ГОСТ 28033-89 / Auremo
ГОСТ Р 56512-2015 ГОСТ Р ИСО 11484-2014 ГОСТ Р 55042-2012 ГОСТ Р 54487-2011 ГОСТ 18576-96 ГОСТ 21120-75 ГОСТ 20426-82 ГОСТ 28033-89 ГОСТ 12119.2-98 ГОСТ 12119.0-98 ГОСТ 12119.1-98 ГОСТ 26126-84 ГОСТ 12119.4-98 ГОСТ Р 51713-2001 ГОСТ 24507-80 ГОСТ 20415-82 ГОСТ 12119.5-98 ГОСТ 12119.7-98 ГОСТ 12119.6-98 ГОСТ 27333-87 ГОСТ 22727-88 ГОСТ 12119.3-98 ГОСТ 12119.8-98 ГОСТ Р ИСО 24497-2-2009 ГОСТ 30415-96
- gost-28033-89.pdf (305.92 KiB)
ГОСТ 28033-89
ГОСТ 28033−89
Группа В39
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛЬ
Метод рентгенофлюоресцентного анализа
Steel. Method of X-ray-fluorescent analysis
ОКСТУ 0809
Срок действия с 01.01.1999
до 01.01.2000*
______________________________
* Ограничение срока действия снято
по протоколу N 7−95 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995 год).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
ИСПОЛНИТЕЛИ
В.И.Маторин, В. Т. Абабков, В. П. Замараев, В. Д. Хромов, Г. Е. Шаронов, Н. В. Армаганянц, Л. М. Федорова, Е. Е. Макарова, 3.И.Черкасова, В. И. Устинова, Л. Н. Плинер, Т.И.Игнатенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.02.89 N 268
3. Срок проверки — 1995 г. Периодичность проверки — 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который даны ссылки | Номер пункта |
| ГОСТ 8.315−78 | 2.1 |
| ГОСТ 2424–83 | 1.1 |
| ГОСТ 6456–82 | 1.1 |
| ГОСТ 7565–81 | 2.1 |
| ГОСТ 18300–87 | 1.1 |
| ГОСТ 21963–82 | 1.1 |
_______________
* На территории Российской Федерации действует ГОСТ 21963–2002, здесь и далее по тексту. — Примечание «КОДЕКС».
— Примечание «КОДЕКС».
Настоящий стандарт устанавливает рентгенофлюоресцентный метод определения элементов в стали, приведенных в табл.1.
Таблица 1
| Определяемый элемент | Массовая доля, % | |
| Сера | От 0,002 до 0,20 | |
| Фосфор | » 0,002 «0,20 | |
| Кремний | » 0,05 «5,0 | |
| Марганец | » 0,05 «20,0 | |
| Хром | » 0,05 «35,0 | |
| Никель | » 0,05 «45,0 | |
| Кобальт | » 0,05 «20,0 | |
| Медь | » 0,01 «5,0 | |
| Молибден | » 0,05 «10,0 | |
| Вольфрам | » 0,05 «20,0 | |
| Ванадий | » 0,01 «5,0 | |
| Титан | » 0,01 «5,0 | |
| Ниобий | » 0,01 «2,0 | |
Метод основан на зависимости интенсивности характеристических линий флюоресценции элемента от его массовой доли в пробе. Возбуждаемое первичным рентгеновским излучением характеристическое излучение элементов в пробе разлагается в спектр с последующим измерением аналитических сигналов и определением массовой доли элементов с помощью градуировочных характеристик.
Возбуждаемое первичным рентгеновским излучением характеристическое излучение элементов в пробе разлагается в спектр с последующим измерением аналитических сигналов и определением массовой доли элементов с помощью градуировочных характеристик.
1. АППАРАТУРА И МАТЕРИАЛЫ
Сканирующие и многоканальные спектрометры.
Абразивно-отрезной станок типа 8В240.
Точильно-шлифовальный станок (обдирочно-наждачный) типа 3Б634.
Плоскошлифовальный станок модели 3Е711В.
Токарно-винторезный станок модели 16П16.
Отрезные диски по ГОСТ 21963.
Электрокорундовые абразивные круги с керамической связкой зернистостью 50, твердостью Ст2 по ГОСТ 2424.
Шкурка шлифовальная на бумажной основе, тип 2, марок БШ-140 (П6), БШ200 (П7), БШ-240 (П8) из нормального электрокорунда зернистостью от 50 до 12 по ГОСТ 6456.
Спирт этиловый ректификованный технический по ГОСТ 18300.
Аргон-метановая смесь для спектрометров, использующих проточно-пропорциональные счетчики.
Допускается применение других типов аппаратуры и материалов, обеспечивающих точность анализа, предусмотренную настоящим стандартом.
2. ПОДГОТОВКА К АНАЛИЗУ
2.1. Отбор и подготовка проб — по ГОСТ 7565.
2.2. Поверхность пробы, предназначенную для облучения, затачивают на плоскость и, при необходимости, протирают спиртом.
2.3. Проба должна полностью перекрывать отверстие приемника пробы (кассеты, камеры). Если анализируемая проба не перекрывает отверстие, применяют приспособления в виде металлических диафрагм, ограничивающих поверхность облучения.
2.4. Подготовку спектрометра к выполнению измерений проводят согласно описанию по обслуживанию и эксплуатации. Условия анализа и спектральные линии приведены в приложении.
2.5. Градуировку рентгеновского спектрометра осуществляют с помощью стандартных образцов (СО), аттестованных в соответствии с ГОСТ 8.315, или однородных проб, проанализированных стандартизованными или аттестованными методиками анализа.
2.6. При первичной градуировке выполняют не менее пяти серий измерений в разные дни работы рентгеновского спектрометра. В серии для каждого СО проводят по две пары параллельных (выполняемых одно за другим на одной поверхности без выведения образца из-под облучения) измерений. Порядок пар параллельных измерений для всех СО в серии рандомизируют.
Вычисляют среднее арифметическое значение аналитических сигналов для пяти серий измерений для каждого СО.
Градуировочные характеристики выражают в виде уравнений связи, графика или таблицы.
Градуировочные характеристики устанавливают с учетом влияния химического состава и физико-химических свойств СО и анализируемых проб.
Для установок, сопряженных с ЭВМ, процедура градуировки определяется программным обеспечением спектрометра. При этом точность результатов анализа должна удовлетворять требованиям настоящего стандарта.
2.7. При повторной градуировке допускается сокращение числа серий до двух.
2.8. В случае оперативной градуировки (получение градуировочных характеристик с каждой партией анализируемых проб) проводят не менее двух параллельных измерений для каждого СО.
