
Пайка — Национальная сборная Worldskills Россия
“
А теперь давайте познакомимся с одним из самых сложных процессов в электрике и авионике — пайкой. Этот процесс позволяет соединить как разнородные металлы, так и металлы с неметаллами, например, с графитом, ферритами и керамикой.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Образование соединения с межатомными связями в результате нагрева соединяемых материалов ниже температуры их плавления, смачивания припоем, затекания припоя в зазор и последующей его кристаллизации
Металл или сплав с температурой плавления ниже температуры плавления паяемых материалов
Материал для удаления оксидов с поверхности паяемого материала и припоя и предотвращения их образования в процессе пайки
Видеолекция
Конспект
Техника безопасности
Пайка — это работа с разогретым до жидкого состояния металлом, поэтому очень важно соблюдать технику безопасности.
- Наденьте спецодежду и защитите глаза очками
- Используйте вытяжку
- Не ставьте быстровоспламеняющиеся предметы или жидкости вблизи нагревательных элементов паяльной станции
Подготовка к работе
Перед началом работы необходимо подготовить рабочее место: убрать лишние предметы, проверить исправность инструмента и дату последнего освидетельствования, намочить водой очищающую губку и выставить температуру, соответствующую выбранному припою
Важно
Температура нагрева деталей должна быть на 40−80 °С больше температуры плавления припоя. А температура наконечника паяльника должна быть на 20−40 °С выше температуры нагрева деталей
После завершения нагрева необходимо окунуть паяльник во флюс и очистить жало о специальную губку
Необходимо также изучить инструкцию по использованию оборудования, проверить его работоспособность и срок годности флюса
Следующий шаг — подготовить провода и конструктивные элементы для пайки: лампы, электросоединители, клеммные колодки или другие
Перед пайкой нужно снять изоляцию с проводов и зачистить провода
Перед пайкой важно также обезжирить все детали. Для этого поверхности провода и контактирующие поверхности (контактные пластины ламп, клеммных колодок под пайку, «чаша» контакта) обрабатываются спиртом
Для этого поверхности провода и контактирующие поверхности (контактные пластины ламп, клеммных колодок под пайку, «чаша» контакта) обрабатываются спиртом
После обезжиривания следует облуживание провода. Нужно нанести достаточно припоя, чтобы покрыть все жилы провода, при этом структура провода должна просматриваться. Теперь можем приступать к работе!
Пайка ламп
Процесс пайки к контакту лампочки осуществляется двумя способами:
- пайка крючком
- пайка приложением к контактной пластине
В первом случае форма провода создается заранее, а во втором форма контактной части образуется непосредственно на контактной клемме
Важно
Для пайки электронных компонентов нельзя использовать активные (кислотные) флюсы. Используйте флюсы на водной или спиртовой основе
Чтобы не повредить изоляцию провода, необходимо использовать теплоотводящий пинцет. После того, как соединение деталей выполнено, очищаем детали от излишка флюса
Рекомендация
Если припой в месте соединения имеет зеркальный однородный оттенок, вы все сделали правильно
Пайка клеммных колодок
Процесс пайки к контакту клеммной колодки осуществляется двумя способами:
- пайка крючком
- пайка S- образным изгибом жилы провода
Первым делом необходимо закрепить клеммную колодку в поворотные тиски. Кроме того, перед пайкой не забудьте надеть на провода изоляционные трубки.
Кроме того, перед пайкой не забудьте надеть на провода изоляционные трубки.
Пайка проводов к клеммной колодке проводится по рядам контактов, начиная с нижнего ряда и в направлении слева направо
Рекомендация
Паяная поверхность монтажных соединений должна быть блестящей или матовой без темных пятен, трещин или других посторонних элементов. Припой должен заливать место соединения со всех сторон
По окончании процесса необходимо промыть паяное соединение и надвинуть на контакты изоляционные трубки
Пайка электросоединителей
Первым делом необходимо закрепить электросоединитель в поворотные тиски.
