Что такое скважность импульсов и как её определить
Онлайн калькуляторы перевода длительности импульсов в скважность и, наоборот –
скважности в длительность
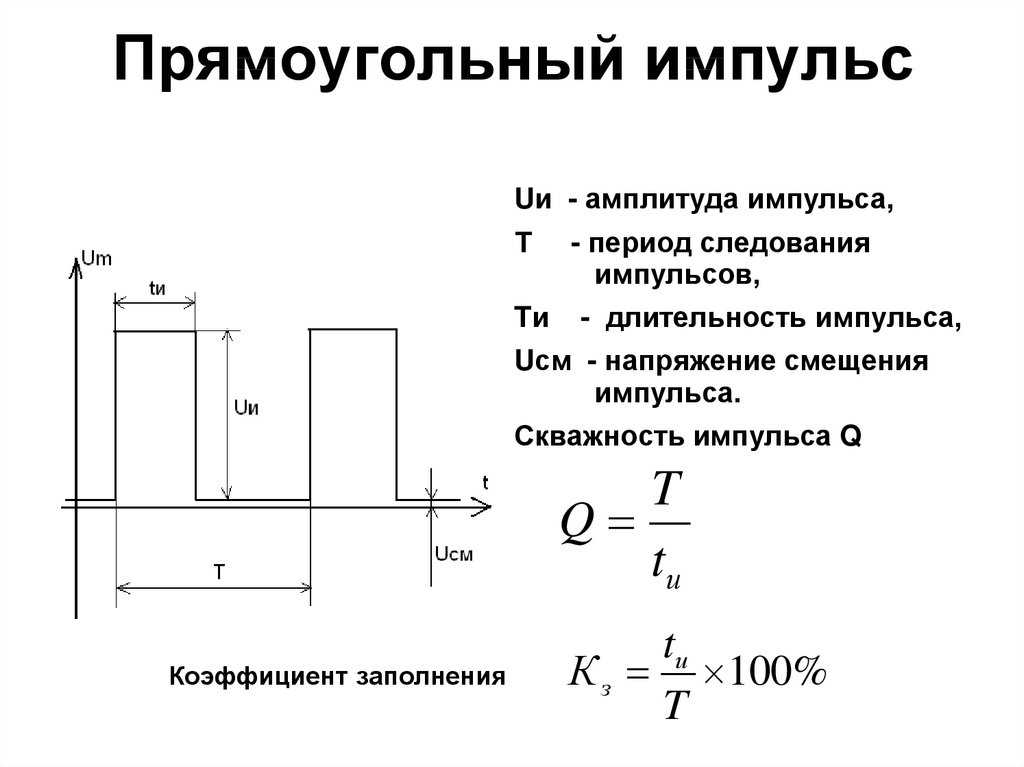
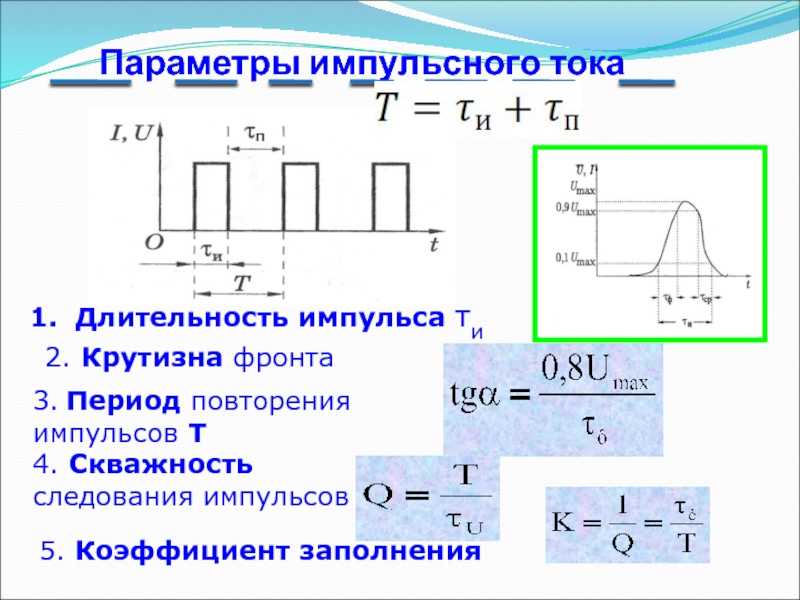
Электрические сигналы, которые имеют только 2 допустимых состояния (низкого уровня – «0» или высокого уровня – «1») называются импульсными. Одним из важных параметров периодического импульсного процесса является скважность импульсов.
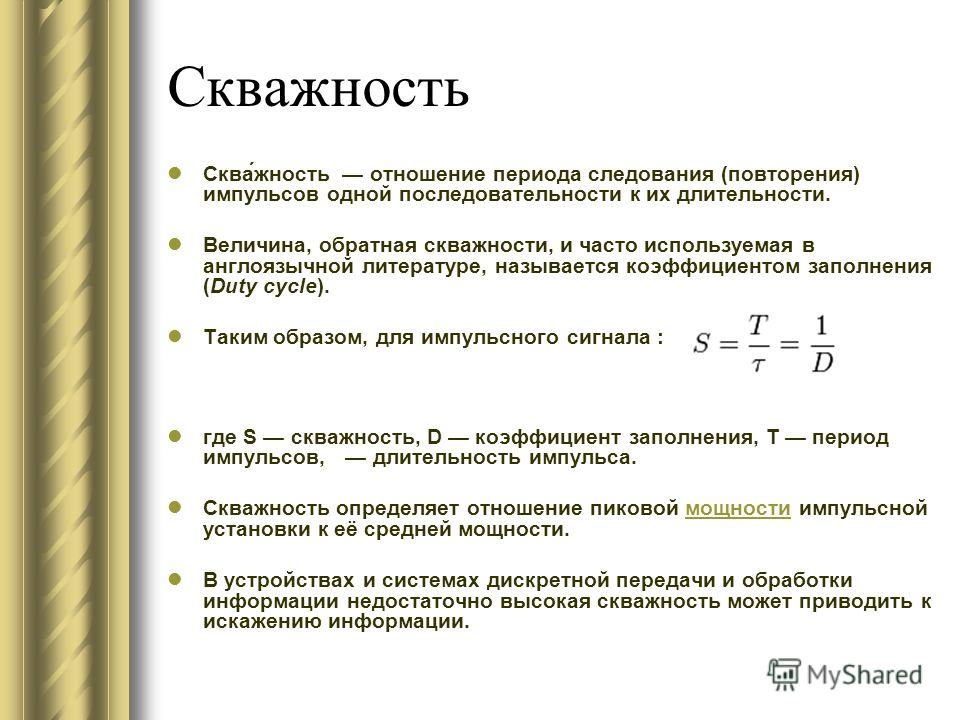
Скважность (S) – это безразмерная величина, характеризующая некоторые свойства периодического импульсного сигнала.
