
Текст ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ВЫХОД РЕЗЬБЫ
СБЕГИ НЕДОРЕЗЫ ПРОТОЧКИ И ФАСКИ
ГОСТ 10549-80
Издание официальное
Л
ю
а
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
УДК 021.882.082.1:006.354 Группа Г18
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВЫХОД РЕЗЬБЫ
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
ГОСТ 10549—80 * * Взамен
ГОСТ 10549—03
Постановлением Государственного комитета СССР по стандартам от р июня 1080 г Л 3501 срок действия установлен
с 01.01.82 до 01.01,.94
1. Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 600 и трапецеидальной.
(Измененная редакция, Изм. № 1).
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт. 1 и 4 (при выполнении резьбы нарезанием), на черт. 2, 3 и 5 (при выполнении резьбы накатыванием) и в табл. 1.
Допускается применять угол 60 в Черт. 1
Издание официальное ★
* Переиздание (август 1991 г) с Изменением М1, утвержденным в декабре
1986 г. (ИУС 3-87).
© Издательство стандартов, 1980 © Издательство стандартов, 1992 Переиздание с изменениями Настоящий стандарт не может быть полностью или частично воспроизведен^ тиражирован и распространен без разрешения Госстандарта СССР
_ | Г : ‘ jV-el |
г 1 | L —Ul |
^ Л |
Черт. 3
Форма и размеры проточек для наружной метрической резь* бы должны соответствовать указанным на черт, бив табл. 1. Размеры фасок наружной метрической резьбы указаны на черт. 1 н в табл. 1.
-3. Размеры сбегов и недореэов для внутренней метрической реэшбы должна соответствовать указанным на черт. 7 и в табл. 2.
Форма и размеры проточек для внутренней метрической резьбы дрджны соответствовать указанным на черт. 8 и в табл. 2. Размера фасок внутренней метрической резьбы указаны на черт. 7 н в табл. 2.
2, 3. (Измененнаяредакция, Изм. ЛИ).
Таблица It
ш
Прямит nk I р
Сбег х, не более | Недр] не о | резв, | Проточка | Фаска г | ||||||||||||
0, г А II | при угле заборной | одев | Тип 1 | Т* | m 0 | орисооря- | 1 b № в) | |||||||||
части инструмента | 1 А | S | нормальная | узкая | КП к | ‘1 | жеш с внутренней резь- | |||||||||
¥ А Я а | 20° | 30° | 45° | 5 Й | а А 3« и | 1′ | н | «4 | / | Й1 | 1 | Я» | бой с проточкой типа 2 | «°5 г X k | ||
1,75 | 3,2 | 2,0 | 1,2 | 4,0 | 2,5 | 4,0 | 1,0 | 0,5 | 2,5 | 5,4 | 3,0 | d-2,5 | 3,5 | 1,5 | ||
2 | 3,5 | 2,2 | М | 5,0 | 3,0 | 5,0 | 3,0 | и | 5,6 | <Ц0 | 2,0 | |||||
2,5 | 4,5 | 3,0 | iiL | 6,0 | 4,0 | 6,а | 1,6 | 4,0 | *г | 0,5 | 7,3 | 4,0 | d—3,5 | 5,0 | ||
3 | 5,2 | 3,5 | 2,0 | 7,6 | <М,5 | 5,5 | 2,5 | |||||||||
3,5 | 6,3 | 4,0 | 2,2 | 8,0 | 5,0 | Я 0 | 2,0 | 5,0 | 10,2 | 5,5 | d—5,0 | 7,5 | ||||
4 | 7,1 | 4,5 | 2,5 | 1,0 | 1,6 | 10,3 | МП , | 8,0 | 3,0 | |||||||
4,5 | 6,0 | 5,0 | 3,0 | 10,0 | 6,0 | 10,0 | 6,0 | 12,0 | V | <W5,5 | 9,5 | |||||
5 | 9,0 | 5,5 | 3,2 | 3,0 | 1,0 | 13,1 | <f—7,0 | |||||||||
5,5 6 | 10,0 11,0 | 6,0 | 3,5 40 > | 12,0 | 8,0 | 12,0 | 8,0 | 2,0 | 15.0 16.0 | 8,0 8,5 | d~~$,0 d-9fi | №5 | 4,0 |
1 Прошки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности
2 Размеры проточек для заданного шага резьбы допускается устанавливать по бшайшему табличному шагу резьбы
3 Для деталей из высокопрочных материалов с ов> МО МПа и в случаях, если проточка кроме технологических, несет и конструктивные функции, допускается применять, проточки, не установленные настоящим стандартом
4 Допускается применять размеры сбегов, недррезов и проточек по ГОСТ 27148—86
гост 1064»—а»
Допускается применять угол 60 е. Черт. 7
Тип 1 Ri
Чар*. •
4. Размеры сбегов, недорезов, проточек и фасок для трубно! цилиндрической резьбы должны соответствовать указанным на черт. 9 и 10 и в табл. 3 и 4.
Для наружной резьбы
Черт. 9
Ti 6ms 2
о
8
e*SOI 1ЭОЛ 0
Продолжение табл. 2
Сбег х, не более | Недорез а, не более | Проточка | Фаска г | ||||||||||||
3 А Й Л) | Тип! | Топ 9 | 0 1 «1 U U Q,0 gs«ow 0,8 00,15 схяпв | i so к J 4) | |||||||||||
\ А | J2 XX (D3J S® ьЭ | 1 X § 02 ах | нормальная | узкая | |||||||||||
W О* и ft а | < « XX | 1 ® л £ >,3 | f | R | «1 | f | R | Ri | f | Ri | OK fflO 5! | ||||
4,7 | 3,2 | 7,0 | 5,2 | 7,0 | 1,6 | 40 | 1,0 | 6,2 | 3,5 | w | 3,0 | , w | |||
2 | 5,5 | 3,7 | 8,0 | 6,0 | 8,0 | 2,0 | Г | 0,5 | 6,5 ( | 2,0 | |||||
1L | 7,0 | 4,7 | 10,0 | 7,5 | 5,0 | 8,9 | 5,0 | 4,0 | 4 fm ft | ||||||
3 | 5,7 | 9,0 | 10 | 6,0 | 1,5 | 11,4 | 6,5 | d+1,2 | u | ||||||
3,5 | 6,6 | 10,5 | 1,0 | 7,0 | 13,1 | -Li | 5,5 | 3,0 | |||||||
4 | 7,6 | 12,5 | 12 | 3,0 | 8,0 | 2,0 | 1,0 | 14,3 | 8,0 | <7+1,5 | |||||
1L | 8,5 | 14,0 | 14 | 10 12 | 16,6 | 9,5 | 7.0 8.0 | ||||||||
5 5,5 | 9,5 | 16,0 | 16 | 2,0 | 18,4 18,7 | 10,5 | <7+1,8 | 4,0 | |||||||
6 | 18,9 | <7+2,0 | 8,5 |
Примечания:
2, Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы,
3. Для деталей из высокопрочных материалов с ов > 1400 МПа и в случаях, если проточка кроме технологических несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом,
.4. .Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148-$
ч
ГОСТ 10640-80
Для внутренней резьбы
5. Размеры сбегов, недорезов, проточек и фасок для трубной конической резьбы по ГОСТ 6211—69 должны соответствовать указанным на черт. 11 и в табл. б.