Процесс пайки будет следующим:
Заполняем «чашу» припоем
Нагреваем заполненный припоем контакт до его полного расплавления
Вводим до упора в дно предварительно облуженный провод
Прогреваем паяльником контакт до полного растекания припоя по поверхности спая и образования галтелей
Важно
Площадь калибра проводов, подводимых к контактам соединителей, не должна превышать их площади сечения. Если в один контакт соединителя необходимо впаять несколько проводов меньшего сечения, то их жилы должны быть скручены вместе, при этом суммарный диаметр облуженных проводов будет меньше диаметра контакта соединителя
Если в один контакт соединителя необходимо впаять несколько проводов меньшего сечения, то их жилы должны быть скручены вместе, при этом суммарный диаметр облуженных проводов будет меньше диаметра контакта соединителя
По окончании процесса необходимо промыть паяное соединение и проверить качество пайки
“
Как видите, пайка — это сложный, но увлекательный процесс, в котором мастерство достигается путем постоянных тренировок и практик. А теперь предлагаем проверить полученные знания с помощью теста!
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Больше температуры плавления припоя
Меньше температуры плавления припоя
Должна равняться температуре плавления припоя
| Дальше |
| Проверить |
| Узнать результат |
Фиксатор
Малярную ленту
Термоусадочные трубки
| Дальше |
| Проверить |
| Узнать результат |
Начиная с верхнего ряда, слева направо
Начиная с нижнего ряда, справа налево
Начиная с нижнего ряда, слева направо
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
Ручная пайка контактов и проводов в Чебоксарах
Производство
- Литьё и Гальваника
- Механическая обработка
- Сварка
- Монтажно-сборочное производство
- Изготовление кабельной продукции
- Сборка узлов и оборудования
- Производство элементов декора
пайка контактов паяльникомпайка медных контактовпайка проводовпайка медных проводовпайка на заказ
Пайка контактов паяльником — один из самых проверенных и надежных методов соединения проводов. Во время проведения пайки пространство между контактами заполняется расплавленным припоем, температура плавления которого должна быть ниже, чем у соединяемых металлов. Мощность паяльника для нормальной работы должна быть выше 80 Вт.
Мощность паяльника для нормальной работы должна быть выше 80 Вт.
Используемые для пайки материалы и инструменты
- Для выполнения пайки проводов потребуются следующие инструменты и материалы:
- паяльник, имеющий мощность выше 80 Вт;
- подставка под паяльник. Может быть полностью металлическая, второй вариант деревянная с металлическими держателями для прибора;
- припои. Для пайки алюминиевых контактов используют составы на основе цинка. Для пайки медных проводов применяют оловянно-свинцовые составы припоев;
- флюсы и канифоль. Канифоль – универсальное средство используемое для пайки, флюсы подбираются под металл, который подлежит соединению. Буру или флюс ЛТИ — 120 обычно используют, когда требуется соединить два алюминиевых или два медных провода. Часто для пайки медных контактов применяют самодельный флюс из денатурированного спирта и канифоли, который готовится в соотношении 5 к 1;
- небольшой напильник. Используется для заточки жала паяльника, оно должно быть без следов нагара, тогда паять легче;
- маленькие пассатижи.

- спирт. Для смывки флюса после пайки проводов;
- термоусадочные трубки с разным диаметром или изолента. Применяются для изоляции проводов.

Возможна ли пайка для соединения медного и алюминиевого контактов?
Напрямую методом пайки соединение алюминия с медью делать нельзя. Медь — химически активный элемент, при этом с алюминием она имеет разные теплопроводность и токопроводимость. Алюминий при прохождении тока больше чем медь нагревается и расширяется, что приводит к нарушению контакта.
При необходимости соединения алюминиевого и медного контактов, делается болтовое соединение. Есть и другие варианты соединения, но этот способ относится к самому простому и надежному решению вопроса.