Рассчитывается значение скважности – как отношение его периода повторений (Т) к длительности импульса (tи).
Длительностью импульсного сигнала считается временной интервал высокого (по отношению к показателю основания импульса) уровня напряжения
(Рис.1).
Поскольку длительность импульса не может превышать его период, то, как следует из определения, значение скважности всегда должно быть больше единицы!
Если длительность импульса равна половине периода, то скважность равна двум, а сам такой сигнал является симметричным и называется меандром.
Рис.1 Форма импульсного сигнала и примеры импульсов различной скважности
Иногда в радиотехнике используется величина, обратная скважности, называемая коэффициентом заполнения (D).
Таким образом, для импульсного сигнала справедливы следующие простейшие соотношения:
S = T/tимп ;
D = 1/S = tимп/T ;
T = tимп + t
F = 1/T ,
где S – это скважность импульсов, D – коэффициент заполнения, Т – период, tимп – длительность высокого (положительного) уровня импульса, tпаузы – длительность низкого (отрицательного) уровня.
Сдобрим пройденный материал парой незамысловатых онлайн калькуляторов.
ОНЛАЙН КАЛЬКУЛЯТОР РАСЧЁТА ДЛИТЕЛЬНОСТИ ИМПУЛЬСА ПО ЧАСТОТЕ И СВАЖНОСТИ
|
Частота колебаний (F) |
ГцкГц (10³ Гц) МГц (10⁶ Гц) ГГц (10⁹ Гц) | |
| Скважность (S > 1) | ||
| Период (Т) | ||
| Длительность импульсов (tимп) | ||
| Длительность паузы (tпаузы) |
А теперь для тех, кто измерил длительности импульсов – всё то же самое, только наоборот:
ОНЛАЙН КАЛЬКУЛЯТОР РАСЧЁТА СКВАЖНОСТИ ПО ДЛИТЕЛЬНОСТИ ИМПУЛЬСА
| Длительность импульсов (tимп) | секмсек (10⁻³ сек)мксек (10⁻⁶ сек)нсек (10⁻⁹ сек) | |
| Длительность паузы (tпаузы) | секмсек (10⁻³ сек)мксек (10⁻⁶ сек)нсек (10⁻⁹ сек) | |
| Период (T) | ||
| Частота (F) | ||
| Скважность (S) |
Измеритель коэффициента заполнения — RadioRadar
Измерительная техника
ГлавнаяРадиолюбителюИзмерительная техника
13 лет назад
В практике радиолюбителя измерение скважности или коэффициента заполнения бывает необходимо при налаживании или проверке различных узлов импульсной техники, автоэлектроники и т.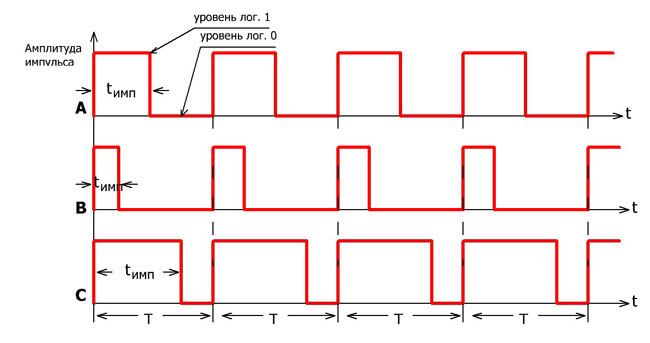 д. Предлагаемое устройство собрано на микроконтроллере и измеряет коэффициент заполнения периода импульса в процентах. Следует напомнить, что скважность S — это отношение периода следования Т (повторения) импульсов одной последовательности к их длительности т. Величина, обратная скважности, называется коэффициентом заполнения D: S = Т/τ = 1/D. Частое применение в практике находит сигнал с S = 2 или D = 0,5 — меандр.
д. Предлагаемое устройство собрано на микроконтроллере и измеряет коэффициент заполнения периода импульса в процентах. Следует напомнить, что скважность S — это отношение периода следования Т (повторения) импульсов одной последовательности к их длительности т. Величина, обратная скважности, называется коэффициентом заполнения D: S = Т/τ = 1/D. Частое применение в практике находит сигнал с S = 2 или D = 0,5 — меандр.
Устройство отображает коэффициент заполнения в интервале от 1 до 99 % с разрешением 1 %, погрешность в середине интервала составляет 1 …2 %. Диапазон частот входного импульсного сигнала от 4 Гц до 40 кГц и может быть расширен до 100 кГц, амплитуда сигнала — от 1 до нескольких десятков вольт. Вычисление коэффициента заполнения в процентах осуществляется в соответствии с выражением D = 100τ/Т. Алгоритм измерения длительности импульса и периода основан на счете импульсов тактового генератора микроконтроллера с помощью 16-разрядного таймера-счетчика ТС1. Для расширения диапазона измерений и обеспечения их точности частота импульсов, поступающих на вход таймера-счетчика ТС1, при необходимости понижается предделителем частоты в 64 раза. Это происходит в том случае, если за период следования входного импульсного сигнала происходит прерывание по переполнению счетчика-таймера ТС1. Если этого не происходит, пред-делитель частоты отключается и на таймер-счетчик ТС1 поступают им пульсы непосредственно с тактового генератора микроконтроллера.
Это происходит в том случае, если за период следования входного импульсного сигнала происходит прерывание по переполнению счетчика-таймера ТС1. Если этого не происходит, пред-делитель частоты отключается и на таймер-счетчик ТС1 поступают им пульсы непосредственно с тактового генератора микроконтроллера.
Если частота входного сигнала менее нижней границы диапазона рабочих частот, на индикаторе отображаются символы «Lo», если более верхней — символы «Hi», как для диапазона до 40 кГц, так и для диапазона до 100 кГц.