Для наружной резьбы Для внутренней резьбы
Черт. 11
Таблица 4
Размеры в мм
Обозначение размера резьбы __*— — — | Число шагов на длине 25,4 мм | Сбег х, не более | Недорез не более | Проточка | Ы я з | ||||||||
нормаль- 1 ный | ! уманъ- шеняый | нормаль ный | умень шенный | Нормальная | Узкая | d/ | ||||||||
f | R | Ri | f | R | Rt | ||||||||
И | 28 | 2,2 | 1,4 | 4 | 2,5 | 4 | 1,0 | 0,5 | 2,5 | 10 | 0,5 | 10,0 | 1,0 |
1/и | 8,0 | ||||||||||||
м | 19 | 3,3 | 2,0 | 5 | 3,0 | 5 | 1,6 | 3,0 | 13,5 | ||||
17,0 |
Продолжение табл. 4
6 Размеры сбегов, ледорезов, проточек и фасок для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111—52 должны соответствовать указанным на черт. 12 и в табл. 6
3 sl | «) | Наружная резьбы | Внутренняя резьба | |||||||||||
-i£s | * | Проточка | Проточка | |||||||||||
l& п is О а | и 1 хг 5 | gj« g S 31 зЕШ | 5J $8 X х | f | R | *1 | “f | Сбег x, не более | Ч S.J Is | ? | R | Ri | Ч | Фаска z |
Н | 2,8 | 2,0 | 3 5 | 2 | 0,5 | 0,3 | 8,0 | 3,0 | 5,5 | 3 | 1,0 | 10,0 | 1,0 | |
Чи | 6,0 | 8,0 | ||||||||||||
К | 19 | з.о | 5,0 | 3 | 11,0 | 4,0 | 8,0 | т* | 0,5 | 13,5 | ||||
И | 1,0 | 14,0 | 5 | 1,6 | 17,0 | 1,6 | ||||||||
И | 14 | 3,5 | 6,5 | 4 | 18,0 | 5,5 | 11,0 | 7 | 21,5 | |||||
н | 23,5 | 27,0 | ||||||||||||
1 | 29,5 | 34,0 | ||||||||||||
1 у* | 38,0 | 42,5 | ||||||||||||
1 ы | 0,5 | 44,0 | 48,5 | |||||||||||
2 | 56,0 | 60,0 | ||||||||||||
2 И | и | 4,5 | 8,0 | 5 | 1,6 | 71,0 | 7,0 | 14,0 | 8 | 2,0 | 1,0 | 76,0 | 2,0 | |
3 | V | 84,0 | 88,5 | |||||||||||
а и | 9,8 | 101,2 | ||||||||||||
4 | 109,0 | 114,0 | ||||||||||||
5 | 134,5 | 139,5 | ||||||||||||
6 | 160,0 | 165,0 |
Примечание Ширина узких проточек для внутренней резьбы может быть уменьшена до 1,6 шага
Для наружной резьбы
«■
г*м°
Для внутренней резьбы
4 п п S3 Si | 1 л | Наружная резьба | Внутренняя резьба | |||||||||||
Число шагов t длине 25,4 icu | ■§ „ а Р.® | Проточка | Проточка | |||||||||||
Сбег х пре угле забор части инс1 мента 20°, более | О | « о Ж 31 | / | R | *1 | « X * ц Г в & 2 о § | 3j «о X я | / | Я | Ri | dt | Фаска 2 | |||
*/« | 27 | 2,5 | 3,5 | 2 | 0,5 | 0,3 | 6 | 3,0 | 6 | з | 8,5 | 1,0 | ||
Н | 8 | V | 1,0 | 0,5 | 10,5 | |||||||||
ч | 18 | 3t5 | 5,5 | О | 11 | 4,0 | 9 | 4 | 14,0 | |||||
и | О | 1,0 | 14 | 17,5 | 1,6 | |||||||||
и | 14 | 4,5 | 6,0 | л | 18 | 5,5 | 11 | 6 | 22,0 | |||||
н | 4 | 0,5 | 23 | 27,0 | ||||||||||
1 | 29 | 1,6 | 1,0 | 34,0 | ||||||||||
1 ч | 11 И | 5,5 | 7,0 | с | 1,5 | за | 6,5 | 14 | 7 | 42,5 | 2,0 | |||
1 и | О | 44 | 48,5 | |||||||||||
2 | 55 | 60,5 |
7. Размеры проточек и фасок для наружной и внутренней тра» пецйидальной одноходовой резьбы должны соответствовать ука-i занным на черт. 13 и в табл. 7.
Для наружной резьбы
Для внутренней резьбы
Таблица 7
мм
Шаг резьбы | Проточка | Фаска t | ||||
t | н | Ri | наружная резьба dj | внутренняя резьба dj | ||
1,5 | 2,5 | 1,0 | 0,5 | d—2,0 | d+1,0 | 1,0 |
2 | 3 | dn—3/) | i,6 | |||
3 | 5 | 1,6 | d—4,2 | 2,0 | ||
4 | 6 | 1,0 | d—5,2 | d+1,1 | 2,5 | |
5 | 8 | 2,0 | d—7,0» | <*+1,6 | 3,0 | |
в | 10 | 3,0 | d-$fi | 3,5 | ||
7 | 12 | d—9,0 | 4,0< | |||
а | d—10,2 | <*+1,8 | 4,5 | |||
9 | 14 | d—11,2 | 5.0 _ | |||
10 | 16 | d—12,5 | 5,5 | |||
12 | 18 | rf—14,5 | <*+2,1 | 6,5 | ||
14 | 20 | 5,0 | 4 2,0 | rf—16,5 | **+2,5 | 8,0 |
16 | 25 | d—19,5 | <*+2.8 | 9,0 | ||
18 | d-22a5 | d+3,0 | 10, Oi | |||
20 | d—24,0 | 11,0 | ||||
22 | 30 | d—26 JO | 12,0 | |||
24 | d—28,0 | «1+3.5 | 13,0 | |||
28 | 40 | d—32,0 | 16,0 | |||
32 | d—36,5 | 17,0 | ||||
Зв | 501 | d—45,5 | <*+4,0 | 20,0 | ||
40 | d—44,5 | 21,0 | ||||
44 | во | d-^48,5 | 25,0 | |||
48 | d— 52,8 |
Примечание. Для многозаходной трепецеидальной резьбы точки принимается равной ширине проточки однозаходной резьбы, равен ходу многозаходной резьбы Размеры остальных элементов табл 7
(Измененная редакция, Изм. № 1).
ширина про* шаг которой принимать по
8. (Исключен, Изм. № 1),
9. Допускается применять вместо проточек, указанных на черт. 9—13 и в табл. 3—7, при /^2 мм симметричные проточки (без фаски) с ‘радиусом закругления с обеих ст)орон равным R.
10. Для— наружной трубной цилиндрической резьбы при выполнении резьбы на проход, а также при выполнении разьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с углом заборной части 20°; в случае применения уменьшенного недореза и узкой проточки — с углом заборной части 30 °.
Для внутренней трубной цилиндрической резьбы при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с длиной заборной части не более 3 шагов; в случае применения уменьшенного недореза и узкой проточки — с длиной заборной части не более 2 шагов.
11. (Исключен, Изм. № 1).
12. Предельные отклонения размеров проточек df и f назначаются исходя из конструктивных требований к изготовляемым деталям.
(Введен дополнительно, Изм. № 1).
Редактор Т. П. Шашина Технический редактор О. Н. Никитина Корректор О. Я. Чернецова
Сдано в наб< 20.11.91. Подп, в печ. 12.02.92. Уел. печ, л. 1,0. Уел. кр.-отт. 1,0. Уч.-изд. л. 0,83,
Тираж 5000 экз.
Ордена «Знак Почета» Издательство стандартов, 123057, Москва, ГСП
Новопресненский пер., 3,
Калужская типография стандартов, ул„ Московская, 256. Зак. 2247
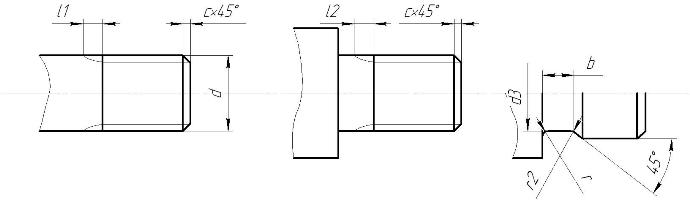
Сбеги, недорезы, проточки и фаски по ГОСТ 10549-80
Основные понятия:
Размеры сбега резьбы (при отсутствии проточки) при выходе инструмента или при наличии на инструменте заборной части.
Размеры недореза при выполнении резьбы в упор. Недорез – это сбег плюс недовод. Под недоводом понимается величина ненарезанной части детали между концом сбега и опорной поверхностью детали.
