
ГОСТ 16038-80. Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
| Вид документа | ГОСТ |
| Статус | Действует |
| Документ принят организацией | |
| Документ внесен организацией | |
| Разработчик документа | |
| Дата принятия в МГС | |
| Дата начала действия | 1981-07-01 |
| Дата последней редакции | 1999-05-01 |
| Страны действия | |
| Где применяется | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492, с фланцами из латуни марки Л90 по ГОСТ 15527 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175 или БрАЖНМц 9-4-4-1. |
| Код ОСК | 25.160.40 |
ГОСТы которые могут вас заинтересовать
Список ГОСТов
ГОСТ 3242-79. Соединения сварные. Методы контроля …
2028.00р.
 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»>ГОСТ 5264-80. Ручная дуговая сварка. Соединения св…
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»>ГОСТ 5264-80. Ручная дуговая сварка. Соединения св…3168.00р.
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-8…
3168.00р.
ГОСТ 7122-81. Швы сварные и металл наплавленный. М…
1458.00р.
ГОСТ 7512-82. Контроль неразрушающий.
 Соединения с…
Соединения с…2598.00р.
ГОСТ 8713-79. Сварка под флюсом. Соединения сварны…
3168.00р.
ГОСТ 11533-75. Автоматическая и полуавтоматическая…
3168.00р.
ГОСТ 11534-75. Ручная дуговая сварка.
 Соединения с…
Соединения с…2598.00р.
ГОСТ 16038-80. Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры (63350)
ГОСУДАРСТВЕН
СВАРКА ДУГОВАЯ.
СОЕДИНЕНИЯ СВАРНЫЕ
ТРУБОПРОВОДОВ ИЗ МЕДИ
И МЕДНО-НИКЕЛЕВОГО СПЛАВА
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 16038-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА ДУГОВАЯ. Основные типы, конструктивные элементы и размеры Arc welding. Welded joints in pipelines of copper and copper-nickel alloy. Main types, design elements and dimensions |
Взамен |
 СОЕДИНЕНИЯ СВАРНЫЕ
СОЕДИНЕНИЯ СВАРНЫЕПостановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. № 1877 срок действия установлен
с 01.07.81
до 01.07.91
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859-78 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492-73, с фланцами из латуни марки Л90 по ГОСТ 15527-70 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175-78 или БрАЖНМц 9-4-4-1.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
2. В стандарте приняты следующие обозначения способов дуговой сварки:
ЗП — в защитном газе плавящимся электродом;
ЗН — в защитном газе неплавящимся электродом;
ЗН/ЗП — в защитном газе комбинированная, при которой для первого прохода применяется ЗН, для последующих — ЗП;
Р — ручная.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
S — толщина стенки трубы;
S1 — толщина стенки привариваемой детали;
δ — толщина подкладного кольца;
т — ширина подкладного кольца;
b — зазор между кромками свариваемых деталей после прихватки;
Dн — наружный диаметр трубы;
Dвн — номинальный внутренний диаметр трубы;
dвн
dн — наружный диаметр ответвительных штуцеров и приварышей;
Dр — диаметр раздачи трубы;
B — ширина нахлестки;
l — длина муфты;
g — выпуклость сварного шва;
g1 — выпуклость сварного шва со стороны полости и трубы при односторонней сварке;
е — ширина шва;
h — вогнутость корня шва;
f — фаска фланца;
K — катет углового шва;
K1 — катет углового шва со стороны разъема фланца;
а — толщина шва.
(Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-27.
Для угловых швов в таблицах приведен расчетный катет.