Схема измерителя показана на рисунке. Основа устройства — микроконтроллер ATtiny2313, работающий по программе, коды которой приведены в табл. 1. Он производит все необходимые вычисления и выводит информацию на светодиодный двухразрядный индикатор в режиме динамической индикации. Поскольку долговременной стабильности тактового генератора микроконтроллера не требуется, использован встроенный RC-генератор, работающий на частоте 8 МГц, что упрощает схему устройства. На транзисторе VT1 собран узел согласования уровней входного сигнала с логическими уровнями микроконтроллера, что необходимо при измерении сигналов с различной амплитудой. Диод VD1 защищает эмиттерный переход транзистора VT1 от пробоя при подаче на вход переменного или импульсного сигнала минусовой полярности. Напряжение питания микроконтроллера стабилизовано микросхемным стабилизатором DA1.
На транзисторе VT1 собран узел согласования уровней входного сигнала с логическими уровнями микроконтроллера, что необходимо при измерении сигналов с различной амплитудой. Диод VD1 защищает эмиттерный переход транзистора VT1 от пробоя при подаче на вход переменного или импульсного сигнала минусовой полярности. Напряжение питания микроконтроллера стабилизовано микросхемным стабилизатором DA1.
Печатная плата не разрабатывалась, все детали смонтированы на макетной плате с использованием проводного монтажа. Применены резисторы МЛТ, С2-23, оксидные конденсаторы — импортные, СЗ — К10-17. Стабилизатор напряжения LM7805 можно заменить на КР142ЕН5А. Индикатор A-402G-10 — на два отдельных семиэлементных светодиодных индикатора с общим анодом, объединив выводы одноименных элементов, а общие аноды, соединив с эмиттерами транзистора VT2 или VT3 (к VT2 подключают аноды младшего разряда). Питать устройство напряжением 9… 12 В можно от нестабилизирован-ного блока питания, потребляемый ток зависит от индицируемых значений и не превышает 60 мА.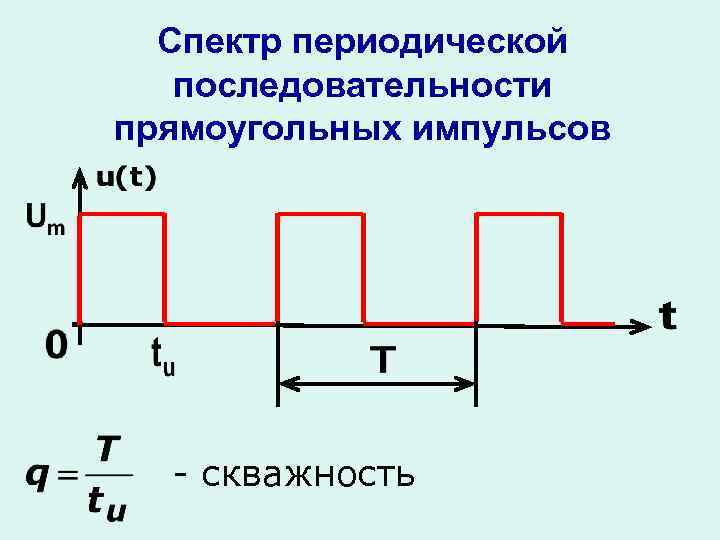
Если микроконтроллер настроить на работу от генератора с внешним кварцевым резонатором на частоту 20 МГц, подключив его по стандартной схеме, верхняя граница диапазона рабочих частот возрастет до 100 кГц. Проверка показаний устройства проводилась с применением цифрового мультиметра АРРА-107М, который имеет встроенный измеритель коэффициента заполнения.
Устройство налаживания не требует. При программировании микроконтроллера разряды конфигурации устанавливают в соответствии с табл. 2. Для генератора с кварцевым резонатором 20 МГц они приведены в табл. 3.
Праграмму для микроконтроллера можно скачать здесь
Автор: В. Нефедов, г. Брянск
Мнения читателей
Вы можете оставить свой комментарий, мнение или вопрос по приведенному выше материалу:
Что такое рабочий цикл в сварке? (с таблицей)
Рабочий цикл сварки представляет собой процентную долю 10-минутного интервала, в течение которого источник сварочного тока может непрерывно выдавать номинальную силу тока.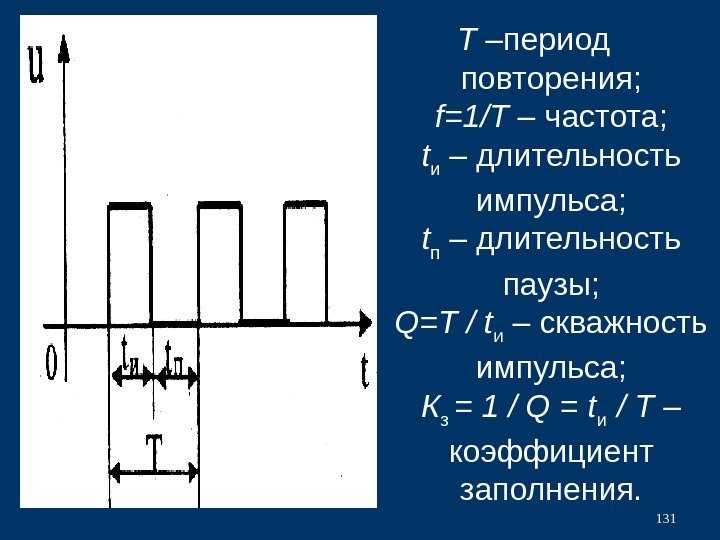 Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Например, сварщик с номинальным рабочим циклом 200 А при нагрузке 60 % может выдавать 200 А в течение шести минут, прежде чем ему потребуется отдохнуть в течение оставшихся четырех минут 10-минутного интервала.
Вот хорошее видео, объясняющее суть:
Важность ПВ при сварке
Сварочные аппараты переходят в режим тепловой перегрузки при превышении предела ПВ во время сварки. Мощность дуги отключается, а охлаждающий вентилятор продолжает работать, помогая отводить тепло от чувствительных частей внутри сварочного аппарата.
Внутренние компоненты сварочных аппаратов, такие как IGBT-транзисторы, трансформаторы, выпрямители, конденсаторы и резисторы, во время сварки нагреваются. Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы.