3. ПРОВЕДЕНИЕ АНАЛИЗА И ОБРАБОТКА РЕЗУЛЬТАТОВ
3.1. Выполняют два параллельных измерения значений аналитического сигнала для каждого контролируемого элемента анализируемой пробы в условиях, принятых при градуировке.
3.2. Если расхождения значений аналитического сигнала, выраженные в единицах массовой доли, не более (табл.2), вычисляют среднее арифметическое.
Таблица 2
| Определяемый элемент | Массовая доля, % | Предел возможных значений погрешности результата анализа , % | Допускаемое расхождение двух параллельных измерений , % | Допускаемое расхождение результатов первичного | Допускаемое расхождение результатов спектрального |
| Сера | От 0,002 до 0,005 | 0,002 | 0,002 | 0,003 | 0,003 |
| Св. 0,005 «0,01 | 0,003 | 0,003 | 0,004 | 0,004 | |
| » 0,01 «0,02 | 0,004 | 0,004 | 0,005 | 0,005 | |
| » 0,02 «0,05 | 0,006 | 0,005 | 0,008 | 0,007 | |
| » 0,05 «0,10 | 0,010 | 0,008 | 0,013 | 0,010 | |
| » 0,10 «0,20 | 0,016 | 0,013 | 0,020 | 0,016 | |
| Фосфор | От 0,002 до 0,005 | 0,002 | 0,002 | 0,003 | 0,003 |
Св. 0,005 «0,01 0,005 «0,01 | 0,003 | 0,003 | 0,004 | 0,004 | |
| » 0,01 «0,02 | 0,004 | 0,004 | 0,005 | 0,005 | |
| » 0,02 «0,05 | 0,006 | 0,005 | 0,008 | 0,007 | |
| » 0,05 «0,10 | 0,008 | 0,007 | 0,010 | 0,009 | |
| » 0,10 «0,20 | 0,013 | 0,011 | 0,016 | 0,013 | |
| Кремний | От 0,05 до 0,10 | 0,016 | 0,013 | 0,020 | 0,016 |
| Св. 0,10 «0,20 | 0,020 | 0,017 | 0,025 | 0,022 | |
| » 0,20 «0,5 | 0,03 | 0,03 | 0,04 | 0,03 | |
| » 0,5 «1,0 | 0,04 | 0,06 | 0,05 | ||
| » 1,0 «2,0 | 0,08 | 0,07 | 0,10 | 0,08 | |
| » 2,0 «5,0 | 0,13 | 0,10 | 0,16 | 0,13 | |
| Марганец | От 0,05 до 0,10 | 0,008 | 0,007 | 0,010 | 0,010 |
Св. 0,10 «0,20 0,10 «0,20 | 0,013 | 0,011 | 0,016 | 0,016 | |
| » 0,20 «0,5 | 0,020 | 0,017 | 0,025 | ||
| » 0,5 «1,0 | 0,04 | 0,03 | 0,05 | 0,04 | |
| » 1,0 «2,0 | 0,06 | 0,05 | 0,07 | 0,06 | |
| » 2,0 «5,0 | 0,08 | 0,07 | 0,10 | 0,09 | |
| » 5,0 «10,0 | 0,16 | 0,10 | 0,20 | 0,16 | |
| » 10,0 «20,0 | 0,24 | 0,17 | 0,30 | 0,25 | |
| Хром | От 0,05 до 0,10 | 0,010 | 0,008 | 0,013 | 0,011 |
| Св. 0,10 «0,20 | 0,017 | 0,025 | 0,020 | ||
| » 0,20 «0,5 | 0,03 | 0,025 | 0,04 | 0,03 | |
| » 0,5 «1,0 | 0,04 | 0,03 | 0,05 | 0,04 | |
| » 1,0 «2,0 | 0,05 | 0,04 | 0,06 | 0,05 | |
| » 2,0 «5,0 | 0,08 | 0,07 | 0,10 | 0,09 | |
| » 5,0 «10,0 | 0,20 | 0,11 | 0,25 | 0,19 | |
| » 10,0 «20,0 | 0,35 | 0,17 | 0,45 | 0,34 | |
| » 20,0 «35,0 | 0,45 | 0,25 | 0,55 | 0,45 | |
| Никель | От 0,05 до 0,10 | 0,016 | 0,013 | 0,020 | 0,016 |
Св. 0,10 «0,20 0,10 «0,20 | 0,024 | 0,017 | 0,03 | 0,024 | |
| » 0,20 «0,5 | 0,04 | 0,03 | 0,05 | 0,04 | |
| » 0,5 «1,0 | 0,06 | 0,04 | 0,08 | 0,06 | |
| » 1,0 «2,0 | 0,08 | 0,05 | 0,10 | 0,08 | |
| » 2,0 «5,0 | 0,10 | 0,07 | 0,13 | 0,11 | |
| » 5,0 «10,0 | 0,20 | 0,11 | 0,25 | 0,20 | |
| » 10,0 «20,0 | 0,35 | 0,17 | 0,45 | 0,33 | |
| » 20,0 «45,0 | 0,45 | 0,25 | 0,55 | 0,43 | |
| Кобальт | От 0,05 до 0,10 | 0,013 | 0,11 | 0,016 | 0,014 |
Св. 0,10 «0,20 0,10 «0,20 | 0,020 | 0,017 | 0,025 | 0,023 | |
| » 0,20 «0,5 | 0,03 | 0,025 | 0,014 | 0,04 | |
| » 0,5 «1,0 | 0,04 | 0,03 | 0,05 | 0,05 | |
| » 1,0 «2,0 | 0,06 | 0,05 | 0,08 | 0,07 | |
| » 2,0 «5,0 | 0,10 | 0,08 | 0,13 | 0,12 | |
| » 5,0 «10,0 | 0,16 | 0,13 | 0,20 | 0,18 | |
| » 10,0 «20,0 | 0,24 | 0,17 | 0,30 | 0,3 | |
| Медь | От 0,01 до 0,02 | 0,007 | 0,006 | 0,009 | 0,007 |
| Св. 0,02 «0,05 | 0,010 | 0,008 | 0,013 | 0,010 | |
| » 0,05 «0,10 | 0,016 | 0,013 | 0,020 | 0,016 | |
| » 0,10 «0,20 | 0,024 | 0,017 | 0,03 | 0,03 | |
| » 0,20 «0,5 | 0,04 | 0,03 | 0,05 | 0,04 | |
| » 0,5 «1,0 | 0,06 | 0,04 | 0,08 | 0,07 | |
| » 1,0 «2,0 | 0,08 | 0,07 | 0,10 | 0,09 | |
| » 2,0 «5,0 | 0,10 | 0,08 | 0,13 | 0,12 | |
| Молибден | От 0,05 до 0,10 | 0,020 | 0,017 | 0,025 | 0,019 |
Св. 0,10 «0,20 0,10 «0,20 | 0,03 | 0,025 | 0,04 | 0,03 | |
| » 0,20 «0,5 | 0,04 | 0,03 | 0,05 | 0,04 | |
| » 0,5 «1,0 | 0,06 | 0,04 | 0,08 | 0,06 | |
| » 1,0 «2,0 | 0,08 | 0,06 | 0,10 | 0,08 | |
| » 2,0 «5,0 | 0,10 | 0,08 | 0,13 | 0,11 | |
| » 5,0 «10,0 | 0,16 | 0,16 | 0,20 | 0,17 | |
| Вольфрам | От 0,05 до 0,10 | 0,013 | 0,011 | 0,016 | 0,017 |
| Св. 0,10 «0,20 | 0,020 | 0,017 | 0,025 | 0,025 | |