Стоимость работ по ручной пайке
В нашей компании высококвалифицированные специалисты выполнят любую пайку на заказ. Если вам требуется пайка контактов или припаять что-либо к контактной площадке, то здесь вы получите качественную работу, выполненную в требуемые сроки. Стоимость работ вы сможете узнать по контактным телефонам компании.
Если вам требуется пайка контактов или припаять что-либо к контактной площадке, то здесь вы получите качественную работу, выполненную в требуемые сроки. Стоимость работ вы сможете узнать по контактным телефонам компании.
Другие услуги:
Механическая обработка
Механическая обработка сталей, сплавов и цветных металлов – основа нашего производства. Наработав большой опыт, освоив все современные технологии обработки металлов, мы можем предложить нашим клиентам высококачественную продукцию, изготовленную в короткие сроки по конкурентным ценам на высокоточном оборудовании.
Подробнее >>
Сборка узлов и оборудования
Сборка — завершающее звено в производственном цикле предприятия. На счету нашей компании множество реализованных проектов: электрические шкафы, транзакционные терминалы, информационные киоски, оборудование для платных стоянок и платных автодорог. Изготавливаем сейфы 1-ой степени защиты массой до 400 кг, в том числе сэндвич (бетон) – сейф для банковского оборудования.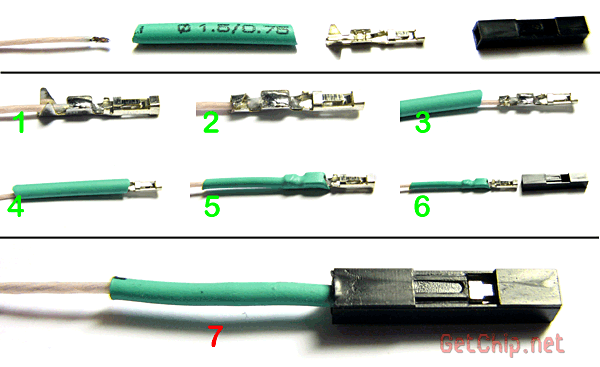
Подробнее >>
Изготовление кабельной продукции
Предлагаем услуги по обработке проводов, изготовлению кабелей и жгутов: 1) автоматизированная мерная резка; 2) автоматизированная зачистка провода, с одного, двух концов; 3) ручная пайка контактов и проводов; 4) опрессовка наконечников; монтаж разъемов разного типа; автоматизированная маркировка трубок и др.
Подробнее >>
Монтажно-сборочное производство
- монтаж печатных плат;
- регулировка и функциональный контроль изготавливаемой продукции;
- сборка электронного оборудования.
Подробнее >>
Производство элементов декора
Благодаря развитию технологий обработки металла сегодня, декоративные элементы из этого материала заняли достойное место как в дизайне помещений, так и дизайне территорий. Лазерная резка в интерьерном дизайне стала использоваться сравнительно недавно, но область ее применения практически безгранична: от изготовления настенных панно при украшении квартир, мангалов и качелей для загородных домов, так и в сложных архитектурных объектах.
Подробнее >>
Литьё и Гальваника
Наше производство укомплектовано парком современных термопластавтоматов с разным объемом впрыска, оснащенных новейшим периферийным оборудованием, обеспечивающим стабильность процесса производства пластмасс.
Подробнее >>
Сварка
- аргонно-дуговая;
- контактная точечная сплавов;
- конденсаторная для «пристрелки» метизов;
- роботизированная.
Подробнее >>
Предидущая услуга
Автоматизированная зачистка провода
Опрессовка наконечников
Выбор контактов: пайка или обжим?
Выбор подходящих контактов не всегда прост, особенно если у вас нет инженеров, специализирующихся на проектах межсоединений. Быстрый ответ на вопрос: ни то, ни другое. В одних случаях один будет более подходящим, а в других — нет. В этом руководстве объясняются ключевые факторы, которые необходимо учитывать при принятии решения о том, какое решение будет наиболее подходящим для вашего проекта.