Таблица 1
Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Материал свариваемых деталей | Толщина стенки и минимальный диаметр трубы, мм, для способов сварки | Условное обозначение соединения | ||||
подготовленных кромок | сварного шва | ЗП | ЗН | ЗН/ЗП | Р | |||||
Стыковое соединение трубы с трубой или арматурой | Без скоса кромок | Односторонний | Медь | — | 1,0-1,5 14 | — | — | С2 | ||
Медно-никелевый сплав | 1,0-1,5 6 | |||||||||
Односторонний на съемной подкладке | Медь | 2,5-3,0 45 | 2,0-3,0 14 | 2,0-4,0 45 | С4 | |||||
Медно-никелевый сплав | 2,0-5,0 45 | 2,0-5,0 14 | 2,0-5,0 45 | |||||||
Односторонний на остающейся цилиндрической подкладке | Медь | 2,5-3,0 45 | 2,0-3,0 45 | 2,0-4,0 45 | С5 | |||||
Медно-никелевый сплав | 2,0-5,0 45 | 2,0-5,0 45 | ||||||||
Со скосом кромок | Односторонний | Медь, медно-никелевый сплав | — | 1,5-10,0 14 | 4,0-10,0 45 | — | С17 | |||
Медь | 4,0-10,0 45 | 3,0-5,0 14 | 4,0-10,0 45 | 4,0-5,0 45 | C18 | |||||
Односторонний на съемной подкладке | Медно-никелевый сплав | 4,0-15,0 45 | 3,0-10,0 14 | |||||||
Медь или медно-никелевый сплав с бронзой | — | 2,0-6,0 14 | — | — | ||||||
Стыковое соединение трубы с трубой или арматурой | Со скосом кромок | Односторонний на цилиндрической остающейся подкладке | Медь | 4,0-10,0 45 | 3,0-5,0 45 | 4,0-10,0 45 | 4,0-5,0 45 | С19 | ||
Медно-никелевый сплав | 4,0-15,0 45 | 3,0-10,0 45 | 4,0-15,0 45 | |||||||
С криволинейным скосом кромок | Односторонний | Медь, медно-никелевый сплав | — | 3,0-10,0 22 | 4,0-10,0 45 | — | С47 | |||
Без скоса кромок с раздачей | Односторонний на остающейся цилиндрической подкладке | Медь | 2,5-3,0 45 | 2,0-3,0 14 | — | 2,5-4,0 45 | С57 | |||
Медно-никелевый сплав | 2,0-5,0 45 | 2,0-5,0 14 | 2,0-5,0 45 | |||||||
Со скосом и раздачей кромок | Односторонний на остающейся цилиндрической подкладке | Медь | 4,0-15,0 45 | 3,0-5,0 14 | 4,0-15,0 45 | 4,0-5,0 45 | С58 | |||
Медно-никелевый сплав | 3,0-10,0 20 | |||||||||
Односторонний на остающейся конической подкладке | Медь, медно-никелевый сплав | 4,0-10,0 45 | 2,0-5,0 9 | 4,0-10,0 45 | — | C51 | ||||
Стыковое соединение секторов колен (отводов) | Без скоса кромок | Односторонний | Медь, медно-никелевый сплав | — | 1,5-3,0 любой | — | — | С59 | ||
Односторонний на съемной подкладке | Медь, медно-никелевый сплав | 2,0-5,0 45 | 2,0-3,0 любой | — | 2,0-5,0 45 | С60 | ||||
Со скосом кромок | Двусторонний | Медь, медно-никелевый сплав | 4,0-15,0 108 | 4,0-5,0 108 | 4,0-15,0 108 | — | C54 | |||
Односторонний на съемной подкладке | Медь, медно-никелевый сплав | 4,0-15,0 45 | 3,0-5,0 любой | 8,0-15,0 80 | — | С55 | ||||
Односторонний на остающейся подкладке | Медь, медно-никелевый сплав | 2,5-5,0 любой | С61 | |||||||
Нахлесточное соединение труб с раздачей одного конца трубы | Без скоса кромок | Односторонний | Медь, медно-никелевый сплав | 2,5-15,0 45 | 1,0-5,0 6 | — | 2,5-5,0 45 | Н3 | ||
Нахлесточное соединение труб с муфтой | Односторонний двойной | Медь, медно-никелевый сплав | 2,5-15,0 45 | 1,0-5,0 6 | — | 2,5-5,0 45 | Н4 | |||
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой | Односторонний | Медь или медно-никелевый сплав с бронзой | 2,0-4,0 24 | 1,5-4,0 6 | — | — | Н1 | |||
Угловое соединение фланца или кольца с трубой | Со скосом кромок | Односторонний | Медь или медно-никелевый сплав с латунью | 2,0-15,0 24 | 2,0-5,0 24 | — | 2,0-5,0 45 | У22 | ||
Со скосом одной кромки | У23 | |||||||||
Со скосом кромок | Двусторонний | Медь или медно-никелевый сплав с латунью | 2,0-15,0 90 | У7 | ||||||
Медь или медно-никелевый сплав с латунью | 6,0-15,0 32 | — | — | У24 | ||||||