Рабочий цикл является важным показателем, поскольку он дает общее представление о том, с какими работами может справиться сварщик. Например, сварочные аппараты-любители обычно имеют более короткие рабочие циклы, а профессиональные — гораздо более длительные.
Всегда ли рабочий цикл проверяется одинаково?
Рабочий цикл не всегда проверяется одинаково. Это создает путаницу и несправедливое «преимущество» среди производителей сварочных аппаратов.
10-минутный период рабочего цикла является золотым стандартом в отрасли, и его используют большинство производителей в США, ЕС и Австралии. Тем не менее, ничто не мешает бренду оценивать своих сварщиков, используя 5-минутный период времени, что позволяет им заявлять о гораздо более длительном рабочем цикле. В этом примере до 50% дольше.
Тем не менее, ничто не мешает бренду оценивать своих сварщиков, используя 5-минутный период времени, что позволяет им заявлять о гораздо более длительном рабочем цикле. В этом примере до 50% дольше.
Однако, если производитель отклоняется от 10-минутного рейтинга, он не может утверждать, что соответствует европейскому стандарту EN60974-1 или австралийскому стандарту AS60974-1 (на основе стандарта ЕС).
Кроме того, в том же стандарте AS/EN60974-1 указано, что испытания должны проводиться при температуре окружающей среды 40°C после как минимум двух тепловых перегрузок. Таким образом, если бренд тестирует свои сварочные аппараты при температуре 20°C или не перегружает аппарат дважды во время предварительного тестирования, он может заявить завышенное значение.
Как вы понимаете, испытание аппарата для холодной сварки при низкой температуре окружающей среды приводит к более высокому рейтингу. Но такие тесты не являются подлинными. В реальном мире машина должна достичь своего номинального рабочего цикла даже после нескольких последовательных тепловых перегрузок.
Убедитесь, что сварочный аппарат, который вы покупаете, соответствует стандарту AS/EN60974-1. У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет.
И последнее замечание: невозможно сравнивать два сварочных аппарата, если рабочие циклы тестировались по-разному. Стандарт AS/EN60974-1 широко распространен, и бренды, заявляющие о высоких рабочих циклах без использования этого стандарта, скорее всего, преувеличивают свои цифры. Будьте осторожны с такими маркетинговыми уловками.
Изображение задней панели инверторного сварочного аппарата переменного/постоянного тока TIG-250P компании YesWelder, на котором показан печатный стандарт IEC 60974-1. IEC — сокращение от Международной электротехнической комиссии. AS/EN60974-1 и IEC 60974-1 это те же стандарты. Стандарт AS/EN60974-1 также требует, чтобы защита сварщика от тепловой перегрузки выдерживала 100 последовательных перегрузок для устройств с рабочим циклом 35 % или выше. Машины с рабочим циклом ниже 35% должны выдерживать 200 перегрузок. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Машины с рабочим циклом ниже 35% должны выдерживать 200 перегрузок. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Является ли рабочий цикл лучшим способом оценки сварщика?
Рабочий цикл — не единственный лучший способ оценки сварщика. Существует множество других факторов, которые следует учитывать при выборе машины. Тем не менее, рабочий цикл является одной из важнейших характеристик, которые следует учитывать.
Пример диаграммы рабочего цикла для сварочного аппарата с двойным напряжением (120 В и 240 В)Сварочный аппарат с коротким рабочим циклом будет постоянно перегреваться, если вы планируете выполнять сварку в больших объемах при высокой выходной силе тока. Точно так же покупка высококачественного сварочного аппарата — пустая трата денег, если вы любитель или вам нужен сварочный аппарат для легкой сварки в цеху.
Помимо рабочего цикла, вы должны учитывать диапазон выходной силы тока сварочного аппарата, включенные функции, портативность, качество сборки и, самое главное, гарантию. Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Кроме того, учтите, что вы вряд ли сможете сваривать при температуре окружающей среды 40°C после двух последовательных тепловых перегрузок. Таким образом, какую бы машину вы ни купили, вы, вероятно, будете иметь более длительный рабочий цикл, чем тот, который указан на этикетке, если производитель соблюдает стандарт AS/EN60974-1.
Взгляните на сравнение рабочего цикла в видео ниже. Все четыре марки превзошли свои номинальные рабочие циклы при испытаниях в реальном сварочном цеху. Наиболее вероятные причины: температура окружающей среды была ниже 40°C, а сварщики были холодными в начале испытаний.
Рабочий цикл, техническое обслуживание и влажность
Помимо температуры окружающей среды, на рабочий цикл вашего сварочного аппарата могут влиять пыль и другой мусор.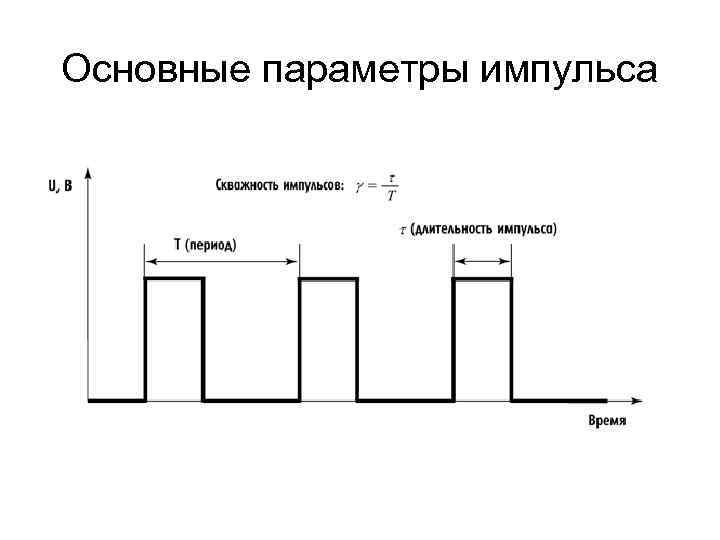 Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Кроме того, влажность может влиять на рассеивание тепла и сокращать рабочий цикл. Окружающий воздух с высокой относительной влажностью имеет более низкую теплопроводность, что замедляет передачу тепла от нагретых элементов внутри сварочного аппарата в атмосферу. Если вы работаете в условиях повышенной влажности, рабочий цикл может сократиться.
Рабочие циклы для различных сварочных процессов
Такие процессы дуговой сварки, как MIG, TIG и SMAW, предъявляют к сварщику различные требования. В результате они имеют присущие им различия, которые напрямую влияют на потребности рабочего цикла.