Размеры проточек для выхода резьбообразующего инструмента.
Размеры фасок – это величина, получаемая до выполнения резьбы.
Нормальные сбеги, проточки и недорезы должны иметь предпочтительное применение.
Допуски на диаметр и ширину проточки назначаются исходя из конструктивных требований к изготовляемым деталям.
Для наружной метрической резьбы
|
Шаг резьбы |
Сбег |
Недорез |
Проточка, мм |
d3 |
|
|||||||
|
l1 max, мм |
l2 max, мм |
нормальная |
узкая |
|||||||||
|
р, мм |
20° |
30° |
нор-маль-ный |
умень-шеный |
b |
r |
r1 |
b |
|
r1 |
c |
|
|
0,25 |
0,5 |
0,3 |
0,6 |
0,5 |
|
— |
— |
— |
— |
— |
— |
0,2 |
|
0,30 |
0,4 |
0,7 |
||||||||||
|
0,35 |
0,6 |
0,8 |
0,6 |
d-0,6 |
0,3 |
|||||||
|
0,40 |
0,7 |
0,5 |
1,0 |
0,8 |
1,0 |
0,3 |
0,2 |
|||||
|
0,45 |
0,8 |
d-0,7 |
||||||||||
|
0,50 |
1,0 |
0,6 |
1,6 |
1,0 |
1,6 |
0,5 |
0,3 |
1,0 |
0,3 |
0,2 |
d-0,8 |
0,5 |
|
0,70 |
1,3 |
|
2,0 |
1,6 |
2,0 |
1,6 |
0,5 |
0,3 |
d-1,0 |
|||
|
0,75 |
1,5 |
d-1,2 |
1,0 |
|||||||||
|
0,80 |
0,9 |
3,0 |
3,0 |
1,0 |
|
|||||||
|
1,00 |
1,8 |
1,2 |
2,0 |
2,0 |
1,0 |
0,5 |
d-1,5 |
|||||
|
1,25 |
2,2 |
1,5 |
4,0 |
2,5 |
4,0 |
2,5 |
d-1,8 |
1,6 |
||||
|
1,50 |
2,8 |
1,6 |
d-2,2 |
|||||||||
|
1,75 |
3,2 |
2,0 |
d-2,5 |
|||||||||
|
2,00 |
3,5 |
2,2 |
5,0 |
3,0 |
5,0 |
1,6 |
3,0 |
d-3,0 |
2,0 |
|||
|
2,50 |
4,5 |
3,0 |
6,0 |
4,0 |
6,0 |
1,0 |
4,0 |
d-3,5 |
2,5 |
|||
|
3,00 |
5,2 |
3,5 |
d-4,5 |
|||||||||
|
3,50 |
6,3 |
4,0 |
8,0 |
5,0 |
8,0 |
2,0 |
5,0 |
1,6 |
d-5,0 |
|||
|
4,00 |
7,1 |
4,5 |
d-6,0 |
3,0 |
||||||||
|
4,50 |
8,0 |
5,0 |
10,0 |
6,0 |
10,0 |
3,0 |
6,0 |
1,0 |
d-6,5 |
|||
|
5,00 |
9,0 |
5,5 |
d-7,0 |
4,0 |
||||||||
|
5,50 |
10,0 |
6,0 |
12,0 |
8,0 |
12,0 |
8,0 |
2,0 |
d-8,0 |
||||
|
6,00 |
11,0 |
d-9,0 |
||||||||||
К оглавлению
ГОСТ 27148-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ КРЕПЕЖНЫЕ
ВЫХОД РЕЗЬБЫ. СБЕГИ, НЕДОРЕЗЫ
И
ПРОТОЧКИ
РАЗМЕРЫ
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Изделия крепежные ВЫХОД РЕЗЬБЫ. СБЕГИ, НЕДОРЕЗЫ И ПРОТОЧКИ Размеры Fasteners.
Screw thread run-out. | ГОСТ |
Дата введения 01.01.88
Настоящий стандарт распространяется на крепежные изделия с метрической резьбой по ГОСТ 8724 и устанавливает размеры сбегов резьбы, выполненной нарезанием или накатыванием, размеры недорезов при выполнении резьбы до упора, форму и размеры проточек для выхода резьбообразующего инструмента.
Стандарт допускается распространять на изделия с метрической резьбой, не относящиеся к крепежным.
Допускается для изделий, спроектированных до 1 января 1988 г., применять сбеги, недорезы и проточки по ГОСТ 10549.
1. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт. 1 и 4 (при выполнении резьбы нарезанием), на черт. 2, 3 и 5 (при выполнении резьбы накатыванием) и в табл. 1.
Черт. 1
Черт. 2
Черт. 3
Черт. 4
Черт. 5
Таблица 1
мм
Шаг резьбы Р | Номинальный диаметр резьбы с крупным шагом d | Сбег x, не более | Недорез а, не более | Проточка | ||||||
нормальный ≈ 2,5Р | короткий ≈ 1,25P | нормальный ≈ 3Р | короткий ≈ 2P | длинный ≈ 4P | dg | g1 | g2 | r ≈ 0,5Р | ||
0,2 | 0,8 | 0,5 | 0,25 | 0,6 | 0,4 | 0,8 | d — 0,3 | 0,32 | 0,6 | 0,1 |
0,25 | 1; 1,2 | 0,6 | 0,3 | 0,75 | 0,5 | 1 | d — 0,4 | 0,4 | 0,75 | 0,12 |
0,3 | 1,4 | 0,75 | 0,4 | 0,9 | 0,6 | 1,2 | d — 0,5 | 0,5 | 0,9 | 0,16 |
0,35 | 1,6; 1,8 | 0,9 | 0,45 | 1,05 | 0,7 | 1,4 | d — 0,6 | 0,6 | 1,05 | 0,16 |
0,4 | 2 | 1 | 0,5 | 1,2 | 0,8 | 1,6 | d — 0,7 | 0,6 | 1,2 | 0,2 |
0,45 | 2,2; 2,5 | 1,1 | 0,6 | 1,35 | 0,9 | 1,8 | d — 0,7 | 0,7 | 1,35 | 0,2 |
0,5 | 3 | 1,25 | 0,7 | 1,5 | 1 | 2 | d — 0,8 | 0,8 | 1,5 | 0,2 |
0,6 | 3,5 | 1,5 | 0,75 | 1,8 | 1,2 | 2,4 | d — 1 | 0,9 | 1,8 | 0,4 |
0,7 | 4 | 1,75 | 0,9 | 2,1 | 1,4 | 2,8 | d — 1,1 | 1,1 | 2,1 | 0,4 |
0,75 | 4,5 | 1,9 | 1 | 2,25 | 1,5 | 3 | d — 1,2 | 1,2 | 2,25 | 0,4 |
0,8 | 5 | 2 | 1 | 2,4 | 1,6 | 3,2 | d — 1,3 | 1,3 | 2,4 | 0,4 |
1 | 6; 7 | 2,5 | 1,25 | 3 | 2 | 4 | d — 1,6 | 1,6 | 3 | 0,6 |
1,25 | 8 | 3,2 | 1,6 | 3,75 | 2,5 | 5 | d — 2 | 2 | 3,75 | 0,6 |
1,5 | 10 | 3,8 | 1,9 | 4,5 | 3 | 6 | d — 2,3 | 2,5 | 4,5 | 0,8 |
1,75 | 12 | 4,3 | 2,2 | 5,25 | 3,5 | 7 | d — 2,6 | 3 | 5,25 | 1 |
2 | 14; 16 | 5 | 2,5 | 6 | 4 | 8 | d — 3 | 3,4 | 6 | 1 |
2,5 | 18; 20; 22 | 6,3 | 3,2 | 7,5 | 5 | 10 | d — 3,6 | 4,4 | 7,5 | 1,2 |
3 | 24; 27 | 7,5 | 3,8 | 9 | 6 | 12 | d — 4,4 | 5,2 | 9 | 1,6 |
3,5 | 30; 33 | 9 | 4,5 | 10,5 | 7 | 14 | d — 5 | 6,2 | 10,5 | 1,6 |
4 | 36; 39 | 10 | 5 | 12 | 8 | 16 | d — 5,7 | 7 | 12 | 2 |
4,5 | 42; 45 | 11 | 5,5 | 13,5 | 9 | 18 | d — 6,4 | 8 | 13,5 | 2 |
5 | 48; 52 | 12,5 | 6,3 | 15 | 10 | 20 | d — 7 | 9 | 15 | 2,5 |
5,5 | 56; 60 | 14 | 7 | 16,5 | 11 | 22 | d — 7,7 | 11 | 17,5 | 3,2 |
6 | 64; 68 | 15 | 7,5 | 18 | 12 | 24 | d — 8,3 | 11 | 18 | 3,2 |
________
* Для d £ 3 мм h22.
