ГОСТ 17166-71. Инструмент вспомогательный к металлорежущим станкам. Общие технические требования (72465)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ИНСТРУМЕНТ ВСПОМОГАТЕЛЬНЫЙ
К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 17166—71
Издание официальное
Цена 13 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва .
РАЗРАБОТАН Государственным проектно-технологическим и экспериментальным институтом (Оргстанкинпром)
Директор Монахов Г. А.
Руководитель темы Василевский М. А.
Исполнители; Старосельский А. 3., Чернова Н. А.
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии Трефилов В. А.
А.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением станкоинструментальной промышленности и межотраслевых производств Государственного комитета стандартов Совета Министров СССР
Зам. начальника Управления Григорьев В. К.
Ст. инженер Горнакова Г. С.
Отделом стандартизации и унификации инструмента Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
И. о. зав. отделом Можаев Г. И.
Ст. научный сотрудник Футорян С. Б.
Ст. инженер Филимончева И. М.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 29 июня 1971 г. (протокол № 97)
Председатель отраслевой научно-технической комиссии зам. председателя
Госстандарта СССР Никифоренко А. М.
Зам. председателя комиссии член Комитета Шахурин В. Н.
Члены комиссии: Бергман В. П.(Доляков В. Г., Златкович Л. А., Баранов Н. Н., Лесников М. В.
П.(Доляков В. Г., Златкович Л. А., Баранов Н. Н., Лесников М. В.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 8 сентября 1971 г. № 1552
.УДК 621.9-229(083.74) Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
И
ГОСТ
17166-71
НСТРУМЕНТ ВСПОМОГАТЕЛЬНЫЙ
К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
Технические требования
Accessory tool for metal-cutting machines.
Technical requirements
Постановлением Государственного комитета стандартов Совета Министров СССР от 8/ЇХ 1971 г. № 1552 срок введения установлен
с 1/1 1973 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на вспомогательный инструмент к металлорежущим станкам, и устанавливает единые технические нормы и требования.
Стандарт не распространяется на детали, находящиеся в конструктивной связи в сборном инструменте и на детали общего применения, а также не регламентирует способы и методы контроля вспомогательного инструмента-
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Вспомогательный инструмент должен изготовляться в соответствии с требованиями настоящего стандарта, стандартов, устанавливающих конструкцию и размеры, а также по технической документации, утвержденной в установленном порядке.
Качество отливок должно соответствовать требованиям:
отливок из серого чугуна — ГОСТ 1412—70;
» » конструкционной нелегированной стали—ГОСТ 977—65;
» » конструкционной легированной стали—ГОСТ 7832—65.
Качество поковок должно соответствовать требованиям ГОСТ 8479—70.
Твердость резьбы не должна быть более HRC 40-
В качестве защитно-декоративного покрытия для несопря- гаемых обработанных поверхностей инструмента должно быть применено химическое оксидирование по ГОСТ 9791—68.

Допускается в технически обоснованных случаях применять другие виды покрытия или выполнять детали инструмента без покрытия.
Издание официальное Перепечатка воспрещена
На необрабатываемые поверхности инструмента, изготовленного из чугунного или стального литья, должно быть нанесено лакокрасочное покрытие. Окрашенная поверхность должна быть полуглянцевой, не ниже 2-го класса по ГОСТ 9894—61, и при поставке со станком соответствовать цвету станка.
Предельные отклонения размеров должны соответствовать:
диаметра хвостовика, сопрягаемого с отверстием револьверной головки или стойки, — по С ОСТ 1012;
диаметра хвостовика, сопрягаемого с отверстиями многопозиционных стоек, не лежащих на общей оси станка, и ширины шпонки под станочный паз, — по С3 ОСТ 1013;
ширины закрытого паза под резец — по Л5 ОСТ 1015.
Неуказанные предельные отклонения размеров: охватывающих — по Л7, охватываемых — по В7.
прочих ±’/г допуска 7-го класса.Допуски конусов’ инструмента по ГОСТ 2848—67.
Шероховатость поверхностей инструмента по ГОСТ 2789—59 должна быть не грубее:
 прочих ±’/г допуска 7-го класса.
