ГОСТ2.306-68 – ГОСТ2.307-68, Пример выполнения домашней работы: «Проекционное черчение»
Похожие презентации:
Основы архитектуры и строительных конструкций. Основы проектирования
Конструктивные схемы многоэтажных зданий
Стадии проектирования зданий. Маркировка строительных чертежей (лекция №2)
Правила выполнения архитектурно-строительных чертежей
ЕСКД. Общие правила оформления чертежей. (Лекция 1.1)
задачи на построение (геометрия 7 класс)
Выполненный вариант контрольной работы по разделу «Техническое черчение». (Приложение 3)
Параллельность в пространстве. (Графическая работа 2)
Строительное черчение. Графическое оформление и чтение строительных чертежей
Правила оформления чертежей ЕСКД. Форматы, масштабы, линии, шрифты
1. ИНЖЕНЕРНАЯ ГРАФИКА Лекция 2 ГОСТ2.306-68 – ГОСТ2.307-68, Пример выполнения домашней работы по теме: «Проекционное черчение»
12. Обозначения графические материалов и правила нанесения их на чертеже ГОСТ 2.
 306-68Металлы и твердые сплавы
306-68Металлы и твердые сплавыНеметаллы
Бетон
Стекло и другие
светопрозрачные материалы
Жидкости
Древесина
Камень естественный
Грунт естественный
Керамика и силикатные
материалы для кладки
2
Наклонные параллельные линии
штриховки проводятся под углом 45
градусов к линии контура изображения или
к его оси, или к линиям рамки чертежа.
• Если линии штриховки, приведенные к
линиям рамки чертежа под углом 45
градусов, совпадают по направлению с
линиями контура или осевыми линиями, то
вместо угла 45 градусов следует брать угол
30 или 60 градусов.
3
4. Штриховка смежных деталей
• Одна и та же деталь на всех изображениях сборочногочертежа должна быть заштрихована одинаково (с
одинаковым наклоном и шагом). Штриховка смежных
деталей не должна совпадать.
• В смежных сечениях со штриховкой одинакового
наклона и направления следует изменять расстояние
между линиями штриховки
ГОСТ 2.
 307-68
307-68Нанесение размеров и
предельных отклонений
5
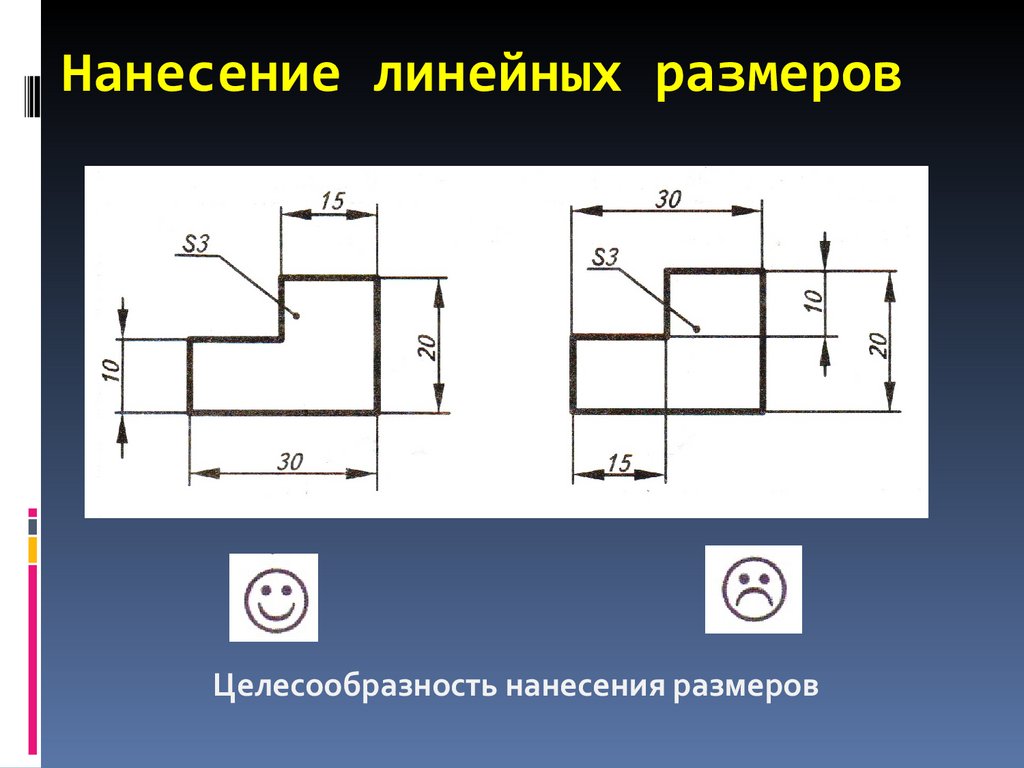
6. Основные положения нанесения размеров
Количество размеров на чертеже должно быть минимальным, но
достаточным для выявления формы детали и ее изготовления.
Каждый размер на чертеже указывается только один раз.
Размерные числа всегда соответствуют натуральному размеру не
зависимо от масштаба изображения.
Размеры указываются размерными числами (в мм), размерными и
выносными линиями (вычерчиваются сплошной тонкой линией).