В одних случаях один будет более подходящим, а в других — нет. В этом руководстве объясняются ключевые факторы, которые необходимо учитывать при принятии решения о том, какое решение будет наиболее подходящим для вашего проекта.
Вероятно, самый простой случай, во многих ситуациях вам не нужно будет выбирать, потому что выбор будет навязан. Это относится к аэрокосмическим и оборонным стандартам, где большую часть времени контакты должны быть обжаты.
Обжимные контакты могут подвергаться механической обработке или штамповке, а также формоваться контакты припаяны).
ДЕТАЛЬ СПЕЦИФИКАЦИЯ СОЕДИНИТЕЛИ, ЭЛЕКТРИЧЕСКИЕ, КРУГЛЫЕ, МИНИАТЮРНЫЕ, ВЫСОКОЙ ПЛОТНОСТИ, БЫСТРОЕ РАЗЪЕДИНЕНИЕ (ШТЫКОЕ, РЕЗЬБОВОЕ И ЗАДНЕЕ СОЕДИНЕНИЕ), УСТОЙЧИВЫЕ К ОКРУЖАЮЩЕЙ СРЕДЕ, СО СЪЕМНЫМ ОБЖИМОМ И ГЕРМЕТИЧНЫМИ ПРИПОЯМИ КОНТАКТЫ, ОБЩИЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛЯ
MIL-DTL-26482 : Этот стандарт охватывает две разные версии: серию 1 и серию 2. Тип должен быть припой или обжим.
Тип должен быть припой или обжим.
Серия 1, пайка: MS3110, MS3111, MS3112, MS3113, MS3114, MS3116, MS3119
Серия 1, обжим: MS3120, MS3121, MS3122, MS3124, MS3126, MS3127, MS3128
0002 Series 2, Spler: MS3440, MS3442, MS3443, MS3449Series 2, CRUMP: MS3470, MS3471, MS3472, MS3473, MS3474, MS3475, MS34776, MS3477, MS3479
(Soundspec2.mess.com (Soundspec2. : в случае герметичных разъемов стандартными являются контакты под пайку, поскольку они несъемные (заключены в стекло).
Стандарты часто могут определять, какой тип контакта вам нужен, и вполне вероятно, что если вы находитесь в такой ситуации, вы уже знаете, какие контакты и разъемы вам нужны. Они распространены в аэрокосмической и оборонной промышленности, а также в железнодорожном транспорте и для некоторых станков.
СЦЕНАРИЙ 2: Когда у вас есть выборКонтакты для пайки имеют сзади маленькие емкости для пайки. Обычно они предварительно установлены в разъёмах
Вот тут всё интереснее; если у вас есть выбор, это означает, что вам нужно будет выбрать тип прекращения контакта, наиболее подходящий для вашего приложения. Наша команда технической поддержки сравнивает различные преимущества и недостатки обоих вариантов, а также соединители с винтовыми клеммами, которые доступны для определенных линеек продуктов.
Наша команда технической поддержки сравнивает различные преимущества и недостатки обоих вариантов, а также соединители с винтовыми клеммами, которые доступны для определенных линеек продуктов.