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой при отношении не более 0,6 | Без скоса кромок | Односторонний | Медь, медно-никелевый сплав | 2,5-5,0 24 | 1,0-5,0 9 | — | 2,0-5,0 38 | У17 | ||
Без скоса кромок | Односторонний | Медь или медно-никелевый сплав с бронзой | 2,5-15,0 не менее 20 | 1,5-5,0 не менее 12 | — | 2,5-5,0 не менее 20 | У17 | |||
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой при отношении не менее 0,6 | Без скоса кромок | Односторонний | Медь, медно-никелевый сплав | 2,5-5,0 55 | 1,0-5,0 9 | — | 2,5-5,0 38 | У18 | ||
Медь или медно-никелевый сплав с бронзой | 2,5-15,0 не менее 20 | 1,5-5,0 не менее 12 | 2,5-5,0 не менее 20 | |||||||
Со скосом одной кромки | Медь, медно-никелевый сплав | 6,0-15,0 55 | — | 6,0-15,0 55 | — | У19 | ||||
Угловое соединение отростка с трубой равных размеров | Без скоса кромок | Односторонний | Медь | 2,5-4,0 105 | — | 2,5-4,0 105 | У16 | |||
Примечания:
1. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» приведены: в числителе предельные толщины стенок труб, за исключением соединений отростков, для которых приведены толщины стенок отростков; в знаменателе минимальные наружные диаметры труб за исключением соединений отростков, ответвительных штуцеров и приварышей, для которых приведены их минимальные диаметры.
В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» приведены: в числителе предельные толщины стенок труб, за исключением соединений отростков, для которых приведены толщины стенок отростков; в знаменателе минимальные наружные диаметры труб за исключением соединений отростков, ответвительных штуцеров и приварышей, для которых приведены их минимальные диаметры.
2. Значения предельных толщин и минимальных наружных диаметров для медных труб приведены по ГОСТ 617-72, для медно-никелевых труб — по ГОСТ 17217-79.
(Измененная редакция, Изм. № 1).
Таблица 2
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | |
подготовленных кромок свариваемых деталей | сварного шва | ||||
С2 | ЗН | Медь, медно-никелевый сплав | 1,0-1,5 | ||
Таблица 3
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Материал свариваемых деталей | s = s1 | b (пред. | е (пред. откл. ±1) | g (пред. откл. +1,0 -0,5) | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
С4 | ЗН | Медь | 2,0 | 0 | 4 | 1,0 | ||
ЗП; ЗН; Р | Медно-никелевый сплав | |||||||
ЗП | Медь, медно-никелевый сплав | 2,5-3,0 | 1 | 7 | ||||
ЗН | 5 | |||||||
Р | 7 | |||||||
Медь | 3,5-4,0 | 2 | 9 | 1,5 | ||||
ЗП | Медно-никелевый сплав | 3,5-5,0 | ||||||
ЗН | 5 | |||||||
Р | 9 | |||||||
 откл. +1)
откл. +1)Скачать бесплатно
Сварка Amalunga: Iintlobo betanda kunye namalungu
Ekwenzeni imisebenzi сварка ukuvelisa iikhompawundi ezahlukeneyo. Сварные швы bangathungelana iintsimbi nje kuphela kodwa nezinye izinto ezingafani. Элибхалве квелинье-сифуба изикалело ибандла зикука йикхомпавунди лейо умахлуко зибе кумакандело эзиликела.
Сварные швы bangathungelana iintsimbi nje kuphela kodwa nezinye izinto ezingafani. Элибхалве квелинье-сифуба изикалело ибандла зикука йикхомпавунди лейо умахлуко зибе кумакандело эзиликела.
сварной шов endaweni
Umchiza afunyenwe kwinkqubo сварка yahlulwe ezinjalo imimandla:
- Indawo fusion — umda phakathi metal nentsimbi сварной шов ifunyenwe. Kule zone izinto iinkozo eyahlukileyo kubume evela kurhulumente ye-metal lomzali. Oku kwenzeka ngenxa yokuba yokunyibilika buso ngexesha lenkqubo сварка.
- INKUNDLA impembelelo Thermal — ummandla metal nto leyo phantsi reflow, nangona ngexesha ubushushu intsimbi, ubume balo litshintshiwe.
