
Вяжущие гипсовые. Технические условия – РТС-тендер
ГОСТ 125-79
Группа Ж12
Технические условия
Gypsum binders. Specifications
ОКП 57 4431
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством промышленности строительных материалов СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 19.07.79 N 123.
3. ВЗАМЕН ГОСТ 125-70, ГОСТ 5.1845-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ПЕРЕИЗДАНИЕ. Октябрь 2002 г.
Настоящий стандарт распространяется на гипсовые вяжущие, получаемые путем термической обработки гипсового сырья до полугидрата сульфата кальция и применяемые для изготовления строительных изделий всех видов и при производстве строительных работ, а также для изготовления форм и моделей в фарфоро-фаянсовой, керамической и других отраслях промышленности.
Стандарт соответствует требованиям СТ СЭВ 826-77 в части, указанной в приложении 2.
Требования к медицинскому гипсу должны быть установлены соответствующим нормативно-техническим документом, разработанным на основе СТ СЭВ 826-77.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Вяжущие должны изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в порядке, установленном министерством-изготовителем.
1.2. Для производства вяжущих применяют гипсовый камень по ГОСТ 4013 или фосфогипс по действующей нормативно-технической документации.
1.3. В зависимости от предела прочности на сжатие различают следующие марки гипсовых вяжущих: Г-2, Г-3, Г-4, Г-5, Г-6, Г-7, Г-10, Г-13, Г-16, Г-19, Г-22, Г-25.
Минимальный предел прочности каждой марки вяжущего должен соответствовать значениям, приведенным в табл.1.
Таблица 1
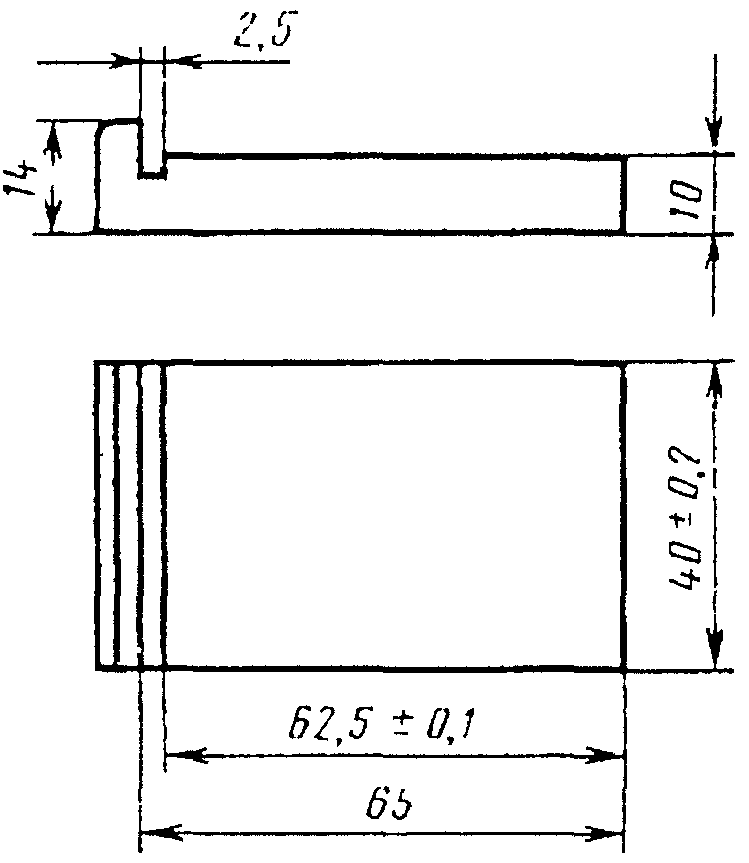
Марка вяжущего | Предел прочности образцов-балочек размерами 40х40х160 мм в возрасте 2 ч, МПа (кгс/см), не менее | |
при сжатии | при изгибе | |
Г-2 | 2(20) | 1,2(12) |
Г-3 | 3(30) | 1,8(18) |
Г-4 | 4(40) | 2,0(20) |
Г-5 | 5(50) | 2,5(25) |
Г-6 | 6(60) | 3,0(30) |
Г-7 | 7(70) | 3,5(35) |
Г-10 | 10(100) | 4,5(45) |
Г-13 | 13(130) | 5,5(55) |
Г-16 | 16(160) | 6,0(60) |
Г-19 | 19(190) | 6,5(65) |
Г-22 | 22(220) | 7,0(70) |
Г-25 | 25(250) | 8,0(80) |
1. 4. В зависимости от сроков схватывания различают вяжущие видов, приведенных в табл.2.
4. В зависимости от сроков схватывания различают вяжущие видов, приведенных в табл.2.
Таблица 2
Вид вяжущего | Индекс сроков твердения | Срок схватывания, мин | |
начало, не ранее | конец, не позднее | ||
Быстротвердеющий | А | 2 | 15 |
Нормальнотвердеющий | Б | 6 | 30 |
Медленнотвердеющий | В | 20 | Не нормируют |
1. 5. Для фарфоро-фаянсовой и керамической промышленности изготавливают вяжущие со сроками схватывания, установленными для нормальнотвердеющего гипса.
5. Для фарфоро-фаянсовой и керамической промышленности изготавливают вяжущие со сроками схватывания, установленными для нормальнотвердеющего гипса.
1.6. В зависимости от степени помола различают вяжущие видов, приведенных в табл.3.
Таблица 3
Вид вяжущего | Индекс степени помола | Максимальный остаток на сите с размерами ячеек в свету 0,2 мм, %, не более |
Грубого помола | I | 23 |
Среднего помола | II | 14 |
Тонкого помола | III | 2 |
1. 7. Для фарфоро-фаянсовой и керамической промышленности изготавливают вяжущие тонкого помола с максимальным остатком на сите с ячейками размером в свету 0,2 мм не более 1%.
7. Для фарфоро-фаянсовой и керамической промышленности изготавливают вяжущие тонкого помола с максимальным остатком на сите с ячейками размером в свету 0,2 мм не более 1%.
1.8. Изготовитель должен определять удельную поверхность вяжущего тонкого помола не менее одного раза в месяц и указывать ее значение в документе установленной формы.
1.9. Вяжущие, применяемые в фарфоро-фаянсовой, керамической и других отраслях промышленности, должны соответствовать дополнительным требованиям, указанным в табл.4.
Таблица 4
Наименование показателя | Вяжущие для фарфоро-фаянсовой и керамической промышленности | Вяжущие для других отраслей промышленности |
Объемное расширение, %, не более | 0,15 | 0,2 |
Примеси, не растворимые в соляной кислоте, %, не более | 1,0 | 1,0 |
Содержание металлопримесей в 1 кг гипса, мг, не более | 8 | 8 |
Водопоглощение, %, не менее | 30 | — |
1. 10. Вяжущие высшей категории качества должны удовлетворять дополнительным требованиям, указанным в табл.5.
10. Вяжущие высшей категории качества должны удовлетворять дополнительным требованиям, указанным в табл.5.
Таблица 5
Наименование показателя | Вяжущие для изготовления строительных изделий и производства строительных работ | Вяжущие для фарфоро-фаянсовой и керамической промышленности |
Марка вяжущего, не ниже | Г-5 | Г-10 |
Максимальный остаток на сите с размером ячеек в свету 0,2 мм, %, не более | 12 | 0,5 |
Примеси, не растворимые в соляной кислоте, %, не более | — | 0,5 |
Пример условного обозначения гипсового вяжущего прочностью 5,2 МПа (52 кгс/см) со сроками схватывания: начало — 5 мин, конец — 9 мин и остатком на сите с размером ячеек в свету 0,2 мм 9%, т. е. вяжущего марки Г-5, быстротвердеющего, среднего помола:
е. вяжущего марки Г-5, быстротвердеющего, среднего помола:
Г-5 А II
Примечание. Возможные области применения вяжущих указаны в приложении 1.
2. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЙ
________________
* Правила приемки — по ГОСТ 26871.
2.1. Поставку и приемку вяжущего производят партиями. Партией считают вяжущее одного вида и одной марки.
Размер партии устанавливают в зависимости от годовой мощности предприятия в следующем количестве:
— до 200 т — при годовой мощности св. 150 тыс. т;
— до 65 т — при годовой мощности до 150 тыс. т.
При отгурзке вяжущего в судах размер партии устанавливают соглашением сторон.
2.2. Предприятие-изготовитель должно гарантировать и подтверждать документом установленной формы соответствие свойств вяжущего требованиям настоящего стандарта на основании результатов текущих испытаний.
2.3. Потребитель имеет право производить контрольную проверку соответствия свойств вяжущего требованиям настоящего стандарта, применяя при этом порядок отбора проб и методы испытаний по ГОСТ 23789.
При обнаружении несоответствия прочности вяжущего на изгиб или сжатие марке, указанной в соответствующем документе, она должна быть изменена в соответствии с фактической прочностью.
2.4. Отбор проб и методы испытаний вяжущих производят по ГОСТ 23789.
3. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
________________
* Упаковка, маркировка, транспортирование и хранение — по ГОСТ 26871.
3.1. Вяжущие отгружают без упаковки или упакованными в мешки по ГОСТ 2226 и другую тару.
3.2. Вяжущие, применяемые для фарфоро-фаянсовой и керамической промышленности, а также для специальных целей, должны отгружаться только упакованными в мешки по ГОСТ 2226.
3.3 Предприятие-изготовитель должно сопровождать каждую отгружаемую партию документом установленной формы, в котором указывают:
— наименование организации, в подчинении которой находится предприятие-изготовитель;
— наименование и адрес предприятия-изготовителя;
— номер партии и дату выдачи документа;
— массу партии и дату отправки;
— наименование и адрес получателя;
— обозначение вяжущего по п.1.10 и результаты физико-механических испытаний;
— удельную поверхность для вяжущего тонкого помола;
— обозначение настоящего стандарта.
3.4. При транспортировании и хранении вяжущие должны быть защищены от увлажнения и загрязнения.
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Предприятие-изготовитель должно гарантировать соответствие свойств гипсовых вяжущих требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Гарантийный срок хранения вяжущих — 2 мес с момента изготовления.
ПРИЛОЖЕНИЕ 1 (справочное). ОБЛАСТЬ ПРИМЕНЕНИЯ ГИПСОВЫХ ВЯЖУЩИХ
ПРИЛОЖЕНИЕ 1
Справочное
Область применения вяжущих | Рекомендуемая марка и вид |
1. Изготовление гипсовых строительных изделий всех видов | Г-2 — Г-7, всех сроков твердения и степеней помола |
2. Изготовление тонкостенных строительных изделий и декоративных деталей | Г-2 — Г-7, тонкого и среднего помола, быстрого и нормального твердения |
3. Производство штукатурных работ, заделка швов и специальные цели | Г-2 — Г-25, нормального и медленного твердения, среднего и тонкого помола |
4. | Г-5 — Г-25, тонкого помола с нормальными сроками твердения |
5. Для медицинских целей | Г-2 — Г-7, быстрого и нормального твердения, среднего и тонкого помола |
 Изготовление форм и моделей в фарфоро-фаянсовой, керамической, машиностроительной и других отраслях промышленности, а также медицине
Изготовление форм и моделей в фарфоро-фаянсовой, керамической, машиностроительной и других отраслях промышленности, а также медицинеПРИЛОЖЕНИЕ 2 (справочное). ИНФОРМАЦИОННЫЕ ДАННЫЕ О СООТВЕТСТВИИ ГОСТ 125-79 СТ СЭВ 826-77
ПРИЛОЖЕНИЕ 2
Справочное
Раздел, пункт ГОСТ 125-79 | Раздел, пункт СТ СЭВ 826-77 |
1.3 | 1.1 |
1.4 | 1.2 |
1. | 1.3 |
1.10 | 1.4 |
2.1 | 2.1 |
2.2 | 2.2 |
2.3 | 2.3 |
3.1 | 4.1 |
3.3 | 4.2 |
3.4 | 4.4 |
4 | 5 |
 6
6
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.
Сито СГ, ячейка 0,2 мм, для определения тонкости помола гипса по ГОСТ 23789 диам.200 мм, с поддоном и крышкой
Когда предстоит покупка лабораторного оборудования, например такого как: Сито СГ, ячейка 0,2 мм, для определения тонкости помола гипса по ГОСТ 23789 диам.200 мм, с поддоном и крышкой отзывы помогают нам составить правильное и объективное мнение о товаре.
Цена на Сито СГ, ячейка 0,2 мм, для определения тонкости помола гипса по ГОСТ 23789 диам.200 мм, с поддоном и крышкой может отличаться у разных поставщиков и иногда это разница достаточно значительная. Как выбрать минимальную цену из всех предложений на рынке, которая не заставила бы вас переплачивать? Ответ очевиден – нужно сравнить предлагаемые условия и выбрать лучшее.
Второй немаловажный фактор, который иногда поможет вам сэкономить средства – в принципе рассмотреть сразу несколько позиций, ведь одну и ту же задачу могут решать несколько вариантов лабораторного оборудования и, возможно, Сито СГ, ячейка 0,2 мм, для определения тонкости помола гипса по ГОСТ 23789 диам. 200 мм, с поддоном и крышкой не единственный вариант. В любом случае, выбор и сравнение лучше всего поручить грамотным специалистам, которые разбираются в вопросе и имеют соответствующие знания и квалификацию.
200 мм, с поддоном и крышкой не единственный вариант. В любом случае, выбор и сравнение лучше всего поручить грамотным специалистам, которые разбираются в вопросе и имеют соответствующие знания и квалификацию.
Выбор лабораторного оборудования, в том числе на нашем сайте просто огромен и специалистов, имеющих исчерпывающие знания в каждом из множества категорий оборудования нет ни у кого. Поэтому, вы можете обратитесь за консультациями к нашим менеджерам. Они подскажут: является ли Сито СГ, ячейка 0,2 мм, для определения тонкости помола гипса по ГОСТ 23789 диам.200 мм, с поддоном и крышкой именно тем оборудованием, которое необходимо именно в вашей ситуации.
И подводя итог этого базового набора практических советов: использование многих видов лабораторного оборудования – сильно зависит от наличия и правильно подобранных расходных материалов и комплектующих, поэтому, если вы решили купить Сито СГ, ячейка 0,2 мм, для определения тонкости помола гипса по ГОСТ 23789 диам.
Вяжущие гипсовые. Технические условия (заменен на ГОСТ 26871-86) / Вяжущие / Законодательство
ГОСТ 125-79
УДК 691.55:006.354
Группа Ж12
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВЯЖУЩИЕ ГИПСОВЫЕ
Технические условия
Gypsum binders. Specifications
ОКП 57 4431
Дата введения 01.07.80
1. РАЗРАБОТАН И ВНЕСЕН Министерством промышленности строительных материалов СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 19. 07.79 № 123
07.79 № 123
3. ВЗАМЕН ГОСТ 125-70, ГОСТ 5.1845-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ПЕРЕИЗДАНИЕ. Октябрь 2002 г.
Настоящий стандарт распространяется на гипсовые вяжущие, получаемые путем термической обработки гипсового сырья до полугидрата сульфата кальция и применяемые для изготовления строительных изделий всех видов и при производстве строительных работ, а также для изготовления форм и моделей в фарфоро-фаянсовой, керамической и других отраслях промышленности.
Стандарт соответствует требованиям стандарта СТ СЭВ 826-77 в части, указанной в приложении 2.