| ПРЕИМУЩЕСТВА | НЕДОСТАТКИ |
|---|---|---|
Припой | Требуется минимальный набор специальных инструментов (паяльник) Может подключать контакты, которые уже установлены в разъеме Достойная устойчивость к вибрации | Процесс выделяет тепло в контактах, разъеме и даже в кабеле, что потенциально может вызвать проблемы (если температура поднимается выше рабочих пределов вставки). Более чувствительны к коррозии (добавление другого металла) Механически более чувствителен к вибрации и изгибу (более хрупкий) Из-за качества пайки могут возникнуть многочисленные проблемы с качеством (например, холодная пайка) Требуется припой, соответствующий требованиям RoHS (большинство припоев содержат свинец, запрещенный RoHS)
|
Обжим | Высокая устойчивость к вибрации Процесс обжима простой, быстрый и воспроизводимый Может быть ручным или автоматическим (подача в обжимную машину) | Требуется специальный инструмент для контактов Ствол и кабель должны совпадать – по размеру и по конструкции (монофиламент или многожильный). |
Винтовое соединение | Сборка и заделка не требуют специальных инструментов Можно собирать и разбирать для модификации или ремонта кабелей и компонентов. | Не подходит для условий с высокой вибрацией и ударами. Ствол и кабель должны совпадать – по размеру и по конструкции (монофиламент или многожильный). |

Обжим обычно предпочтительнее из-за его высокой надежности, особенно в суровых условиях. Паяные контакты будут более уязвимы к коррозии и будут менее гибкими, когда дело доходит до вибрации и изгиба. Обжим также можно автоматизировать очень быстро и эффективно, если у вас есть обжимные машины, в которые подаются контакты, или даже если это делается вручную. Однако установка является дорогостоящей и имеет смысл для больших объемов.
Для тяжелых условий эксплуатации, требующих меньших объемов (и герметичных емкостей), пайка предлагает более гибкий подход, хотя промышленный процесс менее удобен.
Наконец, винтовое соединение — лучший вариант, если вам требуется установка в полевых условиях. Это менее механически надежный вариант, но для некоторых приложений, где это не требуется, это решение является удобным и гибким.
Надеемся, что это руководство поможет вам выбрать наиболее подходящий для вас тип завершения контактов. Если у вас есть дополнительные вопросы, пожалуйста, не стесняйтесь обращаться в нашу службу технической поддержки, и мы свяжемся с вами как можно скорее.
Рекомендуем прочитать:
Как правильно подобрать контакты для разъема?
Дополнительная информация
Откройте для себя предложение SOURIAU по контактам
Контакты для разъемов Mil-Spec | MILNEC
Сердце соединителя
Контакты — это проводящие элементы, которые устанавливают электрическое соединение между двумя половинками соединителя для передачи сигналов и/или питания. Контакты состоят из штыревых контактов, которые вставляются в гнездовые разъемы. Штыревые контакты открыты и должны использоваться на «нагрузочной» стороне цепи. Розетки утоплены во вставку, так что никакая проводящая часть контакта не видна, что обеспечивает защиту оператора и электрической системы от повреждения или короткого замыкания. Безопасность требует, чтобы контакты гнезда были на разъеме, установленном на цепи под напряжением или на стороне питания.
Штыревые контакты открыты и должны использоваться на «нагрузочной» стороне цепи. Розетки утоплены во вставку, так что никакая проводящая часть контакта не видна, что обеспечивает защиту оператора и электрической системы от повреждения или короткого замыкания. Безопасность требует, чтобы контакты гнезда были на разъеме, установленном на цепи под напряжением или на стороне питания.
Обжим по сравнению с пайкой
Методы обжима и пайки обеспечивают эффективное соединение между проводниками и контактами. Обжимное соединение предпочтительнее для высокопроизводительных приложений и имеет много преимуществ по сравнению с пайкой для повышения скорости монтажа, согласованности и надежности. Кроме того, обжимные контакты можно снимать и заменять, а контакты под пайку нельзя. Однако вывод под пайку остается надежным и экономичным вариантом для обычных применений, поскольку не требуется никаких специальных инструментов. В зависимости от уровня производительности один метод подключения может быть более подходящим для вашего конкретного приложения и бюджетных требований.