Размерные линии на машиностроительных чертежах заканчиваются
стрелкой, а также точкой или засечкой (в случае ограниченности
места для стрелок).
Выносные и размерные линии обычно перпендикулярны друг другу.
Размерные линии должны быть параллельны измеряемому отрезку.
Предпочтительней проставлять размеры вне контура изображения.
Запрещается использование в качестве размерных линий контуров,
осевых и центровых линий.
Размеры, относящиеся к одному и тому же элементу (углублению,
пазу, вырезу, отверстию, выступу), следует группировать в одном
месте (где наиболее полно показан элемент).

6
7. Изображение стрелок размерных линий
78. Нанесение размерных линий
• Выносная линия должнавыходить за концы стрелок
размерной линии на 1 – 5
мм.
• Минимальное расстояние
между размерной линией
и линией контура – 10 мм.
• Минимальное расстояние
между параллельными
размерными линиями – 7
мм.
8
9. Нанесение размерных линий
• Необходимо избегать пересечения размерных ивыносных линий (сначала проставляются размеры мелких
элементов, затем крупных и габаритные размеры)
9
10. Нанесение размерных линий
• При недостатке места для стрелок их можно заменить точкамиили засечками длиной 3 мм под углом 45˚.
* — размеры для справок
10
11. Допустимый вариант нанесения размерной линии
1112. Нанесение размерных линий
• Если деталь изображается с обрывом, торазмерная линия не разрывается
12
13. Нанесение размерных линий
• Допускается размерную линию проводить собрывом:
— при обозначении диаметра окружности
( размерная линия обрывается за центром окружности) ;
—
при совмещении вида и разреза (обрыв выполняется дальше
оси симметрии или линии обрыва)
13
14.
 Нанесение размерных чисел• Размерные числа ставят над размерными линиями на
Нанесение размерных чисел• Размерные числа ставят над размерными линиями нарасстоянии 1 – 1,5 мм параллельно им и по середине
14
15. Нанесение размерных чисел
• Если размерные числа попадают на осевыеили центровые линии, а также линии
штриховки, то эти линии прерывают
15
16. Нанесение размерных чисел
• При нанесении нескольких параллельныхразмерных линий размерные числа над ними
располагают в шахматном порядке
16
17. Расположение размерных линий и чисел
Простановка размера взаштрихованной зоне
17
18. Нанесение угловых размеров и размеров дуги окружности
1819. Нанесение размерных знаков
ДиаметрРадиус
Сфера
Дуга
Квадратное сечение
Толщина
Конусность влево и вправо
Уклон влево и вправо
19
20. Примеры обозначения диаметров
2021. Примеры обозначения радиусов
Направление размерных линий и линий-выносок не должно совпадатьс направлением штриховки
21
22.
 Обозначение квадратного сечения, плоской грани и фаскиС – высота фаски
Обозначение квадратного сечения, плоской грани и фаскиС – высота фаскиОбозначение фаски с углом, отличным от угла 45˚
22
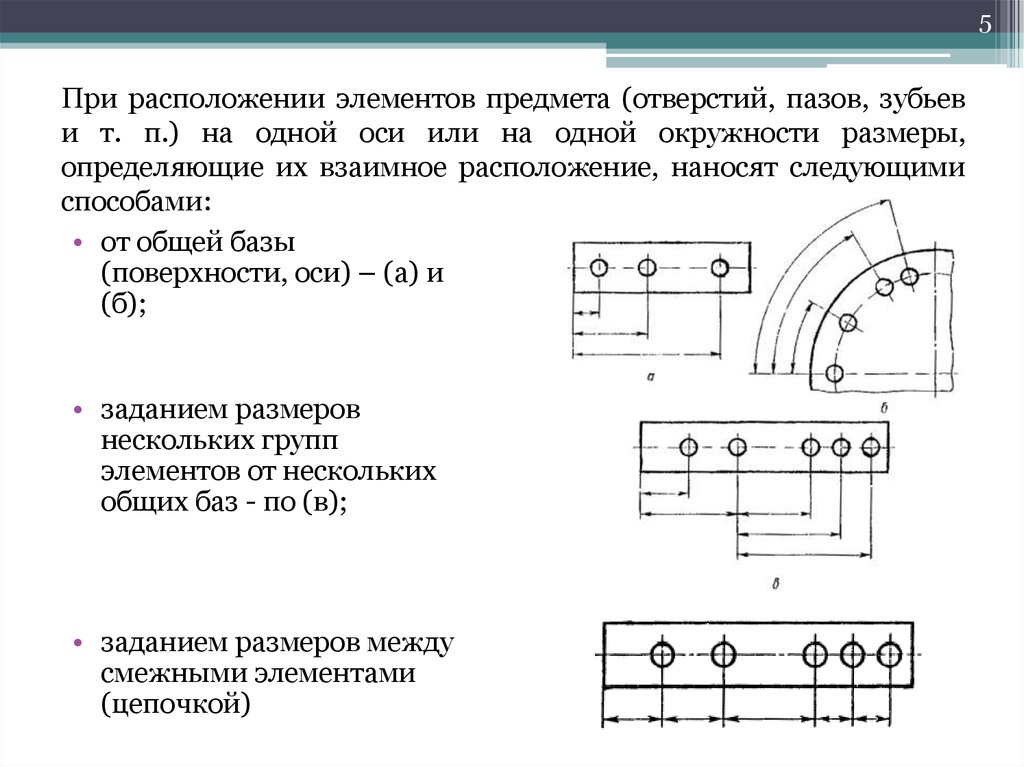
23. Обозначение одинаковых равномерно расположенных отверстий
2324. Обозначение конусности и уклона
2425. Нанесение линейных размеров от общей базы (координатный способ)
2526. Нанесение линейных размеров от нескольких общих баз (комбинированный способ)
2627. ПРОЕКЦИОННОЕ ЧЕРЧЕНИЕ
Пример выполнения домашней работы потеме: «Проекционное черчение»
с наклонным сечение А-А
38. СПАСИБО за внимание
38English Русский Правила
3.5. Графическое обозначение материалов и правила их нанесения на чертежах
Штриховку
фигуры сечения выполняют согласно ГОСТ
2.306-68 «Обозначения графических материалов
и правила их нанесения на чертежах».