| » 0,20 «0,5 | 0,04 | 0,03 | 0,05 | 0,05 | |
| » 0,5 «1,0 | 0,06 | 0,05 | 0,08 | 0,07 | |
| » 1,0 «2,0 | 0,10 | 0,08 | 0,13 | 0,11 | |
| » 2,0 «5,0 | 0,16 | 0,13 | 0,20 | 0,17 | |
| » 5,0 «10,0 | 0,28 | 0,17 | 0,35 | 0,28 | |
| » 10,0 «20,0 | 0,35 | 0,25 | 0,45 | 0,36 | |
| Ванадий | От 0,01 до 0,02 | 0,008 | 0,007 | 0,010 | 0,008 |
Св. 0,02 «0,05 0,02 «0,05 | 0,010 | 0,008 | 0,013 | 0,010 | |
| » 0,05 «0,10 | 0,020 | 0,017 | 0,025 | 0,020 | |
| » 0,10 «0,20 | 0,03 | 0,025 | 0,04 | 0,03 | |
| » 0,20 «0,5 | 0,04 | 0,03 | 0,05 | 0,04 | |
| » 0,5 «1,0 | 0,06 | 0,05 | 0,08 | 0,07 | |
| » 1,0 «2,0 | 0,10 | 0,08 | 0,13 | 0,10 | |
| » 2,0 «5,0 | 0,16 | 0,13 | 0,20 | 0,16 | |
| Титан | От 0,01 до 0,02 | 0,008 | 0,007 | 0,010 | 0,008 |
| Св. 0,02 «0,05 | 0,010 | 0,008 | 0,013 | 0,010 | |
| » 0,05 «0,10 | 0,020 | 0,017 | 0,025 | 0,020 | |
| » 0,10 «0,20 | 0,03 | 0,025 | 0,04 | 0,03 | |
| » 0,20 «0,5 | 0,04 | 0,03 | 0,05 | 0,04 | |
| » 0,5 «1,0 | 0,06 | 0,04 | 0,08 | 0,07 | |
| » 1,0 «2,0 | 0,08 | 0,06 | 0,10 | 0,09 | |
| » 2,0 «5,0 | 0,13 | 0,08 | 0,16 | 0,13 | |
| Ниобий | От 0,01 до 0,02 | 0,007 | 0,006 | 0,009 | 0,007 |
Св. 0,02 «0,05 0,02 «0,05 | 0,012 | 0,010 | 0,015 | 0,012 | |
| » 0,05 «0,10 | 0,020 | 0,017 | 0,025 | 0,020 | |
| » 0,10 «0,20 | 0,03 | 0,025 | 0,04 | 0,03 | |
| » 0,20 «0,5 | 0,05 | 0,04 | 0,06 | 0,05 | |
| » 0,5 «1,0 | 0,08 | 0,06 | 0,10 | 0,08 | |
| » 1,0 «2,0 | 0,12 | 0,08 | 0,15 | 0,12 |
Допускается выражать значение аналитического сигнала и расхождений параллельных измерений в единицах шкалы отсчетно-регистрирующего прибора рентгеновского спектрометра. При этом выражают в единицах шкалы отсчетно-регистрирующего прибора с помощью градуировочных характеристик.
В случае превышения допускаемых расхождений параллельных измерений анализ повторяют.
3.3. Допускается выполнять одно измерение. В этом случае для контроля сходимости проводят два параллельных измерения для одной из проб анализируемой партии. Расхождения параллельных измерений не должны превышать . Допускается проводить контроль сходимости с помощью СО.
3.4. За окончательный результат анализа принимают среднее арифметическое двух параллельных измерений или результат одного измерения, удовлетворяющих требованиям пп.3.2, 3.3.
4. КОНТРОЛЬ ТОЧНОСТИ РЕЗУЛЬТАТОВ АНАЛИЗА
4.1. Контроль стабильности градуировочной характеристики
4.1.1. Контроль стабильности градуировочных характеристик для верхнего и нижнего пределов диапазона измерений осуществляют не реже одного раза в смену с помощью СО или однородных проб.
Допускается выполнять контроль только для верхней границы или середины диапазона измерений.
Для С. О. (пробы) выполняют два параллельных измерения аналитического сигнала. Значения аналитического сигнала выражают в единицах массовой доли или шкалы отсчетно-регистрирующего прибора рентгеновского спектрометра.
4.1.2. Если расхождение значений аналитического сигнала для параллельных измерений не превышает , вычисляют среднее арифметическое значение и разность , где — значение аналитического сигнала для СО (пробы), полученное способом, указанным в п. 2.6, с использованием установленных градуировочных характеристик.
Если расхождение параллельных измерений превышает , измерения повторяют.
Если при повторном измерении расхождение превышает допускаемое, измерения прекращают до выявления и устранения причин, вызвавших превышение .
Если превышает допускаемое значение 0,5 (табл.2), повторно проводят измерения в соответствии с п. 4.1.1.
Значения и выражают в единицах массовой доли или шкалы отсчетно-регистрирующего прибора рентгеновского спектроме
тра.
4.1.3. Если при повторных измерениях превышает допускаемое значение, осуществляют восстановление градуировочной характеристики. Порядок восстановления градуировочной характеристики определяется для каждого вида средств измерений с учетом его аналитических и конструктивных возможностей.
4.1.4. Внеочередной контроль стабильности осуществляют после ремонта, профилактики рентгеновской аппаратуры или изменения условий анализа.
4.1.5. При оперативной градуировке контроль стабильности не проводят.