Требования к медицинскому гипсу должны быть установлены соответствующим нормативно-техническим документом, разработанным на основе СТ СЭВ 826-77.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Вяжущие должны изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в порядке, установленном министерством-изготовителем.
Для производства вяжущих применяют гипсовый каменьпо ГОСТ 4013 или фосфогипс по действующей нормативно-технической документации.
1.3. В зависимости от предела прочности на сжатие различают вяжущие следующих марок: Г-2, Г-3, Г-4, Г-5, Г-6, Г-7, Г-10, Г-13, Г-16, Г-19, Г-22, Г-25.
Минимальный предел прочности вяжущей каждой марки вяжущего должен соответствовать значениям, приведенным в табл. 1.
Таблица 1
Марка вяжущего | Предел прочности образцов-балочек размерами 40х40х160 мм в возрасте 2 ч, МПа (кгс/см2), не менее | |
при сжатии | при изгибе | |
Г-2 | 2 (20) | 1,2 (12) |
Г-3 | 3 (30) | 1,8 (18) |
Г-4 | 4 (40) | 2,0 (20) |
Г-5 | 5 (50) | 2,5 (25) |
Г-6 | 6 (60) | |
Г-7 | 7 (70) | 3,5 (35) |
Г-10 | 10 (100) | 4,5 (45) |
Г-13 | 13 (130) | 5,5 (55) |
Г-16 | 16 (160) | 6,0 (60) |
Г-19 | 19 (190) | 6,5 (65) |
Г-22 | 22 (220) | 7,0 (70) |
Г-25 | 25 (250) | 8,0 (80) |
1. 4. В зависимости от сроков схватывания различают вяжущие видов, приведенных в табл. 2
4. В зависимости от сроков схватывания различают вяжущие видов, приведенных в табл. 2
Таблица 2
Вид вяжущего | Индекс сроков твердения | Сроки схватывания, мин | |
начало, не ранее | конец, не позднее | ||
Быстротвердеющий | А | 2 | 15 |
Нормальнотвердеющий | Б | 6 | 30 |
Медленнотвердеющий | В | 20 | Не нормируется |
1.5. Для фарфоро-фаянсовой и керамической промышленности изготавливают вяжущие со сроками схватывания, установленными для нормальнотвердеющего гипса.
1.6. В зависимости от степени помола различают вяжущие видов, приведенных в табл. 3.
Таблица 3
Вид вяжущего | Индекс степени помола | Максимальный остаток на сите с размерами ячеек в свету 0,2 мм, %, не более |
Грубого помола | I | 23 |
Среднего помола | II | 14 |
Тонкого помола | III | 2 |
1.7. Для фарфоро-фаянсовой и керамической промышленности изготавливают вяжущие тонкого помола с максимальным остатком на сите с ячейками размером в свету 0,2 мм не более 1 %.
1.8. Изготовитель должен определять удельную поверхность гипсового вяжущего тонкого помола не менее одного раза в месяц и указывать ее значение в документе установленной формы.
1.9. Вяжущие, применяемые в фарфоро-фаянсовой, керамической и других отраслях промышленности, должны соответствовать дополнительным требованиям, указанным в табл. 4.
Таблица 4
Наименование показателей | Вяжущие для фарфоро-фаянсовой и керамической промышленности | Вяжущие для других отраслей промышленности |
Объемное расширение, %, не более | 0,15 | 0,2 |
Примеси, не растворимые в соляной кислоте, %, не более | 1,0 | 1,0 |
Содержание металлопримесей в 1 кг гипса, мг, не более | 8 | 8 |
Водопоглощение, %, не менее | 30 | — |
1. 10. Вяжущие высшей категории качества должны удовлетворять дополнительным требованиям, указанным в табл. 5.
10. Вяжущие высшей категории качества должны удовлетворять дополнительным требованиям, указанным в табл. 5.
Таблица 5
Наименование показателей | Вяжущие для изготовления строительных изделий и производства строительных работ | Вяжущие для фарфоро-фаянсовой и керамической промышленности |
Марка вяжущего, не ниже | Г-5 | Г-10 |
Максимальный остаток на сите с размером ячеек в свету 0,2 мм, %, не более | 12 | 0,5 |
Примеси, не растворимые в соляной кислоте, %, не более | — | 0,5 |
Пример условного обозначения гипсового вяжущего с прочностью 5,2 МПа (52 кгс/см2) со сроками схватывания: начало — 5 мин, конец — 9 мин и остатком на сите с размером ячеек в свету 0,2 мм 9%, т. е. вяжущего марки Г-5, быстротвердеющего, среднего помола:
е. вяжущего марки Г-5, быстротвердеющего, среднего помола:
Г-5 А II
Примечание. Возможные области применения гипсовых вяжущих указаны в приложении 1.
2. ПРАВИЛА ПРИЕМКИ* И МЕТОДЫ ИСПЫТАНИЙ
2.1. Поставку и приемку вяжущего производят партиями. Партией считают вяжущее одного вида и одной марки.
Размер партии устанавливают в зависимости от годовой мощности предприятия в следующем количестве:
до 200 т — при годовой мощности свыше 150 тыс. т;
до 65 т — при годовой мощности до 150 тыс. т.
При отгрузке вяжущего в судах размер партии устанавливают соглашением сторон.
2.2. Предприятие-изготовитель должно гарантировать и подтверждать документом установленной формы соответствие свойств вяжущего требованиям настоящего стандарта на основании результатов текущих испытаний.
2.3. Потребитель имеет право производить контрольную проверку соответствия свойств вяжущего требованиям настоящего стандарта, применяя при этом порядок отбора проб и методы испытаний по ГОСТ 23789.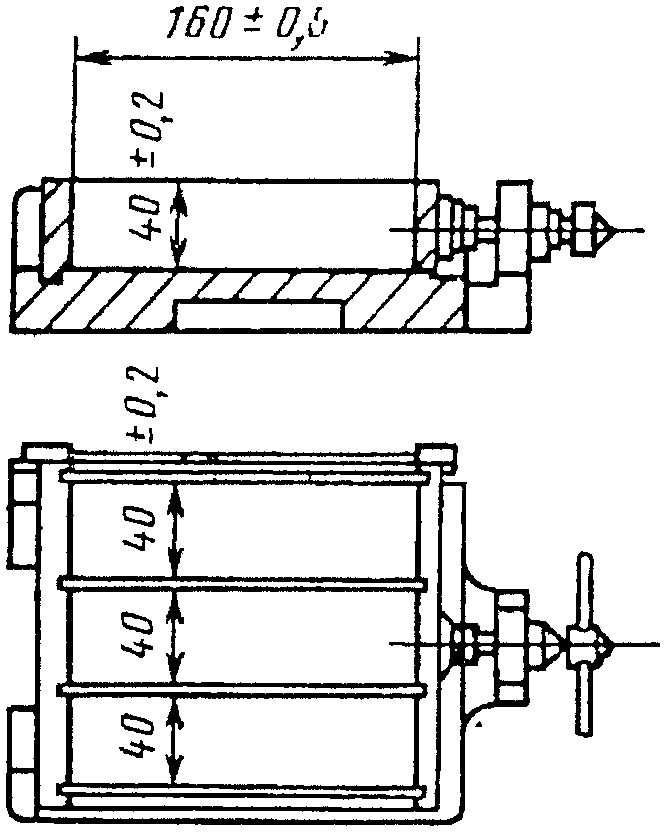
При обнаружении несоответствия прочности вяжущего на изгиб или сжатие марке, указанной в соответствующем документе, она должна быть изменена в соответствии с фактической прочностью.
2.4. Отбор проб и методы испытаний вяжущих производят по ГОСТ 23789.
3. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ**
__________________
* Правила приемки – по ГОСТ 26871.
