
Делаем регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков.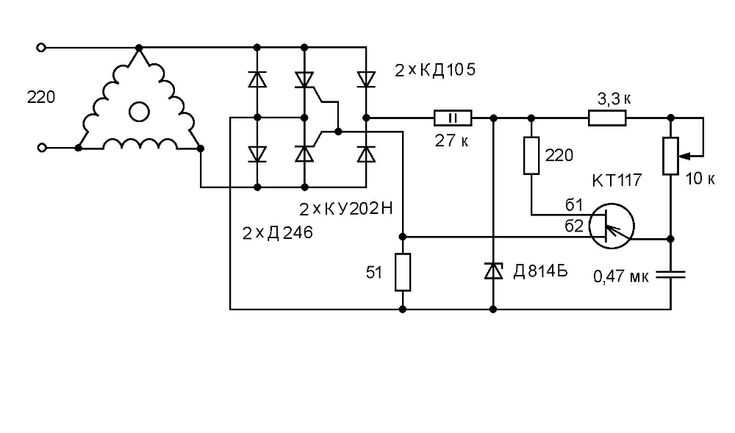 Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.
Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление.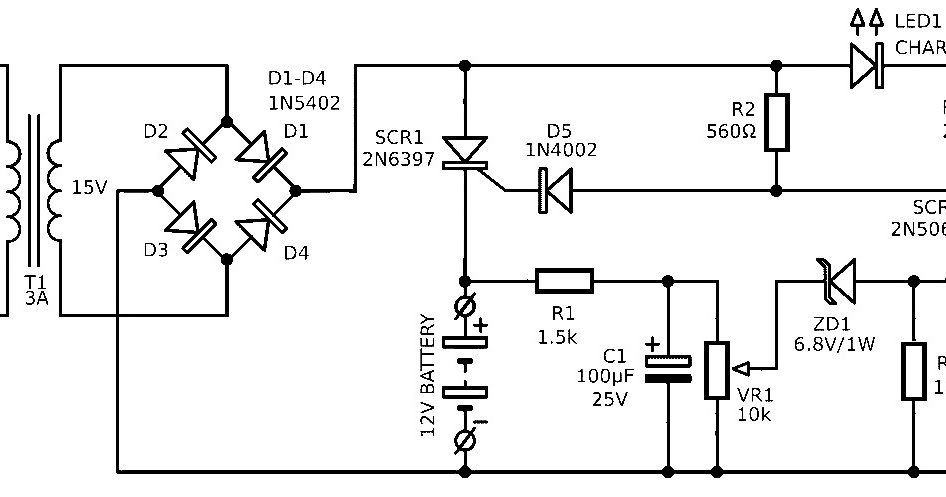 Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.

В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Откройте картинки в новом окне, чтобы лучше видеть текст.
Стабилизация напряжения бытовой сети
Стремления обеспечить стабилизированное напряжение бытовой сети – явление очевидное. Такой подход обеспечивает сохранность эксплуатируемой техники, зачастую дорогостоящей, постоянно необходимой в хозяйстве. Да и в целом, фактор стабилизации – это залог повышенной безопасности эксплуатации электрических сетей.
Для бытовых целей чаще всего приобретают стабилизатор для газового котла, автоматика которого требует подключения к электропитанию, для холодильника, насосного оборудования, сплит систем и подобных потребителей.
Промышленная конструкция стабилизатора сетевого напряжения, которую несложно приобрести на рынке. Ассортимент подобного оборудования огромен, но всегда остаётся возможность сделать собственную конструкцию
Решить подобную задачу можно разными способами, самый простой из которых – купить мощный стабилизатор напряжения, изготовленный промышленным способом.
Предложений стабилизаторов напряжения на коммерческом рынке масса. Однако нередко возможности приобретения ограничиваются стоимостью устройств или другими моментами. Соответственно, альтернативой покупке становится сборка стабилизатора напряжения своими руками из доступных электронных компонентов.
При условии обладания соответствующими навыками и знаниями электромонтажа, теории электротехники (электроники), разводки схем и пайки элементов самодельный стабилизатор напряжения можно реализовать и успешно применять на практике. Такие примеры есть.
Примерно так может выглядеть оборудование стабилизации, изготовленное своими руками из доступных и недорогих радиодеталей. Шасси и корпус можно подобрать от старого промышленного оборудования (например, от осциллографа)
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный.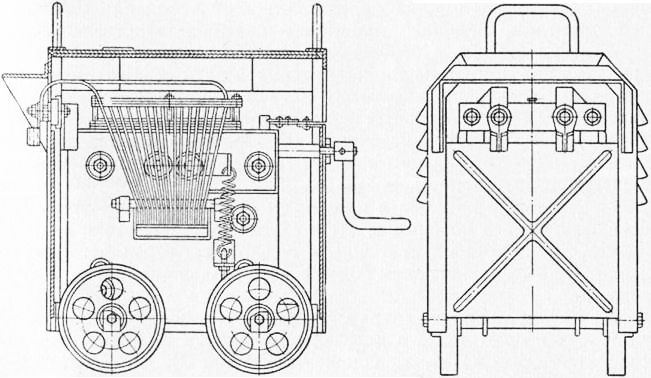 Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Уменьшить сварочное напряжение высокой частоты, можно даже используя стальную пружину для двери.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения. Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Тиристорный регулятор напряжения для первички трансформатора
English Help. By continuing to browse, you consent to our use of cookies.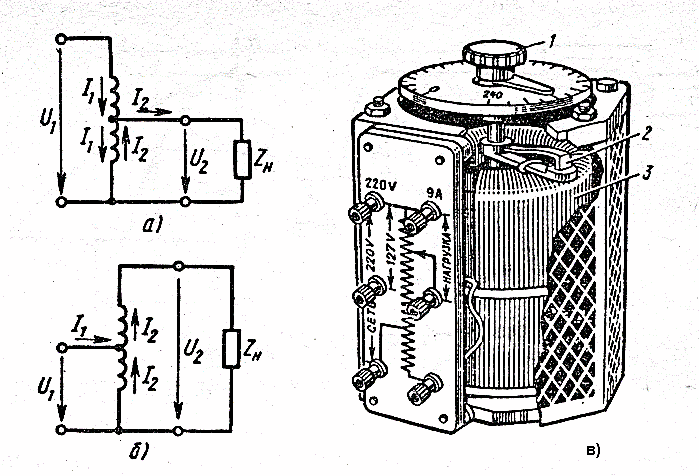 You can read our Cookies Policy here. Правила группы -обязательно для ознакомления! Чтобы потом вопросов не возникало, «почему меня заблокировали?!
You can read our Cookies Policy here. Правила группы -обязательно для ознакомления! Чтобы потом вопросов не возникало, «почему меня заблокировали?!
Поиск данных по Вашему запросу:
Тиристорный регулятор напряжения для первички трансформатора
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Простой регулятор тока сварочного трансформатора
- Тиристорный регулятор напряжения для трансформатора
- Электротехнические установки и их источники питания: Учебное пособие
- Работа симисторного регулятора на индуктивную нагрузку
- Вы точно человек?
- Please turn JavaScript on and reload the page.

ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Регулятор ТОКА для сварочного аппарата
Простой регулятор тока сварочного трансформатора
Запросить склады. Перейти к новому. Регулировка напряжения по первичке трансформатора.. Добрый день, пожалуста подкиньте схемок регуляторов напряжения по первичной обмотке трансформатора. Делаю зарядку для АКБ с регулировкой тока А. Нашел на кт толко этих транзисторов у нас в городе нет.
Нужно схемку на КУ и кт Заранее благодарен Меню пользователя zaz Посмотреть профиль Отправить личное сообщение для zaz Найти ещё сообщения от zaz Re: Регулировка напряжения по первичке трансформатора.. Меню пользователя baiderin Посмотреть профиль Отправить личное сообщение для baiderin Найти ещё сообщения от baiderin. Меню пользователя Falconist Посмотреть профиль Отправить личное сообщение для Falconist Найти ещё сообщения от Falconist. Последний раз редактировалось zaz; При слишком большой постоянной времени RC-цепочки задержка открывания симистора становится больше, чем полупериод сетевого напряжения, поэтому отдельные полупериоды просто прорускаются и возникает постоянная составляющая тока в первичной обмотке.
Последний раз редактировалось zaz; При слишком большой постоянной времени RC-цепочки задержка открывания симистора становится больше, чем полупериод сетевого напряжения, поэтому отдельные полупериоды просто прорускаются и возникает постоянная составляющая тока в первичной обмотке.
Нужно не допускать этого — то есть ограничить максимальное значение резистора R5 — в схеме 4 и R4 — в схеме 5 или уменьшить емкость конденсатора C1 так, чтобы открывание симистора происходило в каждом полупериоде и соответственно не возникало ассиметрии тока в обмотке.
Попробуйте вот эту схему, управление по обеим полуволнам, хотя по сути одно и тоже, лампа EL1 12v 10w якобы полезна для АКБ. Могу предложить попробовать на КРПМ1 У фазоимпульсных схем шум обязателен, но он не такой уж сильный в норме, идут помехи в сеть. Диоды советую посадить на приличный радиатор. Падение напряжения на симисторном регуляторе в любом случае будет — невозможно его открыть мгновенно в самом начале полупериода.
Необходимо, чтобы напряжение на С1 выросло до «пробоя» аналога динистора, к тому же нужно обеспечить достаточный управляющий ток симистора. Поэтому достигнуть на выходе трансформатора такое же напряжение, как при непосредственном включении его в сеть, невозможно по крайней мере по этим схемам. Емкость можно уменьшить, а если при этом стало не хватать диапазона регулировки в сторону уменьшения напряжения, слегка увеличить номинал переменного резистора если опять появятся пропуски полупериодов — параллельно ему поставить постоянный резистор, чтобы «вогнать» в диапазон нормальной работы.
Поэтому достигнуть на выходе трансформатора такое же напряжение, как при непосредственном включении его в сеть, невозможно по крайней мере по этим схемам. Емкость можно уменьшить, а если при этом стало не хватать диапазона регулировки в сторону уменьшения напряжения, слегка увеличить номинал переменного резистора если опять появятся пропуски полупериодов — параллельно ему поставить постоянный резистор, чтобы «вогнать» в диапазон нормальной работы.
В общем, придется слегка повозиться. Обсуждение сайта и форума. RU — Архив — Вверх. Перевод: zCarot. Реклама на сайте. Поиск PDF. От производителей Новости поставщиков В мире электроники. Сборник статей Электронные книги FAQ по электронике. Каталог схем Избранные схемы FAQ по электронике. Программы Каталог сайтов Производители электроники.
Форумы по электронике Удаленная работа Помощь проекту. Все разделы прочитаны. Источники питания и свет Актуальные вопросы и ответы по источникам питания, световому оборудованию. Страница 1 из 3.
Найти ещё сообщения от baiderin. Отправить личное сообщение для Falconist. Найти ещё сообщения от Falconist. Сообщение от Falconist. Подбирать номинал времязадающего конденсатора.
Отправить личное сообщение для Гера. Найти ещё сообщения от Гера. Digg del. Ваши права в разделе. Вы не можете создавать новые темы Вы не можете отвечать в темах Вы не можете прикреплять вложения Вы не можете редактировать свои сообщения BB коды Вкл. Смайлы Вкл. HTML код Выкл. Правила форума. Похожие темы. Измерение высоковольтного напряжения емкостным датчиком непонятные выбросы напряжения.
Регулятор напряжения для паяльника В. Стабилизация тока и напряжения. Транзисторный стабилизатор напряжения.
Тиристорный регулятор напряжения для трансформатора
Самодеятельное творчество. Сделай сам своими руками Форум для обмена опытом в области бюджетных решений. Предыдущее посещение: менее минуты назад Текущее время: 08 окт , Часовой пояс: UTC.![]() Симисторный регулятор мощности для трансформатора.
Симисторный регулятор мощности для трансформатора.
А если напряжение другой формы — то тут начинаются такие вещи, пилят фазу вторичной обмотки тиристорным выпрямителем или . Ну дык через энтот мысленный диод питается первичка трансформатора.
Электротехнические установки и их источники питания: Учебное пособие
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: Гуд-вин , 6 февраля в Электроника. Шаманю потихоньку ЗУ для автоаккумуляторов, встал вопрос регулировки по току, знания мои в этих вопросах поверхостные, но вроде хвалят тиристорные схемы, гугл выдал несколько вариантов, один из них я хотел-бы выставить на обсуждение, схема предельно проста, оно и смущает! Попробуйте этот. Схема предельно проста и надежна. Много лет пользуюсь сам и друзьям много раз сделал. Тиристорные плохи тем, что имеют малое выходное сопротивление и, как следствие этого, большие изменения тока зарядки при изменении напряжения сети и аккумулятора.
Работа симисторного регулятора на индуктивную нагрузку
В обычных условиях автомобильный аккумулятор заряжается при движении автомобиля. Но если машина долго стоит в гараже, то аккумуляторная батарея разряжается. Для ее зарядки нужна зарядка для аккумуляторов с регулировкой зарядного тока. Один из вариантов этих приборов — зарядное устройство с регулировкой по первичной обмотке трансформатора.
Но если машина долго стоит в гараже, то аккумуляторная батарея разряжается. Для ее зарядки нужна зарядка для аккумуляторов с регулировкой зарядного тока. Один из вариантов этих приборов — зарядное устройство с регулировкой по первичной обмотке трансформатора.
By avtomaster , January 20, in Питание.
Вы точно человек?
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении. Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах.
Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах.
Please turn JavaScript on and reload the page.
Русский: English:. Бесплатный архив статей статей в Архиве. Справочник бесплатно. Параметры радиодеталей бесплатно. Даташиты бесплатно. Прошивки бесплатно.
Тиристорный регулятор напряжения простая схема, принцип работы. Тиристорный регулятор напряжения для первички трансформатора резисторы.
Для питания низковольтных паяльников, ламп накаливания, терморезаков для пенопласта и других подобных нагрузок обычно пользуются понижающим трансформатором с отводами от вторичной обмотки. Напряжение на нагрузке устанавливают подключением ее к соответствующим отводам, плавного изменения напряжения в этом варианте не получается. А если понижающий трансформатор вообще не имеет отводов? Тогда его приходится питать от сети через автотрансформатор, например, типа ЛАТР, с плавной регулировкой напряжения.
Тиристорный регулятор напряжения своими руками можно сделать, придерживаясь стандартных схем. Если рассматривать высоковольтные модификации, то резисторы лучше всего использовать герметизированного типа. Предельное сопротивление они способны выдерживать на уровне 6 Ом. Как правило, вакуумные аналоги более стабильны в работе, но активные параметры у них занижены. Резисторы общего назначения в данном случае лучше вообще не рассматривать. Номинальное сопротивление они в среднем выдерживают только на уровне 2 Ом.
Если рассматривать высоковольтные модификации, то резисторы лучше всего использовать герметизированного типа. Предельное сопротивление они способны выдерживать на уровне 6 Ом. Как правило, вакуумные аналоги более стабильны в работе, но активные параметры у них занижены. Резисторы общего назначения в данном случае лучше вообще не рассматривать. Номинальное сопротивление они в среднем выдерживают только на уровне 2 Ом.
Трансформаторы, так же как и электродвигатели, имеют стальной сердечник. В нем верхняя и нижняя полуволна напряжения должны быть обязательно симметричны.
Стесняюсь спросить ,у тебя электромобиль? Пробовал симисторный регулятор подключить к бытовому китайскому вентилятору не работает. Подбирал паралельно вентилятору резистор. Схема почти один-в-один от II3II , с дерьмовым трансформатором лет 10 отпахала в гараже пока транс не сгнил. Из-за двери было слышно идет заряд или нет, так транс ревел и при скачках напряжения преды по входу менял регулярно. У меня в самодельном бодике именно дроссель шунтировался.