Металлы и их сплавы обозначают в сечениях
штриховкой — сплошными тонкими линиями,
которые проводят параллельно между
собой под углом 45° к линии рамки чертежа
(рис.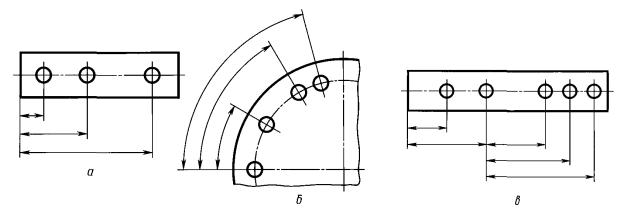
Расстояние между линиями штриховки составляет от 1 до 10 мм в зависимости от площади штриховки.
Линии штриховки наносят с наклоном влево или вправо, но в одну и ту же сторону на всех изображениях одной и той же детали. Если линии штриховки совпадают по направлению с линиями контура или осевыми линиями, то линии штриховки располагают под углом 30° или 60° (рис.7,в).
а б в
Рис. 7
Пластмассы и неметаллические материалы штрихуются в двух
направлениях тонкими линиями под углом 45° линии рамки чертежа (рис.7,б).
3 6. Правила нанесения размеров. Гост 2. 307-68
Одним из важных этапов выполнения чертежей является нанесение размеров.
ГОСТ
2.307-68 «Нанесение
размеров и предельных отклонений»
устанавливает правила нанесения размеров
на чертежах.
3.6.1.Общие положения
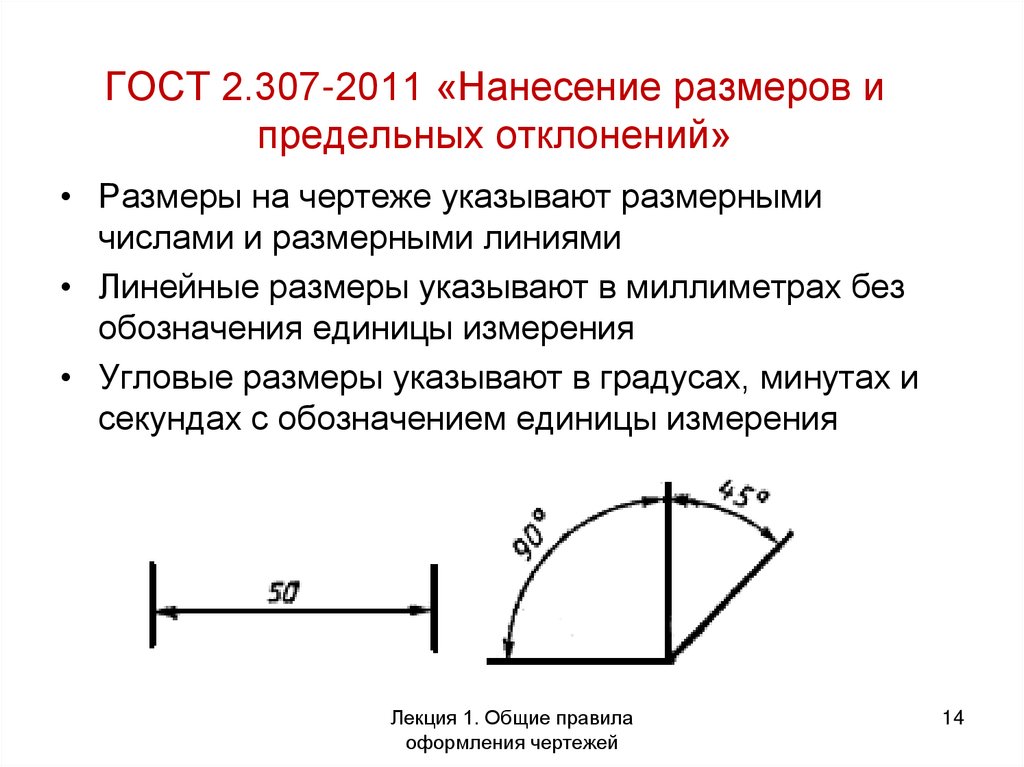
Линейные размеры на чертежах указывают в миллиметрах без обозначения единицы измерения. Размерное число отражает истинную величину предмета независимо от масштаба и точности выполнения чертежа.