Примечания:
1. Нормальный сбег и нормальная проточка — для всех изделий классов точности А, В и С.
2. Нормальный недорез — для изделий класса точности А, длинный недорез — для изделий классов точности В и С.
3. Короткий сбег и короткий недорез — для изделий, в которых по техническим причинам необходим уменьшенный выход резьбы.
4. Допускается изготовлять проточки с размерами, указанными в приложении.
2. Форма и размеры проточек наружной метрической резьбы должны соответствовать указанным на черт. 6 и в табл. 1.
Черт. 6
3. Размеры сбегов, недорезов и проточек для внутренней метрической резьбы должны соответствовать указанным на черт. 7 и 8 и в табл. 2.
Черт. 7
Черт. 8
Таблица 2
мм
Шаг резьбы Р | Номинальный диаметр резьбы с крупным шагом d | Сбег х, не более | Недорез а, не менее | Проточка | |||||||||
нормальный | короткий | длинный | нормальный | короткий | длинный | g1, не менее | g2, не более | dg h23 | R ≈ 0,5P | ||||
нормальная | узкая | нормальная | узкая | ||||||||||
0,2 | 0,8 | 0,4 | 0,3 | 0,8 | 1,6 | 1,0 | 2,0 | 0,8 | 0,5 | 1,2 | 0,9 | d + 0,1 | 0,1 |
0,25 | 1; 1,2 | 0,5 | 0,3 | 1,0 | 1,8 | 1,2 | 2,5 | 1,0 | 0,6 | 1,4 | 1,0 | d + 0,1 | 0,12 |
0,3 | 1,4 | 0,6 | 0,4 | 1,2 | 2,0 | 1,2 | 2,8 | 1,2 | 0,75 | 1,6 | 1,25 | d + 0,1 | 0,16 |
0,35 | 1,6; 1,8 | 0,7 | 0,4 | 1,4 | 2,2 | 1,5 | 3,2 | 1,4 | 0,9 | 1,9 | 1,4 | d + 0,2 | 0,16 |
0,4 | 2 | 0,8 | 0,6 | 1,6 | 2,5 | 1,5 | 3,5 | 1,6 | 1,0 | 2,2 | 1,6 | d + 0,2 | 0,2 |
0,45 | 2,2; 2,5 | 0,9 | 0,6 | 1,8 | 3,0 | 2,0 | 4,0 | 1,8 | 1,1 | 2,4 | 1,7 | d + 0,2 | 0,2 |
0,5 | 3 | 1,0 | 0,8 | 2,0 | 3,0 | 2,0 | 5,0 | 2,0 | 1,25 | 2,7 | 2,0 | d + 0,3 | 0,2 |
0,6 | 3,5 | 1,2 | 0,8 | 2,4 | 3,5 | 2,5 | 5,5 | 2,4 | 1,5 | 3.3 | 2,4 | d + 0,3 | 0,4 |
0,7 | 4 | 1,4 | 1,0 | 2,8 | 3,5 | 2,5 | 6,0 | 2,8 | 1,75 | 3,8 | 2,75 | d + 0,3 | 0,4 |
0,75 | 4,5 | 1,5 | 1,0 | 3,0 | 4,0 | 2,5 | 7,0 | 3,0 | 1,9 | 4 | 2,9 | d ± 0,3 | 0,4 |
0,8 | 5 | 1,6 | 1,2 | 3,2 | 4,0 | 2,5 | 8,0 | 3,2 | 2,0 | 4,2 | 3,0 | d + 0,3 | 0,4 |
1 | 6; 7 | 2,0 | 1,5 | 4,0 | 6,0 | 4,0 | 10,0 | 4,0 | 2,5 | 5,2 | 3,7 | d + 0,5 | 0,6 |
1,25 | 8 | 2,5 | 1,8 | 5,0 | 8,0 | 4,0 | 12,0 | 5,0 | 3,2 | 6,7 | 4,9 | d + 0,5 | 0,6 |
1,5 | 10 | 3,0 | 2,0 | 6,0 | 9,0 | 4,0 | 13,0 | 6,0 | 3,8 | 7,8 | 5,6 | d + 0,5 | 0,8 |
1,75 | 12 | 3,5 | 2,5 | 7,0 | 11,0 | 5,0 | 16,0 | 7,0 | 4,3 | 9,1 | 6,4 | d + 0,5 | 1,0 |
2 | 14; 16 | 4,0 | 3,0 | 8,0 | 11,0 | 5,0 | 16,0 | 8,0 | 5,0 | 10,3 | 7,3 | d + 0,5 | 1,0 |
2,5 | 18; 20; 22 | 5,0 | 3,5 | 10,0 | 12,0 | 6,0 | 18,0 | 10,0 | 6,3 | 13 | 9,3 | d + 0,5 | 1,2 |
3 | 24; 27 | 6,0 | 4,0 | 12,0 | 15,0 | 7,0 | 22,0 | 12,0 | 7,5 | 15,2 | 10,7 | d + 0,5 | 1,6 |
3,5 | 30; 33 | 7,0 | 5,0 | 14,0 | 17,0 | 8,0 | 25,0 | 14,0 | 9,0 | 17,7 | 12,7 | d + 0,5 | 1,6 |
4 | 36; 39 | 8,0 | 6,0 | 16,0 | 19,0 | 9,0 | 28,0 | 16,0 | 10,0 | 20,0 | 14,0 | d + 0,5 | 2,0 |
4,5 | 42; 45 | 9,0 | 6,0 | 18,0 | 23,0 | 11,0 | 33,0 | 18,0 | 11,0 | 23,0 | 16,0 | d + 0,5 | 2,0 |
5 | 48; 52 | 10,0 | 7,0 | 20,0 | 26,0 | 12,0 | 37,0 | 20,0 | 12,5 | 26,0 | 18,5 | d + 0,5 | 2,5 |
5,5 | 56; 60 | 11,0 | 8,0 | 22,0 | 28,0 | 13,0 | 40,0 | 22,0 | 14,0 | 28,0 | 20,0 | d + 0,5 | 3,2 |
6 | 64; 68 | 12,0 | 9,0 | 24,0 | 28,0 | 13,0 | 42,0 | 24,0 | 15,0 | 30,0 | 21,0 | d + 0,5 | 3,2 |
ПРИЛОЖЕНИЕ
Справочное
ДОПУСТИМЫЕ РАЗМЕРЫ ПРОТОЧЕК
Таблица 3
мм
Шаг резьбы Р | Проточка | |||
Узкая (g2 ≈ 2,5P) | Широкая (g2 ≈ 3,5P) | |||
g1, не менее | g2, не более | g1, не менее | g2, не более | |
0,2 | 0,25 | 0,5 | 0,45 | 0,7 |
0,25 | 0,25 | 0,6 | 0,55 | 0,9 |
0,3 | 0,3 | 0,75 | 0,6 | 1,05 |
0,35 | 0,4 | 0,9 | 0,7 | 1,2 |
0,4 | 0,5 | 1,0 | 0,8 | 1,4 |
0,45 | 0,5 | 1,1 | 1,0 | 1,6 |
0,5 | 0,5 | 1,25 | 1,1 | 1,75 |
0,6 | 0,6 | 1,5 | 1,2 | 2,1 |
0,7 | 0,8 | 1,75 | 1,5 | 2,45 |
0,75 | 0,9 | 1,9 | 1,6 | 2,6 |
0,8 | 0,9 | 2,0 | 1,7 | 2,8 |
1 | 1,1 | 2,5 | 2,1 | 3,5 |
1,25 | 1,5 | 3,2 | 2,7 | 4,4 |
1,5 | 1,8 | 3,8 | 3,2 | 5,2 |
1,75 | 2,1 | 4,3 | 3,9 | 6,1 |
2 | 2,5 | 5,0 | 4,5 | 7 |
2,5 | 3,2 | 6,3 | 5,6 | 8,7 |
3 | 3,7 | 7,5 | 6,7 | 10,5 |
3,5 | 4,7 | 9 | 7,7 | 12 |
4 | 5,0 | 10 | 9,0 | 14 |
4,5 | 5,5 | 11 | 10,5 | 16 |
5 | 6,5 | 12,5 | 11,5 | 17,5 |
5,5 | 7,5 | 14 | 12,5 | 19 |
6 | 8,0 | 15 | 14,0 | 21 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.12.86 №3780
3. Стандарт полностью соответствует СТ СЭВ 214-86.