прочих ±’/г допуска 7-го класса.конусов Морзе, метрических, конусностью 1 : 30, хвостовика, сопрягаемого с револьверной головкой или стойкой — 8-го класса чистоты;
опорной плоскости паза под резец и опорной плоскости державки, сопрягаемой с резцедержателем станка — 6-го класса, чистоты;
обработанных поверхностей, определяющих внешний (товарный) вид — 5-го класса чистоты.
Примечание. Приведенные в стандарте чертежи не предопределяют конструкцию инструмента.
ИНСТРУМЕНТУ, ЗАКРЕПЛЕННОМУ В ШПИНДЕЛЕ СТАНКА
2. Таблица 1 | ||
Наименование инструмента | Наименование показателей | Нормы |
|
| HRC 35. HRC 40…45 по табл. 2 0,05 V10 V 9 HRC 58…62 + 0,005 —0,005 0,003 0,003 Не допускается |
 1. В т у л к и
1. В т у л к и ..40
..40ГОСТ 17166—71 Стр. Разрезные втулки с наружным конусом для инструмента с цилиндрическим хвостовикомПереходные жесткие быстросменные втулкиНаименование показателей | Нормы |
2.6. Шероховатость цилиндрической поверхности под долбяк, отверстия под штоссель, торцовых поверхностей, прилегающих к долбяку и | |
V 10 | |
штосселю 3.1. Твердость: | |
втулки | HRC 50…55 |
лапки 3.2. Предельные отклонения: | HRC 35. |
а) диаметра отверстия под инструмент | 4з |
б) паза под поводок | Хз |
в) паза под квадрат 3.3. Радиальное биение поверхности отверстия | -4 4 |
под инструмент относительно поверхности наруж- | по табл. 3 |
ного конуса 3.4. Несимметричность сторон паза под пово- | и черт. 1 |
док или квадрат относительно оси отверстия, мм 3.5. Шероховатость поверхности отверстия под | 0,07 |
инструмент | V7 |
4.1. Твердость | HRC 56…60 |
4.2. Предельные отклонения: | |
а) диаметра наружной поверхности | X |
| Аз |
тра сферических канавок, мм ~
а) наружной поверхности относительно внут- | . |
0,02 | |
ренней конической, мм б) поверхности отверстия под метчик относи- | |
тельно наружной поверхности, мм в) сферической кольцевой канавки относитель- | 0,03 |
но наружной поверхности, мм | 0,1 |
 ..40
..40 ±0,1
±0,1Стр. 4 ГОСТ 17166—71
Заказ 1240
5. Переходные поводковые втулки
Наименование показателей | Нормы |
4.4. Несимметричность расположения сферических канавок относительно оси наружной поверхности, мм
4.6. Шероховатость:
| 0. V8 V7 HRC 56…60 X А ±0,1 0,03 0,2 0,1 0,03 7 |
 1
1ГОСТ 17166—71 Стр. 5 Назначение втулок | Характеристика втулок | Радиальное биение, мм | |
Для координатно-расточных станков | с резьбой под шомпол | под хвостовик / инструмента с резьбой | 0,003 |
под хвостовик инструмента с лапкой | 0,005 | ||
Универсальные | с наружным конусом Морзе и метрическим | короткие | 0,0101 |
длинные | 0,015* | ||
с наружным конусом 7:24, обозначаемым по ГОСТ 15945—70 | 30, 35, 40, 45, 50, 55 | 0,015 | |
60, 65, 70, 75 | 0,020 | ||
Для токарных станков (в пиноль задней бабки) | без лапки | 0,020 | |
Таблица 2
ГОСТ 17166—71
ГОСТ 1716®—71 : Стр. ‘7
‘7
Радиальное биение поверхности отверстия
втулки под инструмент
Таблица 3
мм
Диаметры отверстий под инструмент с цилиндрическим хвостовиком | Диаметр оправки, d | 1 | Радиальное биение | |
с поводком | с квадратом | |||
От 1,0 до 1,6 | — | 1,5 | 6 | 0,02 |
Св. 1,6 до 3,0 | ». — | 2,0 | 10 | 0,03 |
Св. 3,0 до 6,0 | От. | 4,0 | 16 | |