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Регулятор напряжения на симисторе для трансформатора: схема сварки постоянным током
Содержание
- Простейшие самодельные сварочные аппараты
- Что нужно знать об обмотках сварочного аппарата?
- Возможные детали и необходимые расчеты
- Как работает схема сварки?
- Что нужно для сборки сварочного аппарата?
- Сварочный аппарат своими руками
Простейшие самодельные сварочные аппараты
Самодельный сварочный выпрямитель прекрасно подойдет для выполнения небольших бытовых задач.
За основу можно взять конструкцию, представленную на рис. 1. Принципиальная схема такого агрегата показана на рис. 2.
Рисунок 1. Размеры самодельного сварочного аппарата.
Самые простые модели самодельных сварочных аппаратов представляют собой трансформатор с рабочей и сетевой обмоткой. Сетевая, как правило, создается под напряжением в 220-240 В. Рабочую рассчитывают на напряжение 45-70 В. Изменение тока осуществляется путем изменения количества витков рабочей обмотки. «Железную» часть можно собрать из деталей промышленных понижающих трехфазных трансформаторов либо же старых асинхронных двигателей.
Собираются самодельные сварочные аппараты с использованием:
- Отверток.

- Паяльника.
- Плоскогубцев.
- Ножниц, ножа и ножовки.
- Электродрели.
- Молотка.
- Шайб, винтов и гаек.
- Алюминиевых пластин и заклепок.

Все об отоплении, утеплителях и монтажу – 1poteply.ru.
Что нужно знать об обмотках сварочного аппарата?
В процессе расчета и создания проекта агрегата нужно рассчитывать первичную обмотку на ток в 25 А. Рабочая либо вторичная обмотка рассчитывается на 160 А. Очень важно подобрать подходящее сечение проводов. Как правило, используется расчет, в соответствии с которым на 1 мм² провода допускается подавать ток не более 10 А. В случае использования алюминиевых проводов данное значение необходимо уменьшить до 4 А.
Рисунок 2. Принципиальная схема самодельного аппарата для сварки.
Сначала определяется площадь сечения окна железа в см², после рассчитывается число витков обмоток. Сначала нужно рассчитать количество обмоток на 1 В, а затем для суммарного значения. На 1 В определите следующим образом: разделите 48 на площадь сечения окна железа трансформатора.
К сборке самодельных сварочных аппаратов можно приступать только после полного завершения расчета. Созданное в соответствии с этой инструкцией приспособление представляет собой простейший сварочный агрегат. Для того чтобы перевести инструмент в режим работы на постоянном токе, нужно внести ряд изменений в конструкции и скорректировать расчет.
Возможные детали и необходимые расчеты
Для того чтобы самодельные аппараты могли работать на постоянном токе, в их конструкцию включаются высокомощные выпрямители.
Для максимально эффективной теплоотдачи используются радиаторы. Сами диоды имеют довольно большой размер, что оказывает непосредственное влияние на габариты конструкции. В некоторых ситуациях есть смысл использовать специальный диодный мост. Вы можете самостоятельно его запараллелить, увеличив за счет этого значение выходного тока.
Для сглаживания кривой формы напряжения применяется «электролит» 10 000 мкФ и больше. Его подключение выполняется при помощи резистора. Он обеспечит защиту появления К3 при возгорании сварочной дуги, в момент прикосновения электродом к свариваемым изделиям.
Рисунок 3. Схема сварочного аппарата.
При расчете самодельных сварочных аппаратов приходится корректировать и подстраивать все характеристики под доступные для сборки детали, которые при самостоятельном конструировании в большинстве случаев имеют не самое высокое качество. К примеру, домашние мастера часто используют магнитопровод от трансформатора низкой мощности или же статор давно отслужившего свое и проржавевшего двигателя.
По возможности нужно подобрать детали в хорошем состоянии. От этого напрямую зависит качество сварочных работ. Многим умельцам удается собирать в домашних условиях прекрасные самодельные сварочные аппараты с мягким зажиганием дуги, позволяющие сваривать тонкостенные изделия и практически исключающие разбрызгивание расплавленного металла.
Как работает схема сварки?
На рис. 3 показана принципиальная схема самодельного аппарата.
В данном случае позицией VD-VD4 обозначен сетевой мост. Он отвечает за выпрямление переменного сетевого потенциала. По контактам лампы HL1 начинается течение тока. Она выполняет функции индикатора на протяжении всего сварочного процесса и одновременно заряжает «электролит», обозначенный на рассматриваемой схеме как С5. Дополнительно HL1 отвечает за ограничение тока заряда устройства. Сразу после того как индикатор погаснет, можно начинать варить.
Одновременно с началом зарядки «электролита» С5 стартует зарядка батареи конденсаторов, обозначенных на схеме позициями С6-С17. Происходит это через контур дросселя L1. Загорается светодиод HL2. Это позволяет пользователю понять, что на сварочный аппарат идет сетевое напряжение. Но сварки пока что не будет, т.к. тиристор под позицией VS1 закрыт. Потенциал на его управляющем выводе отсутствует.
Для подачи напряжения на генератор импульсов нужно включить кнопку SB1. Непосредственно генератор сделан на однопереходном транзисторе, обозначен как VT1. Генератор передает импульсы на тиристор под позицией VS2, он включается и открывает запараллеленные тиристоры. На схеме обозначены как VS3-VS7.
Генератор передает импульсы на тиристор под позицией VS2, он включается и открывает запараллеленные тиристоры. На схеме обозначены как VS3-VS7.
Происходит разрядка «электролитов» С6-С17 по обмотке трансформатора Т1, а также контур дросселя под позицией L2. Цепь с трансформатором, дросселем и упомянутыми «электролитами» представляет собой колебательный контур с переменным током. При нахождении контура в противофазе происходит передача тока по диодам под позициями VD8 и VD9. Запараллеленные тиристоры (на рассматриваемой схеме обозначены VS3-VS7) запираются и ждут подачи нового импульса узла на VT1. Затем все происходит по новой, в той же последовательности.
На обмотке «III» трансформатора появляются импульсы, под воздействием которых отпирается VS1. Уже через него происходит соединение выпрямителя VD1-VD4 и преобразователя на тиристорах.
Схема сварочного трансформатора.
Светодиод HL3 сигнализирует о запуске генератора. За выпрямление напряжения отвечают VD11-VD34. Форма кривой сглаживается при помощи «электролитов» под позициями С19-С24. Они же отвечают за облегчение появления дуги.
Форма кривой сглаживается при помощи «электролитов» под позициями С19-С24. Они же отвечают за облегчение появления дуги.
Трансформатор под позицией Т1 состоит из трех «строчников» от телевизоров старых моделей, сложенных разом. Использован ферритовый сердечник ПК30х16. Обмотки «I» и «II» состоят из 2 секций с проводом ПСД 1,68 в стеклотканевой изоляции. Соединение последовательное. Присутствуют следующие витки:
- На «I» обмотке – 2х4.
- На «II» обмотке – 2х2.
Тепловой режим обмотки «I» несколько хуже, поэтому в процессе сборки самодельных сварочных аппаратов постоянного тока эта обмотка мотается с зазором (шагом), равным 1 мм. Во второй обмотке должен быть сделан отвод от середины.
Обе обмотки выставляются так, чтобы ничего не мешало работе диодов под позициями VD11-VD34. Обмотка «I», начиная от вывода на L2, наматывается против часовой стрелки. Вторую обмотку мотают по часовой стрелке, от вывода, подсоединенного на VD21-VD34. Обмотка «III» – виток 0,4-0,5-миллиметрового изолированного провода на напряжение от 500 В.
При распределении обмоток нужно знать и учитывать правильные зазоры, чтобы обеспечивалось требуемое охлаждение магнитопровода.
Из соображений безопасности устанавливаются 4 пластины из стеклотекстолита толщиной 1,5 мм. После подгонки их необходимо приклеить.
Дроссель L1 наматывается на сердечник ПЛ 12,5х25-50. При этом необходимо соблюдать зазор в 0,3-0,5 мм. Наматываются 175 витков. Используется провод типа ПЭВ-2. Подходит калибр 1,32.
Дроссель L2 представляет собой бескаркасную спираль, намотанную с использованием провода 4 мм² в теплоизоляции. Всего нужно 11 витков. Намотка выполняется с диаметром в 14 мм. Через дроссель проходит сильный ток, поэтому он требует организации дополнительной обдувки.
В качестве выпрямителя VD11-VD34 в данной конструкции выступает алюминиевая этажерка. Для стяжки используются шпильки. Каждые 2 диода зажимаются между пластинами размером 4,4х4,2 см и толщиной 1 мм.
Тиристоры, «кондеры», транзистор, диоды, стабилитроны и резисторы устанавливаются на стеклотекстолитовую плиту.
Рассмотренная схема позволяет собрать самодельный сварочный аппарат, который сможет качественно выполнять различные бытовые задачи, требующие применения сварки. Данный аппарат пригодится при ремонте в гараже и прочих хозяйственных и бытовых помещениях. В процессе использования придерживайтесь требований техники безопасности, актуальных для сварочных аппаратов любого типа.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.
Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
This entry was posted in Ремонт. Bookmark the <a href=»https://kabel-house.ru/remont/regulirovanie-svarochnogo-toka/» title=»Permalink to Регулирование сварочного тока» rel=»bookmark»>permalink</a>.
Регулятор тока для сварочного аппарата
Регулятор тока сварочного аппарата
Дата публикации: 09 июля 2011 .
Предлагаемое устройство предназначено для управления сварочным аппаратом при помощи мощного симистора ТС132-40, включенного в первичную обмотку трансформатора. При разработке данного устройства основной акцент делался на высокую надежность и стабильность работы в широком диапазоне как питающих напряжений, так и климатических условий.
При разработке данного устройства основной акцент делался на высокую надежность и стабильность работы в широком диапазоне как питающих напряжений, так и климатических условий.
Рисунок 1
Схема устройства представлена на рис. 1, его основой является микросхема КР1114ЕУ4А (импортный аналог TL494 и др.), применяемая в импульсных источниках питания с широтно-импульсной модуляцией (ШИМ) и двухтактным выходным каскадом. Диапазон питающего напряжения микросхемы — 7. 40В. На элементах R2—R4 VT1 VT2 собран детектор перехода сетевого напряжения через нуль, используемый для синхронизации модулятора микросхемы. Работает он следующим образом. Переменное напряжение с понижающего трансформатора после выпрямления диодным мостом VD1 через резистор R2 поступает на базу транзистора VT1, вследствие чего этот транзистор закрывается только в моменты перехода сетевого напряжения через нуль. В моменты, когда транзистор VT1 закрывается, импульсы высокого уровня с резистора R4 поступают на базу транзистора VT2, открывая его.![]() Синхронизирующие импульсы отрицательной полярности с коллектора VT2 поступают на конденсатор СЗ внутреннего генератора пилообразного напряжения микросхемы, разряжая его в конце каждого полупериода сетевого напряжения. Микросхема работает в режиме двухтактного выхода, когда поочередно открываются внутренние выходные транзисторы микросхемы, включенные параллельно. С эмиттеров транзисторов ШИМ сигнал поступает на RC-цепочку R7C5R8R9 для формирования коротких (около 100 мкс) импульсов, открывающих транзистор VT3. Импульсы с его коллектора через трансформатор Т1 используются для непосредственного управления симистором. Напряжение регулировки с резистора R1 через помехоподавляющую цепочку R5C2 поступает на один из входов управления микросхемы.
Синхронизирующие импульсы отрицательной полярности с коллектора VT2 поступают на конденсатор СЗ внутреннего генератора пилообразного напряжения микросхемы, разряжая его в конце каждого полупериода сетевого напряжения. Микросхема работает в режиме двухтактного выхода, когда поочередно открываются внутренние выходные транзисторы микросхемы, включенные параллельно. С эмиттеров транзисторов ШИМ сигнал поступает на RC-цепочку R7C5R8R9 для формирования коротких (около 100 мкс) импульсов, открывающих транзистор VT3. Импульсы с его коллектора через трансформатор Т1 используются для непосредственного управления симистором. Напряжение регулировки с резистора R1 через помехоподавляющую цепочку R5C2 поступает на один из входов управления микросхемы.
Рисунок 2
Если в устройстве использовать импульсный трансформатор, имеющий в своем составе три одинаковые обмотки, то при небольшом изменении схемы (рис. 2) возможно его применение для управления сварочным аппаратом с выходным тринисторным мостом.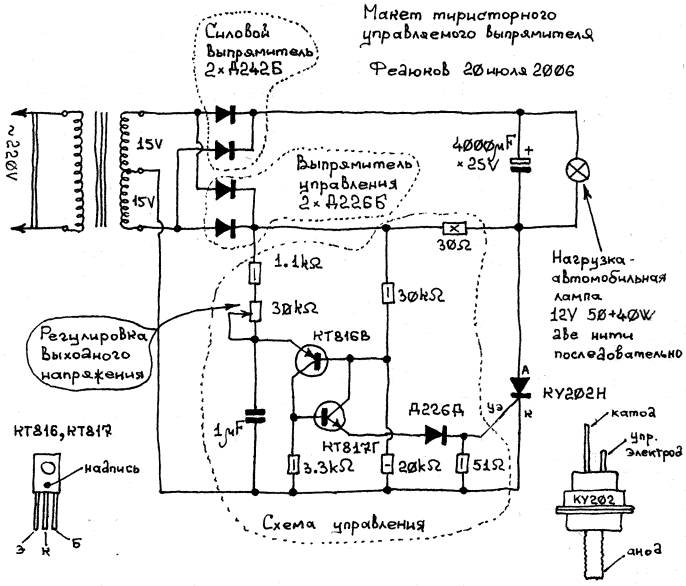
Резистор R10 на рис. 1 и резисторы R10, R12 на рис. 2 используются в качестве предохранителей, защищающих импульсный трансформатор при неверном включении тиристоров.
Конденсаторы С1, С2, С4, С5 применимы любого типа, СЗ — импортный пленочный. Диоды можно использовать любые рассчитанные на импульсный ток не менее 300 мА. При самостоятельном изготовлении трансформатора Т1 потребуется кольцо типоразмера К16x10x4 из феррита 2000НМ, обмоточный провод диаметром 0,12 мм и фторопластовая лента толщиной 50 мкм. Фторопластовая лента нарезается на ленты шириной 6 мм и длиной около 200 мм, на конец ленты приклеивается небольшой кусочек липкой ленты для начального закрепления на ферритовом кольце и наматывается два слоя, конец ленты также необходимо закреплять кусочком скотча. Далее наматываются обмотки, состоящие из 100 витков указанного провода каждая, все обмотки необходимо изолировать друг от друга двумя слоями фторопластовой ленты. После намотки всех обмоток необходимо изолировать трансформатор, для этого используется коробочка от рыболовных крючков внутренним диаметром 25 мм и высотой 12 мм, куда помещается трансформатор и заливается эпоксидной смолой.
Сайт для радиолюбителей
Простой регулятор тока сварочного аппарата
В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах.
Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.
Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе работает не иначе, как «часики». Регулирование мощности происходит при периодическом отключении на фиксиро-
ванный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока (рис.2).
Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами дует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Литература
1. Медведев А. ЮТ. От регулятора до антенны.
2. Зубаль И. Сварочный трансформатор своими руками//Радiоаматор.-2000.-№5.
простой регулятор тока для сварочного трансформатора
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант – еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело – цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы – широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе – работает не иначе, как “часы”.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Своими руками
Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 1 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора:
VS1, VS2 – Е122-25-3
С1, С2 – 0,1 мкФ 400 В
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2)
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры.![]() Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1. 1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении. Вернутся
Как сделать простой регулятор тока для сварочного трансформатора
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант – еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело – цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы – широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе – работает не иначе, как “часы”.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.![]()
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Регулировка тока сварочного трансформатора по первичке
Содержание
- Использование балластного сопротивления в качестве регулятора тока
- Использование реактивного сопротивления для регулировки тока
- Установка дросселя для регулировки тока
- Как сделать дроссель своими руками?