** Упаковка, маркировка, транспортирование и хранение – по ГОСТ 26871.
3.1. Вяжущие отгружают без упаковки или упакованными в мешки по ГОСТ 2226 и другую тару.
3.2. Вяжущие, применяемые для фарфоро-фаянсовой и керамической промышленности, а также для специальных целей, должны отгружаться только упакованными в мешки по ГОСТ 2226.
3.3. Предприятие-изготовитель должно сопровождать каждую отгружаемую партию документом установленной формы, в котором указывается:
наименование организации, в подчинении которой находится предприятие-изготовитель;
наименование и адрес предприятия-изготовителя;
номер партии и дату выдачи документа;
массу партии и дату отправки;
наименование и адрес получателя;
обозначение вяжущего по п. 1.10 и результаты физико-механических испытаний;
1.10 и результаты физико-механических испытаний;
удельную поверхность для вяжущего тонкого помола;
обозначение настоящего стандарта;
3.4. При транспортировании и хранении вяжущие должны быть защищены от увлажнения и загрязнения.
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Предприятие-изготовитель должно гарантировать соответствие свойств вяжущих требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Гарантийный срок хранения вяжущих – 2 мес. с момента изготовления.
ПРИЛОЖЕНИЕ 1
Области применения гипсовых вяжущих | Рекомендуемые марки и виды |
Изготовление гипсовых строительных изделий всех видов | Г-2–Г-7, всех сроков твердения и степеней помола |
Изготовление тонкостенных строительных изделий и декоративных деталей | Г-2–Г-7, тонкого и среднего помола, быстрого и нормального твердения |
Производство штукатурных работ, заделка швов и специальные цели | Г-2–Г-25, нормального и медленного твердения, среднего и тонкого помола |
Изготовление форм и моделей в фарфоро-фаянсовой, керамической, машиностроительной и других отраслях промышленности, а также медицине | Г-5–Г-25, тонкого помола с нормальными сроками твердения |
Для медицинских целей | Г-2–Г-7, быстрого и нормального твердения, среднего и тонкого помола |
ПРИЛОЖЕНИЕ
Справочное
ИНФОРМАЦИОННЫЕ ДАННЫЕ О СООТВЕТСТВИИ НАСТОЯЩЕГО СТАНДАРТА СТ СЭВ 826-77
Раздел, пункт ГОСТ 125-79 | Раздел, пункт СТ СЭВ 826-77 |
1. | 1.1 |
1.4 | 1.2 |
1.6 | 1.3 |
1.10 | 1.4 |
2.1 | 2.1 |
2.2 | 2.2 |
2.3 | 2.3 |
3.1 | 4.1 |
3.3 | 4.2 |
3.4 | 4.4 |
4 | 5 |
 3
3|
Стандарты |
Определяемый параметр |
|
ГОСТ 8269. |
Зерновой состав |
|
ГОСТ 9758-2012, ГОСТ 310.2-76, ГОСТ 8735-88 ГОСТ 8269.0-97, |
Насыпная плотность |
|
ГОСТ310.3-76, ГОСТ22688-77 |
Равномерность изменения объема |
|
ГОСТ 9758-2012, ГОСТ 8735-88, ГОСТ 8269.0-97, ГОСТ 10060-2012,ГОСТ31359-2007 |
Морозостойкость |
|
ГОСТ 9758-2012 ,ГОСТ 8735-88, ГОСТ 8269.0-97, ГОСТ 22688-77, ГОСТ 31376-2008, ГОСТ22688-77 |
Влажность |
|
ГОСТ 9758-2012, ГОСТ 8269. |
Содержание дробленых зерен |
|
ГОСТ 9758-2012, ГОСТ 8269.0-97 |
Содержание зерен пластинчатой и игловатой формы |
|
ГОСТ 8735-88, ГОСТ 8269.0-97 |
Содержание пылевидных и глинистых частиц |
|
ГОСТ 8735-88, ГОСТ 8269.0-97 |
Содержание глины в комках |
|
ГОСТ 9758-2012, ГОСТ 8269.0-97 |
Содержание зерен слабых пород |
|
ГОСТ 9758-2012, ГОСТ 8269.0-97 |
Дробимость |
|
ГОСТ 9758-2012, ГОСТ 8735-88, ГОСТ 8269. |
Истинная плотность |
|
ГОСТ 30108-94 |
Содержание естественных радионуклидов |
|
ГОСТ 9758-2012, ГОСТ 8269.0-97, ГОСТ23789-79 |
Водопоглощение |
|
ГОСТ 9758-2012, ГОСТ 8735-88, ГОСТ 8269.0-97 |
Пустотность |
|
ГОСТ 8735-88, ГОСТ 8269.0-97, ГОСТ 9758-2012 |
Содержание частиц размером менее 0,16 мм. |
|
ГОСТ 8735-88 |
Модуль крупности |
|
ГОСТ 8735-88 |
Класс песка |
|
ГОСТ 310. |
Тонкость помола |
|
ГОСТ 310.3-76 |
Нормальная густота цементного теста |
|
ГОСТ 310.3-76, ГОСТ 26798.1-96, ГОСТ 31376-2008,ГОСТ23789-79 |
Сроки схватывания |
|
ГОСТ 310.4-81, ГОСТ 26798.1-96,ГОСТ10180-2012,ГОСТ 31376-2008,ГОСТ 23789-79, ГОСТ22688-77 |
Прочность при изгибе, растяжении |
|
ГОСТ 310.4-81,ГОСТ 26798.1-96,ГОСТ 10180-2012,ГОСТ31376-2008,ГОСТ 23789-79ГОСТ22688-77 |
Прочность при сжатии |
|
ГОСТ 310. |
Группа цемента, по эффективности пропаривания |
|
ГОСТ 310.6-85, ГОСТ 26798.1-96 |
Водоотделение цементного теста |
|
ГОСТ 15825-80 |
Цвет |
|
ГОСТ 15825-80 |
Стойкость цвета |
|
ГОСТ22688-77 |
Количество непогасившихся зерен в извести |
|
ГОСТ23789-79, ГОСТ22688-77 |
Содержание гидратной воды |
|
ГОСТ23789-79 |
Содержание нерастворимого осадка |
|
ГОСТ 23789-79 |
Содержание металлопримесей |
|
ГОСТ 10181-2014, ГОСТ 5802-86, ГОСТ 31356-2007, ГОСТ 31376-2008 |
Подвижность и жесткость |
|
ГОСТ 10181-2014 |
Плотность |
|
ГОСТ 10181-2014 |
Пористость |
|
ГОСТ 10181-2014 |
Объем вовлеченного воздуха |
|
ГОСТ 10181-2014 |
Расслаиваемость БСТ |
|
ГОСТ 12730. |
Водонепроницаемость |
|
ГОСТ 9758-2012, ГОСТ 8269.0-97,ГОСТ 13087-81 |
Истираемость |
|
ГОСТ 9758-2012, ГОСТ 8269.0-97, ГОСТ 10181-2014, ГОСТ 12730.1-78 |
Средняя плотность |
|
ГОСТ 9758-2012, ГОСТ 7076-99,ГОСТ 7076-99 |
Теплопроводность |
|
ГОСТ 9758-2012, ГОСТ 25485-89 |
Отпускная влажность |
|
ГОСТ 30459-2008 |
Эффективность добавок |
|
ГОСТ 5802-86, ГОСТ 31376-2008 |
Водоудерживающая способность |
|
ГОСТ31376-2008 |
Средняя плотность затвердевшей смеси |
|
ГОСТ31357-2007, ГОСТ 31356-2007,ГОСТ 31376-2008 |
Определение прочности сцепления с основанием |
|
ГОСТ31357-2007,ГОСТ5802-86 |
Определение сохраняемости первичной подвижности |
|
ГОСТ 5802-86 |
Определение водопоглощения при полном погружении в воду затвердевших образцов |
|
ГОСТ 310. |
Определение расплыва конуса |
|
ГОСТ 8735-88, ГОСТ 31376-2008 |
Определение крупности зерен заполнителя |
|
ГОСТ 8735-88 |
Определение зерен наибольшей крупности |
 0-97, ГОСТ 8735-88, ГОСТ 9758-2012, ГОСТ 31376-2008
0-97, ГОСТ 8735-88, ГОСТ 9758-2012, ГОСТ 31376-2008
 0-97,
0-97,
 0-97
0-97
 2-76, ГОСТ 26798.1-96
2-76, ГОСТ 26798.1-96
 1-76 — ГОСТ 310.3-76, ГОСТ 310.4-81.