Св. 6,0 до 10,0 | Св. 6,0 до 10,0 | 8,0 | 25 | |
— | Св. 10,0 до 18,0 | 12,0 | 40 | |
— | Св. 18,0 до 24,0 | 20,0 | 50 | 0,04 |
— | Св. 24,0 до 30,0 | 25,0 | 60 | |
Св. 30,0 до 36,0 | 32,0 | 70 | 0,05 | |
 3,0 до 6,0
3,0 до 6,0Примечание. Биение проверять в контрольном шпинделе по контрольной оправке на расстоянии I от торца втулки (см. чертеж).1. Цанги
Биение проверять в контрольном шпинделе по контрольной оправке на расстоянии I от торца втулки (см. чертеж).1. Цанги
Наименован» показателей | Нормы |
а) на длине наружного конуса | HRC 50…55 |
б) на остальной части цанги | HRC 40…45 |
1.2. Предельные отклонения | по табл. 5 |
1.3. Радиальное биение | » табл. 5 |
1.4. Шероховатость поверхностей | » табл. 5 |
а) корпуса …HRC 52…56 | HRC 52…56 |
б) конического хвостовика HRC 45. | HRC 45 …50 |
в) гайки HRC 35…40 | HRC 35…40 |
2.2. Предельные отклонения диаметра отверстия в корпусе под цилиндрическую поверхность цанги в патроне к координатно-расточному станку | 4, |
| 0,01 |
фрезерным станкам, мм
а) наружного центрирующего конуса корпуса патрона к координатно-расточный станкам | 0,02 |
V 10 | |
б) цилиндрического и конического отверстий под цангу в корпусе патрона к координатно-расточным станкам | V9 |
в) конического отверстия под цангу в корпусе патрона к фрезерным станкам | V8 |
 ..50
..50Скачать бесплатно
ГОСТ 17166-71.
 Инструмент вспомогательный к металлорежущим станкам. Общие технические требования (72465)
Инструмент вспомогательный к металлорежущим станкам. Общие технические требования (72465)Стр. 24 ГОСТ 17166—71
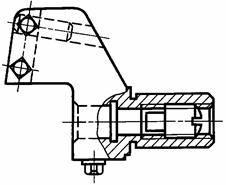
Державки расточные с коническим хвостовиком к токарно-карусельным станкам
Державки для пластинчатых резцов к токарным многошпиндельным автоматам
ГОСТ 17166—71 Стр. 25
Наименование показателей | Нормы |
7.1. Твердость корпуса | HRC 35…40 |
| HRC 35. 0,03 V7 |
 ..40
..40Державки для стержневых резцов к токарным многошпиндельным автоматам и многорезцовым полуавтоматам
Державки для призматических резцов к токарным многошпиндельным автоматам
Державки люнетные для стержневых резцов к токарным многошпиндельным автоматам | П родолжение |
Наименование показателей | Нормы |
| HRC 35…40 0,03 V 7 |
| HRC 35. V7 |
11.1. Твердость: а) корпуса резцедержателя и роликодержателя б) осн под ролик | HRC 35…40 HRC 56…60 |
 ..40
..40Стр, 26 ГОСТ 17166—71
12. Державки для круглых резцовНаименование показателей | Нормы |
в) ролика 11.2. Радиальное биение наружной поверхности | HRC 58…62 |
ролика относительно его оси, мм 11.3. Отклонение поверхностей опорных плоскостей корпуса, сопрягаемых с суппортом, от | 0,01 |
общей прилегающей плоскости, мм 11.4. Шероховатость рабочей поверхности ро- | 0,03 |
лика и поверхности опорных плоскостей корпуса, сопрягаемых с суппортом | V7 |
12. а) корпуса и основания | HRC 35…40 |
б) оси под резец и кольца | HRC 40…45 |
в) регулятора 12.2. Предельные отклонения диаметра оси | HRC 50…55 |
под резец 12.3. Неперпендикулярность опорного торца кольца, сопрягаемого с резцом, относительно опорной плоскости державки, прилегающей к суп | С |
порту, мм 12.4. Шероховатость: | 0,01 |
а) рабочей поверхности оси | V 8 |
б) поверхности опорных плоскостей основания, | |