4.2. Контроль воспроизводимости результатов анализа
4.2.1. Контроль воспроизводимости результатов рентгенофлюоресцентного анализа выполняют определением массовой доли элементов в проанализированных ранее пробах.
4.2.2. Число повторных определений должно быть не менее 0,3% общего числа определений за контролируемый период.
4.2.3. Воспроизводимость измерений считают удовлетворительной, если число расхождений результатов первичного и повторного анализа, превышающих допускаемое значение (табл.2), составляет не более 5% от числа повторных определений.
4.3. Контроль правильности результатов анализа
4.3.1. Контроль правильности проводят выборочным сравнением результатов рентгенофлюоресцентного анализа проб с результатами химического или физико-химического анализа, выполняемого стандартизованными или аттестованными методиками.
4.3.2. Число результатов при контроле правильности должно быть не менее 0,3% от общего числа определений за контролируемый период.
4.3.3. Правильность измерений считают удовлетворительной, если число расхождений результатов рентгенофлюоресцентного и химического (или физико-химического) анализов, превышающих допускаемое значение (табл.2) не более чем на 5%.*
________________
* Текст соответствует оригиналу. — Примечание «КОДЕКС».
4.3.4. Допускается выполнять контроль правильности методом рентгенофлюоресцентного анализа на основе воспроизведения значений массовой доли элемента в СО предприятия.
4.4. При выполнении условий разд.3 и 4 погрешность результата анализа (при доверительной вероятности 0,95) не должна превышать предела , приведенного в табл.2.
ПРИЛОЖЕНИЕ (рекомендуемое).
ПРИЛОЖЕНИЕ
Рекомендуемое
Таблица 3
УСЛОВИЯ АНАЛИЗА ДЛЯ РАЗЛИЧНЫХ ТИПОВ РЕНТГЕНОВСКИХ СПЕКТРОМЕТРОВ
| Тип рентге- новского спект- рометра | Тип трубки, материал анода | Параметры работы рентге- новской трубки | Контролируемый элемент | Экспо- зиция, с | |||||||||||||
| S | Р | Si | Mn | Cr | Ni | W | Mo | Ti | V | Cu | Co | Nb | |||||
| напря- жение, кВ | сила тока, мА | Кристалл-анализатор | |||||||||||||||
| ARL-72000 | OEG-75; Rh | 50 | 40 | EDDT | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | 30 | |
| СРМ-18 | БХВ-9; 12; 13; Pd | 20−50 | 30−70 | EDDT | SiO | SiO | SiO | SiO | SiO | SiO | SiO | SiO | SiO | SiO | SiO | 20−40 | |
| VPA 2; 20 | FS 60/50 OCZW | 20−50 | 20−50 | EDDT | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | LiF | 10−80 | |
Таблица 4
СПЕКТРАЛЬНЫЕ ЛИНИИ
| Элемент | Длина волны, нм | Линия |
| Сера | 0,536 | |
| Фосфор | 0,614 | |
| Кремний | 0,713 | |
| Марганец | 0,210 | |
| Хром | 0,229 | |
| Никель | 0,166 | |
| Вольфрам | 0,147 | |
| Молибден | 0,071 | |
| Титан | 0,275 | |
| Ванадий | 0,250 | |
| Медь | 0,154 | |
| Кобальт | 0,179 | |
| Ниобий | 0,075 |
Текст документа сверен по:
официальное издание
М. : Издательство стандартов, 1989
: Издательство стандартов, 1989
ГОСТ 28033-89. Сталь. Метод рентгенофлюоресцентного анализа
| Вид документа | ГОСТ |
| Статус | Действует |
| Документ принят организацией | |
| Документ внесен организацией | |
| Разработчик документа | |
| Дата принятия в МГС | |
| Дата начала действия | 1990-01-01 |
| Дата последней редакции | 1989-04-11 |
| Страны действия | |
| Где применяется | Настоящий стандарт устанавливает рентгенофлюоресцентный метод определения элементов в стали |
| Код ОСК | 77. 040.20;77.080.20 040.20;77.080.20 |
ГОСТы которые могут вас заинтересовать
Список ГОСТов
ГОСТ 12119.0-98. Сталь электротехническая. Методы …
2028.00р.
ГОСТ 12119.
 1-98. Сталь электротехническая. Методы …
1-98. Сталь электротехническая. Методы …2028.00р.
ГОСТ 12119.2-98. Сталь электротехническая. Методы …
1458.00р.
ГОСТ 12119.3-98. Сталь электротехническая. Методы …
1458.00р.
ГОСТ 12119.
 4-98. Сталь электротехническая. Методы …
4-98. Сталь электротехническая. Методы …2028.00р.
ГОСТ 12119.5-98. Сталь электротехническая. Методы …
2028.00р.
ГОСТ 12119.6-98. Сталь электротехническая. Методы …
1458.00р.
 Метод измерения удельного электрического сопротивления мостом постоянного тока»>ГОСТ 12119.7-98. Сталь электротехническая. Методы …
Метод измерения удельного электрического сопротивления мостом постоянного тока»>ГОСТ 12119.7-98. Сталь электротехническая. Методы …1458.00р.
Расследование причин аварийного останова газотурбинной установки
Перейти к основному содержанию
Расследование причин аварийного останова газотурбинной установки
Скачать PDF
Скачать PDF
- ТЕПЛОВЫЕ ЭЛЕКТРОСТАНЦИИ
- Опубликовано:
- Теплов Б.
 Ф. 1 ,
Ф. 1 , - Тарадай Д.В. 1 и
- Тимин А.В. 1
 Ф. 1 ,
Ф. 1 ,Энергетические технологии и машиностроение том 53 , страницы 709–712 (2020)Процитировать эту статью
29 доступов
1 Цитаты
Сведения о показателях
Проанализированы развитие и причины аварийного останова газотурбинной установки в составе ПГУ. На основании визуального и бароскопического осмотра ГТУ, химического анализа металла деталей компрессора и турбины, анализа архивных данных ГТУ и термодеформационного моделирования выявлены причины останова ГТУ и приняты меры по их устранению. была разработана надежность газовой турбины.
На основании визуального и бароскопического осмотра ГТУ, химического анализа металла деталей компрессора и турбины, анализа архивных данных ГТУ и термодеформационного моделирования выявлены причины останова ГТУ и приняты меры по их устранению. была разработана надежность газовой турбины.
Скачайте, чтобы прочитать полный текст статьи
История изменений
09 апреля 2021 г.
Правила в этой статье была опубликована. ГОСТ 28033–89. Стали. Метод рентгенофлуоресцентного анализа . Изд. Стандартов, Москва (1989).