Рабочий цикл сварки МИГ
В процессе сварки МИГ используется автоматическая подача проволоки и обеспечивается непрерывная сварка. Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Конечно, если вы выполняете сварку только легкого листового металла, вам подойдет сварочный аппарат MIG с коротким рабочим циклом. Но, если вы планируете сваривать толстые секции с помощью сварочного аппарата MIG, вам следует приобрести аппарат с высоким рабочим циклом.
Вы должны учитывать толщину, которую вы хотите сварить, и силу тока, необходимую для этого. Затем купите сварочный аппарат с рабочим циклом не менее 60% при требуемой силе тока.
Рабочий цикл сварки ВИГ
Процесс сварки ВИГ медленный и не требует частых остановок. Возможно, вам придется приостановить сварку, чтобы получить еще один стержень из присадочного металла, но это короткий перерыв, который не приведет к значительному охлаждению машины. Итак, если вы свариваете толстые секции, приобретите сварочный аппарат с высоким рабочим циклом.
Однако для большинства сварок TIG требуется менее 100–130 А. Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Кроме того, сварочные аппараты не рассчитаны на импульсный выходной ток. Профессиональное оборудование TIG позволяет выполнять импульсную сварку с чередующейся высокой и низкой выходной силой тока. Это приводит к более длительному рабочему циклу, поскольку электрические компоненты машины подвергаются меньшей нагрузке. Кроме того, даже если сварочный аппарат TIG не имеет импульсной функции, использование ножной педали TIG для уменьшения выходной силы тока при сварке также увеличивает продолжительность рабочего цикла, поскольку средняя непрерывная нагрузка ниже.
Рабочий цикл сварки электродом
Процесс сварки электродом допускает частые прерывистые паузы при перемещении по стыку. Замена стержневого сварочного электрода, удаление шлака, очистка сажи и удаление мелких частиц шлака, а также наклеп в сварных швах позволяют сварочному аппарату остыть.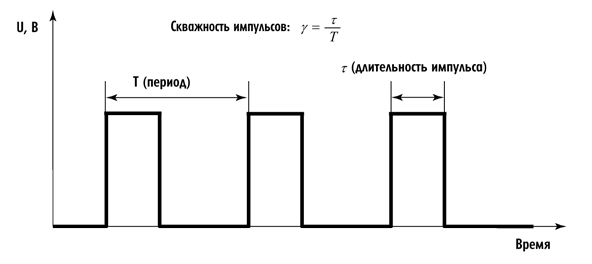 В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
Длительные паузы при сварке электродами являются одной из причин того, что многопроцессорные сварочные аппараты обеспечивают кратчайший рабочий цикл для процесса сварки электродами.
Большинство работ можно выполнить с помощью сварочного аппарата на 150 А с рабочим циклом 40 %. Сварка стержнем обеспечивает более глубокое проплавление, чем другие процессы дуговой сварки. Таким образом, с некоторой подготовкой шва и мощностью не менее 150 А вы можете сваривать любую сталь толщиной менее 1/2 дюйма. При рабочем цикле 40% вы сможете сваривать около четырех минут. Скорее всего, вы израсходуете стержневой электрод быстрее, и машина остынет, пока вы очищаете шлак и готовите соединение для следующего электрода.
Что происходит, когда рабочий цикл превышен?
При превышении рабочего цикла сварочного аппарата сварщик активирует функцию защиты от тепловой перегрузки. У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
Большинство сварочных аппаратов имеют внутри термопары для контроля температуры внутренних компонентов. Как только достигается критическая температура, термопара посылает сигнал на схему защиты от тепловой перегрузки, которая отключает питание.
Не тяните за вилку сварочного аппарата, если активирован режим тепловой перегрузки. Это выключит охлаждающие вентиляторы, которые должны продолжать работать, чтобы способствовать отводу избыточного тепла.
Если постоянно нарушать рабочий цикл, срок службы сварочного аппарата сократится, независимо от того, что заявляет производитель. Внутренние компоненты и их изоляция начинают разрушаться при высоких температурах, что в итоге приводит к выходу оборудования из строя.
Таким образом, вам следует избегать постоянного превышения пределов рабочего цикла.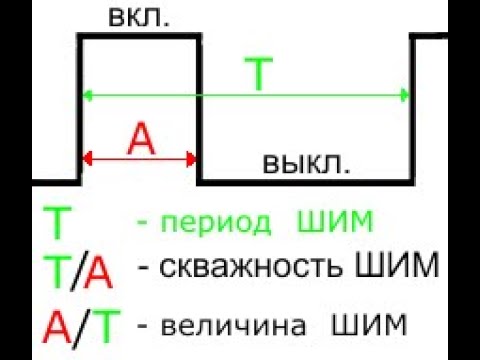 Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Обмотка
Не всегда возможно напрямую сравнить рабочие циклы двух сварочных аппаратов. Производители могут варьировать свои методы тестирования. Таким образом, сравнение не имеет большого значения, если вы не сравниваете бренды, которые следуют одному и тому же стандарту тестирования.
Приобретите сварочный аппарат с увеличенным рабочим циклом, если позволяет бюджет. Лучше перестраховаться, чем сожалеть.
Однако, если вы не планируете часто сваривать или делать длинные швы, можно сэкономить деньги и приобрести менее дорогой станок. Вы должны отдавать предпочтение гарантии, а не рабочему циклу, особенно когда бренд заявляет о высоком рабочем цикле, но предоставляет короткую гарантию.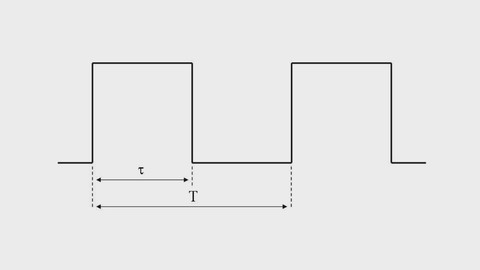
Наконец, при покупке сварочного аппарата следует учитывать не только рабочий цикл. Убедитесь, что мощность машины соответствует толщине, которую вы собираетесь сваривать, и характеристикам, необходимым для материалов, которые вы хотите соединить.