1-76 — ГОСТ 310.3-76, ГОСТ 310.4-81.
 5-84
5-84
 4-81
4-81
Штукатурка гипсовая машинного нанесения MIRGIPS SIVA (30кг)
Область применения: Гипсовая шпатлевка для первого слоя штукатурки, машинного нанесения на бетонные, газобетонные, кирпичные и др. поверхности.
Время твердения: мин. 60мин
| № | Показатели | MIRGIPS (SATEN) |
| 1 | Пропорция воды и гипса для замеса материала | 6,5л воды на 10кг смеси |
| 2 | Средний расход при толщине наносимого слоя 10 мм | 9-10кг/м2 |
| 3 | Предел прочности на сжатие, в возрасте 7 суток, не менее МПа (испытания по ГОСТ 23789-79) | 3,5 |
| 4 | Предел прочности на изгиб, в возрасте 7 суток не менее МПа | 1,5 |
| 5 | Прочность сцепления с обрабатываемой поверхностью (адгезия) к бетону, не менее МПа | 1,3 |
| 6 | Водоудерживающая способность, не менее | 98% |
| 7 | Теплопроводность , Вт/мК | 0,25 |
| 8 | Время работы с затворенной смесью, технологическая жизнеспособность раствора | 70мин |
| 9 | Схватывание раствора | 150-180мин. |
| 10 | Время высыхания на поверхности бетона при степени высыхания 6 и 7 | — |
| 11 | Усадка при высыхании в возрасте 7 суток | Безусадочная не более 0,15% |
| 12 | Размер фракции, не более | 1,0-1,2мм |
| 13 | Твердость поверхности, Shore D | 40 |
| 14 | Стандарт Турецкого института стандартизации | ТС 6433, тип С, тонкий 1-й сорт |
| 15 | Цвет | Белый более 85% |
| 16 | Упаковка-полипропиленовые мешки. | Мешок 30 кг +/-2% |
| 17 | Срок хранения в неповреждённой упаковке | 9 месяцев |
Вискозиметр Суттард ВС-1М для измерения истинной густоты гипса
Вискозиметры – это целый класс приборов, которые предназначены для измерения густоты гипсового теста. Данный прибор незаменим на предприятиях, где работаю с цементом.
Данный прибор незаменим на предприятиях, где работаю с цементом.
Вязкость густых жидкостей – одна из их важнейших характеристик. Ее определение необходимо для подтверждения качества продукта и получения информации о сроках схватывания.
Для измерения истинной густоты гипса (в виде незатвердевшего раствора) применяют вискозиметр Суттарда.
Этот прибор позволяет с большой точностью определить сроки схватывания теста, то есть его вязкость или истинную густоту.
Изготавливается агрегат из нержавеющей стали, имеет небольшие размеры и вес, удобен в использовании. Применение этого устройства помогает быстро и легко добиться точных результатов практически без погрешностей.
Мы предлагаем вискозиметры для измерения вязкости гипса. Сотрудничая с нами, вы получите товар высшего качества и возможность с большой точностью определять важные качественные характеристики веществ.
Мы заботимся о наших клиентах и о том, чтобы создавать прочные партнерские отношения, нацеленные на обоюдовыгодные сделки. Для этого мы следим за качеством продукции, предлагаемой в нашем каталоге, и о высоком уровне обслуживания каждого нашего клиента:
Для этого мы следим за качеством продукции, предлагаемой в нашем каталоге, и о высоком уровне обслуживания каждого нашего клиента:
- Мы соблюдаем технологии при изготовлении и следим за качеством производства на каждом его этапе от проектирования, до выхода в продажу.
- Соблюдаем установленные стандарты качества, что позволяет нам сохранять высокий уровень конкурентоспособности товара.
- Предоставляем гарантию на всю продукцию, что является следствием нашей уверенности в качестве оборудования, за которым мы тщательно следим, и нашего уважения к клиентам.
- Расширяем клиентскую базу, постоянно работая над усовершенствованием компании.
- Используем новейшие технологии, высококачественные материалы.
Именно поэтому сотрудничество с нами выгодно и результативно.
| Обозначение ГОСТ | Наименование | Дата ввода в действие | |
| ГОСТ 10298-2018 | Селен технический. Технические условия Технические условия | 2019-02-01 | Купить |
| ГОСТ 11851-2018 | Нефть. Методы определения парафинов | 2019-07-01 | Купить |
| ГОСТ 12.0.230.5-2018 | Система стандартов безопасности труда. Системы управления охраной труда. Методы оценки риска для обеспечения безопасности выполнения работ | 2019-06-01 | Купить |
| ГОСТ 12.0.230.6-2018 | Система стандартов безопасности труда. Системы управления охраной труда. Обеспечение совместимости системы управления охраной труда с другими системами управления | 2019-06-01 | Купить |
| ГОСТ 12.4.033-95 | Обувь специальная с кожаным верхом для предотвращения скольжения по зажиренным поверхностям. Технические условия | 2019-07-01 | Купить |
ГОСТ 12. 4.166-2018 4.166-2018 | Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Шлем-маска. Общие технические условия | 2019-06-01 | Купить |
| ГОСТ 125-2018 | Вяжущие гипсовые. Технические условия | 2019-05-01 | Купить |
| ГОСТ 18128-2018 | Панели асбестоцементные стеновые наружные на деревянном каркасе с утеплителем. Технические условия | 2019-05-01 | Купить |
| ГОСТ 18482-2018 | Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия | 2019-03-01 | Купить |
| ГОСТ 22233-2018 | Профили прессованные из алюминиевых сплавов для ограждающих конструкций. Технические условия | 2019-09-01 | Купить |
| ГОСТ 23789-2018 | Вяжущие гипсовые. Методы испытаний Методы испытаний | 2019-05-01 | Купить |
| ГОСТ 24788-2018 | Посуда хозяйственная стальная эмалированная. Общие технические условия | 2019-03-01 | Купить |
| ГОСТ 25371-2018 | Нефтепродукты. Расчет индекса вязкости по кинематической вязкости | 2019-07-01 | Купить |
| ГОСТ 25697-2018 | Плиты балконов и лоджий железобетонные. Общие технические условия | 2019-05-01 | Купить |
| ГОСТ 26374-2018 | Газ горючий природный. Определение общей серы | 2019-07-01 | Купить |
| ГОСТ 2642.10-2018 | Огнеупоры и огнеупорное сырье. Методы определения оксида фосфора (V) | 2019-02-01 | Купить |
ГОСТ 2642. 9-2018 9-2018 | Огнеупоры и огнеупорное сырье. Методы определения оксида хрома (III) | 2019-02-01 | Купить |
| ГОСТ 26429-2018 | Конструкции стальные путей подвесного транспорта. Технические условия | 2019-05-01 | Купить |
| ГОСТ 26791-2018 | Продукты переработки зерна. Упаковка, маркировка, транспортирование и хранение | 2019-09-01 | Купить |
| ГОСТ 27513-2018 | Изделия фрикционные. Маркировка, упаковка, транспортирование и хранение | 2019-07-01 | Купить |
| ГОСТ 28353.3-2017 | Серебро. Метод атомно-абсорбционного анализа | 2019-02-01 | Купить |
| ГОСТ 28487-2018 | Соединения резьбовые упорные с замковой резьбой элементов бурильных колонн. Общие технические требования Общие технические требования | 2019-05-01 | Купить |
| ГОСТ 31610.30-1-2017 | Взрывоопасные среды. Часть 30-1. Нагреватели сетевые электрические резистивные. Общие требования и требования к испытаниям | 2019-06-01 | Купить |
| ГОСТ 31805-2018 | Изделия хлебобулочные из пшеничной хлебопекарной муки. Общие технические условия | 2019-09-01 | Купить |