Стандарт полностью соответствует международным стандартам: ИСО 3508-76 и ИСО 4755-83.
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
ГОСТ 8724-2002 | Вводная часть |
ГОСТ 10549-80 |
6. ПЕРЕИЗДАНИЕ
Текст ГОСТ 27148-86 Изделия крепежные. Выход резьбы, сбеги, недорезы и проточки. Размеры
ГОСТ 27148-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ КРЕПЕЖНЫЕ ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ
И ПРОТОЧКИ
РАЗМЕРЫ
Издание официальное
Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ
Группа ГЗО СТАНДАРТ
Изделия крепежные
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ И ПРОТОЧКИ
Размеры
Fasteners. Screw thread run-out. Washout threads, total thread run-outs and undercuts. Dimensions MKC 21.060.01 OKU 12 8000
ГОСТ
27148—86
Дата введения 01.01.88
Настоящий стандарт распространяется на крепежные изделия с метрической резьбой по ГОСТ 8724 и устанавливает размеры сбегов резьбы, выполненной нарезанием или накатыванием, размеры недорезов при выполнении резьбы до упора, форму и размеры проточек для выхода резьбообразующего инструмента.
Стандарт допускается распространять на изделия с метрической резьбой, не относящиеся к крепежным.
Допускается для изделий, спроектированных до 1 января 1988 г., применять сбеги, недорезы и проточки по ГОСТ 10549.
1. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт. 1 и 4 (при выполнении резьбы нарезанием), на черт. 2, 3 и 5 (при выполнении резьбы накатыванием) и в табл. 1.
Е
Черт. 1 Черт. 2 Черт. 3
Черт. 5
Таблица 1
Черт. 4
мм
Шаг резьбы Р | Номинальный диаметр резьбы с крупным шагом d | Сбег jc, не более | Недорез а, не более | Проточка | ||||||
нормальный «2,5Р | короткий «1,2 5Р | нор мальный «ЗР | ко ротки й«2Р | ДЛИН НЫЙ «4Р | dg h 13* | gl не менее | g2 не более «3 P | r*0£P | ||
0,2 | 0,8 | 0,5 | 0,25 | 0,6 | 0,4 | 0,8 | </—0,3 | 0,32 | 0,6 | 0,1 |
0,25 | 1; 1,2 | 0,6 | 0,3 | 0,75 | 0,5 | 1 | d—0,4 | 0,4 | 0,75 | 0,12 |
0,3 | 1,4 | 0,75 | 0,4 | 0,9 | 0,6 | 1,2 | d—0,5 | 0,5 | 0,9 | 0,16 |
0,35 | 1,6; 1,8 | 0,9 | 0,45 | 1,05 | 0,7 | 1,4 | d—0,6 | 0,6 | 1,05 | 0,16 |
0,4 | 2 | 1 | 0,5 | 1,2 | 0,8 | 1,6 | d—0,7 | 0,6 | 1,2 | 0,2 |
0,45 | 2,2; 2,5 | 1,1 | 0,6 | 1,35 | 0,9 | 1,8 | d—0,7 | 0,7 | 1,35 | 0,2 |
Издание официальное Перепечатка воспрещена
★
Продолжение табл. 1
мм
Шаг резьбы Р | Номинальный диаметр резьбы с крупным шагом d | Сбег х, не более | Недорез а, не более | Проточка | ||||||
нормальный «2,5Р | короткий «1,2 5Р | нормальный «3 Р | ко ротки й«2Р | ДЛИН НЫЙ «4Р | ds h 13* | g\ не менее | g2 не более «3 P | r*Q5P | ||
0,5 | 3 | 1,25 | 0,7 | 1,5 | 1 | 2 | d—0,8 | 0,8 | 1,5 | 0,2 |
0,6 | 3,5 | 1,5 | 0,75 | 1,8 | 1,2 | 2,4 | d— 1 | 0,9 | 1,8 | 0,4 |
0,7 | 4 | 1,75 | 0,9 | 2,1 | 1,4 | 2,8 | d—1,1 | 1,1 | 2,1 | 0,4 |
0,75 | 4,5 | 1,9 | 1 | 2,25 | 1,5 | 3 | d—1,2 | 1,2 | 2,25 | 0,4 |
0,8 | 5 | 2 | 1 | 2,4 | 1,6 | 3,2 | d—1,3 | 1,3 | 2,4 | 0,4 |
1 | 6; 7 | 2,5 | 1,25 | 3 | 2 | 4 | d—1,6 | 1,6 | 3 | 0,6 |
1,25 | 8 | 3,2 | 1,6 | 3,75 | 2,5 | 5 | d—2 | 2 | 3,75 | 0,6 |
1,5 | 10 | 3,8 | 1,9 | 4,5 | 3 | 6 | d—2,3 | 2,5 | 4,5 | 0,8 |
1,75 | 12 | 4,3 | 2,2 | 5,25 | 3,5 | 7 | d—2,6 | 3 | 5,25 | 1 |
2 | 14; 16 | 5 | 2,5 | 6 | 4 | 8 | d—3 | 3,4 | 6 | 1 |
2,5 | 18; 20; 22 | 6,3 | 3,2 | 7,5 | 5 | 10 | d—3,6 | 4,4 | 7,5 | 1,2 |
3 | 24; 27 | 7,5 | 3,8 | 9 | 6 | 12 | d-^A | 5,2 | 9 | 1,6 |
3,5 | 30; 33 | 9 | 4,5 | 10,5 | 7 | 14 | d—5 | 6,2 | 10,5 | 1,6 |
4 | 36; 39 | 10 | 5 | 12 | 8 | 16 | d—5,1 | 7 | 12 | 2 |
4,5 | 42; 45 | 11 | 5,5 | 13,5 | 9 | 18 | d—6,4 | 8 | 13,5 | 2 |
5 | 48; 52 | 12,5 | 6,3 | 15 | 10 | 20 | d—7 | 9 | 15 | 2,5 |
5,5 | 56; 60 | 14 | 7 | 16,5 | 11 | 22 | d—7,7 | 11 | 17,5 | 3,2 |
6 | 64; 68 | 15 | 7,5 | 18 | 12 | 24 | d— 8,3 | 11 | 18 | 3,2 |
* Для d<3 мм h 12.
Примечания:
1. Номинальный сбег и нормальная проточка — для всех изделий классов точности А, В и С.
2. Нормальный недорез — для изделий класса точности А, длинный недорез — для изделий классов точности В и С.
3. Короткий сбег и короткий недорез — для изделий, в которых по техническим причинам необходим уменьшенный выход резьбы.
4. Допускается изготовлять проточки с размерами, указанными в приложении.
2. Форма и размеры проточек наружной метрической резьбы должны соответствовать указанным на черт, бив табл. 1.
