бассейн Графство Гидрологическая единица Выбрать участки по номеру или названию
Ежедневные условия стока
Выберите сайт для получения данных и информации о станциях.
| Цветные точки на этой карте отображают состояние речного стока в виде
процентиль, который рассчитывается от периода записи для
текущий день года. | |||||||||||||||||||