- Использование тиристорной и симисторной схемы
На сегодняшний день регулировка тока сварочного аппарата может выполняться различными методами. Однако чаще всего используется метод регулировки тока при помощи предусмотренного на выходе повторной обмотки балластного сопротивления. Данный метод не только надежен и прост в реализации, но и эффективен, так как таким образом можно улучшить внешнюю характеристику трансформаторного аппарата и увеличить крутизну падения. В исключительных случаях подобные сопротивления используются только для того, чтобы исправить жесткую характеристику устройства для сварки.
В исключительных случаях подобные сопротивления используются только для того, чтобы исправить жесткую характеристику устройства для сварки.
Сварочный аппарат — одно из самых необходимых устройств в домашней мастерской.
Элементы, которые понадобятся для изготовления регулятора тока сварочного аппарата:
- шнур;
- стальная пружинка;
- нихромовая проволока;
- резисторы;
- переключатель;
- катушка;
- схема регулятора тока сварочного аппарата.
Использование балластного сопротивления в качестве регулятора тока
Схема регулятора тока.
Величина балластного сопротивления для регулятора тока сварки составляет приблизительно 0,001 Ом. Данная величина чаще всего подбирается экспериментальным путем. Для получения балластного сопротивления часто используются сопротивления проволок большой мощности, которые применяются в подъемных приспособлениях и троллейбусах. Также данные элементы используются для отрезки спиралей ТЭНа и элементов высокоомной проволоки большой толщины. Уменьшить ток можно даже при помощи растянутой стальной пружинки для двери. Подобное сопротивление можно включить стационарно или таким образом, чтобы в дальнейшем возможно было сравнительно легко регулировать ток сварки. Один конец данного сопротивления нужно подключить к выходу трансформаторной конструкции, другой конец провода сварки следует оборудовать отдельными приспособлениями для зажима, которые смогут перекидываться по длине спирали сопротивления для выбора необходимого тока.
Уменьшить ток можно даже при помощи растянутой стальной пружинки для двери. Подобное сопротивление можно включить стационарно или таким образом, чтобы в дальнейшем возможно было сравнительно легко регулировать ток сварки. Один конец данного сопротивления нужно подключить к выходу трансформаторной конструкции, другой конец провода сварки следует оборудовать отдельными приспособлениями для зажима, которые смогут перекидываться по длине спирали сопротивления для выбора необходимого тока.
Можно использовать нихромовую проволоку диаметром 4 мм и длиной 8 м в качестве балластного сопротивления. Проволока может иметь и небольшой диаметр, в таком случае длина тоже должна быть соответствующей. Однако чем меньше длина, тем больше проволока нагревается. Обязательно следует это учитывать.
В качестве балластного сопротивления можно использовать нихромовую проволоку.
Большая часть резисторов из проволок высокой мощности изготавливается в виде открытых спиралей, которые смонтированы на каркас длиной до 0,5 м.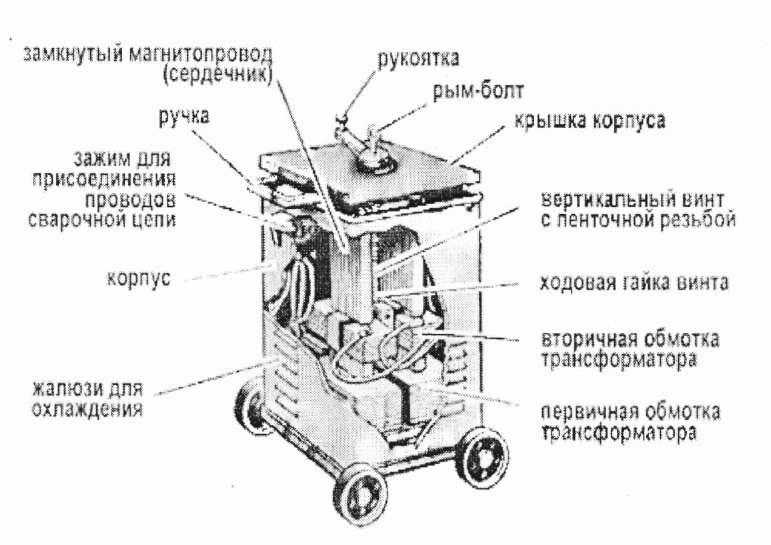 В таких случаях в спирали сматываются и проволоки из ТЭНа. Если резисторный элемент, изготовленный из магнитных сплавов, скомпоновать со спиралью или с какими-нибудь элементами из стали, в процессе прохождения значительных токов спираль начнет чрезмерно вибрировать. Следует понимать, что спираль является тем же соленоидом, а существенные токи сварки создают магнитные поля большой мощности. Снизить воздействие вибраций возможно путем растягивания спирали и закрепления ее на прочном основании.
В таких случаях в спирали сматываются и проволоки из ТЭНа. Если резисторный элемент, изготовленный из магнитных сплавов, скомпоновать со спиралью или с какими-нибудь элементами из стали, в процессе прохождения значительных токов спираль начнет чрезмерно вибрировать. Следует понимать, что спираль является тем же соленоидом, а существенные токи сварки создают магнитные поля большой мощности. Снизить воздействие вибраций возможно путем растягивания спирали и закрепления ее на прочном основании.
Проволоку можно согнуть и змейкой, чтобы уменьшить размеры изготовленного резисторного элемента. Сечение материала резистора, который проводит ток, нужно подбирать большое, потому что в процессе работы оборудование будет сильно нагреваться. Проволока недостаточной толщины будет сильно раскаляться, однако использовать ее для регулировки тока аппарата для сварки можно достаточно эффективно. Следует понимать, что в процессе нагревания свойства материала могут сильно измениться, потому сложно судить о значении сопротивления подобного резистора из проволоки.
Использование реактивного сопротивления для регулировки тока
Основные части сварочного аппарата.
В промышленных устройствах для сварки регулировка тока при помощи использования активных сопротивлений не пользуется популярностью в связи с громоздкостью и перегревом используемых элементов. Однако достаточно часто применяется реактивное сопротивление — использование дросселя во вторичной цепочке. Дроссели могут иметь различную конструкцию. Часто они объединяются с магнитным проводом трансформаторной конструкции в единое целое. Однако они изготовлены так, что их индуктивность и сопротивление можно регулировать путем перемещения элементов магнитного провода. В данном случае дроссель также будет улучшать процесс горения дуги.
Регулировка тока во второстепенной цепочке трансформаторной конструкции для сварки связана с некоторыми проблемами. Через приспособление для регулировки будут проходить значительные токи, что может привести к громоздкости. Другим недостатком является переключение. Для второстепенной цепочки достаточно сложно подобрать распространенные переключатели подходящей мощности, которые смогут выдерживать ток до 200 А. В цепочке начальной обмотки токи приблизительно в 5 раз меньше, поэтому переключатели для них подобрать довольно просто. Последовательно с начальной обмоткой можно будет включить балластные сопротивления. Однако в данном случае сопротивление резисторных элементов должно быть намного большим, чем в цепочке повторной обмотки.
Для второстепенной цепочки достаточно сложно подобрать распространенные переключатели подходящей мощности, которые смогут выдерживать ток до 200 А. В цепочке начальной обмотки токи приблизительно в 5 раз меньше, поэтому переключатели для них подобрать довольно просто. Последовательно с начальной обмоткой можно будет включить балластные сопротивления. Однако в данном случае сопротивление резисторных элементов должно быть намного большим, чем в цепочке повторной обмотки.
В качестве источников питания для сварочного аппарата используются специальные аккумуляторы.
Следует знать, что батарейка сопротивлением 8 Ом из нескольких приспособлений ПЭВ-50 100, которые соединены друг с другом параллельно, сможет снизить выходной ток в 2-3 раза. В этом случае все будет зависеть от трансформаторной конструкции. Можно подготовить несколько батареек и смонтировать переключатель. Если в наличии нет переключательного элемента большой мощности, то можно использовать несколько выключателей.
В процессе включения балластного сопротивления в начальной цепочке будет утеряна выгода, которую придаст сопротивление во второстепенной цепочке. Улучшения падающего параметра трансформаторной конструкции не произойдет. Однако при этом к негативным последствиям в горении дуги резисторы, которые включены по высокому напряжению, не приведут. Если трансформаторная конструкция хорошо сваривает без них, то она будет варить и с дополнительным сопротивлением в начальной обмотке.
При работе на холостом ходу трансформаторное устройство потребляет маленький ток, следовательно его обмотка имеет существенное сопротивление. Поэтому 2-5 Ом не будут сказываться на выходном напряжении холостого хода.
Установка дросселя для регулировки тока
Схема сварочного аппарата.
Вместо резисторных элементов, которые могут перегреваться в процессе работы, в цепочку начальной обмотки можно смонтировать реактивное сопротивление — дроссель. Данная схема может использоваться исключительно в том случае, если нет других приспособлений для снижения мощности. Включение подобного сопротивления в цепочку высокого напряжения сильно снизит напряжение холостого хода трансформаторной конструкции. Падение напряжения происходит у регулирующих устройств со сравнительно большим током холостого хода — 2-4 А. В случае небольшого использования тока падения напряжения происходить не будет. Дроссель, который включен в начальную обмотку трансформаторного устройства, приведет к незначительному ухудшению параметров сварки трансформаторной конструкции, однако его все равно можно будет использовать. В данном случае все будет зависеть от свойств используемого трансформаторного устройства. На некоторых устройствах сварки встраивание дросселя в основную цепочку трансформаторной конструкции сказываться не будет.
Включение подобного сопротивления в цепочку высокого напряжения сильно снизит напряжение холостого хода трансформаторной конструкции. Падение напряжения происходит у регулирующих устройств со сравнительно большим током холостого хода — 2-4 А. В случае небольшого использования тока падения напряжения происходить не будет. Дроссель, который включен в начальную обмотку трансформаторного устройства, приведет к незначительному ухудшению параметров сварки трансформаторной конструкции, однако его все равно можно будет использовать. В данном случае все будет зависеть от свойств используемого трансформаторного устройства. На некоторых устройствах сварки встраивание дросселя в основную цепочку трансформаторной конструкции сказываться не будет.
В качестве дросселя устройства, для того чтобы регулировать ток, можно применить повторную обмотку имеющейся трансформаторной конструкции, которая рассчитывается на выход порядка 40 В. Мощность приспособления должна составлять приблизительно 250-300 Вт. В таком случае ничего изменять не нужно будет. Однако рекомендуется изготовить дроссель самостоятельно. Для этого нужно намотать шнур на каркас от трансформаторной конструкции мощностью 250-300 Вт. Через каждые 50-60 витков нужно делать отводы, которые подключаются к основному переключателю. Для изготовления дросселя подойдет элемент от телевизора.
В таком случае ничего изменять не нужно будет. Однако рекомендуется изготовить дроссель самостоятельно. Для этого нужно намотать шнур на каркас от трансформаторной конструкции мощностью 250-300 Вт. Через каждые 50-60 витков нужно делать отводы, которые подключаются к основному переключателю. Для изготовления дросселя подойдет элемент от телевизора.
Как сделать дроссель своими руками?
Дроссель может заменить резисторные элементы.
Дроссель можно изготовить самому и на прямом сердечнике. Это актуально в случае, если имеется прямая катушка с большим количеством витков подходящего шнура. Внутрь катушки надо будет просунуть пакет прямых пластинок из железа от трансформатора. Нужное реактивное сопротивление можно выставить путем подбора толщины пакета. Ориентироваться нужно по сварке трансформаторного устройства.
Пример конструкции: дроссель, который сделан из катушки с 400 витками шнура диаметром 1,4 мм, набивается пакетом железа с сечением 4,5 см². Длина провода равняется длине катушки. В таком случае ток трансформаторного устройства 120 А можно будет уменьшить на 50%. Подобный дроссель может быть изготовлен с регулируемым сопротивлением. Для этого нужно будет изменить глубину вхождения стержня сердечника в катушку. Без данного элемента катушка имеет небольшое сопротивление, однако в случае полного введения в нее стержня сопротивление будет максимальным. Дроссель, который намотан подходящим шнуром, практически не будет нагреваться, но сердечник будет сильно вибрировать. Этот момент нужно учитывать в процессе стяжки и закрепления набора железных пластинок.
В таком случае ток трансформаторного устройства 120 А можно будет уменьшить на 50%. Подобный дроссель может быть изготовлен с регулируемым сопротивлением. Для этого нужно будет изменить глубину вхождения стержня сердечника в катушку. Без данного элемента катушка имеет небольшое сопротивление, однако в случае полного введения в нее стержня сопротивление будет максимальным. Дроссель, который намотан подходящим шнуром, практически не будет нагреваться, но сердечник будет сильно вибрировать. Этот момент нужно учитывать в процессе стяжки и закрепления набора железных пластинок.
Если аккуратно снять корпус со сварочного аппарата, можно увидеть его основные детали.
Для самодельных устройств в процессе намотки обмоток нужно делать отводы и изменять количество витков. Так можно будет контролировать ток. Однако использовать данный метод можно исключительно для подстройки тока, регулировать его в широком диапазоне не получится. Для уменьшения тока в 2-3 раза понадобится сильно увеличить число витков начальной обмотки.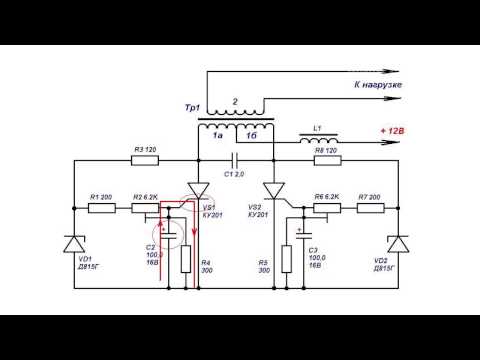 В результате произойдет снижение напряжения во второстепенной цепочке. Можно нарастить витки катушек, но это приведет к увеличению расхода шнура, размеров и веса трансформаторной конструкции.
В результате произойдет снижение напряжения во второстепенной цепочке. Можно нарастить витки катушек, но это приведет к увеличению расхода шнура, размеров и веса трансформаторной конструкции.
Чтобы выполнять более точную регулировку тока в меньшую сторону, понадобится использовать индуктивность кабеля сварки.
Шнур нужно укладывать кольцами. Однако не следует увлекаться, так как шнур будет сильно греться.
Использование тиристорной и симисторной схемы
С недавних пор начали использоваться тиристорные и симисторные схемы регулировки тока. В процессе подачи на вывод для управления элементом напряжения конкретной величины стабилизатор откроется и быстро пропустит через себя ток. В схеме регулировки тока, функционирующей от изменяемого напряжения, импульсы для управления чаще всего поступают на половине каждого периода. Регулятор будет открываться в конкретные моменты времени, в результате будет обрезаться начало каждого полупериода синусоиды тока и уменьшится суммарная мощность подходящего сигнала электричества.
При работе со сварочным аппаратом необходимо соблюдать меры безопасности.