А
Черт. 6
3. Размеры сбегов, недорезов и проточек для внутренней метрической резьбы должны соответствовать указанным на черт. 7 и 8 и в табл. 2.
Черт. 7
Черт. 8
Таблица 2
мм
Шаг резьбы Р | Номи-нальный диаметр резьбы с крупным шагом d | Сбег х, не более | Недо | рез а, не менее | Проточка | ||||||||
нор маль ный | корот кий | ДЛИН НЫЙ | нор маль ный | ко ротки й | ДЛИН НЫЙ | Яь не менее | Яг, не более | dg Н13 | R »0,5P | ||||
нор маль ная | уз кая | нор маль ная | уз кая | ||||||||||
0,2 | 0,8 | 0,4 | 0,3 | 0,8 | те | 1,0 | 2,0 | 0,8 | 0,5 | 1,2 | 0,9 | d+ 0,1 | 0,1 |
0,25 | 1; 1,2 | 0,5 | 0,3 | 1,0 | 1,8 | 1,2 | 2,5 | 1,0 | 0,6 | 1,4 | 1,0 | d+ 0,1 | 0,12 |
0,3 | 1,4 | 0,6 | 0,4 | 1,2 | 2,0 | 1,2 | 2,8 | 1,2 | 0,75 | 1,6 | 1,25 | d+ 0,1 | 0,16 |
0,35 | 1,6; 1,8 | 0,7 | 0,4 | 1,4 | 2,2 | 1,5 | 3,2 | 1,4 | 0,9 | 1,9 | 1,4 | d+ 0,2 | 0,16 |
0,4 | 2 | 0,8 | 0,6 | 1,6 | 2,5 | 1,5 | 3,5 | 1,6 | 1,0 | 2,2 | 1,6 | d+ 0,2 | 0,2 |
0,45 | 2,2; 2,5 | 0,9 | 0,6 | 1,8 | 3,0 | 2,0 | 4,0 | 1,8 | 1,1 | 2,4 | 1,7 | d+0,2 | 0,2 |
0,5 | 3 | 1,0 | 0,8 | 2,0 | 3,0 | 2,0 | 5,0 | 2,0 | 1,25 | 2,7 | 2,0 | d+ 0,3 | 0,2 |
0,6 | 3,5 | 1,2 | 0,8 | 2,4 | 3,5 | 2,5 | 5,5 | 2,4 | 1,5 | 3,3 | 2,4 | d+ 0,3 | 0,4 |
0,7 | 4 | 1,4 | 1,0 | 2,8 | 3,5 | 2,5 | 6,0 | 2,8 | 1,75 | 3,8 | 2,75 | d+ 0,3 | 0,4 |
0,75 | 4,5 | 1,5 | 1,0 | 3,0 | 4,0 | 2,5 | 7,0 | 3,0 | 1,9 | 4 | 2,9 | d± 0,3 | 0,4 |
0,8 | 5 | 1,6 | 1,2 | 3,2 | 4,0 | 2,5 | 8,0 | 3,2 | 2,0 | 4,2 | 3,0 | d+ 0,3 | 0,4 |
1 | 6; 7 | 2,0 | 1,5 | 4,0 | 6,0 | 4,0 | 10,0 | 4,0 | 2,5 | 5,2 | 3,7 | d+ 0,5 | 0,6 |
1,25 | 8 | 2,5 | 1,8 | 5,0 | 8,0 | 4,0 | 12,0 | 5,0 | 3,2 | 6,7 | 4,9 | d+ 0,5 | 0,6 |
1,5 | 10 | 3,0 | 2,0 | 6,0 | 9,0 | 4,0 | 13,0 | 6,0 | 3,8 | 7,8 | 5,6 | d+ 0,5 | 0,8 |
1,75 | 12 | 3,5 | 2,5 | 7,0 | 11,0 | 5,0 | 16,0 | 7,0 | 4,3 | 9,1 | 6,4 | d+ 0,5 | 1,0 |
2 | 14; 16 | 4,0 | 3,0 | 8,0 | 11,0 | 5,0 | 16,0 | 8,0 | 5,0 | 10,3 | 7,3 | d+ 0,5 | 1,0 |
2,5 | 18; 20; 22 | 5,0 | 3,5 | 10,0 | 12,0 | 6,0 | 18,0 | 10,0 | 6,3 | 13 | 9,3 | d+ 0,5 | 1,2 |
3 | 24; 27 | 6,0 | 4,0 | 12,0 | 15,0 | 7,0 | 22,0 | 12,0 | 7,5 | 15,2 | 10,7 | d+ 0,5 | 1,6 |
3,5 | 30; 33 | 7,0 | 5,0 | 14,0 | 17,0 | 8,0 | 25,0 | 14,0 | 9,0 | 17,7 | 12,7 | d+ 0,5 | 1,6 |
4 | 36; 39 | 8,0 | 6,0 | 16,0 | 19,0 | 9,0 | 28,0 | 16,0 | 10,0 | 20,0 | 14,0 | d+ 0,5 | 2,0 |
4,5 | 42; 45 | 9,0 | 6,0 | 18,0 | 23,0 | 11,0 | 33,0 | 18,0 | 11,0 | 23,0 | 16,0 | d+ 0,5 | 2,0 |
5 | 48; 52 | 10,0 | 7,0 | 20,0 | 26,0 | 12,0 | 37,0 | 20,0 | 12,5 | 26,0 | 18,5 | d+ 0,5 | 2,5 |
5,5 | 56; 60 | 11,0 | 8,0 | 22,0 | 28,0 | 13,0 | 40,0 | 22,0 | 14,0 | 28,0 | 20,0 | d+ 0,5 | 3,2 |
6 | 64; 68 | 12,0 | 9,0 | 24,0 | 28,0 | 13,0 | 42,0 | 24,0 | 15,0 | 30,0 | 21,0 | d+ 0,5 | 3,2 |
ПРИЛОЖЕНИЕ
Справочное
ДОПУСТИМЫЕ РАЗМЕРЫ ПРОТОЧЕК
Таблица 3 мм
Проточка | ||||
Шаг резьбы Р | Узкая (g2~2,5P) | Широкая (g2~3,5P) | ||
gi, не менее | g2, не более | gi, не менее | g2, не более | |
0,2 | 0,25 | 0,5 | 0,45 | 0,7 |
0,25 | 0,25 | 0,6 | 0,55 | 0,9 |
0,3 | 0,3 | 0,75 | 0,6 | 1,05 |
0,35 | 0,4 | 0,9 | 0,7 | 1,2 |
0,4 | 0,5 | 1,0 | 0,8 | 1,4 |
0,45 | 0,5 | 1,1 | 1,0 | 1,6 |
0,5 | 0,5 | 1,25 | 1,1 | 1,75 |
0,6 | 0,6 | 1,5 | 1,2 | 2,1 |
0,7 | 0,8 | 1,75 | 1,5 | 2,45 |
0,75 | 0,9 | 1,9 | 1,6 | 2,6 |
0,8 | 0,9 | 2,0 | 1,7 | 2,8 |
1 | 1,1 | 2,5 | 2,1 | 3,5 |
1,25 | 1,5 | 3,2 | 2,7 | 4,4 |
1,5 | 1,8 | 3,8 | 3,2 | 5,2 |
1,75 | 2,1 | 4,3 | 3,9 | 6,1 |
2 | 2,5 | 5,0 | 4,5 | 7 |
2,5 | 3,2 | 6,3 | 5,6 | 8,7 |
3 | 3,7 | 7,5 | 6,7 | 10,5 |
3,5 | 4,7 | 9 | 7,7 | 12 |
4 | 5,0 | 10 | 9,0 | 14 |
4,5 | 5,5 | 11 | 10,5 | 16 |
5 | 6,5 | 12,5 | 11,5 | 17,5 |
5,5 | 7,5 | 14 | 12,5 | 19 |
6 | 8,0 | 15 | 14,0 | 21 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.12.86 № 3780
3. Стандарт полностью соответствует СТ СЭВ 214—86
Стандарт полностью соответствует международным стандартам ИСО 3508—76 и ИСО 4755—83
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
ГОСТ 8724—2002 | Вводная часть |
ГОСТ 10549—80 |
6. ПЕРЕИЗДАНИЕ
ГОСТ 1488-84
ГОСТ 1488-84
Группа Г32
МКС 21.060.10
ОКП 12 8400
Дата введения 1986-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.Г.Серегин, А.М.Свиридов, Н.И.Антонова, Н.И.Денисова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.05.84 N 1590
3. ВЗАМЕН ГОСТ 1488-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ИЗДАНИЕ с Изменением N 1, утвержденным в июле 1987 г. (ИУС 12-87)
1. Настоящий стандарт распространяется на винты с номинальным диаметром резьбы от 5 до 20 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в таблице.