сопрягаемых с суппортом, и опорной плоскости | V 7 |
кольца |
 1. Твердость:
1. Твердость:ГОСТ 17166—71 Стр. Наименование инструмента | Наименование показателей | Нормы | |||
13. Державки для сменных вставок к токарно-револьверным автоматам (Д1 |
| HRC 35…40 0,03 | |||
са, мм
| |||||
N. *~ Л и || | V 7 V6 | ||||
 27
27ЗАКРЕПЛЯЕМОМУ В РЕВОЛЬВЕРНОЙ ГОЛОВКЕ ИЛИ СТОИКЕ
4. 1. Люнеты
1. Люнеты
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ВСПОМОГАТЕЛЬНОМУ ИНСТРУМЕНТУ,
Таблица 8
Стр. 28 ГОСТ 17166—71
Наименование инструмента
Наименование показателей
Нормы
HRC 35…40
HRC 58…62
С3
0,02
0,01
V7
V6
Люнеты призматические к державкам токарно-револьверных автоматов
Твердость:
корпуса
призмы
Предельные отклонения диаметра хвостовика корпуса
Непараллельность опорной плоскости паза под призмы относительно оси корпуса, мм
Неперпендикулярность опорной плоскости корпуса относительно его хвостовика, мм
Шероховатость:
рабочей поверхности призмы
поверхности хвостовика, опорной плоскости корпуса и опорной плоскости паза под призм
уПереходные втулки с внутренним конусом Морзе к токарно-карусельным и револьверным станкам
Зажимные втулки для инструмента с цилиндрическим хвостовиком к державкам и револьверным головкамНаименование показателей | Нормы |
| HRC 40. |
лысками 1.3. Радиальное биение внутренней конической поверхности относительно наружной поверхности, сопрягаемой с револьверной головкой: | с. |
а) для коротких втулок, мм | 0,02 |
б) для длинных втулок, мм
а) плоскостей лысок относительно наружной поверхности, сопрягаемой с револьверной голов- | 0,03 |
кой, мм б) паза под поводковый штифт относительно наружной поверхности, сдпрягаемой с револьвер- | 0,05 |
НОЙ головкой, мм 1.5. Шероховатость поверхностей лысок | 0,1 |
V6 | |
| HRC 45. |
а) диаметра наружной поверхности б) диаметра отверстия: | С |
цельных втулок | А |
разрезных втулок 2.3. Радиальное биение поверхности концентричного отверстия относительно наружной по- | |
верхности, мм 2.4. Шероховатость поверхностей: | 0,02 |
а) наружной | V 8 |
б) отверстия | V 7 |
 ..45
..45 ..50
..504.2. Втулки Таблица 9
ГОСТ 17166—71 Стр. 29
Сверлильные цанговые патроны к токарно-револьверным автоматам
Сверлильные цанговые патроны к токарным многошпиндельным автоматам и токарно-револьверным станкам
Качающиеся патроны для разверток к токарно-револьверным автоматам
Наименование показателей | Нормы |
1. | |
а) корпуса и шестерни | HRC 40…45 |
б) шпинделя | HRC 50…55 |
1.2. Предельные отклонения диаметра отвер- | |
стия в шпинделе под цангу | А |
1.3. Радиальное биение внутренней конической | |
поверхности и поверхности отверстия шпинделя | |
под цангу оносительно наружной поверхности | |
корпуса, сопрягаемой с револьверной голов- | |
кой, мм | 0,04 |
1.4. Шероховатость поверхностей цилиндриче- | |
ского и конического отверстий под цангу | V7 |
1. | п. 1 табл. 4; 5 |
2.1. Твердость корпуса | HRC 50…55 |
2.2. Предельные отклонения диаметра отвер- | |
стия корпуса под цангу | А |
2.3. Радиальное биение внутренней конической | |
поверхности и поверхности отверстия в корпусе | |
под цангу относительно поверхности хвостовика | |
корпуса, мм | 0,02 |