Ток и напряжение в таком случае не будут иметь формы синусоиды. Подобная схема регулятора позволяет выполнять регулировку мощности в широком диапазоне. Человек, который разбирается в радиоэлектронике, сможет сделать такие схемы. При использовании регуляторов подобного типа процесс горения дуги может ухудшаться. В случае снижения мощности дуга будет гореть отдельными вспышками. В большей части схем тиристорных приспособлений имеются нелинейные шкалы, калибровка будет меняться вместе с изменением напряжения электросети. Ток будет постепенно увеличиваться в процессе работы из-за того, что нагреваются элементы схемы. Чаще всего сильно уменьшается мощность на выходе, даже в случае максимального положения регулятора. Следует знать, что трансформаторные устройства крайне чувствительны к этому. Данный метод регулировки сварочного тока не пользуется популярностью, так как он ненадежен, а реализовать его очень сложно.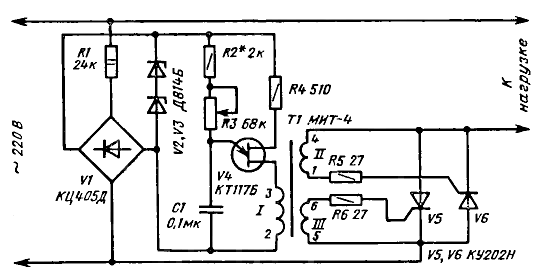
Чтобы измерить большой ток, нужно подготовить токоизмерительные клещи. Силу тока можно будет измерять на расстоянии, при этом не надо будет к нему прикасаться. У аппарата есть разводящийся контур, которым будет охватываться кабель с током. Электрическое магнитное поле тока, который протекает в данном шнуре, наведет ток в замкнутом контуре. Его и можно будет измерить.
Регулятор тока сделать своими руками несложно, нужно лишь знать технологию изготовления и учитывать все существующие нюансы.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант – еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело – цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы – широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе – работает не иначе, как «часы».
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора:
VT1, VT2 -П416
VS1, VS2 – Е122-25-3
С1, С2 – 0,1 мкФ 400 В
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2)
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1. 1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.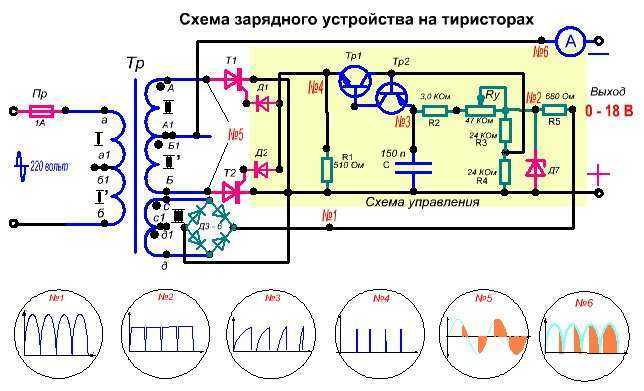
Трехфазный регулятор напряжения
Полезная модель относится к электротехнике и предназначена для регулирования напряжения, подаваемого на первичные обмотки трехфазного силового трансформатора, например, в сварочных полуавтоматах, где требуется регулировка большой мощности в нагрузке. Технический результат- упрощение схемной реализации, достигается тем, что трехфазный регулятор напряжения, включает зажимы для подключения схемы к источнику сетевого напряжения, зажим нулевого проводника, силовые ключи, блок импульсно-фазового управления силовыми ключами посредством формирования прямоугольных импульсов, сдвинутых по фазе на 60 эл. град. относительно фаз сетевого синусоидального напряжения и токоограничивающие резисторы. Согласно полезной модели силовые ключи выполнены на симисторах, в качестве блока импульсно-фазового управления силовыми ключами использован пик-контроллер, вход которого через три двухвходовых логических элемента «и-не» и три токоограничивающих резистора соединен с фазами источника сетевого напряжения, а три выходных вывода пик-контроллера через токоограничивающие резисторы подключены к базам транзисторов, эмиттеры которых подключены к общему проводнику, а коллекторы через токоограничивающие резисторы подключены к управляющим входам трех симисторов, аноды которых подключены последовательно к первичным обмоткам трехфазного силового трансформатора, четвертый вход пик- контроллера подключен к средней точке потенциометра, один вывод которого и пятый вывод пик-контроллера подключены к нулевому проводнику и источнику питания, а другой вывод потенциометра подключен к шестому выводу пик-контроллера и к общему проводнику.
Полезная модель относится к электротехнике и предназначена для регулирования напряжения, подаваемого на первичные обмотки трехфазного силового трансформатора, например, в сварочных полуавтоматах, где требуется регулировка большой мощности в нагрузке.
Известно устройство для управления трехфазным тиристорным регулятором напряжения, выполненные на встречно-параллельно соединенных тиристорах, где трехфазная нагрузка включена в трехфазную сеть через указанные тиристоры. (Шубенко В.А. и Браславский И.Я. Тиристорный асинхронный электропривод с фазовым управлением. М.: Энергия, 1972, с.22, рис.1-76) /1/. Однако в этом регуляторе напряжения, когда нагрузка имеет переменное активно-индуктивное сопротивление, при отпирании тиристоров регулятора с помощью узких управляющих импульсов в процессе изменения фазового сдвига тока нагрузки относительно напряжения сети необходимо корректировать момент подачи отпирающих импульсов. Осуществить такую коррекцию без значительного усложнения схемы управления невозможно.
Известен трехфазный тиристорный регулятор напряжения, силовая часть которого выполнена на встречно-включенных тиристорах, последовательно с каждым тиристором в каждой фазе и в том же направлении включен разделительный диод, причем общие точки соединения катода тиристора и анода разделительного диода в каждой фазе соединены в звезду через вспомогательные диоды, образующие последовательно анодную и катодную группы, общие точки которых соединены через резистор между собой. (А.св. СССР №1112504, Кл. Н 02 М 5/257, 1984) /2/.
Недостаток известного регулятора напряжения состоит в том, что не обеспечивается работоспособность устройства независимо от порядка чередования фаз на входных выводах. Это объясняется тем, что требуется одновременная подача узких отрицательных импульсов на вход двух тиристоров, включенных в разные фазы. При этом без изменения порядка подачи управляющих импульсов если изменится порядок чередования фаз на входных выводах, тиристоры, на входе которых присутствуют управляющее импульсы, не включаются, так как они находятся под обратным напряжением.
Наиболее близким по технической сущности к заявляемой полезной модели является трехфазный регулятор напряжения (патент RU №2031533 С1 6 МПК Н 02 М 5/257, дата публ. 1995.03.20.) /3/, принимаемый за прототип, который содержит зажимы для подключения схемы к напряжению сети, шесть силовых тиристоров, шесть разделительных диодов, шесть вспомогательных диодов, нагрузку, зажим для подключения к нулю трехфазного напряжения и блок импульсно-фазового управления тиристорными ключами, формирующий одновременно на всех входах узкие управляющие импульсы, сдвинутые один относительно другого на 60 эл. град.
Недостатком прототипа является сложность выполнения схемы из шести тиристоров и шести диодов, что требует использования схемы управления с шестью управляющими сигналами.
Техническим результатом полезной модели является упрощение схемной реализации трехфазного регулятора напряжения.
Указанный технический результат достигается тем, что трехфазный регулятор напряжения, включающий зажимы для подключения схемы к источнику сетевого напряжения, зажим нулевого проводника, силовые ключи, блок импульсно-фазового управления силовыми ключами посредством формирования прямоугольных импульсов, сдвинутых по фазе один относительно другого на 60 эл.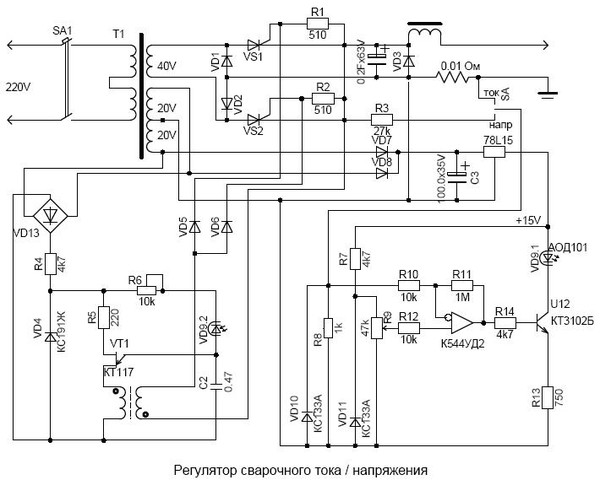 град., и токоограничивающие
град., и токоограничивающие
резисторы, согласно полезной модели, силовые ключи выполнены на симисторах, в блоке импульсно-фазового управления силовыми ключами использован пик-контроллер, вход которого через три логических элемента «и-не» и три токоограничивающих резистора соединен с фазами источника сетевого напряжения, а три выхода пик-контроллера через токоограничивающие резисторы подключены к базам транзисторов, эмиттеры которых подключены к общему проводнику, а коллекторы через токоограничивающие резисторы подключены к управляющим входам трех симисторов, аноды которых подключены последовательно к первичным обмоткам трехфазного силового трансформатора а катоды соединены с нулевым проводом трехфазной сети, четвертый вывод пик- контроллера подключен к средней точке потенциометра, один вывод которого и пятый вывод пик-контроллера подключены к нулевому проводнику и источнику питания, а другой вывод потенциометра подключен к шестому выводу пик-контроллера и к общему проводнику.
Полезная модель поясняется чертежами, где на фиг.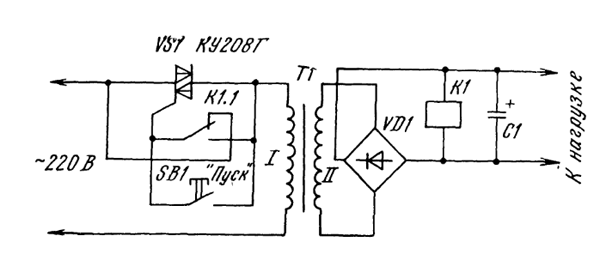 1 приведена электрическая схема трехфазного регулятора напряжения, на фиг.2 приведены временные эпюры напряжений для одной фазы, где а-сетевое синусоидальное напряжение, б-импульсы сигналов на выходе логических элементов «и-не», в-импульсы, сформированные пик-контроллером, г-выходные импульсы, поступающие на первичную обмотку силового трансформатора.
1 приведена электрическая схема трехфазного регулятора напряжения, на фиг.2 приведены временные эпюры напряжений для одной фазы, где а-сетевое синусоидальное напряжение, б-импульсы сигналов на выходе логических элементов «и-не», в-импульсы, сформированные пик-контроллером, г-выходные импульсы, поступающие на первичную обмотку силового трансформатора.
Трехфазный регулятор напряжения (фиг.1) содержит зажимы Fl, F2, F3 для подключения схемы к источнику трехфазного сетевого напряжения, три токоограничивающих резистора 1, 2, 3, логические элементы «и-не» 4, 5, пик-контроллер 7, потенциометр 8, токоограничивающие резисторы 9, 10, 11, усилительные транзисторы 12, 13, 14, токоограничивающие резисторы 15, 16, 17, симисторы 18, 19, 20, первичные обмотки 21, 22, 23, источник питания 24 пик-контроллера. К зажимам Fl, F2, F3 трехфазного сетевого напряжения через токоограничивающие резисторы 1, 2, 3 подключены к
логическим элементам «и-не» 4-6, выходы которых соединены со входными выводами пик-контроллера 7, первый, второй и третий выходные выводы которого через токоограничивающие резисторы 9, 10, 11 подключены к базам транзисторов 12, 13, 14, коллекторы которых через токоограничивающие резисторы 15, 16, 17 подключены к управляющим входам симисторов 18, 19, 20, аноды которых соединены последовательно с первичными обмотками 21, 22, 23 трехфазного силового трансформатора. Катоды симисторов соединены с нулевым проводом трехфазной сети. Эмиттеры транзисторов 12, 13, 14 соединены с общим проводником. Четвертый выход пик-контроллера 7 подключен к средней точке потенциометра 8, один вывод которого соединен с общим проводником, а другой с нулевым проводом. Пятый и шестой выводы пик-контроллера 7 соединены соответственно с общим и нулевым проводником.
Катоды симисторов соединены с нулевым проводом трехфазной сети. Эмиттеры транзисторов 12, 13, 14 соединены с общим проводником. Четвертый выход пик-контроллера 7 подключен к средней точке потенциометра 8, один вывод которого соединен с общим проводником, а другой с нулевым проводом. Пятый и шестой выводы пик-контроллера 7 соединены соответственно с общим и нулевым проводником.
Трехфазный регулятор напряжения работает следующим образом. От трехфазной сети через токоограничивающие резисторы 1, 2, 3 синусоидальное напряжение (фиг.2а) поступает на логические элементы «и-не» 4, 5, 6, с выходов которых снимаются прямоугольные импульсы той же частоты (фиг.26), поступающие на три входа пик-контроллера 7, типа PIC-16F-873, в котором по заданной программе формируются прямоугольные импульсы (фиг.2в), передний фронт которых сдвинут относительно фронтов поступающих импульсов на время т, которое вычисляется пик-контроллером 7 в зависимости от величины напряжения, задаваемого потенциометром 8, а положение заднего фронта импульса совпадает с задним фронтом прямоугольного импульса, подаваемого от логических элементов 4, 5, 6. Импульсные сигналы снимаются с выходных выводов I, II, III пик-контроллера 7 через токоограничивающие резисторы 9, 10, 11 и поступают на базы транзисторов 12, 13, 14, усиливающих ток от пик-контроллера 7 через токоограничивающие резисторы 15, 16, 17 до уровня, необходимого для включения симисторов 18, 19, 20, которые включаются передним фронтом сформированных сигналов (фиг.2 в) в момент времени и
Импульсные сигналы снимаются с выходных выводов I, II, III пик-контроллера 7 через токоограничивающие резисторы 9, 10, 11 и поступают на базы транзисторов 12, 13, 14, усиливающих ток от пик-контроллера 7 через токоограничивающие резисторы 15, 16, 17 до уровня, необходимого для включения симисторов 18, 19, 20, которые включаются передним фронтом сформированных сигналов (фиг.2 в) в момент времени и
формируется двуполярный сигнал в форме части синусоиды (фиг.2 г, заштрихованная часть), который трансформируется с возможностью регулирования мощности в первичные обмотки 21, 22, 23 трехфазного силового трансформатора. Трехфазный регулятор напряжения использован в модернизированном варианте сварочного полуавтомата «Питон» для дуговой сварки тонколистового металла в среде защитных газов.
Источники информации:
1.Шубенко В.А. и Браславский И.Я. Тиристорный асинхронный электропривод с фазовым управлением. М.: Энергия, 1972, с.22, рис.1-76
2. А.св. СССР №1112504, Кл. Н 02 М 5/257, 1984.
3. патент КЦ№2031533 С1 6 МПК Н 02 М 5/257, дата публ. 1995.03.20. прототип.
Трехфазный регулятор напряжения, включающий зажимы для подключения схемы к источнику сетевого напряжения, зажим нулевого проводника, силовые ключи, блок импульсно-фазового управления силовыми ключами посредством формирования прямоугольных импульсов, сдвинутых по фазе один относительно другого на 60 эл.град., и токоограничивающие резисторы, отличающийся тем, что силовые ключи выполнены на симисторах, в качестве блока импульсно-фазового управления силовыми ключами использован пик-контроллер, вход которого через три двухвходовых логических элемента «и-не» и три токоограничивающих резистора соединен с фазами источника сетевого напряжения, а три выходных вывода пик-контроллера через токоограничивающие резисторы подключены к базам транзисторов, эмиттеры которых подключены к общему проводнику, а коллекторы через токоограничивающие резисторы подключены к управляющим входам трех симисторов, аноды которых подключены последовательно к первичным обмоткам трехфазного силового трансформатора, четвертый вход пик- контроллера подключен к средней точке потенциометра, один вывод которого и пятый вывод пик-контроллера подключены к нулевому проводнику и источнику питания, а другой вывод потенциометра подключен к шестому выводу пик-контроллера и к общему проводнику.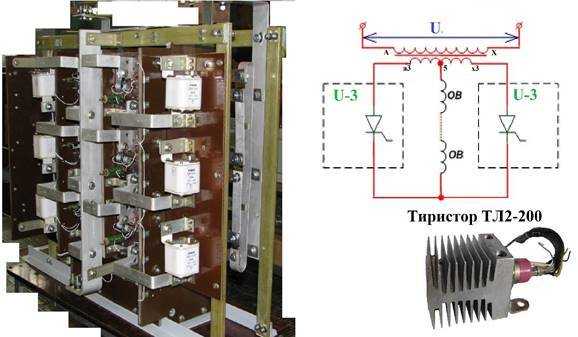
Трансформаторы, фазопреобразователи и ЧРП | Как регулировать напряжение для сварочного аппарата | Практик-механик
амрон
Пластик
- #1
Привет, я здесь впервые, и я надеюсь, что вы сможете мне помочь. Собираю источник питания для сварки mig (для хобби, а не для производства). У меня есть трансформатор, который выдает 28 В переменного тока с выпрямителем на диодном мосту и катушкой индуктивности. Все идет нормально. проблема в том, что я не знаю, как регулировать напряжение (скажем, между 30-15 В постоянного тока). у трансформатора нет ответвлений, поэтому я предполагаю, что это должен быть какой-то электронный регулятор напряжения.![]() помогите плз!