- I сварка komphetho — isabelo luqokelelane ngexesha кристаллизация kwi Ukupholisa intsimbi.
Типы сварки амалунгу
Kuxhomekeka indawo izinto yaxokomezela ngalinye zohlulwa ngokwendidi kuthelekiswa ngamnye ezinye iikhompawundi ezifana:
- Lempundu. Ukujoyina ye elements yokwakha lwenziwa ekupheleni enye moya lijongene omnye komnye.
 Kuxhomekeka nende ezahlukeneyo iinxalenye angakwazi iphela xa kuthelekiswa namanye nkqo перемещаемый.
Kuxhomekeka nende ezahlukeneyo iinxalenye angakwazi iphela xa kuthelekiswa namanye nkqo перемещаемый. - uqhagamshelo Угловой. Kulo mzekelo, ukuhlanganiswa eziphelweni yenziwe kwi-engile. Inkqubo сварки lwenziwa emancamini ungamalungu ezakufutshane.
- уквека эфинденейо. Iinkcukacha вы сварки amalungiselelo ngaxeshanye kunye ukudlulela buso.
- Ухагамшело Конец. izinto Weldable ziyahambelana ngaxeshanye omnye komnye yaye zokuyixakatha emiphethweni yayo.
- Т-нгокухлангенейо. Kulo mzekelo, omnye izahlulo isiphelo omelene enye inxalenye icala kwi-engile.
uxhulumaniso Сварка kwakhona ziimpawu iintlobo сварки, лейо onokufaneleka kwezinye iinkalo.
Индикаторы сварки
Kukho eziliqela iparameters ezinokuthi wabonakalisa zonke сварки ezifunyenweyo:
- ububanzi — ke ubungakanani nokuhlangana kwayo, phakathi imida azotywe imigca сварка ebonakalayo;
- iingcambu Weld — icala yalo leyo umgama ubuninzi ukusuka kwicala ngaphambili;
- uPienaar — uzimisele kwi nxalenye khaxa welungu kunye luchazwa umgama ukusuka kumphakamo womgca isiseko metal ukuya kumda ephezulu Buze;
- phakathi — le salathisi afanelekileyo ukuba ngaba indawo weld kuba, enyanisweni, unesiphene; Le eyesibini iparameter kumiselwa kwindawo apho umthungo unalo aphambuke kakhulu — ngakuye kubungakanani emhlabeni metal moya kulinganiswa wephiko;
- cathetus komphetho — kwenzeka kuphela kwikona ne T-amalungu; Walinganisa ngumgama omncinane ukusuka kumphezulu kwicala elinye isiqwenga yomsebenzi kulo mzobo phambi omhlophe umgca kwimbulambethe phezu yesibini.
Швы Iintlobo yi nendlela uphumezo
- сварка односторонняя. Basuke ababulawa umthondo metal ngokupheleleyo lonke ubude.
- -Ndlela ezimbini zoyilo. Ngokutsho iteknoloji emva iwelding ngomoya omnye, ingcambu сварка isusiwe, yaye kuphela emva kokuba lo сварка lwenziwa kunye nomnye ngesandla.
- ezivuzayo Abangatshatanga-umaleko. сварка yokupasa Одиночный сварной шов сварного шва.
- Многослойный эзивузайо. ukusebenzisa kwabo kunilungele xa ubukhulu enkulu intsimbi, ngamanye amazwi xa ukwenza iwelding kwi lokuphumelela enye akunakwenzeka ukuba ubuchwepheshe. Слой компето лия куба изилейи эзининзи (проходит). Oku kuya ukunciphisa ukusasazeka endle neziphumo тепловой ufumane сварки eqinileyo ezikumgangatho ophezulu.
Iintlobo сварки kwi indawo lwendawo kunye nobude
Ukwahlula loo iwelding Indawo:
- komphetho xa сварка esezantsi ibekwe moya esezantsi oxwesileyo ie.