Например, если вы хотите сваривать алюминий, сварочный аппарат MIG должен поддерживать шпульный пистолет, а сварочный аппарат TIG должен работать на переменном токе. Итак, сначала убедитесь, что машина может достичь того, что вам нужно, а затем учитывайте рабочий цикл.
Сварочные аппараты. Что такое рабочий цикл и как он рассчитывается?
Дата: 29-12-2018
Weldclass Academy
Что такое рабочий цикл?
Рабочий цикл — это процент времени, в течение которого машина будет безопасно работать (или выполнять сварку) в течение определенного периода времени при заданной силе тока. Например, многофункциональный сварочный аппарат Weldforce WF-205MST имеет рабочий цикл 200 А при 30%. Это означает, что он будет работать при 200 А в течение 3 минут в течение 10-минутного периода времени. В течение оставшихся 7 минут машина переключится в режим тепловой перегрузки для охлаждения.
Это означает, что он будет работать при 200 А в течение 3 минут в течение 10-минутного периода времени. В течение оставшихся 7 минут машина переключится в режим тепловой перегрузки для охлаждения.
Все сварочные аппараты оснащены (или должны быть) защитой от тепловой перегрузки, что означает, что аппарат отключится, когда внутренние важные компоненты достигнут определенной температуры, чтобы предотвратить повреждение. Затем машина снова запустится, когда она вернется к безопасной температуре.
Рабочий цикл будет меняться при разной силе тока. При более высокой выходной силе машина будет нагреваться быстрее, а рабочий цикл уменьшится. При более низких токах рабочий цикл будет увеличиваться.
Например — если еще раз посмотреть на машину WF-205MST;
Рабочий цикл при 200 А = 30%
Рабочий цикл при 145 А = 60%
Рабочий цикл при 110 А = 100%
Как рассчитывается и проверяется рабочий цикл?
Хотя основная формула всегда одна и та же (% времени «включения» в течение периода тестирования), существует несколько переменных, которые могут повлиять на результат теста рабочего цикла, в том числе:
- Период времени, в течение которого он измеряется (обычно 5 или 10 минут — 10-минутный период более требователен).

- Температура окружающей среды, при которой проводилось испытание (чем выше температура окружающей среды, тем сложнее).
- Независимо от того, проводилось ли испытание на «свежей» холодной машине или на машине, уже прогретой после длительного использования. (Проверка уже разогретой машины, очевидно, гораздо более требовательна к ее системе охлаждения.)
Наиболее широко принятым стандартом для тестирования и определения номинальных значений рабочего цикла является европейский стандарт EN60974-1, на основе которого действует австралийский стандарт AS609.74-1. Этот стандарт очень требователен и поэтому считается лучшим показателем того, как машина будет работать в реальных условиях. Все машины Weldforce от Weldclass проходят испытания в соответствии с этим стандартом.
Опять же, возьмем в качестве примера Weldforce WF-205MST с номинальным рабочим циклом 200 А при 30%. Чтобы достичь этого рейтинга в соответствии со стандартом EN60974-1, сначала машина была «прогрета» перед испытанием непрерывной сваркой, чтобы вызвать ее отключение при тепловой перегрузке не менее двух раз.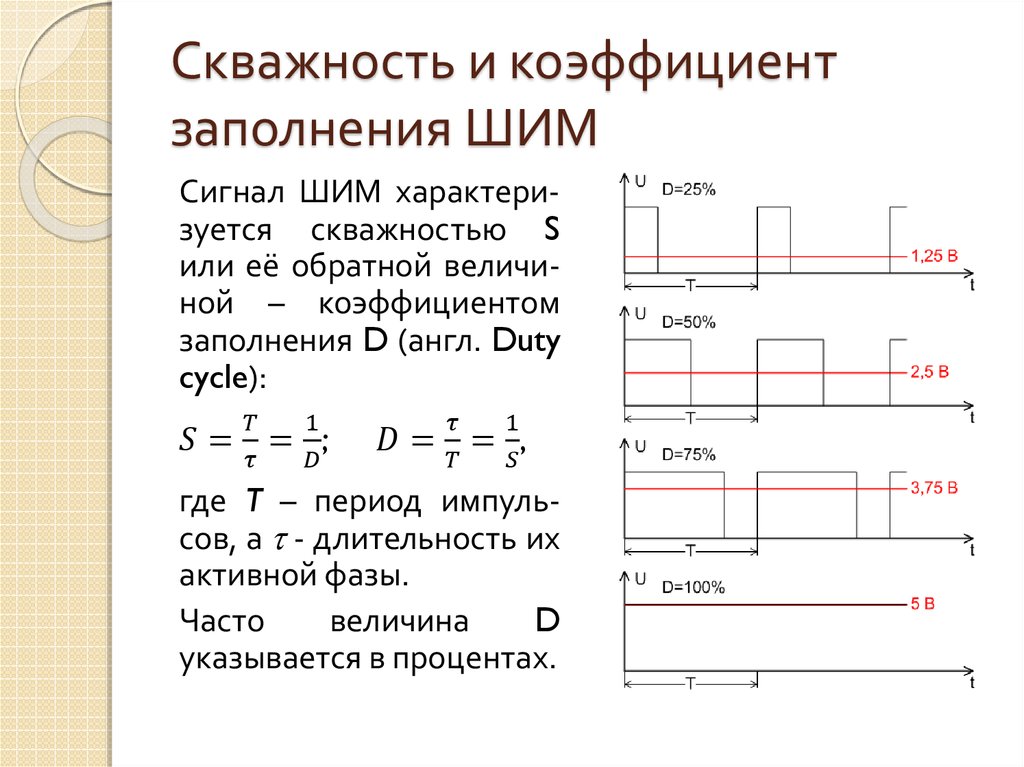
Все ли сварочные аппараты испытываются одинаковым образом?
К сожалению, не все машины проходят испытания в соответствии со стандартом EN/AS60974-1, и поэтому может быть сложно сравнить рабочие циклы одних машин с другими. Например, , если испытание Weldforce WF-200MST проводилось всего за 5 минут и/или на холодном аппарате и/или при более низкой температуре окружающей среды, номинал вполне мог быть 200 А при 50–60 %, что быть нереалистичным и вводящим в заблуждение.
Все машины Weldforce от Weldclass проходят испытания на рабочий цикл в соответствии со стандартом EN/AS60974-1, что означает, что указанные значения рабочего цикла точно отражают то, как каждая машина будет работать в реальных условиях.