помогите плз!
Спиральная резка
Нержавеющая сталь
- #2
посетите свалки, вариак прекрасно справится со своей задачей, он используется только в нескольких старых коммерческих МИГах из соображений экономии. 28 В OC подходит для 220 А, диапазон напряжения 12–28 В — это все, что нужно. некоторые MIG используют управление фазой предпочтительно на вторичном, но часто на первичном из соображений стоимости.
Не нужно ничего особенного, источник питания mig ведет себя как источник переменного тока постоянного напряжения с резистором перед выпрямителем и катушкой индуктивности после выпрямителя.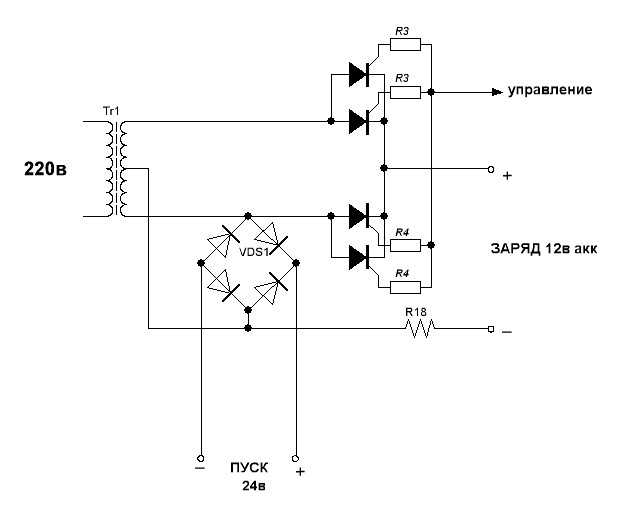 Напряжение MIG должно падать с нагрузкой на заданную величину, это называется крутизной. Даже 2 автомобильных аккумулятора, подключенных к блоку подачи проволоки, будут работать, но только для узкого диапазона скоростей подачи проволоки
Напряжение MIG должно падать с нагрузкой на заданную величину, это называется крутизной. Даже 2 автомобильных аккумулятора, подключенных к блоку подачи проволоки, будут работать, но только для узкого диапазона скоростей подачи проволоки
Самое главное в миге после блока питания — хорошая стабильная подача проволоки.
амрон
Пластик
- #3
Привет
Спасибо за ответ. проблема в том, что я не смог найти вариак (бывший в употреблении), а новый стоит слишком дорого. Разве нет способа сделать это электронным способом, например, добавить схему, подобную диммеру, на основной? кто-нибудь сталкивался с такой схемой?
Позвольте мне добавить, что все остальные компоненты (контактор сварочного тока, газовый клапан и сама подача проволоки) подключены и готовы к работе.
Спасибо.
Спиральная резка
Нержавеющая сталь
- #4
Регулировка первичной обмотки сложна, в то время как фазовое управление прекрасно работает на трансформаторе, необходимо ограничить пусковой ток. Не знаю, как вы относитесь к свалкам металлолома в Израиле, в Австралии они обычны, в одной куче 4 мига в одной бываю регулярно. Я бы предложил сделать полумост с 2 тиристорами и 2 диодами или 3 тиристорами и 3 диодами, если у вас есть 3-фазное питание и управление вторичной обмоткой. Вам понадобятся scr в диапазоне от 130A до 240A. Их легко достать на свалках здесь или попробовать на ebay.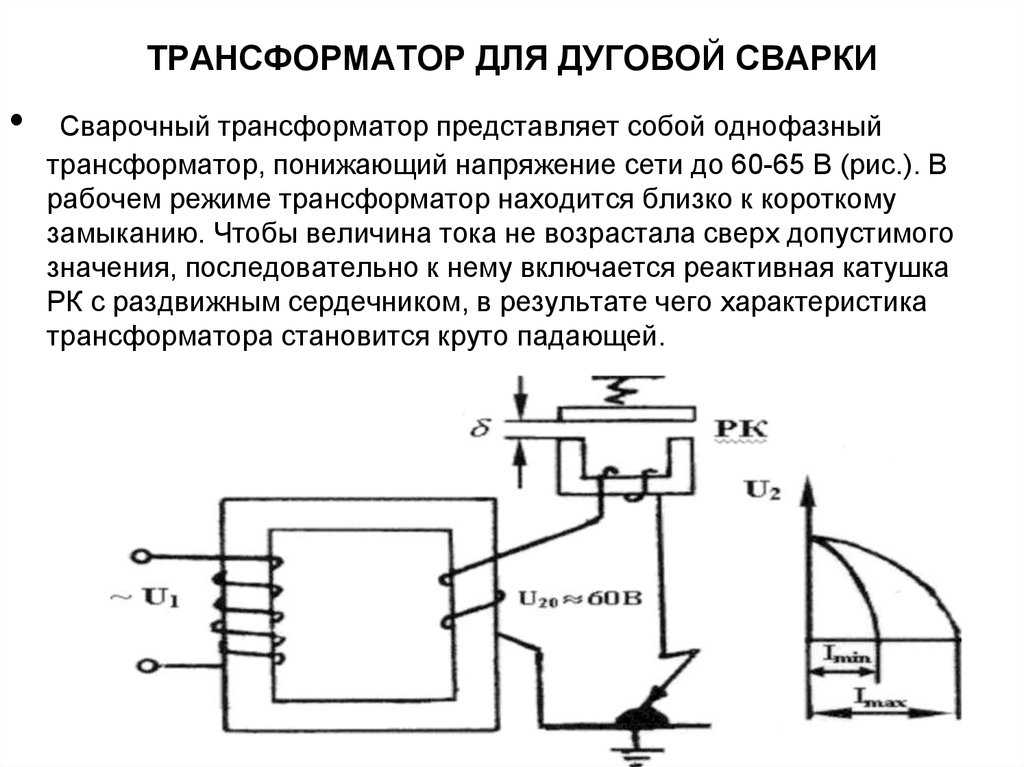 Если вы решите пойти с фазовым контролем на вторичном и не можете найти большие scr’s pm мне.
Если вы решите пойти с фазовым контролем на вторичном и не можете найти большие scr’s pm мне.
Другой вариант, но он касается силовой электроники, заключается в использовании силовых мосфетов и прерывателя, регулирующего вторичную обмотку. Вам потребуется около 10 устройств 60 В 70 А, таких как IRFZ48, хотя это не простой проект, если у вас нет хорошего опыта в области электроники.
амрон
Пластик
- #5
Спасибо за ответ. Свалки
не слишком распространены здесь, в Израиле. согласно вашему предложению отрегулировать его с помощью scr-s, мне кажется, это хорошо. Интересно, есть ли у вас схематическая схема цепи или вы можете указать мне, где я могу ее найти. Tnx снова.
Tnx снова.
Спиральная резка
Нержавеющая сталь
- #6
Полууправляемые мостовые выпрямители или полумосты довольно часто используются для управления двигателями постоянного тока.
Всего несколько ссылок
Работа полууправляемого выпрямителя
Если вы пойдете в любую хорошую университетскую библиотеку, у них должна быть эта книга: General Electric Corporation, SCR Manual, полная полезных схем.
Извините, я не могу найти схему.
WTC — Процесс контактной точечной сварки
| |
| Главная Продукция компании & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Войти | |||||||||||||||
| |||||||||||||||
. | |||||||||||||||
| Поиск: | |||||||||||||||
Корпорация сварочных технологий | 24775 Двор Крествью | Фармингтон Хиллз, Мичиган, США 48335 | Телефон: +1 248-477-3900Copyright 2010 Welding Technology Corp. Все права защищены. |
 Сила
частота на первичной обмотке трансформатора 50/60
Гц при номинальном первичном напряжении 220В, 380В,
480В или 600В. Мощность трансформатора
контролируется инверсно-параллельными тиристорами в сварочном
контроль. Вторичное напряжение варьируется от 3 вольт
до 30 вольт в зависимости от соотношения витков
между первичной и вторичной обмотками. Там
на вторичной обмотке подключены диодные блоки
трансформатор. Трансформатор выше представляет собой
Полноволновой мост с центральным отводом. Поскольку ток на
вторичное не чередуется между положительным и
отрицательные импульсы, индуктивный импеданс становится
незначительный.
Сила
частота на первичной обмотке трансформатора 50/60
Гц при номинальном первичном напряжении 220В, 380В,
480В или 600В. Мощность трансформатора
контролируется инверсно-параллельными тиристорами в сварочном
контроль. Вторичное напряжение варьируется от 3 вольт
до 30 вольт в зависимости от соотношения витков
между первичной и вторичной обмотками. Там
на вторичной обмотке подключены диодные блоки
трансформатор. Трансформатор выше представляет собой
Полноволновой мост с центральным отводом. Поскольку ток на
вторичное не чередуется между положительным и
отрицательные импульсы, индуктивный импеданс становится
незначительный. При определении размера трансформатора
необходимо для конкретной сварочной задачи, один первый
определяет требуемый выходной ток для сварки,
затем определяет напряжение, необходимое для нажатия
ток через сопротивление инструментов и
заготовки. Только сопротивление инструмента и заготовок должно
учитывать при определении требуемого напряжения
так как индуктивный импеданс поддерживается только
во время первого цикла или около того.
При определении размера трансформатора
необходимо для конкретной сварочной задачи, один первый
определяет требуемый выходной ток для сварки,
затем определяет напряжение, необходимое для нажатия
ток через сопротивление инструментов и
заготовки. Только сопротивление инструмента и заготовок должно
учитывать при определении требуемого напряжения
так как индуктивный импеданс поддерживается только
во время первого цикла или около того. На графике показаны два цикла времени
период. Обратите внимание, что между импульсами одинаковой полярности
что есть время, когда ток равен нулю. Это
иногда называют периодом «межциклового охлаждения».
Поскольку импульсы постоянного сварочного тока остаются одинаковыми
полярность, индукция снижена, следовательно, эта мощность
передача используется для очень больших контурных сварочных систем.
На графике показаны два цикла времени
период. Обратите внимание, что между импульсами одинаковой полярности
что есть время, когда ток равен нулю. Это
иногда называют периодом «межциклового охлаждения».
Поскольку импульсы постоянного сварочного тока остаются одинаковыми
полярность, индукция снижена, следовательно, эта мощность
передача используется для очень больших контурных сварочных систем.US 3,875,367 A — Регулятор напряжения источника переменного тока, включая контроль наклона напряжения наружу
- Оповещение
- Пин
Первый пункт формулы изобретения
Патентные изображения
1. Регулятор напряжения источника переменного тока, содержащий a. сварочный трансформатор, б. тиристор, соединенный последовательно с первичной обмоткой упомянутого сварочного трансформатора, c. схему сдвига фаз, подключенную к источнику питания переменного тока параллельно указанной первичной обмотке указанного сварочного трансформатора для обеспечения выхода фазы, которая опережает фазу указанного источника питания, d. фильтр для прохождения части переменного тока сдвинутого по фазе выходного сигнала упомянутой схемы фазового сдвига в диапазоне частот ниже заданной верхней частоты среза, e. средства обеспечения опорного напряжения постоянного тока и компаратора для сравнения сдвинутого по фазе выходного сигнала переменного тока упомянутого фильтра с упомянутым опорным напряжением постоянного тока и для обеспечения выходного сигнала тогда и только тогда, когда выходной сигнал упомянутого фильтра меньше упомянутого напряжения постоянного тока, f. схему для генерирования выходного импульса в ответ на выходной сигнал указанного компаратора и средства подачи указанного выходного импульса для запуска указанного тиристора, и g.
Регулятор напряжения источника переменного тока, содержащий a. сварочный трансформатор, б. тиристор, соединенный последовательно с первичной обмоткой упомянутого сварочного трансформатора, c. схему сдвига фаз, подключенную к источнику питания переменного тока параллельно указанной первичной обмотке указанного сварочного трансформатора для обеспечения выхода фазы, которая опережает фазу указанного источника питания, d. фильтр для прохождения части переменного тока сдвинутого по фазе выходного сигнала упомянутой схемы фазового сдвига в диапазоне частот ниже заданной верхней частоты среза, e. средства обеспечения опорного напряжения постоянного тока и компаратора для сравнения сдвинутого по фазе выходного сигнала переменного тока упомянутого фильтра с упомянутым опорным напряжением постоянного тока и для обеспечения выходного сигнала тогда и только тогда, когда выходной сигнал упомянутого фильтра меньше упомянутого напряжения постоянного тока, f. схему для генерирования выходного импульса в ответ на выходной сигнал указанного компаратора и средства подачи указанного выходного импульса для запуска указанного тиристора, и g.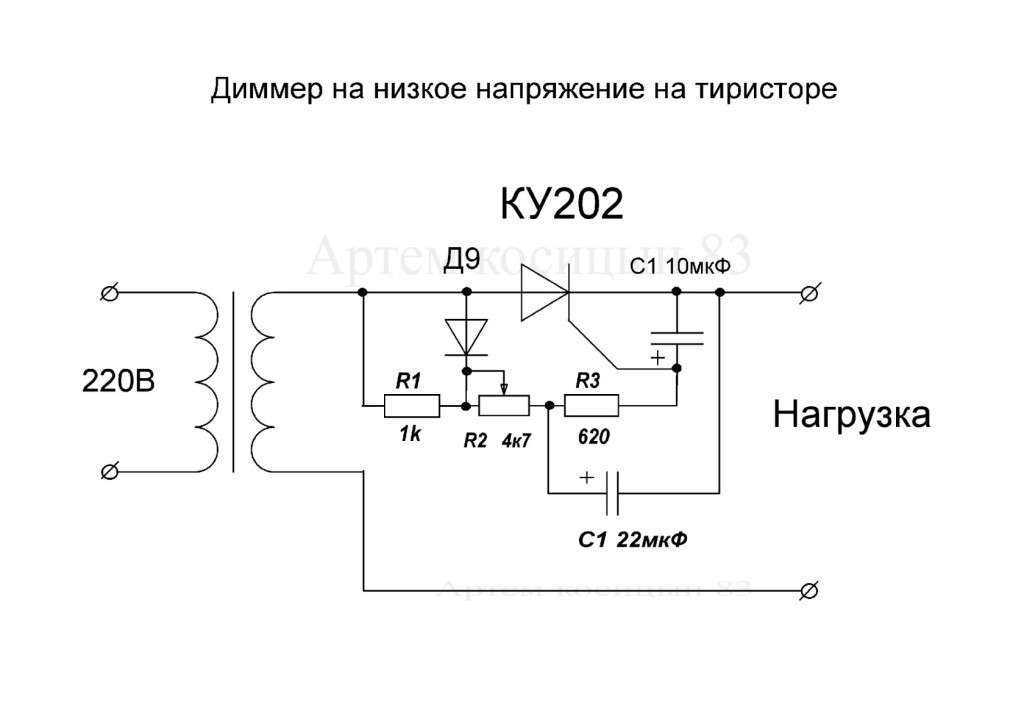 схему регулирования наклона, соединенную с указанной схемой для генерирования выходного импульса для управления шириной указанного выходного импульса указанной схемы генерирования импульсов.