2.4. Шероховатость поверхностей цилиндриче- | |
ского и конического отверстий под цангу | V7 |
2. | п. 1 табл. 4; 5 |
3.1. Твердость корпуса и хвостовика | HRC 40…45 |
3.2. Предельные отклонения диаметра отвер- | |
стия корпуса под зажимную втулку | А |
3.3. Угловое смещение корпуса относительно | |
оси хвостовика, в пределах, мм | 0,05-0,20 |
3.4. Шероховатость поверхности отверстия кор- | |
пуса под зажимную втулку | V7 |
 1. Твердость:
1. Твердость: 5. Технические требования к цанге
5. Технические требования к цанге 5. Технические требования к цанге
5. Технические требования к цанге4.3. Патроны , Таблица 10
Стр. 30 ГОСТ 17166—71
Плавающие патроны для разверток к токарно-револьверным станкам и токарноревольверным автоматам
Патроны устанавливаемые цанговые или с зажимными втулками к токарно-револьверным станкам и токарно-револьверным автоматам
Патроны с зажимными втулками для инструмента с цилиндрическим хвостовиком к токарно-револьверным станкам и токарно-револьверным автоматам
Наименование показателей | Нормы |
| HRC 56. А 0,02 V7 |
| HRC 40…45 А 0,02 |
| V7 п. 1 табл. 4; 5 |
| HRC 40. А 0,02 |
 ..60
..60 ..45
..45ГОСТ 17166—71 Стр. 31
Поводковые патроны для качающихся оправок к токарно-револьверным станкам
Наименование показателей | Нормы |
6.4. Шероховатость поверхности отверстия под втулку | V7 |
Стр. 32 ГОСТ 17166-71
Т
HRC 40…45
HRC 50…55
вердость:
корпуса
оправок
П
А
0,05—0,20
редельные отклонения диаметра отверстия под зажимную втулку в оправках для разверток с цилиндрическим хвостовикомУгловое смещение оправок относительно оси корпуса, в пределах, мм
Н
0,2
V7
есимметричность опорных плоскостей паза корпуса под поводок оправки относительно оси корпуса, мм
Шероховатость поверхности отверстия под зажимную втулк
уПатроны для метчиков к токарно-револьверным станкам
Выдвижные патроны для метчиков
к токарно-револьверным автоматам
10. Патроны для плашек к токарно- револьверным станкам
Патроны для плашек к токарно- револьверным станкам
Наименование показателей | Нормы |
8.1. Твердость корпуса, втулки и хвостовика | HRC 35…40 |
8.2. Предельные отклонения диаметра отверстия втулки под метчик | Лз |
| 0,05 |
V7 | |
9.1. Твердость корпуса и хвостовика | HRC 35. |
9.2. Предельные отклонения диаметра отверстия в корпусе под зажимную втулку | А |
9.3. Радиальное биение поверхности отверстия корпуса под зажимную втулку относительно поверхности хвостовика, мм | 0,04 |
9.4. Шероховатость поверхности отверстия под зажимную втулку | V 7 |
 ..40
..40Скачать бесплатно
(PDF) ГОСТ 4543-71 стр. 25 — 36 — ОФБ Электронные закупки 4543-71 стр. 25 ГОСТ 4543-71 стр. 25 Продолжение таблицы 6 Группа стали Марка стали Термическая обработка Предел текучести, σ T’ Н/ мм
ГОСТ 4543-71 Страница 25
ГОСТ 4543-71 стр. 25
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
или
ф ст
угорь
Термическая обработка
Йе
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска C
Ку
лин
среди
иум
Тем
на
тур
С
Ку
лин
среди
иум
1-й
жесткий
енин
г или
или
мал
из
г
2-й
хар
ден
нг
Не менее
Хр
Омиу
м-с
илико
п
33XC 920 — Вода или масло 630 Вода или
масло 685 (70)
880 (90) 13 50
78 (8) 25
38XC 900 — Вода или масло 630 Вода или