Всеуправляя теплоинтехьюсов, Москва, Россия
B. F. Teplov, D. V. Taradai & A. V. Timin
- B.5.9003.
- B.3. 9003 9003. 9003. 9003. 9003. 9003.
- Д. В. Тарадай
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- Тимин А.В.
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
Скачать ссылки
Информация о авторе
Авторы и принадлежности
Authors
9008Authors
9003 9003. 9003. 9003.
9003. 9003. 9003.. также можете искать этого автора в PubMed Google Scholar
Автор, ответственный за корреспонденцию
Б. Ф. Теплов.
Дополнительная информация
Перевод с Электрические Станции , № 7, июль 2019 г., стр. 14 – 18.0057
Сталь марки ГОСТ 380-2005 — PDFCOFFEE.COM
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МСС) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ УГЛЕРОД ОБЫЧНОГО КАЧЕСТВА STE
просмотров 155 Загрузки 45 Размер файла 173 КБ
Отчет DMCA / Copyright
СКАЧАТЬ ФАЙЛ
Рекомендовать историиПредварительный просмотр
Межгосударственный совет по стандартизации, метрологии и сертификации (ISC)
Межгосударственный стандарт
Оценки углеродной стали. -2005 Предисловие Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Межгосударственные стандарты. Правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отзыва» Сведения о настоящем стандарте 1 РАЗРАБОТАН НИИ «УкрНИИмет» Украинского государственного научно-технического центра «Энергосталь». «; Межгосударственный технический комитет по стандартизации МТК 327 «Прокат. Сортовой прокат, фасонный прокат и специальные профили» 2 ВНЕСЕН Государственным комитетом Украины по техническому регулированию и потребительской политике 3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 28 от 09.12.2005) Голосовали «за»: Краткое название страны по МК (ИСО 3166) 004—97 Азербайджан Армения Беларусь Казахстан Кыргызстан Молдова Российская Федерация Таджикистан Узбекистан Украина
-2005 Предисловие Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Межгосударственные стандарты. Правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отзыва» Сведения о настоящем стандарте 1 РАЗРАБОТАН НИИ «УкрНИИмет» Украинского государственного научно-технического центра «Энергосталь». «; Межгосударственный технический комитет по стандартизации МТК 327 «Прокат. Сортовой прокат, фасонный прокат и специальные профили» 2 ВНЕСЕН Государственным комитетом Украины по техническому регулированию и потребительской политике 3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 28 от 09.12.2005) Голосовали «за»: Краткое название страны по МК (ИСО 3166) 004—97 Азербайджан Армения Беларусь Казахстан Кыргызстан Молдова Российская Федерация Таджикистан Узбекистан Украина
Код страны по МК (ИСО 3166) 004—97 AZ AM BY KZ KG MD RU TJ UZ UA
Сокращенное наименование национального органа по стандартизации Азстандарт Минторгэкономразвития Госстандарт Республики Беларусь Госстандарт Республики Казахстан Киргизстандарт Молдова-Стандарт Федеральное агентство по техническому регулированию и метрологии Таджикстандарт Узстандарт Госпотребстандарт Украины
4 Приложение B к настоящему стандарту соответствует следующим международным стандартам: — ISO 630:1995 «Конструкционные стали — пластины, широкие полосы, стержни, профили и профили», NEQ; — ISO 1052:1982 «Стали общемашиностроительного назначения», НЭК, в части требований к химическому составу стали 5* Межгосударственный стандарт ГОСТ 380-2005 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 2008 г. Постановлением № 185 от 20.07.07 Государственного комитета по стандартизации и метрологии Российской Федерации. 6 ВМЕСТО ГОСТ 380-94 7 ПЕРЕСМОТРЕННОЕ ИЗДАНИЕ. Апрель 2008 г. Информация о введении (отмене) настоящего стандарта опубликована в справочнике «Национальные стандарты». Информация об изменениях в настоящий Стандарт публикуется в справочнике «Национальные стандарты», а тексты изменений — в информационных справочниках «Национальные стандарты». В случае пересмотра или отмены настоящего Стандарта соответствующая информация будет опубликована в информационном справочнике «Национальные стандарты» © Стандартинформ, 2007 © Стандартинформ, 2008 Настоящий Стандарт не может воспроизводиться полностью или частично, перепечатываться или распространяться на территории Российской Федерации в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии ___________ * Срок введения в действие МСТ ГОСТ 380-2005 перенесен на 1 июля 2008 г. Приказом № 33 от 07.
Постановлением № 185 от 20.07.07 Государственного комитета по стандартизации и метрологии Российской Федерации. 6 ВМЕСТО ГОСТ 380-94 7 ПЕРЕСМОТРЕННОЕ ИЗДАНИЕ. Апрель 2008 г. Информация о введении (отмене) настоящего стандарта опубликована в справочнике «Национальные стандарты». Информация об изменениях в настоящий Стандарт публикуется в справочнике «Национальные стандарты», а тексты изменений — в информационных справочниках «Национальные стандарты». В случае пересмотра или отмены настоящего Стандарта соответствующая информация будет опубликована в информационном справочнике «Национальные стандарты» © Стандартинформ, 2007 © Стандартинформ, 2008 Настоящий Стандарт не может воспроизводиться полностью или частично, перепечатываться или распространяться на территории Российской Федерации в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии ___________ * Срок введения в действие МСТ ГОСТ 380-2005 перенесен на 1 июля 2008 г. Приказом № 33 от 07. 03.08 г. Федеральное агентство по техническому регулированию и метрологии
03.08 г. Федеральное агентство по техническому регулированию и метрологии
II
ГОСТ 380-2005 Содержание 1 Область применения ……………………………….. …………………………………………. …………………………………………. ……………….. 2 Нормативные ссылки ………………….. …………………………………………. …………………………………………. ….. 3 марки стали ………………………………………… …………………………………………. …………………………………………. …… 4 Требования к химическому составу стали ……………………………….. …………………………………………. ….. 5 Методы испытаний ………………………………… …………………………………………. …………………………………………. … 6 Маркировка…………………………………………… ……………. …………………………… …………………………………………. ……. … Приложение А (Справочное) Обозначение марок стали в соответствии с настоящим стандартом и международными стандартами ISO 630:1995 и ИСО 1052:1982 ……………………………………………… …………………………… Приложение B (Рекомендуемое) Требования к стали в соответствии с международными стандартами ISO 630:1995 и ИСО 1052:1982 ……………………………………………… …………………………………………. ………………… Библиография ………………………. …………………………………………. …………………………………………. ………………….