| ГОСТ 31807-2018 | Изделия хлебобулочные из ржаной хлебопекарной и смеси ржаной и пшеничной хлебопекарной муки. Общие технические условия | 2019-09-01 | Купить |
| ГОСТ 33662.3-2017 | Холодильные системы и тепловые насосы. Требования безопасности и охраны окружающей среды. Часть 3. Место установки | 2019-07-01 | Купить |
| ГОСТ 34282-2017 | Защита броневая автомобилей. Общие технические требования Общие технические требования | 2019-03-01 | Купить |
| ГОСТ 34286-2017 | Бронеодежда. Классификация и общие технические требования | 2019-03-01 | Купить |
| ГОСТ 34295-2017 | Заряды кумулятивные. Технические условия | 2019-02-01 | Купить |
| ГОСТ 34296-2017 | Торпеды фугасные. Технические условия | 2019-02-01 | Купить |
«О СВОЙСТВАХ МОДИФИЦИРОВАННЫХ ГИПСОВЫХ КОМПОЗИЦИЙ С ШЛАКОВЫМ НАПОЛНИТЕЛЕМ И» Тургунбаевой Джумагуль Раксимбердиевны
Аннотация
В статье представлены результаты экспериментов по оценке влияния шлакового наполнителя и химических добавок на физические свойства модифицированной гипсовой композиции. В частности, было показано, что водопотребность строительного гипса увеличивается с увеличением содержания металлургического шлака в составе.При постоянном количестве увеличение доли суперпластификатора GLENIUM 27S не влияет на нормальную плотность гипсового теста. Это говорит о наличии пластифицирующего эффекта от введения суперпластификатора GLENIUM 27S. Кроме того, заливка гипса металлургическим шлаком с химической добавкой замедляет время схватывания гипсового теста. Введение 15-25% шлака вместе с 1,0% химической добавкой может замедлить начало схватывания вяжущего до 46-62 минут.Изменение количества шлака при постоянном содержании химической добавки не приводит к значительному замедлению времени схватывания составов. Это 18, 20 и 23 минуты соответственно.
В частности, было показано, что водопотребность строительного гипса увеличивается с увеличением содержания металлургического шлака в составе.При постоянном количестве увеличение доли суперпластификатора GLENIUM 27S не влияет на нормальную плотность гипсового теста. Это говорит о наличии пластифицирующего эффекта от введения суперпластификатора GLENIUM 27S. Кроме того, заливка гипса металлургическим шлаком с химической добавкой замедляет время схватывания гипсового теста. Введение 15-25% шлака вместе с 1,0% химической добавкой может замедлить начало схватывания вяжущего до 46-62 минут.Изменение количества шлака при постоянном содержании химической добавки не приводит к значительному замедлению времени схватывания составов. Это 18, 20 и 23 минуты соответственно.
Список литературы
1. Mineralische Rohstoffe в Узбекистане. Branche-nübersicht. Bundesstelle für Außenhandelsinformation. Кёльн / Берлин. 1996.16 С.
2. Алтыкис М.Г., Халиуллин М.И., Рахимов Р. З. Влияние наполнителей на свойства гипсовых строительных материалов.// Строительные материалы. № 9. -2005.-С. 20-21.
З. Влияние наполнителей на свойства гипсовых строительных материалов.// Строительные материалы. № 9. -2005.-С. 20-21.
3. ГОСТ 23789-2018 Вяжущие гипсовые. Методы испытаний (с изменениями).
Рекомендуемое цитирование
Тургунбаева Джумагуль Раксимбердиевна
(2020)
«О СВОЙСТВАХ МОДИФИЦИРОВАННЫХ ГИПСОВЫХ КОМПОЗИЦИЙ С ШЛАКОВЫМ НАПОЛНИТЕЛЕМ И ХИМИЧЕСКОЙ ДОБАВКОЙ», Вестник Ташкентского института инженеров железнодорожного транспорта. : Вып. 16
:
Вып.
4
, Статья 27.
Доступно по адресу:
https: // uzjournals.edu.uz/tashiit/vol16/iss4/27
СКАЧАТЬ
С 19 января 2021 г.
МОНЕТЫ(PDF) Гипсовые композиты со стеклянными гранулами
MPCPE 2020
IOP Conf. Серия: Материаловедение и инженерия 896 (2020) 012079
IOP Publishing
doi: 10.1088 / 1757-899X / 896/1/012079
2
также для уменьшения его плотности и, следовательно, веса, чтобы соответствовать современные потребности строительства
бизнес.
Известно, что армирование гипсовой матрицы кристаллами дисперсного модификатора размером
нанометров позволяет не только укрепить структуру камня, а, следовательно, повысить физико-механические свойства гипсовой матрицы и материалов на ее основе. на нем, но также дают им повышенные характеристики
за счет перехода дигидрата сульфата кальция в менее растворимые соединения [14].
Кроме того, при выборе типа добавки необходимо учитывать, что вводимая добавка
должна иметь схожую структуру и химический состав с армированной матрицей, как отмечают многие авторы
[16].Армирующее вещество должно иметь большое количество поверхностно-активных центров. На
этих центрах будет происходить диссоциативная адсорбция молекул воды, что должно привести к увеличению на
количества свободных носителей заряда. В результате произойдет ускорение формирования структуры гипсового конгломерата
и увеличение ее прочности [15].
С целью повышения эксплуатационных характеристик гипсового камня, используемого для получения 3D-изделий, и их качества
была изучена возможность введения микронаполнителей в самоармированные композиции на основе полугидрата сульфата кальция
для снижения веса декоративных материалов. в работе.
в работе.
Полые стеклянные микросферы представляют собой сухой порошок белого цвета, состоящий из крошечных пузырьков диаметром
20–160 мкм и толщиной стенки менее 1–2 мкм. Состав стекла и почти правильная форма микросфер
обеспечивает очень высокую прочность на сжатие, низкое водопоглощение, низкую теплопроводность, высокую химическую стойкость и радиопрозрачность. Хорошая адгезия HGM к связующим позволяет создавать на их основе композиты с уникальным комплексом свойств.Все вышеперечисленные факторы
определили широкий спектр применения HGM.
Технология производства HGM представляет собой сочетание сложных гидродинамических, физических и
химических процессов, происходящих при образовании полых пузырьков из микрочастиц расплава стекла
путем выдувания. Для реализации этих процессов учеными НПО «Стеклопиастик»
разработаны специальные мелкодисперсные многокомпонентные порошки стекла, способные в расплавленном состоянии образовывать микрочастицы заданного объема
.
Прочность микросфер оценивается по величине гидростатического давления, при котором не более
10% HGM разрушаются. Естественно, что микросферы с большим весом и, следовательно, с более толстыми стенками на
прочнее. Композиты на основе HGM открыли новые возможности для конструкторов и промышленных инженеров
.
Основной целью исследования было изучение зависимости технических характеристик полученных самоармированных композитов
от процентного содержания наполнителя.Формирование упрочненной структуры
гипсовых композитов обусловлено применением комплексных минеральных добавок [15, 16]. Введение минерального комплекса связующего
может способствовать образованию безусадочных или расширяющихся композиций.