мм
Примечание. Знаком Х отмечены винты с резьбой до головки.
Пример условного обозначения винта класса точности В, диаметром резьбы 10 мм, с полем допуска 6g, длиной 25 мм, класса прочности 14Н, без покрытия:
Винт B.10-6gх25.14H ГОСТ 1488-84
То же, класса точности А, класса прочности 45Н, из стали 40Х с химическим окисным покрытием, пропитанным маслом:
Винт А.М10-6gх25.45H.40X.05 ГОСТ 1488-84
То же, из латуни ЛС 59-1, без покрытия:
Винт А.М10-6gх25.32 ГОСТ 1488-84
1, 2. (Измененная редакция, Изм. N 1).
3. Резьба — по ГОСТ 24705, шаг резьбы — крупный. Сбег и недорез резьбы — нормальные по ГОСТ 10549.
4. Радиус под головкой — по ГОСТ 24670.
5. Конец винта — плоский по ГОСТ 12414.
6. Допуски и методы контроля размеров, отклонений формы и расположения поверхностей — по ГОСТ 1759.1.
7. Дефекты поверхности и методы контроля — по ГОСТ 1759.2.
8. Механические свойства и методы испытаний винтов: из углеродистой и легированной стали — по ГОСТ 25556, из коррозионностойкой, жаропрочной, теплоустойчивой стали и из цветных сплавов — по ГОСТ 1759.1, ГОСТ 1759.2, ГОСТ 1759.4.
(Измененная редакция, Изм. N 1).
9. Винты должны изготовляться с покрытиями: цинковым хроматированным, кадмиевым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом, или без покрытия.
10. Остальные технические требования — по ГОСТ 1759.0.
(Измененная редакция, Изм. N 1).
11. Теоретическая масса винтов указана в приложении.
ПРИЛОЖЕНИЕ (справочное). Теоретическая масса 1000 шт. стальных винтов
ПРИЛОЖЕНИЕ
Справочное
Длина винта , мм | Номинальный диаметр резьбы , мм | ||||||
5 | 6 | 8 | 10 | 12 | 16 | 20 | |
14 | 3,400 | 6,310 | — | — | — | — | — |
16 | 3,640 | 6,670 | 11,00 | — | — | — | — |
20 | 4,268 | 7,390 | 12,30 | 21,00 | — | — | — |
25 | 5,039 | 8,529 | 13,90 | 23,50 | — | — | — |
30 | 5,810 | 9,639 | 16,10 | 26,00 | 40,60 | — | — |
35 | 6,580 | 10,750 | 18,08 | 29,63 | 44,93 | — | — |
40 | 7,351 | 11,360 | 20,05 | 32,71 | 49,37 | 100,5 | — |
45 | 8,122 | 12,970 | 22,02 | 35,79 | 53,81 | 108,9 | — |
50 | — | 14,080 | 23,99 | 38,87 | 58,25 | 116,8 | 200,4 |
55 | — | — | — | 41,96 | 62,69 | 124,7 | 214,1 |
60 | — | — | — | 45,04 | 67,13 | 132,6 | 226,4 |
65 | — | — | — | — | 71,56 | 144,4 | 238,8 |
70 | — | — | — | — | 76,01 | 148,4 | 251,1 |
75 | — | — | — | — | — | 156,2 | 263,4 |
80 | — | — | — | — | — | 164,1 | 275,7 |
90 | — | — | — | — | — | 179,9 | 300,4 |
100 | — | — | — | — | — | — | 325,1 |
110 | — | — | — | — | — | — | 349,7 |
Примечание. Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент: 0,356 — для алюминиевого сплава, 0,97 — для бронзы, 1,08 — для латуни.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Винты классов точности А и В.
Технические условия: Сб. стандартов. —
М.: Стандартинформ, 2006
ГОСТ 11644-75
Группа Г32
МКС 21.060.10
ОКП 12 8400
Дата ведения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 сентября 1975 г. N 2397 дата введения установлена 01.01.77
Ограничение срока действия снято Постановлением Госстандарта от 28.06.91 N 1177
ВЗАМЕН ГОСТ 11644-65
ИЗДАНИЕ (март 2003 г.) с Изменениями N 1, 2, утвержденными в декабре 1981 г., Пост. N 5741 от 29.12.81, апреле 1986 г. (ИУС 3-82, 7-86).
1. Настоящий стандарт распространяется на винты с цилиндрической скругленной головкой классов точности А и В с номинальным диаметром резьбы от 2 до 10 мм.
Стандарт полностью соответствует СТ СЭВ 2654-80.
2. Конструкция и размеры винтов должны соответствовать указанным в табл.1, 2 и на чертеже.
Таблица 1
мм | ||||||||||
Номинальный диаметр резьбы | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | |
Шаг резьбы | крупный | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 |
мелкий | — | — | — | — | — | — | — | 1 | 1,25 | |
Диаметр головки | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 16 | 20 | |
Высота головки | 1,2 | 1,5 | 1,8 | 2,1 | 2,4 | 3,0 | 3,6 | 4,8 | 6,0 | |
Радиус скругления головки , не более | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | |
Длина резьбы | удлиненная | — | 18 | 19 | 20 | 22 | 25 | 28 | 34 | 40 |
нормальная | 10 | 11 | 12 | 13 | 14 | 16 | 18 | 22 | 26 | |
Таблица 2
мм
Примечания:
1. Длины винтов, заключенные в скобки, применять не рекомендуется.
2. Удлиненная длина резьбы предпочтительна.
3. Винты со стержнем длиной менее длины резьбы с учетом недореза изготовляют с резьбой по всей длине стержня.
_________________
* Для винтов, обработанных резанием, в остальных случаях не нормируют.
Пример условного обозначения винта с цилиндрической скругленной головкой класса точности А, диаметром резьбы 8 мм, с крупным шагом резьбы, с полем допуска резьбы , длиной 50 мм, нормальной длиной резьбы 22 мм, класса прочности 4.8, без покрытия:
Винт А.М8-6g x 50.48 ГОСТ 11644-75
То же, класса точности В, с мелким шагом резьбы, удлиненной длиной резьбы 34 мм:
Винт В.М8 х 1-6g x 50-34.48 ГОСТ 11644-75
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Резьба — по ГОСТ 24705-81*. Сбег и недорез резьбы — по ГОСТ 10549-80.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 24705-2004, здесь и далее по тексту. — Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
3а. Шлицы — по ГОСТ 24669-81.
3б. Радиус под головкой — по ГОСТ 24670-81.
3в. Допуски, методы контроля размеров и отклонений формы и расположения поверхностей — по ГОСТ 1759.1-82*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 4759-1-2009. — Примечание изготовителя базы данных.
3г. Дефекты поверхности и методы контроля — по ГОСТ 1759.2-82*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6157-1-2009. — Примечание изготовителя базы данных.
3а-3г. (Введены дополнительно, Изм. N 2).
4. (Исключен, Изм. N 2).
5. Диаметр гладкой части должен быть равен наружному диаметру резьбы или равен диаметру стержня под накатывание метрической резьбы по ГОСТ 19256-73.
(Измененная редакция, Изм. N 1).
5а. (Исключен, Изм. N 2).
6. (Исключен, Изм. N 1).
7. Технические требования — по ГОСТ 1759.0-87.