масло 735 (75)
930 (95) 12 50
69(7) 25
40XC 900 — Вода или масло 540 Вода или
масло 1) 1080 (110)
1230 (125) 12 40
34 (3,5) 25
Аустемперирование при 900-910 С в азотнокислой среде по
330-350 С с последующим охлаждением на воздухе 2) 1080 (110)
1230 (125) 12 40
49 (5) 25
ГОСТ 4543-71 Страница 26
ГОСТ 4543-71 Страница 26
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска C
Ку
лин
среди
иум
Тем
на
тур
С
Ку
Линг
среди
иум
1-й
жесткий
енин
г или
нет
рмаль
изат
ион
2-й
хар
ден
нг
Не менее
Хр
оме-
моль
ybde
номер
и
чр
оме-
моль
ybde
номер
-фургон
адиу
м
15XM 860 — Воздух 650 Воздух 275 (28)
440 (45)
21 55 118 (12)
30
20XM 880 — Вода или масло 500 Воздух 590 (60)
780 (80) 12 50
88 (9) 15
30M 880 — Масло 540 Вода или масло 735 (75)
930 (95) 11 45
78 (8) 15
30XMA 880 — Масло 540 Вода или
масло 735 (75)
930 (95) 12 50
88 (9) 15
35XM 850 — Масло 560 Вода или масло 835 (85)
930 (95) 12 45
78 (8) 25
38XM 850 — Масло 580 Воздух 885 (90) 980
(100) 11 45 69 (7) 25
ГОСТ 4543-71 Страница 27
ГОСТ 4543-71 Страница 27
Продолжение таблицы 6 G
группа
из
сталь
л
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
область
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска
Ку
лин
среди
иум
Тем
на
тур
С
Ку
лин
среди
иум
1-й ч
арде
нинг
или
норма
ализ
атио
п
2-й
жесткий
енин
г
Не менее
Хр
оме-
моль
ybde
номер
и
д ч
от
е-м
олиб
деню
м-в
и
иум
30X3M 870 — Масло 620 Вода или масло
835 (85)
980 (400)
12 55 98 (10)
25
40XMA 860 — Масло 580 Масло 930 (95) 1030 (105) 13 50
88 (9) 25
Хр
оме
— ва
нади
гм
15X 880 760-810 Вода или масло 180 Воздух или масло
540 (55)
740 (75) 13 50
78 (8) 15
40XA 880 — Масло 650 Вода или масло 735 (75)
880 (90) 10 50
88 (9) 25
ГОСТ 4543-71 Страница 28
ГОСТ 4543-71 Страница 28
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л ди
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Отпуск
Температура С
Ку
лин
мед
иум
Тем
на
тур
С
Ку
лин
среди
иум
1-й ч
арде
нинг
или
нет
рмаль
изат
ион
2-й
жесткий
енин
г
Не менее
Ник
кель-
м
олиб
деню
м 15х3М
(15HM) 860 770-820 Масло 180
Воздух
635 (65)
830 (85) 11 50
78 (8) 15
20х3М (20ХМ) 860 — Масло 180 Воздух
685 (70)
880 (90) 10 50
78 (8) 15
Хр
оме-
ник
эль
и
хром
я-
ник
эль ш
и
боро
п
12XH 910 — Вода или масло
150-180
Воздух 440 (45)
640 (65)
10 — 88 (9)
20XH 860 760-810 Вода или масло 180
Вода, масло или воздух
590 (60)
780 (80) 14 50
78 (8) 15
40XH 820 — Вода или масло 500 Вода или
масло 785 (80)
980 (100) 11 45
69 (7) 25
ГОСТ 4543-71 Страница 29
ГОСТ 4543-71 Страница 29
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л ди
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
роу
и
р си
или
ф кв
грн
), м
м Закалка Отпуск
Температура С
Ку
лин
среди
юум
Тем
на
тур
С
Ку
лин
среди
иум
1-й ч
арде
нинг
или
норма
ализ
атио
п
2-й
жесткий
енин
г
Не менее
Хр
оме-
ник
эль
-й с
час
е-ни
кель
с
и
боро
п
45XH 820 _ Вода или масло 530 Вода или
масло 835 (85)
1030 (105) 10 45
69 (7) 25
50XH 820 Вода или масло 530
Вода или масло
885 (90)
1080 (110)
9 40 49 (5) 25
20XHP 930-950 воздух
Масло 200 Воздух или масло 980 (100) 1180 (120) 10 50
88 (9) 15
12Xh3 860 _ Вода или масло 180 Воздух или масло
590 (60)
780 (80) 12 50
88 (9) 15
ГОСТ 4543-71 Стр.