Угловые размеры указывают с обозначением единиц (градусов, минут, секунд) (рис.8).
Рис.8
Простые дроби применяют только при простановке размеров в дюймах.
На чертеже должно быть проставлено минимальное число размеров, но достаточное для изготовления и контроля изделия. Повторение размеров на разных изображениях и в тексте чертежа не допускается.
Наносить размеры на чертежах в виде замкнутой цепи не допускается, кроме случаев, когда один из размеров является справочным.
Справочными
«*Размеры
для справок».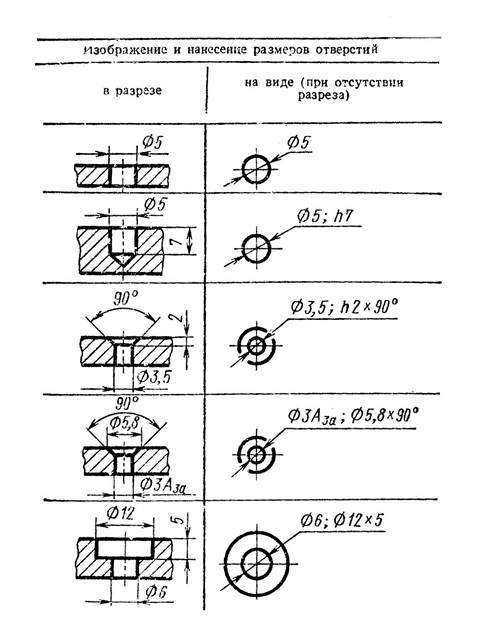
Пример изображения детали с нанесенными размерами, количество которых достаточно для изготовления детали, приведен на рис. 9
Рис.9
3.6.2.Размерные и выносные линии
Размеры на чертежах указывают размерными линиями и размерными числами. Для определения размеров прямолинейных отрезков параллельно им проводят размерные линии и над ними проставляют размерные числа.
Размерная линия окружности проводится по диаметру.
Размерные линии проводят между линиями контура, осевыми и выносными.
Выносные линии, как правило, должны быть перпендикулярны к размерным и являться продолжением контурных линий.
Размерную линию для угла проводят в виде дуги из центра в его вершине, а выносные линии – радиально.
Размерную
линию с обоих концов ограничивают
стрелками, за исключением размерной
линии радиуса, которая ограничивается
одной стрелкой со стороны определяемой
дуги или скругления.
Размеры элементов стрелок должны быть примерно одинаковыми на всем поле чертежа. Форма стрелки и примерное соотношение ее элементов показаны на рис.10.
Рис.10
Выносные линии должны выходить за концы стрелок размерной линии на 1-5 мм. Размерные и выносные линии выполняют сплошными тонкими линиями. По возможности размерные линии рекомендуется наносить вне контура изображения.
Расстояние между параллельными размерными линиями должно быть не менее 7 мм, между размерной линией и линией контура – не менее 10 мм. Как правило, выносные линии проводят от линий видимого контура.
Если
вид или разрез симметричного предмета
или отдельных симметрично расположенных
элементов изображают только до оси
симметрии или с обрывом, то размерные
линии, относящиеся к этим элементам,
проводят с обрывом, и обрыв размерной
линии делают дальше оси или линии обрыва
предмета (рис.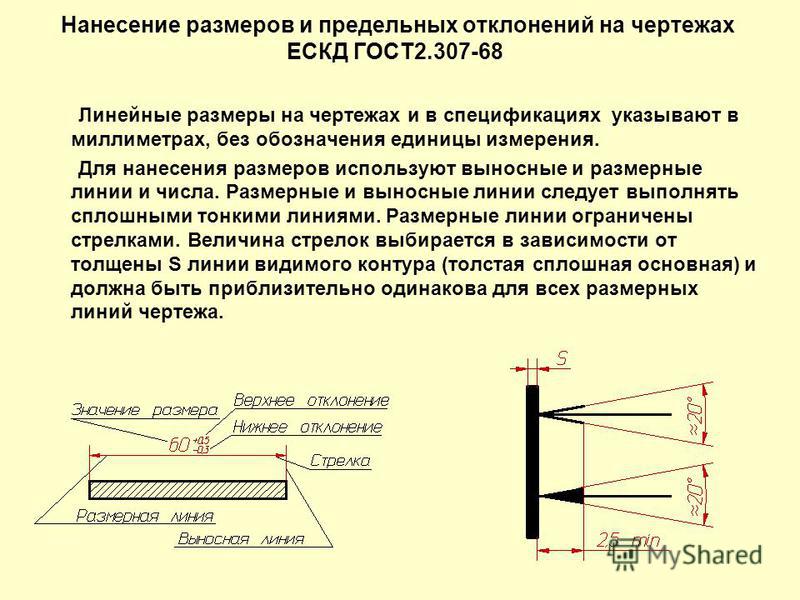 11,а).
11,а).
Размерные линии допускается проводить с обрывом при указании диаметра окружности независимо от того, изображена ли окружность полностью или частично, при этом обрыв размерной линии делают дальше центра окружности (рис.11,б).