схему регулирования наклона, соединенную с указанной схемой для генерирования выходного импульса для управления шириной указанного выходного импульса указанной схемы генерирования импульсов.
Посмотреть все претензии
0 Ходатайства
Подпишитесь на InorStart с бесплатной пробной версией
Обвиняемые продукты
Подпишитесь на InorStart с бесплатной пробной версией
Резюме
Раскрыт регулятор напряжения источника питания переменного тока, в котором мгновенное напряжение источника питания переменного тока определяется фильтром и схемой фазового сдвига, а выходное напряжение фильтра сравнивается компаратором с опорным напряжением. Генератор импульсов приводится в действие для выдачи выходного импульса в ответ на выходной сигнал компаратора и выходной сигнал схемы регулирования наклона, так что в ответ на выходной импульс может запускаться тиристор, включенный в цепь источника питания.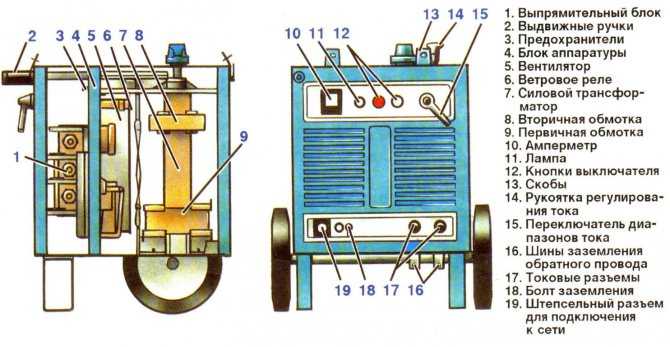
7 Цитаты
3 претензии
- 1. Регулятор напряжения источника переменного тока, содержащий a. сварочный трансформатор, б. тиристор, соединенный последовательно с первичной обмоткой упомянутого сварочного трансформатора, c. схему сдвига фаз, подключенную к источнику питания переменного тока параллельно указанной первичной обмотке указанного сварочного трансформатора для обеспечения выхода фазы, которая опережает фазу указанного источника питания, d. фильтр для прохождения части переменного тока сдвинутого по фазе выходного сигнала упомянутой схемы фазового сдвига в диапазоне частот ниже заданной верхней частоты среза, e. средства обеспечения опорного напряжения постоянного тока и компаратора для сравнения сдвинутого по фазе выходного сигнала переменного тока упомянутого фильтра с упомянутым опорным напряжением постоянного тока и для обеспечения выходного сигнала тогда и только тогда, когда выходной сигнал упомянутого фильтра меньше упомянутого напряжения постоянного тока, f. схему для генерирования выходного импульса в ответ на выходной сигнал указанного компаратора и средства подачи указанного выходного импульса для запуска указанного тиристора, и g. схему регулирования наклона, соединенную с указанной схемой для генерирования выходного импульса для управления шириной указанного выходного импульса указанной схемы генерирования импульсов.
 схему для генерирования выходного импульса в ответ на выходной сигнал указанного компаратора и средства подачи указанного выходного импульса для запуска указанного тиристора, и g. схему регулирования наклона, соединенную с указанной схемой для генерирования выходного импульса для управления шириной указанного выходного импульса указанной схемы генерирования импульсов.
схему для генерирования выходного импульса в ответ на выходной сигнал указанного компаратора и средства подачи указанного выходного импульса для запуска указанного тиристора, и g. схему регулирования наклона, соединенную с указанной схемой для генерирования выходного импульса для управления шириной указанного выходного импульса указанной схемы генерирования импульсов. - 2. Устройство для компенсации изменения напряжения источника питания переменного тока по п.1, отличающееся тем, что указанный генератор импульсов содержит однопереходный транзистор, выходной импульсный трансформатор, соединенный последовательно с одной из баз указанного однопереходного транзистора, первый конденсатор, включенный между эмиттер указанного однопереходного транзистора и указанный импульсный трансформатор, первый транзистор, коллектор и эмиттер которого соединены между собой с указанным вторым конденсатором, и второй тиристор, анод и катод которого соединены с базой и эмиттером указанного первого транзистора, соответственно, указанный второй тиристор подключен для запуска в ответ на выходной сигнал компаратора;
- , и указанная схема регулирования наклона содержит резистор, второй транзистор, коллектор которого подключен через указанный резистор к указанному первому конденсатору для его зарядки, таймер, переменный резистор, вставленный между базой указанного второго транзистора, и указанный конденсатор, подключенный между базу и эмиттер упомянутого второго транзистора.
- , и указанная схема регулирования наклона содержит резистор, второй транзистор, коллектор которого подключен через указанный резистор к указанному первому конденсатору для его зарядки, таймер, переменный резистор, вставленный между базой указанного второго транзистора, и указанный конденсатор, подключенный между базу и эмиттер упомянутого второго транзистора.

- 3. В регуляторе напряжения переменного тока для сварочной системы типа, имеющего сварочный трансформатор с первичной обмоткой, входными клеммами переменного тока и управляемым выпрямителем, соединенным последовательно между указанной первичной обмоткой и указанными входными клеммами, указанный управляемый выпрямитель имеет терминал управления;
- усовершенствование, содержащее средство фазового сдвига, подключенное к указанным клеммам для обеспечения напряжения переменного тока фазы, опережающей фазу напряжения на указанных клеммах, средство фильтра нижних частот, подключенное для фильтрации указанного сдвинутого по фазе напряжения, и для обеспечения ограниченного по частоте фазового сдвига Напряжение переменного тока, клеммы опорного напряжения, обеспечивающие опорное напряжение постоянного тока, означают сравнение упомянутого напряжения постоянного тока на упомянутых клеммах напряжения с ограниченным по частоте сдвинутым по фазе напряжением переменного тока на выходе упомянутого фильтрующего средства и предоставление выходного сигнала тогда и только тогда, когда выход упомянутого фильтра меньше чем указанное напряжение постоянного тока, средство генератора импульсов, реагирующее на указанный сигнал от указанного средства сравнения для обеспечения выходного импульса, означает подачу указанного выходного импульса на указанную клемму управления, посредством чего угол проводимости управляемого выпрямителя может изменяться обратно пропорционально напряжению на входе переменного тока клеммы и средство регулирования наклона, соединенное с упомянутым средством генератора импульсов, для дополнительного управления шириной импульсов указанного импульсного выхода.
- усовершенствование, содержащее средство фазового сдвига, подключенное к указанным клеммам для обеспечения напряжения переменного тока фазы, опережающей фазу напряжения на указанных клеммах, средство фильтра нижних частот, подключенное для фильтрации указанного сдвинутого по фазе напряжения, и для обеспечения ограниченного по частоте фазового сдвига Напряжение переменного тока, клеммы опорного напряжения, обеспечивающие опорное напряжение постоянного тока, означают сравнение упомянутого напряжения постоянного тока на упомянутых клеммах напряжения с ограниченным по частоте сдвинутым по фазе напряжением переменного тока на выходе упомянутого фильтрующего средства и предоставление выходного сигнала тогда и только тогда, когда выход упомянутого фильтра меньше чем указанное напряжение постоянного тока, средство генератора импульсов, реагирующее на указанный сигнал от указанного средства сравнения для обеспечения выходного импульса, означает подачу указанного выходного импульса на указанную клемму управления, посредством чего угол проводимости управляемого выпрямителя может изменяться обратно пропорционально напряжению на входе переменного тока клеммы и средство регулирования наклона, соединенное с упомянутым средством генератора импульсов, для дополнительного управления шириной импульсов указанного импульсного выхода.

Спецификация
×
Обратная связь
Категория: Сообщить о проблемеОтзывы о данныхНеобходима помощьПредложения по функциямДругие отзывы
Используйте эту форму, чтобы оставить отзыв или задать любые вопросы о RPX Insight.
Прикрепить файлы) Поддерживаемые файлы: .png .jpg .gif .pdf .xls .xlsx Общий лимит загрузки: 10 МБ
Включить URL этой страницы
>
×
Спасибо за отзыв
1910.255 — Сварка сопротивлением. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910.255 — Сварка сопротивлением.
1910. 255 (а)
255 (а)
Общие —
1910.255(а)(1)
Установка . Все оборудование должно быть установлено квалифицированным электриком в соответствии с подразделом S настоящей части. Должен быть предусмотрен размыкающий выключатель предохранительного типа, автоматический выключатель или прерыватель цепи для размыкания каждой цепи питания машины, удобно расположенные на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее органы управления должны быть отключены. обслуживается.
1910.255(а)(2)
Тепловая защита . Лампы зажигания, используемые в оборудовании для контактной сварки, должны быть оборудованы выключателем тепловой защиты.
1910. 255(а)(3)
255(а)(3)
Персонал . Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть должным образом проинструктированы и признаны компетентными для работы с таким оборудованием.
1910.255(а)(4)
Охрана . Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или ограждены таким образом, чтобы предотвратить их случайное включение оператором.
1910.255(б)
Машины для точечной и шовной сварки (непереносные) —
1910.255(б)(1)
Напряжение . Все внешние цепи управления инициированием сварки должны работать на низком напряжении, не выше 120 вольт, для безопасности операторов.
1910.255(б)(2)
Сварка конденсаторов . Оборудование для контактной сварки с накопителем энергии или разрядом конденсатора и панели управления с высоким напряжением (более 550 вольт) должны быть соответствующим образом изолированы и защищены полными кожухами, все двери которых должны быть снабжены соответствующими блокировками и контактами, подключенными к цепи управления (аналогично к блокировкам лифта). Такие блокировки или контакты должны быть сконструированы таким образом, чтобы эффективно отключать питание и закорачивать все конденсаторы, когда дверь или панель открыты. В дополнение к механическим блокировкам или контактам должен быть установлен переключатель с ручным управлением или соответствующее положительное устройство в качестве дополнительной меры безопасности, обеспечивающей абсолютный разряд всех конденсаторов.
1910. 255(б)(3)
255(б)(3)
Блокировки . Все двери и панели доступа всех машин для контактной сварки и панели управления должны быть заперты и заблокированы для предотвращения доступа посторонних лиц к частям оборудования, находящимся под напряжением.
1910.255(б)(4)
Охрана . Все операции с машиной для прессовой сварки, когда существует вероятность того, что пальцы оператора находятся под рабочей точкой, должны быть эффективно защищены с помощью таких устройств, как электронная схема защиты глаз, два ручных управления или защита, аналогичная той, которая предписана для Работа штамповочного пресса, § 1910.217 этой части. Все цепи, шестерни, приводные звенья шины и ремни должны быть защищены соответствующими ограждениями в соответствии с § 1910.219 настоящей части.
1910. 255(б)(5)
255(б)(5)
Щиты . Опасность летящих искр должна быть устранена там, где это целесообразно, путем установки защитного ограждения из безопасного стекла или подходящей огнестойкой пластмассы в месте эксплуатации. При необходимости должны быть установлены дополнительные экраны или занавески для защиты проходящих людей от летящих искр. (см. § 1910.252(b)(2)(i)(C) этой части.)
1910.255(б)(6)
Ножные переключатели . Все ножные переключатели должны быть ограждены для предотвращения случайного включения машины.
1910.255(б)(7)
Кнопки остановки . На всех специальных машинах для многоточечной сварки, включая двухстоечные и четырехстоечные сварочные прессы, должны быть предусмотрены две или более кнопки аварийного останова.
1910.255(б)(8)
Английские булавки . На больших машинах должны быть предусмотрены четыре предохранительных штифта с заглушками и гнездами (по одному в каждом углу), чтобы при извлечении и вставлении предохранительных штифтов в ползун или плиту пресс становился неработоспособным.
1910.255(б)(9)
Заземление . Там, где это технически целесообразно, вторичная обмотка всех сварочных трансформаторов, используемых в машинах для многоточечной, рельефной и шовной сварки, должна быть заземлена. Это можно сделать путем постоянного заземления одной стороны цепи вторичного сварочного тока. В тех случаях, когда это технически нецелесообразно, приемлемыми альтернативами являются заземляющий реактор с отводом посередине, подключенный ко вторичной обмотке, или использование защитного выключателя в сочетании с управлением сваркой. Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
1910.255(с)
Портативные сварочные аппараты —
1910.255(с)(1)
Противовес . Все переносные сварочные горелки должны иметь подходящие уравновешивающие устройства для поддержки горелок, включая кабели, за исключением случаев, когда конструкция горелки или приспособления делает уравновешивание нецелесообразным или ненужным.
1910.255(с)(2)
Страховочные цепи . Все переносные сварочные пистолеты, трансформаторы и сопутствующее оборудование, подвешенное к потолочным конструкциям, проушинам, тележкам и т. д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы.
д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы.
1910.255(с)(3)
Вилка . Каждая скоба должна выдерживать общую ударную нагрузку подвешенного оборудования в случае отказа тележки.
1910.255(с)(4)
Защита переключателей . Все пусковые выключатели, включая втягивающие и двойные программные выключатели, расположенные на переносной сварочной горелке, должны быть оснащены соответствующими ограждениями, способными предотвратить случайное срабатывание при контакте с креплениями, одеждой оператора и т. д. Напряжение пускового переключателя не должно превышать 24 В.
1910. 255(с)(5)
255(с)(5)
Подвижный держатель . Подвижная обойма в том месте, где она входит в корпус пистолета, должна иметь достаточный зазор для предотвращения срезания пальцев, небрежно помещенных на работающую подвижную обойму.
1910.255(с)(6)
Заземление . Вторичная обмотка и корпус всех переносных сварочных трансформаторов должны быть заземлены. Вторичное заземление может быть выполнено вторичной обмоткой с отводом от середины или заземляющим реактором с отводом от середины, подключенным параллельно вторичной обмотке.
1910.255 (д)
Оборудование для сварки оплавлением —
1910.255(д)(1)
Вентиляционное защитное ограждение . Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с § 19.10.252(с) настоящей части.
Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с § 19.10.252(с) настоящей части.
1910.255(г)(2)
Противопожарные шторы . Для защиты операторов близлежащего оборудования вокруг машины должны быть установлены огнеупорные шторы или подходящие экраны таким образом, чтобы не мешать движениям операторов.
1910.255 (е)
Техническое обслуживание . Периодические проверки должны проводиться квалифицированным персоналом по техническому обслуживанию, и должен вестись протокол сертификации. Запись о сертификации должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор для проверенного оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будут завершены ремонтные работы по обеспечению безопасности.
Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будут завершены ремонтные работы по обеспечению безопасности.