После кристаллизации они могут иметь высокую прочность, среднюю плотность и водостойкость [17–20].
2. Методы
Для изготовления гипсового камня использовалось следующее сырье: гипсовое вяжущее марок Г 5 Б II,
по ГОСТ 125-2018, легкий наполнитель, сульфат алюминия и воздушная известь
. .Известь негашеная молотая Угловского известкового завода по ГОСТ 9179 соответствует марке
.Известь негашеная молотая Угловского известкового завода по ГОСТ 9179 соответствует марке
1 и относится к медленно тушащимся. Содержание гидратированной воды в негашеной извести не превышает
2%. Стеклянный микронаполнитель в виде полых гранул — сфер размером от 0,1 мкм до 50
мкм получен в условиях НПО «Стеклопластик», Тверская область.
Характеристики гипса представлены в таблице 1. Качественные показатели извести приведены в таблице 2
.Основные показатели микронаполнителя МС — ВП — А9 (ТУ 6-48-91-92 с изменениями 1-7) приведены
в таблице 2, рис. 1.
Состав комплексных добавок принимался постоянным. по результатам предыдущих
исследований [16].
Исследования физико-механических свойств самоупрочняющегося гипсового камня с добавкой микронаполнителя
проводились на стандартных образцах балок размерами 40,0 x 40.0 x 160,0
мм и цилиндрические образцы диаметром 20 мм и (или) 50 мм в возрасте 7 суток после отверждения
Сравнительные исследования радиационно-защитных наполнителей для композиционных материалов на основе фосфогипсового связующего
Булат А. Ф., Иванов В.А., Козлов К.С. (2007). Исследование радиационно-защитных свойств резиновой матрицы с «квантовыми ловушками» полидисперсной смеси сложных оксидов редкоземельных элементов. Геотехническая техника.Днепропетровск, 69, 25–34.
Ф., Иванов В.А., Козлов К.С. (2007). Исследование радиационно-защитных свойств резиновой матрицы с «квантовыми ловушками» полидисперсной смеси сложных оксидов редкоземельных элементов. Геотехническая техника.Днепропетровск, 69, 25–34.
Вяжучи гипсови. Технични умовый (1999). ДСТУ БВ.2.7.-82-99 (Взамен ГОСТ 125-79, ГОСТ 23789-79, ГОСТ 26871-86). Киев: Держбуд Украинский, 30.
Вяжущие гипсовые. Технические условия (1980). ГОСТ 125-79 (Взамен ГОСТ 125-70 и ГОСТ 5.1845-73). Москва: Издательство стандартов, 12.
Инструкции по контролю средств защиты и материалов, используемых в радиологии (1995 г.). Москва: Минздравмедпром РФ, 9.
Черняев, А. П. (2004). Взаимодействие ионизирующего излучения с веществом. Москва: ФИЗМАТЛИТ, 152.
Арбузов, В. И. (2008). Основы оптического излучения проводящего материала. Санкт-Петербург: СПбГУИТМО, 284.
Гупало О.С. (2008). Повышение радиационного качества строительства жилых зданий с учетом влияния инновационных направлений. Днепропетровск, 199.
Днепропетровск, 199.
Белоус В.А., Юр Э.A., Barker, J. A. et al. (2005). О механизме создания материалов с повышенными радиационно-защитными свойствами. Проблемы атомной науки и техники, 3, 188–189.
Артемьев В.А., Чукляев С.В., Баркер Дж. А. и др. (1995). Прохождение через рентгеновские системы ультра. Атомная энергетика, 78 (3), 186–191.
Аяд, М. (2000). Оценка риска энергии ионизирующего излучения в диагностической радиологии. Прикладная энергия, 65 (1–4), 321–328. DOI: 10.1016 / S0306-2619 (99) 00070-7
Иванов В.А., Катращук Г.К., Конюхов С.Н. и др. al. (2008). Явление аномального изменения интенсивности потока квантов проникающего излучения в одно- и многоэлементные среды: диплом за открытие № 57. Научные открытия ученых СНГ. Днепропетровск: Новая идеология, 112–113.
Булат А.Ф., Иванов В.А. (2006). Радиационно-защитные материалы нового технического уровня. Геотехническая механика. Днепропетровск, 64, 3–14.
Давыдов А. (1967). Возбужденные состояния атомных ядер. Москва: Атомиздат, 263.
Москва: Атомиздат, 263.
Lafarge GIB X-block: Этот продукт классифицируется как опасный в соответствии с критериями Worksafe Australia (2009). Лафарж Гипсокартон PTY LTD, 5.
Артемьев В.А., Чукляев С.В., Баркер Дж. А. и др. al. (1995). Прохождение через рентгеновские системы ультра. Атомная энергетика, 78 (3), 186–191.
Алексеев, С., Юр Э.А., Кабардино Н.К. (2004). Радиационно-защитный эластомерный материал и способ его производства. Патент PCT 2004/023492 (AT, BY, CA, CN, DE, GI, GB, IL, IN, JP, Kr, KZ, LT, NO, RU, SE, TR, UA, US). 7Г21Ф1 / 12. № PCT / UA20002 / 00040; объявлен 05.09.02; опубликовано 18.03.04, 4.
| Артикул | Рентгенофлуоресцентный метод в аналитическом контроле технологии переработки фосфогипса | СтатьяАвтор Данные | Национальный исследовательский технологический университет «МИСиС», Москва, Россия: А. | Абстрактные | В работе представлены результаты разработки метода определения химического состава фосфогипса и продуктов его выщелачивания.Рассмотрены основные трудности, возникающие при определении редкоземельных металлов в фосфогипсе и продуктах его выщелачивания (включая их количество, спектральный фолдинг, матричные эффекты и некоторые особенности современных рентгеновских спектрометров). В данной работе повышенное внимание уделяется критическим значениям концентраций редкоземельных элементов в исследуемых объектах. Измерения проводились на спектрометре ARL Optim’X. | ключевых слов | Рентгенофлуоресцентный спектральный анализ, фосфогипс, редкоземельные металлы, аналитический контроль, спектральный фолдинг, порог обнаруживаемости, экспресс-контроль содержания, ARL Optim’X | Список литературы | 1. ГОСТ 23789–79. Вяжущие гипсовые. Методы испытаний (ГОСТ 23789–79. Вяжущие гипсовые. Методы испытаний). Введен: 1980–07–01. М .: Издательство стандартов, 1979. |
 Козлов С.А. , аспирант кафедры сертификации и аналитического контроля, e-mail:
Козлов С.А. , аспирант кафедры сертификации и аналитического контроля, e-mail:  Использованы рабочие образцы, аттестованные методом оптико-эмиссионной спектрометрии.Калибровочные кривые с высоким уровнем линейности для Nd, La, Ce, Pr и Y (в пересчете на оксиды) были получены с использованием имеющихся сертифицированных стандартных образцов. Приведены диапазоны концентраций редкоземельных элементов, расчетные значения пределов обнаружения, стандартные ошибки оценки и коэффициенты корреляции для градуировочных кривых. Учитываются спектральная свертка и матричные эффекты, что обеспечивает лучшую точность определения. Использование интенсивности линий L-серии в качестве аналитического сигнала упрощает выбор параметров анализа за счет применения достаточно низкого ускоряющего напряжения и широко распространенных типов анализирующих кристаллов (LiF 200).Полученные результаты показывают возможность применения рентгенофлуоресцентной спектрометрии для экспресс-определения редкоземельных элементов в фосфогипсе и продуктах его выщелачивания.