а б
Рис. 11
При изображении изделия с разрывом размерную линию не прерывают (рис.12).
Рис.12
Если длина размерной линии недостаточна для размещения на ней стрелок, то размерную линию продолжают за выносные линии (или соответственно за контурные, осевые, центровые и т.д.) и стрелки наносят, как показано на рис.13.
При
недостатке места для стрелок на размерных
линиях, расположенных цепочкой, стрелки
допускается заменять засечками,
наносимыми под углом 45° к размерным
линиям или четко наносимыми точками
(рис. 13).
13).
При недостатке места для стрелки из-за близко расположенной контурной или выносной линии последние допускается прерывать (рис.14)
Рис.13 Рис.14
Алюминиевая бронза ГОСТ БрАЗН10.4.4 Производители слитков в Индии
Dhanwant Metal Corporation является ведущим производителем, поставщиком и экспортером алюминиевой бронзы ГОСТ БрАЗН10.4.4 в Индии. Весь ассортимент алюминиевой бронзы ГОСТ БрАЗН10.4.4 Пруток производится с использованием высококачественного сырья и передовых технологий. Он поставляется в различных размерах, чтобы соответствовать высоким стандартам качества. Алюминий Бронза ГОСТ БрАЗН10.4.4 Прутки выпускаются различных марок в соответствии с требованиями международных и национальных стандартов. Алюминий Бронза ГОСТ БрАЗН10.4.4 Прутки – один из самых известных наших продуктов.
Алюминиевая бронза ГОСТ БрАЗН10.4.4 Пруток Производитель, Алюминиевая бронза ГОСТ БрАЗН10.
 4.4 Поставщики прутка и алюминиевая бронза ГОСТ БрАЗН10.4.4 Продавцы прутка в Индии
4.4 Поставщики прутка и алюминиевая бронза ГОСТ БрАЗН10.4.4 Продавцы прутка в ИндииDhanwant Metal Corporation
+91-9870341219 [email protected] Отправить запрос
Алюминий Бронза ГОСТ БрАЗН10.4.4 Пруток обладает высокими показателями текучести и прочности на растяжение, отличной пластичностью и свариваемостью, а также выдающейся стойкостью к износу, усталости и деформации при воздействии ударов или нагрузок.