Является ли рабочий цикл лучшим способом оценки производительности сварочного аппарата?
Да и нет!
Рейтинг рабочего цикла — при условии, что он точен и не завышен (как это иногда бывает) — является полезным показателем того, как сварочный аппарат будет работать с точки зрения производительности и производительности (или производительности).
Однако рабочий цикл не следует рассматривать изолированно.
Точно так же, как вы (обычно) не принимаете решение о покупке автомобиля, основываясь только на его максимальной скорости (скажем, без учета таких аспектов, как управляемость, ускорение, безопасность и т. д.)… точно так же существуют и другие факторы. следует учитывать, когда речь идет о сварочных аппаратах.
Во-первых, сам процесс сварки может изменить важность рабочего цикла. Более высокий рабочий цикл может быть важен для сварщиков MIG, но может быть менее важен для сварки Stick/MMA и TIG. Дополнительную информацию об этом смотрите ниже.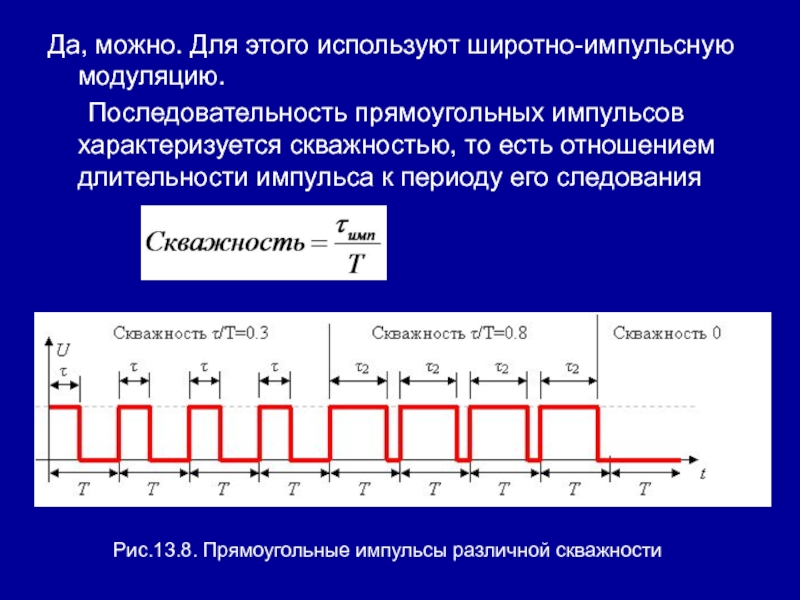
Потребляемая мощность, источник питания и эффективность сварщика также добавляют еще одно измерение к теме рабочего цикла.
Это особенно касается однофазных (240 В) сварочных аппаратов, где аппарат (в соответствии со стандартом AS60974-1) должен иметь эффективное потребление входного тока (I 1eff ), равное или меньше номинальной мощности. питание, на которое рассчитана машина, обычно 10А или 15А.
Часто это требование является ограничением (или «потолком») рабочего цикла, превышающим возможности машины. Например, сварочный аппарат Weldforce WF-180MST MIG имеет рабочий цикл 10% при максимальной мощности 180А. Эта машина на самом деле способна на значительно более высокий рабочий цикл, но для того, чтобы быть подходящей для источника питания 10 А, выходная мощность и рабочий цикл были ограничены или ограничены.
Вот почему машины с более высоким КПД имеют преимущество (особенно однофазные машины 240 В 10/15 А). Благодаря большей эффективности они могут обеспечить более высокую производительность и рабочий цикл при том же уровне потребляемой мощности.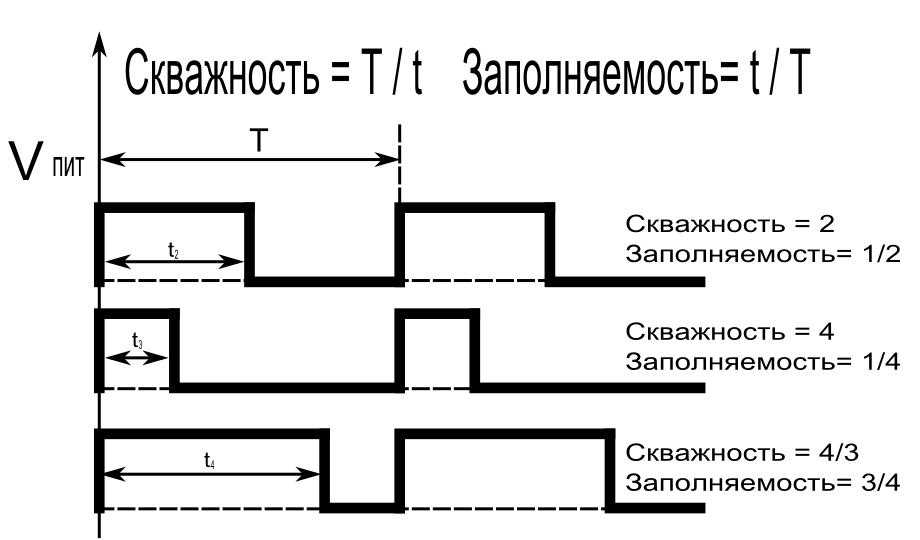
В следующих машинах Weldclass используется технология PFC, которая значительно повышает эффективность и увеличивает рабочий цикл; Сварочные аппараты Weldforce WF-205MST и WF-255MST для сварки MIG/Stick/TIG и плазменный резак Cutforce CF-45P.
Значение рабочего цикла в различных процессах сварки
Хотя рабочий цикл никогда не бывает «неважным», различные сварочные процессы предъявляют более высокие или более низкие требования к сварочному аппарату с точки зрения производительности или рабочего цикла.
Следующие комментарии основаны на «эмпирическом правиле» и могут служить руководством к тому, какое внимание следует уделять номинальным значениям рабочего цикла — по сравнению с другими факторами и функциями — при выборе подходящего сварочного аппарата.
Обратите внимание, что каждое приложение отличается от других, и приведенные здесь общие комментарии могут не всегда относиться к вашей ситуации.
Рабочий цикл и сварка MIG
Будучи автоматическим процессом (например, присадочный металл подается автоматически), оператор MIG может выполнять сварку в течение длительных периодов времени с минимальным временем простоя между сварками. .
.
Конечно, это зависит от приложения.