…………………………… …………………………………………. ……. … Приложение А (Справочное) Обозначение марок стали в соответствии с настоящим стандартом и международными стандартами ISO 630:1995 и ИСО 1052:1982 ……………………………………………… …………………………… Приложение B (Рекомендуемое) Требования к стали в соответствии с международными стандартами ISO 630:1995 и ИСО 1052:1982 ……………………………………………… …………………………………………. ………………… Библиография ………………………. …………………………………………. …………………………………………. ………………….
1 1 2 2 3 4 5 6 7
III
ГОПА 380-2005 I
N
T
E
R
S
T
A
T
E
A
T
A
T
A
T
A
T
T
A
N
D
A
R
D
Оценки углеродной стали. сталь, предназначенная для изготовления горячекатаного проката: сортового, фасонного, толстолистового, листового, широкого и холоднокатаного листа, а также слитков, блюмов, слябов, заготовок, проката и непрерывнолитого литья, труб, поковок и штамповок, лент , провода, оборудование и так далее.
сталь, предназначенная для изготовления горячекатаного проката: сортового, фасонного, толстолистового, листового, широкого и холоднокатаного листа, а также слитков, блюмов, слябов, заготовок, проката и непрерывнолитого литья, труб, поковок и штамповок, лент , провода, оборудование и так далее.
2 Нормативные ссылки В настоящем стандарте упоминаются следующие межгосударственные стандарты: ГОСТ 7565-81 (ИСО 377-2:1989) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение ГОСТ 12359-99 (ИСО 4945:1977) Стали углеродистые, легированные и высоколегированные. Методы определения азота ГОСТ 17745-90 Стали и сплавы. Методы определения газов ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы общего определения углерода и графита ГОСТ 22536. 2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5-87 (ИСО 629:1982) Углеродистая сталь и нелегированный чугун. Методы определения марганца ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана ГОСТ 27809.-95 Чугун и Сталь. Методы спектрографического анализа ГОСТ 28033-89 Сталь. Метод рентгенофлуоресцентного анализа
2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5-87 (ИСО 629:1982) Углеродистая сталь и нелегированный чугун. Методы определения марганца ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана ГОСТ 27809.-95 Чугун и Сталь. Методы спектрографического анализа ГОСТ 28033-89 Сталь. Метод рентгенофлуоресцентного анализа
Официальная редакция
1
ГОСТ 380-2005 П р и м е ч а н и е — При применении настоящего стандарта целесообразно проверять достоверность эталонных эталонов по руководству «Национальные стандарты», составленному 1 января текущего года, а также согласно соответствующим информационным справочникам, изданным в текущем году. Если какой-либо ссылочный стандарт был заменен (изменен), необходимо руководствоваться заменяющим (изменяемым) стандартом. Если какой-либо ссылочный стандарт отозван без замены, положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если какой-либо ссылочный стандарт был заменен (изменен), необходимо руководствоваться заменяющим (изменяемым) стандартом. Если какой-либо ссылочный стандарт отозван без замены, положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Марки стали 3.1 Углеродистая сталь обыкновенного качества изготавливается следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп , Ст5Гпс, Ст6пс, Ст6сп. Буквы «Ст» обозначают «Сталь», цифры — условный номер марки в зависимости от химического состава, буква «Г» — марганец при его массовой доле в стали 0,80 % и более, буквы «кп», «пс». «, «сп» — степени раскисления стали: «кп» — кипящая сталь, «пс» — полуспокойная сталь, «сп» — спокойная сталь. 3.2 Сравнение марок стали по настоящему стандарту с марками стали по международным стандартам ISO 630 и ISO 1052 приведено в приложении А. 3.3 Требования к химическому составу стали марок Е 185 (Fe 310), Е 235 (Fe 360), Е 275 (Fe 430), Е 355 (Fe 510), Fe 490, Fe 590, Fe 690 по международным стандартам ISO 630 [1] и ISO1052 [2] приведены в приложении Б. 3.4 Степень раскисления стали указывается изготовителем, если она не указана в заказе.
3.4 Степень раскисления стали указывается изготовителем, если она не указана в заказе.
4 Требования к химическому составу стали 4.1 Химический состав стали (основные элементы) при анализе ковшовых проб должен соответствовать нормам, приведенным в таблице 1. Таблица 1 В процентах Ст4пс Ст4сп Ст5пс Ст5сп Ст5Гпс Ст6пс Ст6сп
Mass Fraction of Chemical Elements Carbon
Manganese
Silicon
No more than 0.23 0.06 to 0.12 0.06 to 0.12 0.06 to 0.12 0.09 to 0.15 0.09 to 0.15 0.09 to 0.15 0.14 to 0.22 0.14 to 0.22 0.14 to 0.22 0.14 to 0.22 От 0,14 до 0,20 0,18 до 0,27 0,18 до 0,27 0,18 до 0,27 0,28 до 0,37 0,28 до 0,37 0,22 до 0,30 0,38 до 0,49 0,38 до 0,49
до 0,25 до 0,50 до 0,50 0,25 до 0,50 до 0,50 0,25 до 0,50 до 0,50 до 0,50 до 0,50 до 0,50 0,20 до 0,50 до 0,50 до 0,50 до 0,50 до 0,50, 0,60 0,40 до 0,65 0,40 до 0,65 0,80 до 1,10 0,80 до 1,10 0,40 до 0,70 0,40 до 0,70 0,40 до 0,70 0,50 до 0,80 0,50 до 0,80 0,80 до 1,20 0,9 0,50 до 0,0800003
до не более 0,05 0,05 до 0,15 0,15 до 0,30 не более 0,05 0,05 до 0,15 0,15 до 0,30 не более 0,05 0,05 до 0,15 0,15 до 0,30 до 0,10 0,15 до 0,30 не более 0,05 0,15 0,15 до 0, 0,05 до 0,15 0,15 до 0,30 Не более 0,15 0,05 до 0,15 0,15 до 0,30
2
ГОСТ 380-2005 4,2 массовой доли марганца на 0,10 % для листового и толстолистового проката толщиной до 10 мм допускается при обеспечении требуемого класса механических свойств. Для сталей марок Ст3кп, Ст3пс и Ст3сп, предназначенных для изготовления сортового и фасонного проката, кроме поставляемых для судостроения и вагоностроения, допускается снижение нижнего предела массовой доли марганца до 0,25 %, а нижнего предела массовой доли углерода не нормируется при условии обеспечения требуемого класса механических свойств. Для сталей марок Ст2кп, Ст3кп и Ст4кп, предназначенных для изготовления сортового и фасонного проката, допускается увеличение массовой доли кремния до 0,07 %. 4.3 При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также некоторыми раскислителями (ферросилиций и алюминий, ферросилиций и титан и др.) допускается массовая доля кремния в стали менее 0,05 %. Раскисление алюминием, титаном и другими раскислителями, не содержащими кремний, должно быть указано в сертификате качества. 4.4 Массовые доли хрома, никеля и меди в стали всех марок, кроме Ст0, должны быть не более 0,30 % каждого. Для стали марки Ст0 массовые доли хрома, никеля и меди не нормируются.