Инверторные и трансформаторные сварочные аппараты: пояснение различий
Каждый сварщик хоть раз задумывался над этим, инверторные или трансформаторные сварочные аппараты?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения есть еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.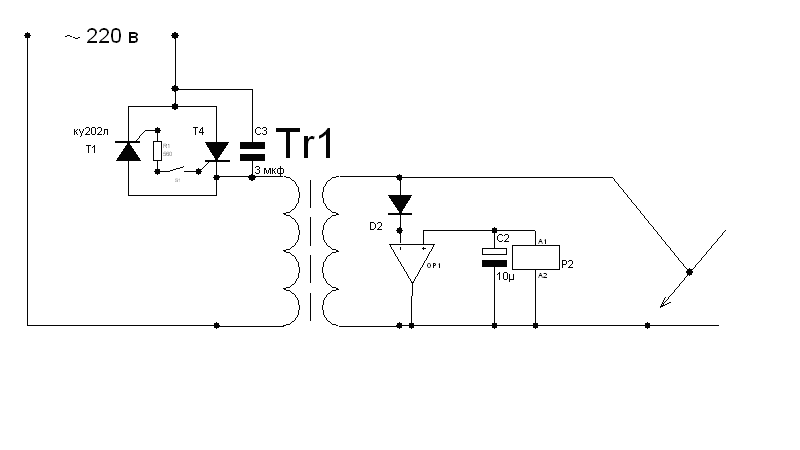
Inverter vs Transformer Welder: A Quick Overview
| Inverters | Transformers | ||||||
|---|---|---|---|---|---|---|---|
| Weight | Low | High | |||||
| Size | Compact | Huge | |||||
| Efficiency | High | Low | |||||
| Duty Cycle | Longer | Shorter | |||||
| Generator Support | Worse | Better | |||||
| Current Output | AC и DC | AC и DC (только с выпрямителем) | |||||
| Advanced Digital Arc Control | Да | Нет | |||||
| Multiple Processes In One Welder | Yes | No | |||||
| Arc Stability | Better | Worse | |||||
| Cost | $$ | $$$$ | |||||
| Технологический возраст | Относительно новый | Старый | |||||
| Lifespan | Шортер | Долго | . 0683 Сварочные аппараты с трансформатором 0683 Сварочные аппараты с трансформаторомПо правде говоря, в каждом сварочном аппарате есть трансформатор, даже в сварочных инверторах. Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника. Итак, когда мы говорим «трансформаторный» или «трансформаторный сварочный аппарат», мы имеем в виду старую технологию громоздких, тяжелых машин. Что такое сварочный аппарат с трансформаторомТрадиционный сварочный аппарат с трансформатором представляет собой надежную технологию с ограниченным контролем дуги и значительным весом. Поэтому сегодня трансформаторные сварочные аппараты в основном используются в тяжелой промышленности или в качестве стационарных рабочих лошадок в сварочных цехах. Благодаря долговечности трансформатора эти машины могут дожить до ваших внуков. Многие сварочные цеха до сих пор используют такое оборудование, которому более 50 лет. Однако, поскольку их трансформаторный сердечник огромен и тяжел, их трудно перемещать и почти невозможно транспортировать. Краткая история трансформатораПервые сварочные аппараты на основе трансформатора появились в начале 1900-х годов, но эти ранние модели были в основном экспериментальными. Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой. Только в 1920-х и 1930-х годах трансформаторные сварщики получили реальное распространение. В то время соединение стали в основном осуществлялось заклепками, газовой сваркой и ковкой. Дуговая сварка стала широко применяться ближе к концу Второй мировой войны. К 1980-м годам почти все выпускаемые аппараты для дуговой сварки были трансформаторными. Таким образом, сварочные аппараты с трансформаторными сердечниками прошли почти сто лет исследований и разработок, что во многом объясняет их надежность. Как работает трансформаторный сварочный аппарат? Сварщики трансформаторов используют «понижающий трансформатор». Эта простая технология берет высоковольтный ток с малой силой тока и преобразует его в низковольтный ток с большой силой тока. Итак, вход переменного тока высокого напряжения (110В, 220В, 380В и т.д.) с малой силой тока (30А, 40А, 60А и т.д.) становится 17В-45В при 200А-600А. Схема понижающего трансформатора«Сердечник» трансформатора состоит из трех частей:
Сварочные аппараты на основе трансформатора выдают только переменный ток, если они не имеют моста выпрямителей. Related read : AC vs DC Welding Differences Advantages & Disadvantages of Transformer WeldersPros
Минусы
Минусы
Инверторные и трансформаторные сварочные аппараты – что лучше? Хотя выбор технологии носит субъективный характер, кажется, что все больше сварщиков ежедневно присоединяются к клубу инверторных технологий. Да, инверторные машины первого поколения были не очень надежными. Но сегодня большинство инверторных сварочных аппаратов используют современные технологии. Итак, приобретя сварочный аппарат известного бренда, вы сможете воспользоваться преимуществами современной техники без особых недостатков. ПроизводительностьСварочные аппараты с трансформатором обеспечивают достаточно приличную дугу, но аппараты с инвертором выдают более стабильную дугу с большей консистенцией. Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой. Внутренний микроконтроллер управляет IGBT в инверторных сварочных аппаратах, позволяя контролировать дугу в реальном времени. Это обеспечивает надежное постоянное напряжение, более стабильную дугу и позволяет использовать значительно больше функций, о которых мы поговорим позже. Таким образом, инверторные машины обеспечивают лучшую производительность. Надежность и ожидаемый срок службыХотя инверторные сварочные аппараты претерпели значительные улучшения за последние 30 лет, трансформаторные аппараты по-прежнему более надежны. В настоящее время нет инверторного сварочного аппарата старше 30 лет, кроме как в музее. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии. Но это не значит, что инверторные сварочные аппараты ненадежны. На качественные инверторные сварочные аппараты распространяется расширенная гарантия (3 года и более), и большинство из них переживает гарантийный срок. Но сварочные аппараты на основе трансформатора имеют более длительный срок службы. Затраты Сварочные инверторы были дорогими, когда они только появились. Но сегодня IGBT-аппараты значительно дешевле, чем трансформаторные сварочные аппараты, если только вы не покупаете бывшее в употреблении оборудование. Инверторы сделали сварочное оборудование доступным для всех. То, что раньше стоило несколько тысяч долларов, теперь стоит всего несколько сотен долларов или даже меньше. Конечно, стоимость зависит от множества факторов, таких как марка машины и качество сборки. Но нельзя отрицать влияние инверторов на рынок. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок. Сварочные средыАппараты на основе трансформаторов лучше справляются с запыленными и влажными средами, чем сварочные аппараты на основе инверторов. Они заслужили свою надежную репутацию. Тем не менее, вы должны соблюдать рейтинг безопасности вашего устройства и руководство по эксплуатации. Многие инверторные сварочные аппараты лучше подходят для сомнительных условий, чем трансформаторные. Кроме того, многие старые аппараты на основе трансформаторов не имеют устройства снижения напряжения («VRD»), в то время как качественные инверторные сварочные аппараты MMA имеют его. ЭнергияСварочные инверторные аппараты намного эффективнее старых трансформаторных агрегатов. Они могут выдавать такое же количество энергии, но требуют на 50% меньше входной мощности. Вот почему многие инверторные машины поддерживают стандартную домашнюю розетку 110 В. Например, трансформаторный сварочный аппарат Hobart Ironman 240 требует входа 50 А и 240 В для выхода 200 А. Напротив, для инверторного устройства Eastwood MIG 250 требуется вход 46 А и 240 В для выхода 250 А. Портативность и весБлагодаря своему огромному весу трансформаторные сварочные аппараты лучше всего использовать в качестве стационарных машин в сварочных цехах и на производственных предприятиях. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности. Машины на базе инвертора мобильны, легки и портативны. Кроме того, портативность инверторов позволяет быстро перемещаться на новое рабочее место. Вы можете сваривать в своем гараже или загрузить машину в кузов грузовика, чтобы работать в другом месте. Рабочий цикл Обычные сварочные трансформаторы имеют массивный сердечник, который аккумулирует тепло из-за электрического сопротивления. Небольшие трансформаторы в инверторных машинах также нагреваются от сопротивления, но они могут быстро рассеивать это тепло благодаря значительно меньшей массе. Кроме того, небольшие электрические компоненты, такие как печатные платы в инверторных сварочных аппаратах, быстро нагреваются, но их легко охладить. Итак, вы часто увидите инверторные машины с системами вентиляторов и решетками для потока воздуха. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов. На генераторе Некоторые генераторы имеют тенденцию выдавать «грязную» мощность, что является причудливым способом сказать, что их выходное напряжение может колебаться. Иногда выходное напряжение генератора может быть достаточно высоким, чтобы повредить чувствительные детали инверторных сварочных аппаратов. Однако вам не о чем беспокоиться, если вы используете качественный генератор. Ищите генератор с суммарным коэффициентом гармонических искажений («THD») ниже 6%. Чем ниже THD, тем меньше возникновение непредсказуемых скачков напряжения от генератора. Таким образом, трансформаторные сварочные аппараты более неприхотливы и не выдерживают никаких повреждений на большинстве современных генераторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность. Например, коррекция коэффициента мощности («PFC») автоматически компенсирует скачки напряжения и обеспечивает необходимое напряжение для инвертора. Кроме того, многие производители используют высоковольтные конденсаторы для предотвращения повреждений и позиционируют эти инверторы как безопасные для генераторов. Характеристики Модели на основе трансформатора не могут сравниться с многочисленными функциями, доступными на инверторных сварочных аппаратах. Таким образом, хотя у старых трансформаторных сварочных аппаратов есть свои способы обеспечения основных полезных функций с помощью механических методов, они не могут сравниться с универсальностью инверторов с цифровым управлением. Например, инверторные аппараты для сварки TIG на переменном токе могут выводить сигналы различной формы, такие как прямоугольные, треугольные и мягкие волны. Сварщики трансформаторов ограничены простой синусоидой. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла. Но MIG, FCAW и дуговая сварка также не лишены улучшений. Инверторная технология позволяет выполнять импульсную сварку MIG, что снижает тепловложение и разбрызгивание, обеспечивая при этом высокую скорость наплавки и визуально ошеломляющие сварные швы. Многие инверторные сварочные аппараты имеют «синергический» или «автоматический» режим, который автоматически обновляет скорость подачи проволоки и напряжение в режиме реального времени, что упрощает работу для новичков. Инверторная технология также позволила объединить несколько сварочных процессов в одной машине. Прекрасным примером этого является аппарат для сварки и плазменной резки Yeswelder MP200 5-в-1. Известные проблемыНе все сварочные аппараты с инвертором могут работать со штучным электродом E6010. Этот целлюлозный электрод используется для сварки труб, сварки в нерабочем положении и соединения ржавой стали. Сварщики трансформаторов не испытывают затруднений с электродом E6010, потому что он имеет высокое OCV, обеспечивая достаточное напряжение для поддержания дуги. Однако большинство инверторных сварочных аппаратов не имеют достаточно высокого OCV или необходимых алгоритмов для эффективного управления дугой с помощью электрода E6010. Сварочные аппараты на основе трансформатора также имеют одну менее известную оговорку. Так как это в первую очередь стационарные машины, для маневрирования на работе необходимо использовать очень длинные тросы. Это не проблема, если вы используете выход переменного тока. Но поскольку в большинстве сварочных процессов используется выходная мощность постоянного тока (за исключением TIG переменного тока), напряжение будет падать в длинных проводах и ухудшать результаты сварки. Wrapping It Сварочные аппараты на основе инвертора гораздо проще сваривать благодаря многочисленным полезным функциям. Кроме того, они легкие и портативные. Благодаря низкой стоимости и лучшей стабильности дуги домашние мастера и сварщики-любители получают наибольшую выгоду от инверторных аппаратов. Итак, инверторные сварочные аппараты имеют значительное преимущество перед старыми трансформаторными агрегатами. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов. Только вы можете решить, что лучше для вас, исходя из ваших потребностей. Надеемся, что информация в этой статье предоставила вам полезную информацию, которая поможет вам с выбором. Спасибо за чтение! Ссылки https://edisontechcenter.org/Transformers.html Патент США на схему управления током сварочного трансформатора Патент (Патент № 4,672,166 выдан 9 июня 1987 г. ) )Схемы управления описанного здесь типа используются для контроля контакта сварочных клещей, так что высокая мощность сварки включается только тогда, когда установлен надлежащий контакт между сварочными клещами и свариваемыми деталями. До сих пор использовались следующие методы: 1. Механический контроль положения и определение положения сварочных клещей. Из-за больших допусков на размеры заготовки невозможно таким образом получить четкую индикацию контакта. 2. Гидравлическое давление в подъемном цилиндре для приведения в действие сварочных клещей, давление которого прикладывается к заготовке сварочными клещами, используется для установления контакта и переключения мощности сварки. Но это требует очень точного постоянного давления рабочего сжатого воздуха и, кроме того, требует работы сжатым воздухом в любом случае, чем ограничивается область применения. 