В производственных ситуациях, например, когда приспособления могут использоваться для минимизации настройки и максимального «времени сварки», рабочий цикл может быть очень важным. Когда дело доходит до выбора подходящего сварочного аппарата, мудрым решением будет выбор сварочного аппарата, который имеет «слишком большую» мощность, а не «достаточную». Например, ваше приложение может включать производственную сварку стали толщиной до 8 мм. Теоретически на это способен сварочный аппарат на 200 ампер, такой как Weldforce WF-205MST, однако в производственных условиях аппарат на 250 ампер (например, WF-255MST) обеспечивает более продолжительный рабочий цикл. (При 200 А рабочий цикл WF-255MST почти в два раза больше, чем у WF-205MST).
При техническом обслуживании рабочий цикл может быть не таким критичным, поскольку % «Время сварки» обычно ниже. Часто оператор может выполнить только 1 или несколько сварных швов, прежде чем ему придется выполнять другие действия, прежде чем возобновить следующий сварной шов.
Рабочий цикл и сварка ММА (стержнем)
Поскольку сварка ММА/стержнем является очень ручным процессом, включая смену электродов, удаление шлака и т. д., процент времени, который оператор тратит на сварку, обычно велик. ниже, чем МИГ. Это означает, что рабочий цикл обычно не так критичен, как это может быть для MIG.
С этой точки зрения рабочий цикл 30% (в случае MMA) можно считать «высоким». Например, Weldforce WF-135S — это самая маленькая машина для сварки ММА/стержней в линейке Weldclass (максимальная выходная мощность 140 А), но с рабочим циклом 100 А при 60 % она имеет достаточную мощность для почти непрерывной работы обычных электродов диаметром 2,6 мм. также легко работает электрод 3,2 мм.
Исключения из этого правила – палочки/ММА, требующие очень высокой продолжительности рабочего цикла – могут включать наплавку твердого сплава, когда каждый электрод работает в быстрой последовательности с очень небольшим «тайм-аутом».
Рабочий цикл и сварка TIG
Когда речь идет о TIG, значение рабочего цикла может значительно различаться.
TIG обычно используется для детальной обработки более тонких материалов и/или мелких деталей. В этом случае машина часто даже не приблизится к пределу своего рабочего цикла… и действительно, много сварки выполняется при низкой силе тока, когда машина может иметь рабочий цикл 100%. Кроме того, поскольку TIG — это ручной процесс (при котором присадочный металл подается вручную), соотношение «время сварки/включения» и «время простоя» ниже (по сравнению с MIG).
Однако в некоторых случаях сварки TIG очень важен высокий рабочий цикл. Одним из примеров этого является сварка TIG соединений труб, где требуется длинный непрерывный шов.
Комментарии и вопросы?
У вас есть мысли или вопросы по рабочему циклу? Не стесняйтесь оставлять комментарии ниже ↓ или нажмите здесь, чтобы отправить нам запрос.
Дополнительные статьи об инверторных сварочных аппаратах;
Что такое инверторный сварочный аппарат и как он работает?
Использование генераторов для питания инверторных сварочных аппаратов
Что такое горячий старт, форсирование дуги и защита от прилипания?
Все изделия для сварочных аппаратов
Несмотря на то, что были предприняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации и приложениях.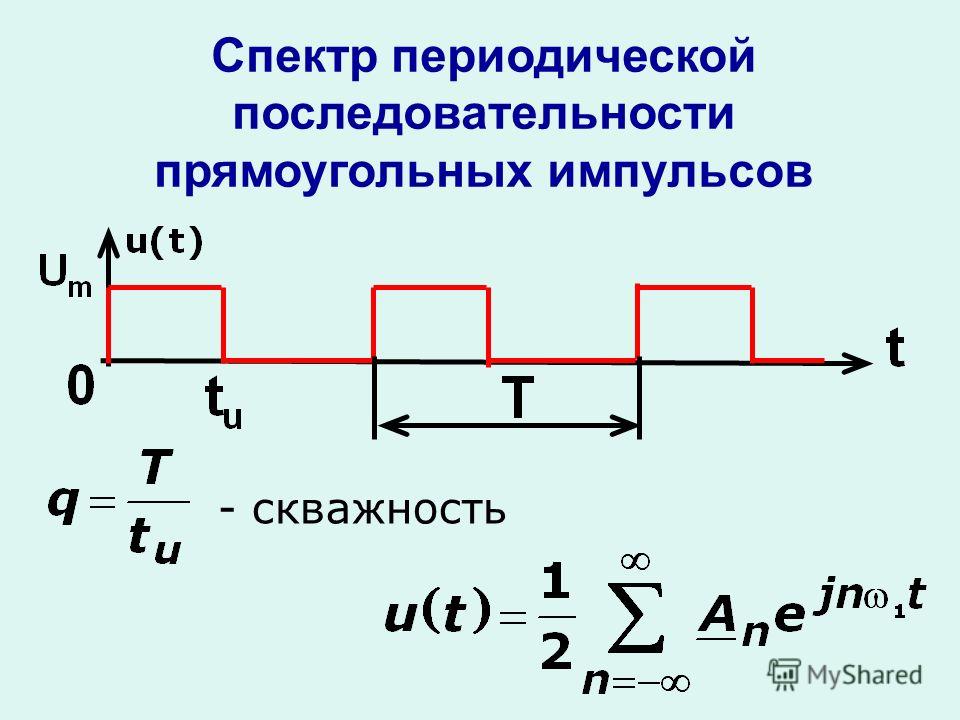
Комментарии
Issifu Yeboah Охлаждение первого классаСпасибо за образование. Вы действительно сделали это просто и понятно.
Дата: 17-12-2020
Металлообработка ОклендЭй, спасибо, что разместили здесь эти полезные советы 43 сварочных аппарата, что такое рабочий цикл, как он рассчитывается, я очень надеюсь, что это будет полезно для многих .
Дата: 30-10-2020
Анита WelderReview.comСпасибо за упрощение рабочего цикла, это меня немного сбивало с толку, но я научился здесь. Уверен, что такие посты принесут пользу начинающему сварщику!
Дата: 29-10-2020
АнитаСпасибо, что сообщили мне расчет силы тока, я действительно не знал об этом. Поскольку я изучаю материалы, связанные со сваркой, эти тесты будут очень полезны для меня.
Дата: 08.