Связанные типы алюминиевого бронзового бар
| Типы алюминиевого бронзового бар | ||||||||
|---|---|---|---|---|---|---|---|---|
| C95400 Aluminum Bronze Barze | AB2 -Aluminum Bronze Bar13.9134. ГОСТ БрАЗН10.4.4 Пруток | CW307G Алюмоникелевый бронзовый пруток | CUAL 10NI5Fe4 Алюмоникелевый бронзовый пруток | |||||
| AB1 Алюминиевый бронзовый пруток CA103 | IS 3091: 1999 Алюминиевый бронзовый бар | NES 833 Никелевой алюминиевый бронзовый бар | ||||||
| CW303G Алюминиевый бронзовый бар | Алюминий -брунзовый батончик в Индии | Aluminum Brunze Bar Productor India | 63 Aluminum Bronze Bar. Алюминий Бронза ГОСТ БрАЗН10.4.4 Пруток Производитель в ИндииАлюминиевая бронза ГОСТ БрАЗН10.4.4 Поставщики прутка в ИндииДополнительная информация об алюминиевой бронзе ГОСТ БрАЗН10.4.4 Прутки:-
Алюминий Бронза ГОСТ БрАЗН10.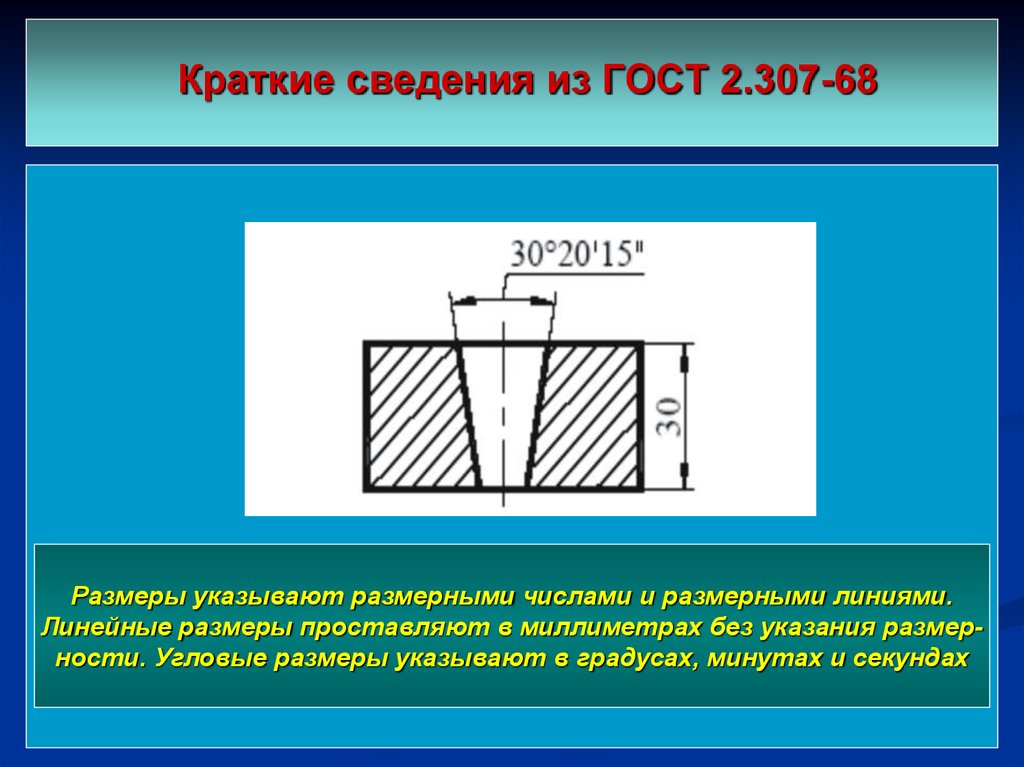 4.4 Пруток – эквиваленты 4.4 Пруток – эквиваленты
Марки алюминиевой бронзы ГОСТ БрАЗН10.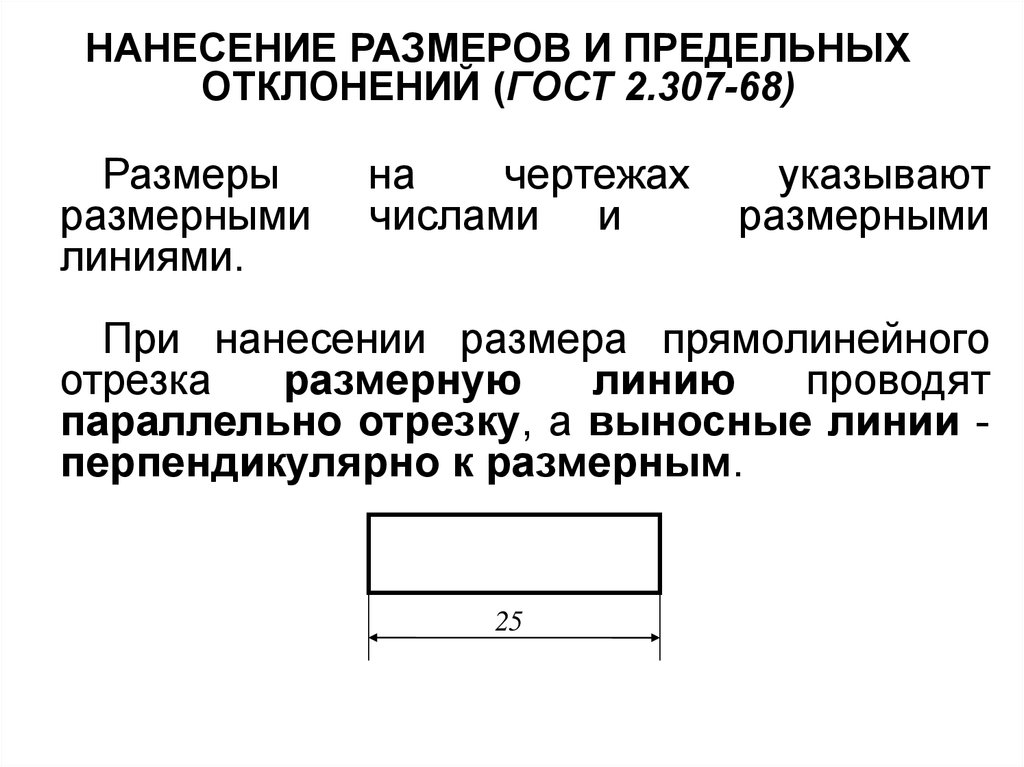 4.4 Пруток и виды бронзы Пруток: 4.4 Пруток и виды бронзы Пруток:Алюминиевая бронза Марки
Кремний-алюминий-бронза Марки
Никель Алюминий Бронза Марки
IS 3091:1999 Алюминиевая бронза — Химический состав
IS 3091:1999 Алюминиевая бронза – физические свойства
Алюминий Бронза ГОСТ БрАЗН10.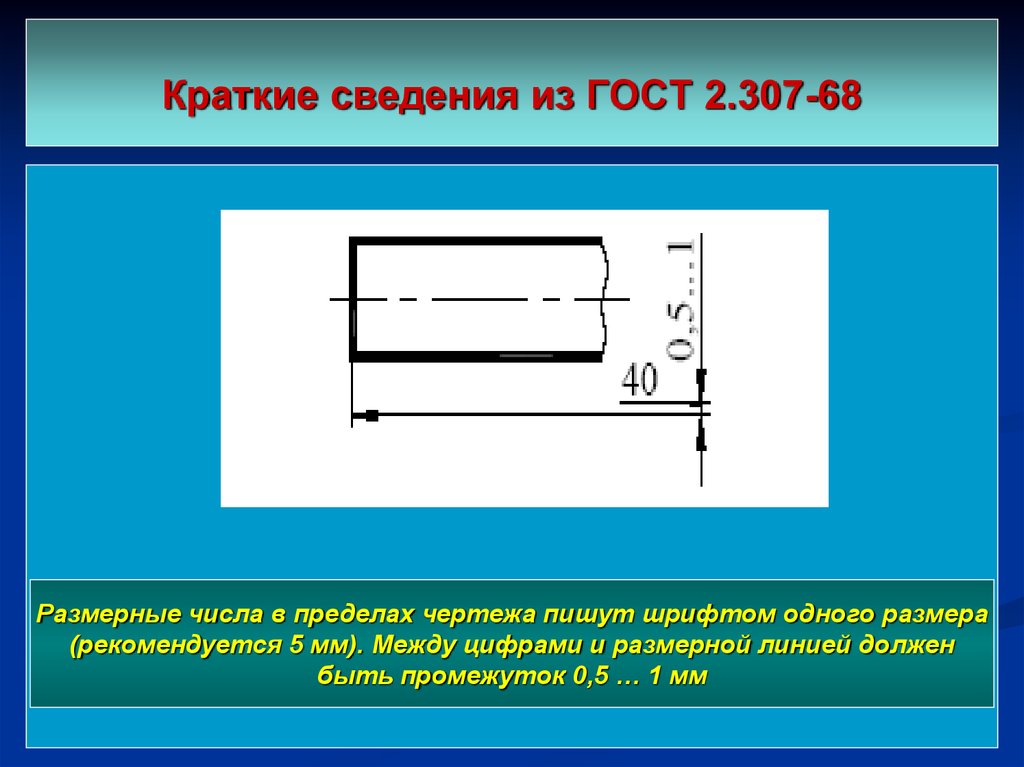 4.4 Пруток — Размеры и типы 4.4 Пруток — Размеры и типы
Об алюминиевой бронзе ГОСТ БрАЗН10. 4.4 Прутки — Dhanwant Metal Corporation 4.4 Прутки — Dhanwant Metal CorporationВ Индии Dhanwant Metal Corporation является ведущим производителем алюминиевой бронзы ГОСТ БрАЗН10.4.4 Прутки . Эти продукты прибывают во множество сортов, которые используются в различных отраслях промышленности. 