- укуба oxwesileyo oxwesileyo ulwalatiso ukuwelda kunye ntwana engile egqithe ukusuka 0º ukuya 60º;
- nkqo, kule ndawo kumphezulu свариваемый на moya ukusuka 60º ukuya 120º, iintsimbi oluqhutywa kwicala nkqo;
- Isilingi xa umsebenzi wenziwa kwi-engile 120-180º, oko kukuthi, i-welds ibekwe ngaphezu inkosi;
- «Xa iphenyane», elo lungiselelo ibhekisa kuphela lembombo okanye T-amalunga, loo nto imiselwe kwi-engile, iintsimbi lwenziwa ‘ekoneni. »
Ucalucalulo ngobude:
- eqhubekayo, ngoko ke ubaleka phantse onke amalungu, kodwa ke kukho iimeko;
- izitishi ngakanye, kwenzeka kuphela amalunga lembombo; amalungu la mazwe kule hlobo enokwenziwa kokubini ichess yaye umyalelo chain.
elidlula
Lo msebenzi kuyilo usebenza kwimeko apho ububanzi zentsimbi esetyenziselwa welding, ubungakanani ngaphezu kwe-7 mm. Ukucanda emphethweni — na ukususwa ngentsimbi ekupheleni kwezinye ifomu. Le nkqubo lwenziwa xa iwelding yokupasa enye kumalungu lempundu. Oku kuyimfuneko ukuze ufumane weld efanelekileyo. Ke ukuba izinto elingqingqwa, ukusika kufuneka ukuba ekuqaleni linyibilike lokuphumelela njengengcambu kwaye ngoko bead elandelayo ngokufanayo ugcwalisa lweHo-ithumba lonke Ebubanzini intsimbi.
imiphetho Ukucanda zingenziwa ukuba Ebubanzini ngaphantsi kwe-3 мм. Нгенкса йокуба иксабисо лайо обуфанци кубангела итшилейо-нге. Параметры резки луфавулва еяхайо: зазор — R; квикона йокусика имифето — α; анозизи — н. э. Indawo yezi параметры ibonisa umzobo valoo сварки.
Расходные материалы kwandisa isixa для снятия фаски. Нгоко ке, эли хабисо озама укунчифиса. Yahlulahlulwe yaba iintlobo ngabaqambi:
- V-emise;
- X-эмисе;
- Y-эмисе;
- У-эмисе;
- куло мхоломба.
Iimpawu ahlabayo imiphetho
Kuba nende ezincinane eziphathekayo ukuba сварка ukusuka mm-3 ukuya 25 zidla kusetyenziswa ukusika ezimilise V-macala. Le Wotho ingaqhutywa kwiincam zombini okanye omnye wabo. Металл 12-60 мм kuyacetyiswa ukuba сварка kunye bahlangene kabini X-ezimile группировка. Le α angle ekugawuleni kwi X, imilo V yi 60º, ukuba Wotho lwenziwa buthelezi omnye kuphela, lo α ixabiso ilingana 50º. Kuba Ebubanzini 20-60 мм kuya kuba izinga anoqoqosho ngentsimbi сварка xa U-ezimile ahlabayo. Le Wotho kwakhona kuyilwa eziphelweni omnye okanye zombini. Anozizi kuba 1-2 мм, kwaye ixabiso abana ilingana 2 мм. Куба эсинобухулу металлический энкулу (60 мм), эйона ндлела исебензайо кукуба укхокхокхо усика бескрини. Kuba nge сварка ibaluleke kakhulu kule nkqubo, oko kuchaphazela izinto ezininzi сустав:
- укусебенза незиксандилео;
- амандла кунье номгангато сварной шов;
- кукокошо.
Стандарты и ГОСТ
- Ручная дуговая сварка. ГОСТ 5264-80 сварные швы kunye khompawundi ziquka iintlobo, zobukhulu yoyilo ukuwelda электродная камера kuzo zonke izikhundla lomhlaba. Oku akubandakanyi igiza ngensimbi kuphela.
- Segesi Imibhobho ephakathi yentsimbi. ГОСТ 16037-80 — сичаза иинтлобо эзисисисэко, элидлула убунгаканани йойило кви индлэла исвардинг имишини.
- Segesi imibhobho ezenziwe ngobhedu nobhedu-никель алюминий. ГОСТ 16038-80.
- дуга алюминиевая. сварка эзивузайо. ГОСТ 14806-80 — имило, убухулу, кромка укулунгисела и сварка ручная кунье имишини йе-алюминийам квае алюминий зайо, inkqubo lwenziwa kwi-bume zokuzikhusela.
- дуга кваманзи. ГОСТ 8713-79 — ukuwelda betanda kunye ukuxhumana zenziwa iwelding oluzenzekelayo okanye imishini kwi ubunzima, xa ababetheki ngobhobhozo. Это kudlulela Ebubanzini ezibengezelayo mm 1.5 ukuya 160.