Обжимные контакты
Обжим — это процесс присоединения провода к контакту с помощью обжимного инструмента, который каждый раз обеспечивает простое, быстрое и точное соединение. Во время опрессовки цилиндр контакта прижимается к проводу, чтобы механически связать контакт и проводник (сплошной сердечник или многожильный провод) вместе. Обжимное соединение обеспечивает высочайшую надежность и является предпочтительным методом для высокопроизводительных военных и аэрокосмических приложений, поскольку оно обеспечивает более высокую плотность контактов, простоту установки и повышенную надежность по сравнению с соединением припоем. Поскольку обжимные контакты являются съемными, поврежденные контакты можно заменять по отдельности без ущерба для разъема. Этот процесс известен как «повторное закрепление». Разъемы Milnec серий BC и TC имеют обжимные контакты.
Контакты под пайку
Пайка является традиционным и наиболее экономичным методом заделки проводов. Процесс пайки включает плавление и охлаждение свинцового или оловянного сплава в припое для присоединения проводника (сплошного сердечника или многожильного) к контакту. Пайка является надежным методом заделки для приложений общего назначения. Никаких специальных инструментов не требуется, и провод практически любого размера и контакт припоя могут быть подключены с помощью основного комплекта для пайки. Серии HS и PS от Milnec имеют контакты для пайки, изготовленные с высокой точностью из медных сплавов, что обеспечивает повышенную проводимость. Они покрыты золотым или серебряным сплавом, в зависимости от серии, для повышения коррозионной стойкости и дальнейшего снижения контактного сопротивления. Однако, поскольку контакты для пайки постоянно прикреплены к вставкам, они несъемные и не подлежат ремонту. Если контакт поврежден в результате коррозии или удара, необходимо заменить весь разъем.
Пайка является надежным методом заделки для приложений общего назначения. Никаких специальных инструментов не требуется, и провод практически любого размера и контакт припоя могут быть подключены с помощью основного комплекта для пайки. Серии HS и PS от Milnec имеют контакты для пайки, изготовленные с высокой точностью из медных сплавов, что обеспечивает повышенную проводимость. Они покрыты золотым или серебряным сплавом, в зависимости от серии, для повышения коррозионной стойкости и дальнейшего снижения контактного сопротивления. Однако, поскольку контакты для пайки постоянно прикреплены к вставкам, они несъемные и не подлежат ремонту. Если контакт поврежден в результате коррозии или удара, необходимо заменить весь разъем.
Хвостовые контакты ПК
Хвостовые контакты ПК (также называемые контактами для печатных плат или разлитыми контактами) используются исключительно для разъемов, которые монтируются непосредственно на печатные платы или гибкий кабель с помощью специального контакта с длинным концевым «хвостом», который выступает сзади корпус разъема. Концевые контакты ПК имеют ряд конструктивных преимуществ, позволяя использовать разъемы повышенной прочности, устанавливаемые на сложные электронные устройства, без использования косичек или громоздких клеммных колодок. Прямое подключение контактов к печатным платам также повышает целостность сигнала и общую надежность системы.
Концевые контакты ПК имеют ряд конструктивных преимуществ, позволяя использовать разъемы повышенной прочности, устанавливаемые на сложные электронные устройства, без использования косичек или громоздких клеммных колодок. Прямое подключение контактов к печатным платам также повышает целостность сигнала и общую надежность системы.
Концевые контакты ПК отличаются друг от друга диаметром и длиной хвостовика. Длина хвоста — это часть, которая выходит за пределы основного корпуса контакта и выступает из задней части корпуса разъема. В случаях, когда длина хвостовика превышает требуемую минимальную длину конструкции, лишний материал хвостовика можно просто обрезать кусачками после пайки и испытаний. Milnec также предлагает заказные коаксиальные, твинаксиальные или квадраксиальные хвостовые контакты PC для удовлетворения требований к высокочастотным контактам.
РЧ-контакты (Coax, Twinax, Quadrax)
Коаксиальные контакты используются в различных военных и аэрокосмических разъемах для аналоговых радиочастотных или микроволновых приложений.