8. Теоретическая масса винтов дана в приложении.
ПРИЛОЖЕНИЕ (справочное). Теоретическая масса винтов
ПРИЛОЖЕНИЕ
Справочное
Длина винта , мм | Масса 1000 шт. стальных винтов с крупным шагом резьбы, кг при номинальном диаметре резьбы, , мм | ||||||||
2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | |
3 | 0,134 | 0,250 | 0,415 | — | — | — | — | — | — |
4 | 0,152 | 0,280 | 0,459 | 0,671 | 1,004 | — | — | — | — |
5 | 0,171 | 0,310 | 0,503 | 0,730 | 1,081 | — | — | — | — |
6 | 0,190 | 0,340 | 0,547 | 0,790 | 1,159 | 2,131 | — | — | — |
8 | 0,227 | 0,400 | 0,635 | 0,909 | 1,314 | 2,378 | 3,764 | — | — |
10 | 0,264 | 0,460 | 0,723 | 1,029 | 1,469 | 2,625 | 4,117 | 8,996 | — |
12 | 0,302 | 0,520 | 0,811 | 1,148 | 1,624 | 2,873 | 4,470 | 9,633 | 17,50 |
14 | 0,351 | 0,595 | 0,900 | 1,267 | 1,779 | 3,120 | 4,822 | 10,27 | 18,50 |
16 | 0,395 | 0,665 | 1,016 | 1,385 | 1,934 | 3,367 | 5,175 | 10,91 | 19,50 |
18 | 0,439 | 0,735 | 1,118 | 1,506 | 2,144 | 3,615 | 5,528 | 11,54 | 20,49 |
20 | — | 0,805 | 1,220 | 1,625 | 2,327 | 3,947 | 5,881 | 12,18 | 21,50 |
22 | — | 0,874 | 1,322 | 1,744 | 2,509 | 4,237 | 6,233 | 12,82 | 22,50 |
25 | — | 0,979 | 1,476 | 1,923 | 2,783 | 4,672 | 7,004 | 13,77 | 24,01 |
28 | — | — | 1,630 | 2,102 | 3,057 | 5,107 | 7,775 | 14,72 | 25,52 |
30 | — | — | 1,731 | 1,221 | 3,240 | 5,397 | 8,059 | 15,83 | 26,52 |
35 | — | — | 1,987 | 2,520 | 3,697 | 6,121 | 9,113 | 17,72 | 29,84 |
40 | — | — | 2,242 | 2,818 | 4,153 | 6,846 | 10,17 | 19,60 | 32,80 |
45 | — | — | 2,498 | 3,116 | 4,610 | 7,571 | 11,22 | 21,48 | 35,75 |
50 | — | — | 2,754 | 3,414 | 5,067 | 8,296 | 12,28 | 23,37 | 38,71 |
55 | — | — | 3,009 | 3,712 | 5,523 | 9,020 | 13,33 | 25,25 | 41,67 |
60 | — | — | 3,265 | 4,011 | 5,980 | 9,745 | 14,39 | 27,14 | 44,63 |
65 | — | — | 3,520 | 4,309 | 6,437 | 10,47 | 15,44 | 29,02 | 47,59 |
70 | — | — | 3,776 | 4,607 | 6,894 | 11,19 | 16,49 | 30,90 | 50,55 |
Примечание. Для определения массы винтов из других материалов величины масс, указанные в таблице, следует умножить на коэффициент: 0,356 — для алюминиевого сплава; 1,08 — для латуни.
(Измененная редакция, Изм. N 1, 2).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2003
Отключенный Undercut называется так, потому что волосы на макушке головы «отсоединены» с боков. Это означает, что переход от более длинных волос сверху к коротким волосам по бокам не является постепенным. Скорее, есть четко определенная точка, где длинные волосы останавливаются и короткие волосы сразу начинаются.
Отключенный подрез идеально подходит для парней, которые хотят захватывающий, современный вид. Он сочетает в себе смелость помпадур с элегантностью завесы.Это привлекательный, забавный стиль, который хорошо сочетается с эстетикой хипстеров.
Кредиты: Тесьма ПарикмахерскаяКак получить отключенное подрезание
Как всегда, мы рекомендуем показать ваши фотографии парикмахера стиля, который вы хотите. Вот тончайшие точки отсоединенного подреза.
Прежде чем вы получите отсоединенную подрезку, вам понадобится хорошая длина на макушке головы. Это дает эффект отсоединения, так как длинные волосы сверху резко контрастируют с короткими волосами по бокам.Длина зависит от вас, но около 2 дюймов является хорошей отправной точкой.
Тинселтаун / Shutterstock.comСтороны бритвы с относительно короткой установкой машинки для стрижки на бритве (от # 2 до # 4). Если вы хотите аккуратный, обрезанный вид, вы можете подправить края выреза и боковые части с помощью машинки № 0 или № 1.
Волосы на голове не должны быть обрезаны; скорее, это должно быть отчищено назад. Это дает резкий контраст отключенной прически. Чем длиннее ваши волосы, тем больше их объем и тем выше они будут выглядеть.Более длинные волосы также обеспечивают более поразительный контраст между верхом и сторонами.
Вы можете выбрать любой тип декольте, который вам нравится. И заблокированный вырез, и конический вырез хорошо дополняют разъединенную подрезку.
Вы также можете попросить слегка модифицированную несвязанную прическу. В этой версии нижние половины сторон выбриты бритвой №2– №4. Затем ваш стилист выцветает по бокам волос, так что они постепенно становятся гуще, пока не дойдут до разъединения.
Как видите, отключенный подрез может быть персонализирован несколькими способами. Это гибкий стиль, и вы можете настроить его под свой личный стиль и эстетику.
Эта прическа потребует регулярных подкрасок или поездок в парикмахерскую, чтобы сохранить ее внешний вид. Если вы не сохраните его, ваши волосы будут расти нерегулярно и разрушат стиль.
Как стилизовать отключенное подрезание
Отсоединенное подрезание выглядит лучше всего, когда волосы расчесываются назад.Используя фен, сдвиньте волосы назад. Вы можете использовать щетку или расческу, чтобы придать волосам больший объем.
Этот стиль с большим объемом бокового движения великолепен, если вы ищете модную прическу, полную индивидуальности. Нам особенно нравится, как волосы свисают на боку.
Простая, но стильная стрижка Адама Левина удивительно проста в уходе. Поскольку он такой короткий, ему не нужно много стиля. Просто почистите его, и все готово.
Кэти Хатчинс / Shutterstock.com
Вот еще один модный стиль, который сочетает в себе несколько приемов. Высокий помпадур с матовой отделкой, боковой частью и выцветшими сторонами — все вместе образуют этот уникальный стиль.
Если вы ищете что-то резкое и модное, подумайте об этом модном стиле. Несколько текстур на работе делают эту стрижку выделяющейся в толпе.
Ты копаешь помпадур? Если это так, вам понравится этот простой поворот в классическом стиле. Стороны остаются короткими и, таким образом, отсоединены от помпы сверху.
Исчезновение кожи — невероятно универсальная техника. Здесь волосы наверху грязные, а блеклые стороны и твёрдые части добавляют четкости.
Многие несвязанные прически имеют боковую или жесткую часть. Тем не менее, это не так, что делает его одним из самых уникальных отключенных взглядов.
Подрезки могут стать модными и модными, но они также могут быть простыми и разумными. Эта короткая, прямая подрезка сохраняет все классические черты стиля.
Этот угловой, асимметричный стиль — смелый, яркий вид.Длинная бахрома свисает с одной стороны, а залысины делают акцент на волосах спереди.
Эта короткая прическа, не требующая особого ухода, держит все в чистоте и порядке. Волосы смещаются в сторону, обнажая твердую часть и подчеркивая поблекшие стороны.
Этот привлекательный вид — современная классика. Высокий объем, несвязные стороны и тонкая линия объединяются, чтобы создать изящный стиль.
Этот равномерный, удовлетворяющий стиль является результатом укладки волос пальцами для создания ровных волн, которые вы видите повсюду.
,