Использованы рабочие образцы, аттестованные методом оптико-эмиссионной спектрометрии.Калибровочные кривые с высоким уровнем линейности для Nd, La, Ce, Pr и Y (в пересчете на оксиды) были получены с использованием имеющихся сертифицированных стандартных образцов. Приведены диапазоны концентраций редкоземельных элементов, расчетные значения пределов обнаружения, стандартные ошибки оценки и коэффициенты корреляции для градуировочных кривых. Учитываются спектральная свертка и матричные эффекты, что обеспечивает лучшую точность определения. Использование интенсивности линий L-серии в качестве аналитического сигнала упрощает выбор параметров анализа за счет применения достаточно низкого ускоряющего напряжения и широко распространенных типов анализирующих кристаллов (LiF 200).Полученные результаты показывают возможность применения рентгенофлуоресцентной спектрометрии для экспресс-определения редкоземельных элементов в фосфогипсе и продуктах его выщелачивания.  ).
).  0–79. Металлы редкоземельные и их оксиды. Общие требования к методам анализа. Введен: 1981–01–01. Переиздано в ноябре 2003 г. с изменениями 1,2. М .: Издательство стандартов, 2003.
0–79. Металлы редкоземельные и их оксиды. Общие требования к методам анализа. Введен: 1981–01–01. Переиздано в ноябре 2003 г. с изменениями 1,2. М .: Издательство стандартов, 2003.  О. Получение Nd2O3 экстракционным разделением редкоземельного концентрата, извлеченного из фосфогипса. Неорганические материалы. 2016. Т. 52, №2.С. 233–237.
О. Получение Nd2O3 экстракционным разделением редкоземельного концентрата, извлеченного из фосфогипса. Неорганические материалы. 2016. Т. 52, №2.С. 233–237. % PDF-1.5 % 105 0 объект > эндобдж xref 105 105 0000000016 00000 н. 0000003125 00000 н. 0000003442 00000 п. 0000003575 00000 н. 0000003665 00000 н. 0000003821 00000 н. 0000004329 00000 н. 0000004356 00000 п. 0000004496 00000 н. 0000004764 00000 н. 0000005190 00000 п. 0000005245 00000 н. 0000005290 00000 н. 0000014140 00000 п. 0000014177 00000 п. 0000014573 00000 п. 0000015190 00000 п. 0000015227 00000 п. 0000015732 00000 п. 0000015783 00000 п. 0000016142 00000 п. 0000016375 00000 п. 0000016757 00000 п. 0000016784 00000 п. 0000017022 00000 п. 0000017331 00000 п. 0000017388 00000 п. 0000017558 00000 п. 0000017723 00000 п. 0000017863 00000 п. 0000019219 00000 п. 0000019467 00000 п. 0000019734 00000 п. 0000019910 00000 п. 0000020056 00000 п. 0000021620 00000 н. 0000023384 00000 п. 0000025071 00000 п. 0000026657 00000 п. 0000028248 00000 п. 0000029495 00000 п. 0000030147 00000 п. 0000031786 00000 п. 0000032053 00000 п. 0000032393 00000 п. 0000032420 00000 н. 0000032575 00000 п. 0000032798 00000 п. 0000032821 00000 п. 0000032895 00000 п. 0000033124 00000 п. 0000046486 00000 п. 0000046556 00000 п. 0000046601 00000 п. 0000046694 00000 н. 0000547096 00000 н. 0000547354 00000 п. 0000548526 00000 н. 0000549251 00000 н. 0000549286 00000 п. 0000549337 00000 н. 0000550514 00000 н. 0000964096 00000 н. 0000964231 00000 п. 0000964357 00000 н. 0000964511 00000 н. 0000964581 00000 н. 0001074212 00000 п. 0001074463 00000 п. 0001074906 00000 п. 0001075070 00000 п. 0001075097 00000 п. 0001075559 00000 п. 0001075629 00000 п. 0001168162 00000 п. 0001168418 00000 п. 0001168722 00000 п. 0001168891 00000 п. 0001168961 00000 п. 0001245574 00000 п. 0001245840 00000 п. 0001246030 00000 п. 0001246205 00000 п. 0001246232 00000 п. 0001246526 00000 п. 0001247192 00000 п. 0001247236 00000 п. 0001247271 00000 п. 0001247690 00000 н. 0001248394 00000 п. 0001249566 00000 п. 0001249610 00000 п. 0001249645 00000 п. 0001250256 00000 п. 0001251007 00000 п. 0001252179 00000 п. 0001252223 00000 п. 0001252258 00000 п. 0001252993 00000 п. 0001253749 00000 п. 0001254921 00000 п. 0001254965 00000 п. 9 {y = pl; br #
F2Tr | HK.a: .AHɌ «V [l (icR3p» ps`! ؘ n * xT «» @ v 3 X% szOoCX7CxFke F΅`} 03 & + i ا C8̻M>! V6Ê52C ֠ * # NQJW @ _hx [Cј)
% PDF- 1,7 % 80 0 объект > эндобдж xref 80 94 0000000016 00000 н. 0000002928 00000 н. 0000003278 00000 н. 0000003328 00000 н. 0000004011 00000 н. 0000004043 00000 н. 0000004216 00000 н. 0000004390 00000 н. 0000005290 00000 н. 0000005693 00000 п. 0000005775 00000 н. 0000005830 00000 н. 0000006229 00000 п. 0000006775 00000 н. 0000007166 00000 н. 0000008209 00000 н. 0000008612 00000 н. 0000008933 00000 н. 0000009254 00000 н. 0000009733 00000 н. 0000010754 00000 п. 0000011104 00000 п. 0000011652 00000 п. 0000012652 00000 п. 0000013481 00000 п. 0000014238 00000 п. 0000014793 00000 п. 0000015193 00000 п. 0000015637 00000 п. 0000026803 00000 п. 0000027382 00000 п. 0000027818 00000 п. 0000028300 00000 п. 0000039409 00000 п. 0000040407 00000 п. 0000040807 00000 п. 0000040974 00000 п. 0000045170 00000 п. 0000045447 00000 п. 0000045819 00000 п. 0000045985 00000 п. 0000046152 00000 п. 0000046333 00000 п. 0000046622 00000 п. 0000046680 00000 п. 0000047780 00000 п. 0000048695 00000 п. 0000049075 00000 п. 0000049157 00000 п. 0000050081 00000 п. 0000050915 00000 п. 0000051496 00000 п. 0000056199 00000 п. 0000073447 00000 п. 0000076595 00000 п. 0000078877 00000 п. 0000082726 00000 н. 0000084401 00000 п. 0000084660 00000 п. 0000087918 00000 п. 0000088182 00000 п. 0000088552 00000 п. 0000088715 00000 п. 0000093526 00000 п. 0000093776 00000 п. 0000094151 00000 п. 0000094307 00000 п. 0000099260 00000 н. 0000099525 00000 п. 0000099918 00000 н. 0000100094 00000 н. 0000101425 00000 н. 0000101633 00000 н. 0000101945 00000 н. 0000102027 00000 н. 0000103427 00000 н. 0000103638 00000 п. 0000103949 00000 н. 0000112905 00000 н. 0000113277 00000 н. 0000113685 00000 н. 0000113966 00000 н. 0000115309 00000 н. 0000115511 00000 н. 0000115833 00000 н. 0000115915 00000 н. 0000122316 00000 н. 0000122664 00000 н. 0000123057 00000 н. 0000123299 00000 н. 0000123359 00000 н. 0000123440 00000 н. 0000123523 00000 н. 0000002176 00000 н. трейлер ] >> startxref 0 %% EOF 173 0 объект > поток xb«b«`g`dga @
% PDF-1.4 % 1 0 obj > эндобдж 2 0 obj > поток
конечный поток эндобдж 3 0 obj >>> эндобдж 4 0 obj > эндобдж 10 0 obj > эндобдж 11 0 объект > эндобдж 12 0 объект > эндобдж 16 0 объект > эндобдж 20 0 объект > эндобдж 24 0 объект > эндобдж 28 0 объект >>> / Подтип / Форма >> поток h3P0.