30ГОСТ 4543-71 Стр. 30
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
раунд
д или
си
или
ф кв
грн
), м
м
Закалка Температура отпуска C
Ку
лин
среди
иум
Тем
на
тур
С
Ку
лин
среди
иум
1-й
жесткий
енин
г или
или
мал
из
г
2-й
хар
ден
нг
Не менее
Хр
оме-
ник
эль
-й с
хром
е-ни
кель
остроумие
ч бо
Рон
12Хх4А 860 760- 810 Вода или масло 180 Воздух или масло
685 (70)
930 (95) 11 55
88 (9) 15
20Х4А 820 — Масло 500 Вода или масло 735 (75)
930 (95) 12 55
108 (11) 15
12Х2х5А 860 760-800 Масло 180 Воздух или масло 930 (95)
1130 (115) 10 50
88 (9) 15
20Х2х5А 860 780 Масло 180 Воздух или масло 1080 (110) 1270 (130) 9 45
78 (8) 15
ГОСТ 4543-71 стр.
31ГОСТ 4543-71 стр. 31
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
де о
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повтор
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска C
Ку
лин
среди
иум
Тем
на
тур
С
Ку
лин
среди
юум
1-й
жесткий
енин
г или
нет
рмаль
изат
ион
2-й
хар
ден
нг
Не менее
30Х4А 820 — Масло 530 Вода или масло 785 (80)
980 (100) 10 50
78 (8) 25
Хр
оме-
кремний
на-м
и
просто
и
ч
от
э-си
ликон
-человек
Гане
se-
ник
эль
20XCA 880 — Масло 500 Вода или масло 635 (65)
780 (80) 12 45
69 (7) 15
25XCA 880 — Масло 480 Вода или масло 835 (85)
1080 (110) 10 40
59 (6) 15
30XC 880 — Масло 540 Вода или масло 835 (85)
1080 (110) 10 45
44 (4,5) 25
30XCA 880 — Масло 540 Вода или масло 835 (85)
1080 (110) 10 45
49 (5) 25
ГОСТ 4543-71 Страница 32
ГОСТ 4543-71 Страница 32
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска C
Ку
лин
среди
иум
Тем
на
тур
С
Ку
лин
среди
иум
1-й ч
арде
нинг
или
норма
ализ
атио
п
2-й
жесткий
енин
г Не менее
Хр
оме-
кремний
на-м
и
просто
и
ч
от
э-си
ликон
-человек
Гане
ш-н
айк
л
35ХСА Аустенизация при температуре 880 С в смеси калий и натрий
азотнокислый, имеющий температуру 280-310°С, охлаждаемый на воздухе
950 масло 700 воздух
890 Масло 230 Воздух или масло
1275 (130)
1620 (165)
9 40 39 (4)
—
30ХЧ3А (30ХЧА)
900 — Масло 260 Воздух или масло 1375 (140)
1620 (165) 9 45
59 (6) —
ГОСТ 4543-71 стр.
33ГОСТ 4543-71 стр. 33
Продолжение таблицы 6 G
группа
из
сталь
л
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повторный
мужчины
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска
С
Ку
лин
среди
иум
Тем
на
тур
С
Ку
лин
среди
юум
1-й ч
арде
нинг
или
нет
рмаль
изат
ион
2-й
жесткий
енин
г Не менее
Хр
оме-
человек
Гане
ш-н
айк
л и
чр
оме-
человек
Гане
ш-н
айк
л с
ч ти
тани
гм,
моль
ybde
номер
и
или
на
15Хх3ТА (15ХХТА)
960 воздух 840 масло 180
Воздух или масло
735 (75)
930 (95) 11 55
98 (10) 15
20XHP 930-950 воздух
780-830 Масло 200
Воздух или масло
1080 (110)
1270 (130) 10 50
88 (9) 15
20XHTP 850 — Масло 200 Масло 980 (100) 1180 (120) 9 50
78 (8) 15
14XH 870 — Масло 150-180 Воздух 835 (85)
1080 (110) 8 —
78 (8) —
19XH 870 — Масло 150-180 Воздух
930 (95)
1180-1520 (120-155) 7 —
69 (7) —
38XH 850 — Масло 570 Вода или масло 685 (70)
780 (80) 12 45
98 (10) 25
ГОСТ 4543-71 Стр.