Для сталей марок Ст3кп, Ст3пс и Ст3сп, предназначенных для изготовления сортового и фасонного проката, кроме поставляемых для судостроения и вагоностроения, допускается снижение нижнего предела массовой доли марганца до 0,25 %, а нижнего предела массовой доли углерода не нормируется при условии обеспечения требуемого класса механических свойств. Для сталей марок Ст2кп, Ст3кп и Ст4кп, предназначенных для изготовления сортового и фасонного проката, допускается увеличение массовой доли кремния до 0,07 %. 4.3 При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также некоторыми раскислителями (ферросилиций и алюминий, ферросилиций и титан и др.) допускается массовая доля кремния в стали менее 0,05 %. Раскисление алюминием, титаном и другими раскислителями, не содержащими кремний, должно быть указано в сертификате качества. 4.4 Массовые доли хрома, никеля и меди в стали всех марок, кроме Ст0, должны быть не более 0,30 % каждого. Для стали марки Ст0 массовые доли хрома, никеля и меди не нормируются. Для стали, выплавляемой скраповым способом, допускается массовая доля меди до 0,40 %, хрома и никеля — до 0,35 % каждого. При этом для стали марок Ст3кп, Ст3пс, Ст3сп, Ст3Гпс и Ст3Гсп массовая доля углерода должна быть не более 0,20 %. 4.5 Массовая доля серы в стали всех марок, кроме Ст0, должна быть не более 0,050 %, массовая доля фосфора — не более 0,040 %. Для стали марки Ст0 массовая доля серы должна быть не более 0,060 %, массовая доля фосфора — не более 0,070 %. 4.6 Массовая доля азота в стали должна быть не более: — для стали, выплавляемой в электропечах, — 0,012 %; — для стали, выплавляемой в мартеновских и конвертерных печах, — 0,010 %. Допускается увеличение массовой доли азота в стали до 0,013 % при условии снижения нормы массовой доли фосфора до 4,5 не менее чем на 0,005 % при каждом увеличении массовой доли азота на 0,001 %. 4.7 Массовая доля мышьяка в стали всех марок, кроме Ст0, должна быть не более 0,080 %. Массовая доля мышьяка в стали марки Ст0 не нормируется. 4.8 Предельные отклонения по химическому составу готовых сталей, слитков, прутков, поковок и изделий для дальнейшей переработки должны соответствовать нормам, указанным в таблице 2.
Для стали, выплавляемой скраповым способом, допускается массовая доля меди до 0,40 %, хрома и никеля — до 0,35 % каждого. При этом для стали марок Ст3кп, Ст3пс, Ст3сп, Ст3Гпс и Ст3Гсп массовая доля углерода должна быть не более 0,20 %. 4.5 Массовая доля серы в стали всех марок, кроме Ст0, должна быть не более 0,050 %, массовая доля фосфора — не более 0,040 %. Для стали марки Ст0 массовая доля серы должна быть не более 0,060 %, массовая доля фосфора — не более 0,070 %. 4.6 Массовая доля азота в стали должна быть не более: — для стали, выплавляемой в электропечах, — 0,012 %; — для стали, выплавляемой в мартеновских и конвертерных печах, — 0,010 %. Допускается увеличение массовой доли азота в стали до 0,013 % при условии снижения нормы массовой доли фосфора до 4,5 не менее чем на 0,005 % при каждом увеличении массовой доли азота на 0,001 %. 4.7 Массовая доля мышьяка в стали всех марок, кроме Ст0, должна быть не более 0,080 %. Массовая доля мышьяка в стали марки Ст0 не нормируется. 4.8 Предельные отклонения по химическому составу готовых сталей, слитков, прутков, поковок и изделий для дальнейшей переработки должны соответствовать нормам, указанным в таблице 2. Таблица 2 В процентах Элемент Углерод Марганец Кремний Фосфор Сера Азот
Таблица 2 В процентах Элемент Углерод Марганец Кремний Фосфор Сера Азот
Максимальное отклонение по химическому составу Сталь с каймой +0,03 +0,05 -0,04 — +0,006 +0,006 +0,002
Спокойная и полуспокойная сталь +0,03 -0,02 +0,05 -0,03 +0,03 -0,02 +0,005 +0,005 +0,0032 90 Испытание Методы 5.1 Методы отбора проб для определения химического состава стали — по ГОСТ 7565. 5.2 Химический анализ стали — по ГОСТ 12359, ГОСТ 17745, ГОСТ 18895, ГОСТ 22536.0-ГОСТ 22536.11, ГОСТ 27809, ГОСТ 28033 или др. методы, утвержденные в установленном порядке и обеспечивающие необходимую точность. В случае возникновения разногласий между изготовителем и потребителем оценку проводят методами испытаний настоящего стандарта.
3
ГОСТ 380-2005 5.3 Определение массовых долей хрома, никеля, меди, мышьяка, азота и сверх них массовой доли кремния для кипящей стали допускается не проводить при условии, что производитель должен обеспечить соответствие нормам.