3. Через сварочный трансформатор подается переменный ток. К клещам прикладывают напряжение (50 Гц), так что при контакте клещей возникает вторичный ток, составляющий лишь часть сварочного тока. Изобретение основано на задаче создания схемы управления в соответствии с преамбулой пункта 1 формулы изобретения таким образом, чтобы избежать вышеупомянутых недостатков предшествующего уровня техники и обеспечить простое, точное и надежное определение контакта возможный, который не зависит от допусков на размеры заготовки и рабочего давления исполнительного механизма сварочных клещей, при этом не должно оказываться влияние на регулирование мощности сварки. В соответствии с изобретением эта задача решается за счет признаков отличительной части пункта 1 формулы изобретения. Дальнейшие усовершенствования изобретения защищены пунктами формулы изобретения. Вариант осуществления изобретения показан на чертеже, на котором: РИС. 1 представляет собой схематический вид, показывающий компоновку схемы, , фиг. 2 представляет собой принципиальную схему детализированной схемы. В таблице 1 перечислены электронные компоненты, используемые в схеме, показанной на РИС. 2. Левая часть РИС. 1 показан источник питания 15 частотой 50 Гц, который вместе с первичной обмоткой 14 образует первичную цепь 13 сварочного трансформатора 14, 6, при этом вторичная обмотка 6 сварочного трансформатора является частью вторичной цепи 2. Прерыватель в виде клапана 8 соединен последовательно с первичной цепью 13 и регулирует ток, протекающий через первичную обмотку 14, и, таким образом, сварочный ток. По вторичной обмотке 6 сварочный ток протекает во вторичной цепи 2 через высокочастотный реактор 7 и вторичную обмотку высокочастотного трансформатора 16. Параллельно в этом сварочном силовом контуре 2 со вторичной обмоткой 6 сварочный предусмотрены клещи 4 и 5, каждый из которых контактирует с заготовкой 11 и 12, соответственно, из заготовок, подлежащих соединению сваркой. Высокочастотный переменный ток напряжение, индуцируемое высокочастотным трансформатором 16, пропускает ток через сварочные клещи 4 и 5 через заготовки 11 и 12, когда указанная силовая цепь замкнута. Первичная обмотка высокочастотного трансформатора 16 соединена последовательно с измерительной цепью 3, при этом высокочастотный генератор 1, например высокочастотный генератор, расположен параллельно в этой высокочастотной токовой петле, образованной с первичной обмоткой высокочастотного трансформатора 16 и измерительной цепью 3. Измерительная цепь 3 определяет падение высокочастотного напряжения на высокочастотном трансформаторе 16 и, следовательно, на сварочных клещах 4, 5, и преобразует указанное напряжение падение до пропорционального постоянного тока Напряжение. Этот постоянный ток напряжение подается на компаратор 9для сравнения его с заданным опорным напряжением, подаваемым источником 10 опорного напряжения. напряжение от измерительной цепи 3 ниже указанного заданного значения, дифференциальный сигнал, подаваемый компаратором, переключает вентиль 8, чтобы закрыть первичную цепь 13, так что может протекать сварочный ток. РИС. 2 иллюстрирует детали схемы для реализации базовой компоновки схемы, показанной на фиг. 1. Здесь также будет виден источник питания 15 частотой 50 Гц, который подключен к первичной цепи 13 сварочного трансформатора 14, 6, причем последовательно к нему подключен вентиль 8. Вторичная обмотка 6 сварочного трансформатора является частью вторичной цепи 2 и вместе со вторичной обмоткой высокочастотного трансформатора 16 составляет вторичную цепь 2. В эту вторичную цепь 2 вводится высокочастотный импеданс 7 в виде соединен ферритовый сердечник, и параллельно ему будут видны два сварочных клеща 4 и 5, каждый из которых соответственно контактирует с одной из двух частей, подлежащих соединению сваркой. Кроме того, будет виден высокочастотный генератор 1; Что касается значения и размеров различных символов схемы, следует обратиться к прилагаемой Таблице 1. Важными компонентами являются транзисторная схема и тройная схема НЕ-И. Точно так же резисторы и конденсаторы предусмотрены в определенных подходящих местах. Подробная схема измерительной схемы 3 также будет видна из фиг. 2. Сердцем этой схемы является операционный усилитель с двумя входами c и d, которые подключены к трансформатору 16 и одновременно к высокочастотному генератору 1 через резисторы и конденсаторы, расположенные в подходящих местах, и особенно через два выпрямителя. диоды, подключенные к каждому из входов операционного усилителя. Выход измерительной схемы 3 подключен к компаратору, основным элементом которого снова является операционный усилитель с двумя входами e и f. Оба входа также подключены к источнику опорного напряжения 10. Выход компаратора 9 подключен к цепи прерывателя 8, основным компонентом которой является специальное герконовое реле типа Хэмлина. Некоторые точки электрического контакта обозначены g, i и h. Контакт а схемы, показанной на РИС. 2 показано соединение той цепи трансформатора 16, которая подключена к измерительной цепи 3, с положительным полюсом постоянного тока. КМОП-затворы и компаратор 9 также ингибируются 0,1 мкФ. В соответствии с вариантом осуществления, показанным на фиг. 2, высокочастотный генератор 1 содержит два вентиля CMOS-NAND 4093, которые в сочетании с RC-цепью 1 кОм, 2 кОм, 680 пФ составляют генератор прямоугольных импульсов частотой 500 кГц. Через токоограничивающую и кумулятивную RC-цепь 1 кОМЕГА. и 10 нФ, третий вентиль И-НЕ управляет схемой Дарлингтона, состоящей из компонентов BC 337, MJI 243 и 100 Ом. Резистор 270 Ом. и 2 Вт используется для ограничения тока, конденсатор 24 нФ используется для улучшения фронта. Реактор 7 создает высокое сопротивление для высокой частоты или короткого замыкания, когда сварочные клещи соприкасаются. Ниже показана работа измерительной схемы 3 по фиг. 2 подробно описано. Через разделительный конденсатор емкостью 1 мкФ высокочастотное напряжение подается на двухполупериодный выпрямитель, включающий в себя сглаживающий элемент, выпрямление осуществляется компонентами 1N 4148, 100 ОМЕГА, 330 пФ, 1 кОМЕГА. На фиг. 2, компаратор 9 состоит в основном из компонента LM 331. Этот компонент сравнивает сигналы постоянного тока. напряжение с заданным опорным напряжением, см. компоненты 1 кОМЕГА, 10 мкФ. При обнаружении порога переключения выход компаратора перейдет в состояние «низкий», реле НЕ 721 С 12 сработает, а индикаторный светодиод 1 кОМЕГА замигает. Диод 1 N4007 защищает компаратор от наведенных отрицательных напряжений. Релейный выход в виде беспотенциального переключающего контакта будет доступен для последующих задач управления. В таблице 1 перечислены компоненты, используемые в варианте осуществления, показанном на фиг. 2. Для ясности все резисторы имеют обозначение R, потенциометр — P, конденсаторы — C, диоды — D, светоизлучающий диод — LED, транзисторы — T, элементы управления — T. IC, реле обозначено K, предохранитель обозначен F, преобразование обозначено U. Все компоненты одного типа нумеруются последовательно. Для ясности на фиг. 2 просто показывает значения или обозначения типов этих компонентов ТАБЛИЦА 1 ______________________________________ Контроль сварочных клещей Контакт Список компонентов ______________________________________ Металлопленочный резистор R1 2 кОм 0,25 Вт R2 "1к" R2 "1к" Р4 "100 Р" Резистор проволочный R5 270 Ом 2 Вт Металлопленочный резистор R6 100 Ом 0,25 Вт Р7 "100 Р" Р8 "10к" R9"10к" Р10 "1к" Р11 "100к" Р12 "200к" Р13 "100к" Р14 "200к" Р15 "1к" Р16 "1к" P1 со шпинделем 10 кОм 0,75 Вт потенциометр C1 танталовый электролит. |

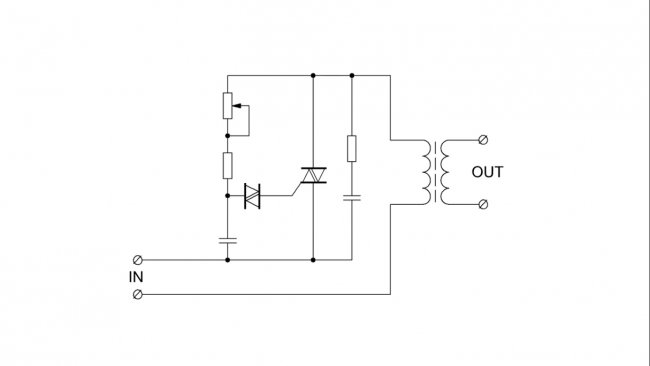 Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.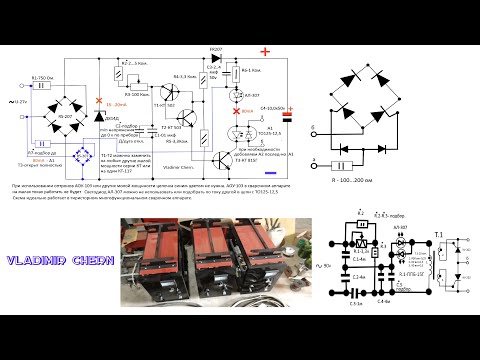
 Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.

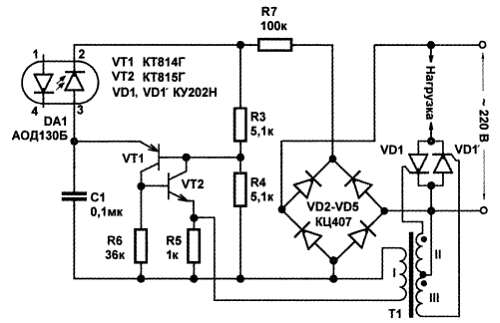 Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.
Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.
 VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности. Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В.
Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В. Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.
Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.
 Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.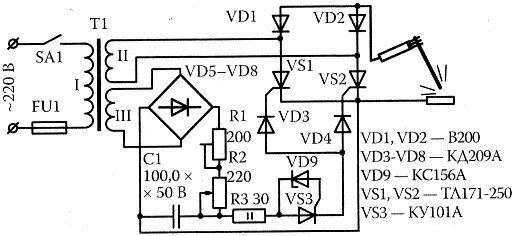 Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций. Но профессионалы также получают большую выгоду от более дорогих, высококачественных инверторных машин.
Но профессионалы также получают большую выгоду от более дорогих, высококачественных инверторных машин.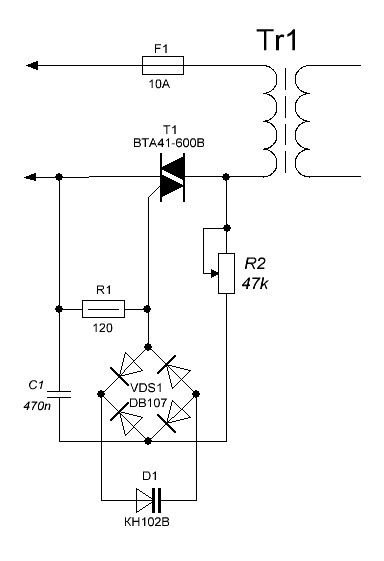 Однако такая схема требует вмешательства в текущий контроль. Кроме того, из-за низкой частоты оценка и скорость переключения медленны.
Однако такая схема требует вмешательства в текущий контроль. Кроме того, из-за низкой частоты оценка и скорость переключения медленны.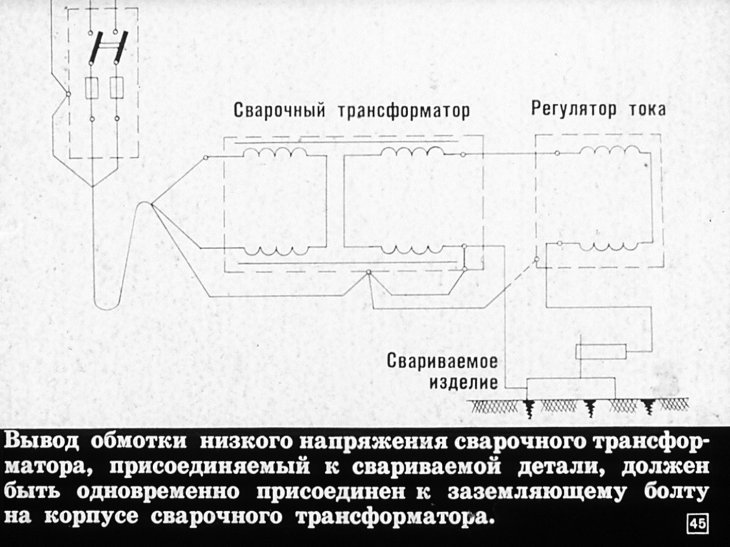
 ВЧ-дроссель 7 препятствует протеканию высокочастотного тока через вторичную обмотку 6 сварочного трансформатора 14, 6.
ВЧ-дроссель 7 препятствует протеканию высокочастотного тока через вторичную обмотку 6 сварочного трансформатора 14, 6.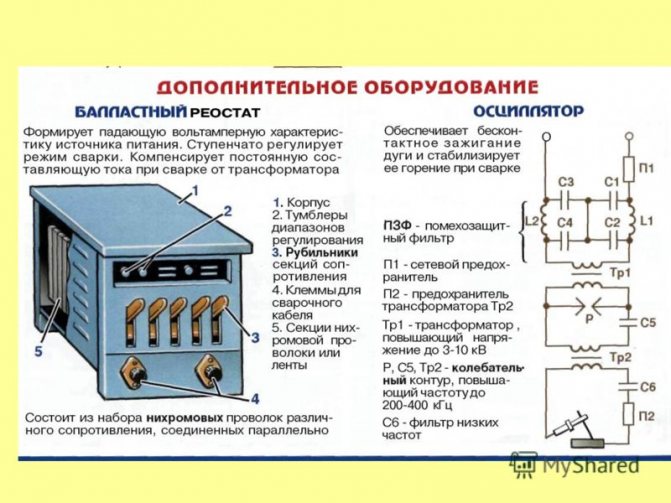
 Следует отметить, что для простоты некоторые емкости просто обозначены p, что более точно должно быть pF.
Следует отметить, что для простоты некоторые емкости просто обозначены p, что более точно должно быть pF. подача тока 24 В через предохранитель М 0,25 А, тогда как другой контакт указанной цепи подключен через конденсатор 1 мкФ и стабилитрон 12 В к отрицательному полюсу b указанного постоянного тока. текущая подача. Предпочтительно, постоянный ток источник питания такого типа, который обычно уже предусмотрен в головке промышленного робота и обычно используется для питания различных узлов. Поэтому схема разработана таким образом, чтобы она подходила для подключения к такому уже обеспеченному источнику питания 24 В постоянного тока. тока и не требует дополнительного источника напряжения, кроме сетевого питания 50 Гц. Например, этот d.c. напряжение подается через предохранитель М 0,25 А на входной конденсатор 10 мкФ цепи управления. Логические средства и средства обработки сигналов снабжены питанием постоянного тока. напряжение 12 В через стабилизатор постоянного напряжения J 812, включая последующий сглаживающий конденсатор 10 мкФ. Просто высокочастотный ток поступает непосредственно от входного конденсатора емкостью 10 мкФ, чтобы предотвратить любую обратную связь со средствами обработки сигнала.
подача тока 24 В через предохранитель М 0,25 А, тогда как другой контакт указанной цепи подключен через конденсатор 1 мкФ и стабилитрон 12 В к отрицательному полюсу b указанного постоянного тока. текущая подача. Предпочтительно, постоянный ток источник питания такого типа, который обычно уже предусмотрен в головке промышленного робота и обычно используется для питания различных узлов. Поэтому схема разработана таким образом, чтобы она подходила для подключения к такому уже обеспеченному источнику питания 24 В постоянного тока. тока и не требует дополнительного источника напряжения, кроме сетевого питания 50 Гц. Например, этот d.c. напряжение подается через предохранитель М 0,25 А на входной конденсатор 10 мкФ цепи управления. Логические средства и средства обработки сигналов снабжены питанием постоянного тока. напряжение 12 В через стабилизатор постоянного напряжения J 812, включая последующий сглаживающий конденсатор 10 мкФ. Просто высокочастотный ток поступает непосредственно от входного конденсатора емкостью 10 мкФ, чтобы предотвратить любую обратную связь со средствами обработки сигнала.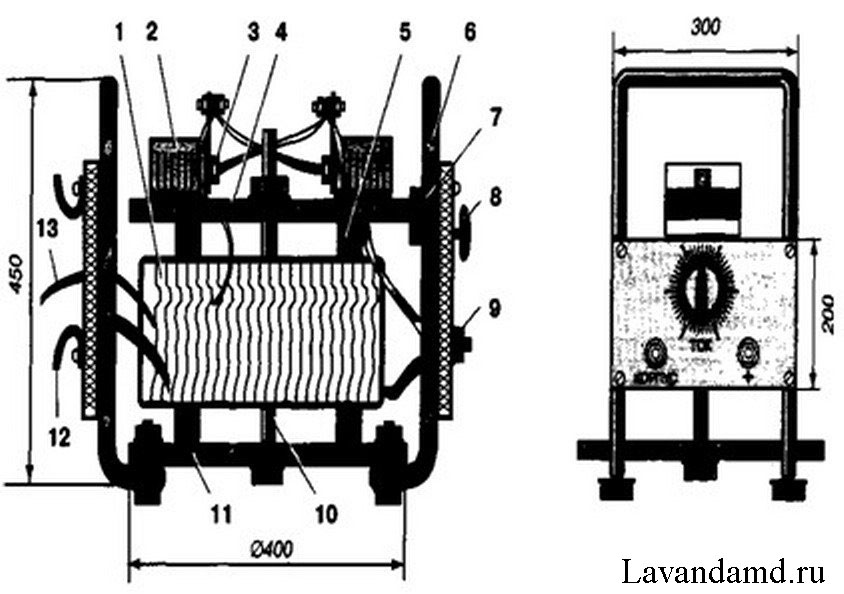
 , а ограничение амплитуды осуществляется через компонент ZD 12 В. Центр двухполупериодного выпрямления фиксируется на 6,2 В, см. компонент ZD 6 В, 2,10 мкФ. Таким образом, при сглаживающем конденсаторе 330 пФ возникает амплитудно-зависимая дифференциальная постоянная составляющая. Напряжение. Этот постоянный ток напряжение усиливается в операционном усилителе NE 5538 в 2 раза и сглаживается, см. по этому поводу компоненты 200 кОМЕГА./100 кОМЕГА. и, соответственно, 1 кОм., 10 нФ.
, а ограничение амплитуды осуществляется через компонент ZD 12 В. Центр двухполупериодного выпрямления фиксируется на 6,2 В, см. компонент ZD 6 В, 2,10 мкФ. Таким образом, при сглаживающем конденсаторе 330 пФ возникает амплитудно-зависимая дифференциальная постоянная составляющая. Напряжение. Этот постоянный ток напряжение усиливается в операционном усилителе NE 5538 в 2 раза и сглаживается, см. по этому поводу компоненты 200 кОМЕГА./100 кОМЕГА. и, соответственно, 1 кОм., 10 нФ.