34ГОСТ 4543-71 Страница 34
Продолжение таблицы 6 G
группа
из
сталь
л
Гра
или
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л ди
мужчин
сион
из
блан
к
р он
на т
повторный
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска C
Ку
лин
среди
юум
Тем
на
тур
С
Ку
лин
среди
иум
1-й ч
арде
нинг
или
норма
ализ
атио
п
2-й
жесткий
енин
г Не менее
Хр
оме-
человек
Гане
ш-н
айк
л и
ч
от
е-м
и
просто
-ник
кел Вт
и
Тита
ниум
, моль
ybde
номер
и
бо
Рон
20XHM 860 _ Масло 150-180 Воздух
930 (95)
1180-1570 (120-160) 7 —
59 (6) —
40СХМ 840
Масло 560-620
Воздух 835 (85)
980 (100)
12 — 88 (9)
25
25XHMT 860 Масло 190 Воздух 1080 (110)
1180 (120)
10 40 49 (5)
25
Хр
оме-
ник
кель-
моль
ybde
номер
20Х3М (20ХНМ) 860 780 Масло 200
Вода или масло
685 (70)
880 (90) 11 50
78 (8) 15
30Хх3МА (30ХНМА) 860 — Масло 530 воздух
785 (80)
980 (100) 10 45
78 (8) 15
38Х2х3МА (38ХНМА) 870
_ Масло 580
Воздух или масло
930 (95)
1080 (110)
12
50
78 (8) 25
ГОСТ 4543-71 Стр.
35ГОСТ 4543-71 Стр. 35
Продолжение таблицы 6
Гро
до
ф ст
угорь
Гра
де о
ф ст
угорь
Термическая обработка
Ие
лд п
или
, Т
Н/
(к
гс/м
м)
Ульта
имат
и ст
рэнг
-й,
Б
Н/
(К
гс/м
м)
Отн.
актив
и эль
онга
ция
5
, %
Отн.
актив
и повторно
воздуховод
ион
из
район
, %
Ударная вязкость
ККУ,
).
(см2
мкгс
Кро
сс
и т. д.
на
л по
мужчин
сион
из
блан
к
р он
на т
повтор
мужчин
т (д
иам
и
из
раунд
д или
и
или
ф кв
грн
), м
м
Закалка Температура отпуска C
Ку
лин
среди
иум
Тем
на
тур
С
Ку
лин
среди
юум
1-й ч
арде
нинг
или
норма
ализ
атио
п
2-й
жесткий
енин
г Не менее
Хр
оме
или
кель
-моль
ybde
номер
40Хх3МА (40ХХМА) 850 — Масло 620
Вода или масло
1) 930 (95) 2) 835 (85)
1080 (110)
12
12
50
55
78 (8) 98
(10)
25
25
40Х2х3МА (40Х1НБА) 870 — Масло
600
Вода или масло
930 (95)
980 (100) 10 45
78 (8) 25
38Х4МА 850 — Масло 590 Воздух 980
(100) 1080 (110) 12 50
78 (8) 25
18Х2х5МА (18Х2х5БА) 950 860 Воздух 200
Воздух или масло
1) 835 (85)
1130 (115) 12 50
98 (10) 15
950 Воздух 860 Масло 550
Воздух или масло
2) 785 (80)
1030 (105) 12 50
118 (12) 15
ГОСТ 4543-71 Стр.

 30
30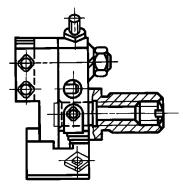 31
31
 33
33 34
34 35
35