6 Маркировка 6.1 Маркировку изделий из углеродистой стали обыкновенного качества проводят по нормативным документам на конкретный вид металлопродукции с учетом требований ГОСТ 7566. По требованию потребителя или при наличии требований к цветовой маркировке в нормативных документах на прокат код цвета дополнительно наносится несмываемой краской по цветам, указанным в таблице 3. Таблица 3 Марки стали Ст0 Ст1 Ст2 Ст3 Ст3Гпс Ст3 Гсп Ст4 Ст5 Ст5Гпс Ст6
По требованию потребителя или при наличии требований к цветовой маркировке в нормативных документах на прокат код цвета дополнительно наносится несмываемой краской по цветам, указанным в таблице 3. Таблица 3 Марки стали Ст0 Ст1 Ст2 Ст3 Ст3Гпс Ст3 Гсп Ст4 Ст5 Ст5Гпс Ст6
Цвета маркировки Красный и зеленый Желтый и черный Желтый Красный Красный и коричневый Темно-синий и коричневый Черный Зеленый Зеленый и коричневый Темно-синий
4
ГОСТ 380-2005 Приложение А (Справочное) Обозначение марок стали по настоящему Стандарту и Международному стандарту Стандарты ISO 630:1995, ISO 1052:1982 Таблица А.1 Марка стали по ГОСТ 380:2005 Ст0 Ст1кп Ст1пс Ст1сп Ст2кп Ст2пс Ст2сп Ст3кп Ст3пс Ст3сп
ISO 630:1995 E 185 (Fe 310) — — — — Е 235 А (Fe 360-А) Е 235-Б (Fe 360-В) Е 235-С (Fe 360-С)
Стальная оценка в соответствии с ISO 1052: 1982
GOST 380: 2005
— —
. ISO 630:1995 Е 235-B (Fe 360-B) Е 235-C (Fe 360-C) Е 235-D (Fe 360-D) Е 275 (Fe 430-A) Е 275-B (Fe 430- Б) Е 275-C (Fe 430-C) Е 275-D (Fe 430-D) — E355-C (Fe510-C) — — —
ISO 1052:1982 — — — — — Fe 490 Fe 490 Fe 490 Fe 590 Fe 590 Fe 690
5
ГОСТ 380-2005 Приложение Б (рекомендуемое) Требования к стали по международным стандартам ИСО 630:1995 и ИСО 1052:1982 Б. 1 Химический состав стали по анализу ковшовых проб должен соответствовать нормам, указанным в таблице Б .1. Таблица Б.1 Марка стали Э 185 (Fe 310) Е 235 (Fe 360)
1 Химический состав стали по анализу ковшовых проб должен соответствовать нормам, указанным в таблице Б .1. Таблица Б.1 Марка стали Э 185 (Fe 310) Е 235 (Fe 360)
Е 275 (Fe 430)
Калибр качественного проката Категория Продукт, мм 0 А Б
С Д А Б
Массовая доля химических элементов , %, не более
Degree of deoxidation
Carbon
Phosphorus
Sulfurs
Manganese
Silicon
Up to 30 Over 30 Up to 30 Over 30
— 0.22 0.17 0.20 0.17 0.20 0.17 0.17 0.24 0.21 0.22 0.20 0.20 0.20 0.22 0.20 0.22
— 0.050 0.045 0.045 0.045 0.045 0.040 0.035 0.050 0.045 0.045 0.040 0.035 0.040 0.040 0.035 0.035
— 0.050 0.045 0.045 0.045 0.045 0.040 0.035 0.050 0.045 0.045 0.040 0.035 0.040 0.040 0.035 0.035
— — 1,40 1,40 1,40 1,40 1,40 1,40 — 1,50 1,50 1,50 1,50 1,60 1,60 1,60 1,60
— — 0,40 0,40 0,40 0,40 0,40 0,40 — 0,40 0,40 0,40 0,40 0,55 0,55 0,55 9000 3
— — —— — — — — — — — — — — — — — or or.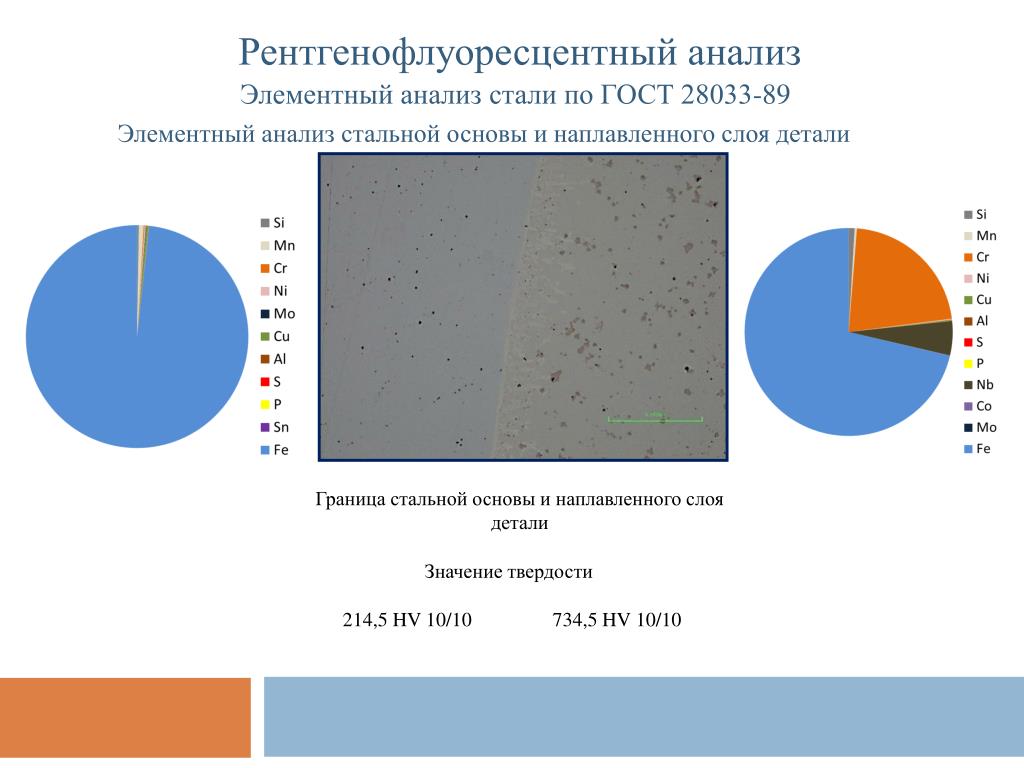 — — — — —— —– —– —– ——– ——– UN UN FG UN UN FG FG
— — — — —— —– —– —– ——– ——– UN UN FG UN UN FG FG
— До 16 Свыше 16 до 25 До 40 Свыше 40 До 40 Свыше 40
E 355 (Fe 510)
C D C
Fe 490
—
—
—
0,050
0,050
—
—
—
Fe 590
—
—
—
0.050
0.050
—
—
—
Fe 690
—
—
—
0.050
0.050
—
—
—
П р и м е ч а н и е 1 — знак «—» означает, что значение не нормировано. П р и м е ч а н и е 2 — UN — сталь без обода. П р и м е ч а н и е 3 — ФГ — мелкозернистая спокойная сталь. Рекомендуемая массовая доля общего алюминия — не менее 0,020 %.
Б.2 Стали марок Fe 490, Fe 590 и Fe 690 изготовляют в полуспокойном и спокойном состоянии. Б.3 Предельные отклонения химического состава готовых сталей должны соответствовать значениям, приведенным в таблице Б.2. Таблица Б.2 В процентах Элемент
Химический состав Максимальное отклонение
Углерод Марганец Кремний Фосфор Сера
+0,03 +0,10 +0,05 +0,010 +0,010
ISO 630:1995 Конструкционная сталь.