9Алюминий 0005 Бронза ГОСТ БрАЗН10.4.4 Прутки применяют из-за их прочности и устойчивости к коррозии. Как одно из самых известных имен в этой отрасли, мы участвуем в предоставлении гарантированного качества диапазонов этих алюминиевых бронзовых слитков ГОСТ БрАЗН10.4.4 . Мы предлагаем большое количество Алюминиевых Бронзовых стержней ГОСТ БрАЗН10.4.4, которые используются в Промышленности по всему миру. Наш широкий ассортимент изделий из алюминиевой бронзы ГОСТ БрАЗН10.4.4 бывает различной длины и отделки. Применение и использование алюминиевой бронзы ГОСТ БрАЗН10.4.4 Прутки:
Алюминиевая бронза ГОСТ БрАЗН10.4.4 Поставщик стержней в Индии — Dhanwant Metal CorporationDhanwant Metal Corporation является одним из поставщиков алюминиевой бронзы ГОСТ БрАЗН10.4.4 Прутки в Индии. Ежемесячно мы стараемся поставлять Алюминиевую бронзу ГОСТ БрАЗН10.4.4 Прутки в индийский порт по два-три контейнера совершенно разным заказчикам. Мы являемся ведущим поставщиком алюминиевой бронзы ГОСТ БрАЗН10.4.4 и лидируем на рынке в течение последних нескольких десятилетий. Dhanwant Metal Corporation — 9 лет0003 Алюминиевая бронза ГОСТ БрАЗН10.4.4 Поставщик прутков в Мумбаи, Ченнаи, Бангалоре, Хайдарабаде, Калькутте, Сурате, Нью-Дели и более чем в 50 других городах.
Алюминиевая бронза ГОСТ БрАЗН10. 4.4 Слитки Экспортеры в Индии — Dhanwant Metal Corporation 4.4 Слитки Экспортеры в Индии — Dhanwant Metal CorporationDhanwant Metal Corporation экспортирует Алюминиевая бронза ГОСТ БрАЗН10.4.4 Слитки в Мексику, Объединенные Арабские Эмираты, Дубай, Саудовскую Аравию, Мексику, Катар, Соединенные Штаты Америки, Бахрейн, Кувейт, Китай, Сингапур и другие страны. Dhanwant Metal Corporation является известным экспортером алюминиевых бронзовых слитков ГОСТ БрАЗН10.4.4 в Индии. Наша штаб-квартира находится в Мумбаи, и мы поставляем прутки из алюминиевой бронзы ГОСТ БрАЗН10.4.4 во все крупные города Индии. Наши офисы продаж расположены по всей Индии.
ПрочееПрочееРазмер шрифта Фон и цвет шрифта Изображения Озвучивание текста Обычная версия сайта Прочее ТРУБЫ (ГОСТ 8734-75) 89,5 КБ ВЕС ТРУБЫ 181 КБ ДЕТАЛИ ИЗ ПРОФИЛИРОВАННОЙ ДРЕВЕСИНЫ(СТБ 1074-97) 954,1 КБ ШПИЛЬКИ (ГОСТ 9066-75) 2,3 МБ ГАЙКИ(ГОСТ 9064-75) 307 КВ РАВНОПОЛОЧНЫЙ ШАНСАЛЬНЫЙ (ГОСТ 8278-83) 1,8 МБ ВСТАВКИ ДЛЯ ИНСТРУМЕНТОВ 5,5 MB ГОСТ 26020-83 424,9 КБ ГОСТ 19962-74 250,7 КБ ГОСТ 19942-74 283,8 КБ ГОСТ 19939-74 294,5 КБ 907:15 ГОСТ 14140-811,7 МБ ГОСТ 13062-67 291,8 КБ ПОКОВКИ (ГОСТ 8479-70) 225,1 КБ ПРОВОЛОКА ПРУЖИННАЯ УГЛЕРОДНАЯ (ГОСТ 9389-75) 647,4 KB ТВЕРДЫЕ СПЕЧЕННЫЕ СПЛАВЫ(ГОСТ 9391-80) 1,9 МБ КОЛЬЦА (ГОСТ 9833-73) 1,4 МБ ТРУБКА(ГОСТ 9940-81) 459,1 КБ ТРУБЫ(ГОСТ 9941-81) 472,7 КБ КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ КОРОТКИЕ (ГОСТ 9953-82) 143,7 КБ СВАРКА(ГОСТ 11534-75) 397,8 КБ ТРУБЫ (ГОСТ 8239-89) 297,8 КБ ЛИНЕЙНЫЕ РАЗМЕРЫ(ГОСТ 8050-73) 1,3 МБ ПОКОВКИ(ГОСТ 7829-70) 1021,6 КБ БОЛТЫ(ГОСТ 7808-70) 401,7 КВ БОЛТЫ(ГОСТ 7805-70) 450,1 КВ БОЛТЫ(ГОСТ 7798-70) 445,7 КВ ШАЙБЫ(ГОСТ 6958-78) 282,3 КБ ШНУР РЕЗИНОВЫЙ КРУГЛЫЙ (ГОСТ 6467-79) 540,3 KB ШАЙБЫ(ГОСТ 6402-70) 395,5 КБ ГАЙКИ(ГОСТ 5915-70) 325,6 KB ЛЕНТА ХОЛОДНОКАТАНАЯ (ГОСТ 503-81) 684 КБ ШАЙБЫ (ГОСТ 4087-69) 207,9 КБ ОПОРЫ РЕГУЛИРУЕМЫЕ (ГОСТ 4084-68) 306,1 KB КОМПЛЕКТЫ (ГОСТ 3212-92) 582,6 КБ РУКОЯТКИ С ШАРОВОЙ ГОЛОВКОЙ (ГОСТ 3055-69) 54,9КБ ТКАНИ(ГОСТ 29298-2005) 543,4 КБ КОНУСНЫЕ ДАТЧИКИ (ГОСТ 2849-94) 430,7 КБ ДОПУСКИ КОНУСОВ ИНСТРУМЕНТА(ГОСТ 2848) 603,6 КБ ФОРМЫ ПЛАСТИКОВЫЕ (ГОСТ 27358-87) 643,3 КБ ИНСТРУМЕНТАЛЬНЫЕ ОПРАВКИ ДЛЯ ЗЕНКОВКИ (ГОСТ 26260-84) 67,8 KB КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ (ГОСТ 25557-82) 157 KB ПРОБКА СЕРДЕЧНИКА (ГОСТ 24536-80) 106,9 KB ВИЛКИ ШТЫРЬКОВЫЕ (ГОСТ 24527-80) 113,5 КБ ВХОДНОЙ КОНТРОЛЬ (ГОСТ 24297-87) 416,1 КБ ЛИСТ АЛЮМИНИЙ И АЛЮМИНИЕВЫХ СПЛАВОВ(ГОСТ 21631-76) 1 МБ ДАТЧИКИ КОНУСНЫЕ 7- 24(ГОСТ 20305-94) 360,8 КБ СТОПОР ДЛЯ ФОРМОВКИ (ГОСТ 19945-74) 110,1 КБ ШТИФТЫ РЕЗЬБОВЫЕ ТРАНСПОРТНЫЕ (ГОСТ 18816-80) 99,3 KB ПРУЖИНЫ СЖАТИЯ(ГОСТ 18793-80) 2,2 МБ ПРОБКИ ОГРАНИЧИТЕЛЬНЫЕ (ГОСТ 18789-80) 119,8 KB ТОЛКАТЕЛИ (ГОСТ 18780-80) 131 КБ ОПОРНЫЕ КОЛОННЫ ДЛЯ ФОРМ (ГОСТ 17390-72) 148,6 KB ВТУЛКИ НАПРАВЛЯЮЩИЕ СТУПЕНЧАТЫЕ ДЛЯ ФОРМ (ГОСТ 17389-72) 104,8 KB ВТУЛКИ НАПРАВЛЯЮЩИЕ УДЛИНЕННЫЕ ДЛЯ ФОРМ (ГОСТ 17388-72) 108,3 KB ВТУЛКИ НАПРАВЛЯЮЩИЕ ФОРМЫ (ГОСТ 17387-72) 130,7 KB ЛОПАТКА НАПРАВЛЯЮЩАЯ ФОРМЫ (ГОСТ 17386-72) 248,7 KB ДОХОД. | |||||
 /макс.
/макс.