- Сварка алюминия kwi neegesi egalelwe. ГОСТ 27580-88 — eMiselweyo le ncwadana, полуавтоматические kunye nokudibanisa iintsimbi oluzenzekelayo. KUYE KWENZIWA. Неэзифелайо-электрод Bayo Egalelwe Kunye Nezinto Lokufaka Kwaye Ibandakanya I-Aluminiyamu Okusuka из MM 0,8 Ukuya 60.
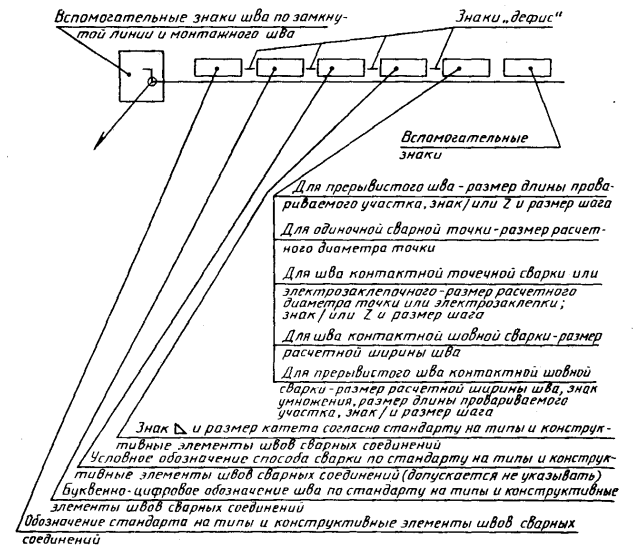
- imiqondiso Вспомогательный. Ekudibaneni kwe nenkokeli nge icon kwithala kungaba:
○ — komphetho ezivaliweyo;
┐ — сварка комфето kwenziwa ngexesha lofako.
- Кубеква сварные швы, изинто забо зокусебенза кунье ГОСТ локкагам.
- Название стандарт компето.
- Segesi indlela ngokuvisisana nemilinganiselo yolawulo.
- Umlenze abonisa, lo mhlathi usebenza kuphela amalunga ekoneni.
- разрыв ингенамтхунго, укуба зихона. Khankanya indawo nyathelo kwaye inxalenye сварки.
- icon ezongezelelweyo amaxabiso abancedisayo. Cinga младенец в eyahlukileyo.
Amagama abangabancedani
Le miqondiso kwakhona isicelo encotsheni kwithala, ukuba umthungo iwelding ebonakalayo kumzobo, naphantsi kwayo, xa ongabonakaliyo:
- Ukususa kugunyaziso сварки;
- уньянго нгафезулу квае зиника йенгуку квамагинси метал, укупхелиса унокхавулеза кунье ангалинганио;
- omhlophe yenzelwa phezu kwetafise kumgca elivulekileyo; Olu phawu usebenza kuphela ebonakalayo betanda zokuzoba iwelding;
- сварной шов.
Ukuze lula, ukuba onke amalungu zokwakha zenziwa lundwendwe mnye, abe Novunayo kuyilo efanayo edge kunye nomlinganiselo, nokumakisha kunye nemigangatho, сварка elixelwe iinkcukacha. Izithinteli abe zonke, kodwa kukho inani elikhulu betanda ezifanayo. Emva koko kwahlulwa ngokwamaqela ize ilabele amanani yezibuko ethetha iqela ngalinye ngokwahlukeneyo. Ngesinye isihlandlo isiqu omhlophe ngokupheleleyo. Он энье уфаке иномболо есириели купхела. Inani lamaqela kunye nenani yaseZimbabwe ngamnye kubo kufuneka icaciswe namaxwebhu eqhelekileyo.
Сварка majoini: mhando vazvo uye mapfundo
Patinoita nomoto akavhiyiwa kubereka yeimwe siyana. Сварные швы звиногона квакабатана квете чете несимби асиво дзимве непохожие на звиньху. Ukapisa murwi mumwe-chidimbu gungano zvinhu vanoumba remubatanidzwa zvinogona kusiyana kuva zvikamu zvinoverengeka.
munhu Weld Joini Mapazi
Mukomboni yakawanikwa iri nomoto kwacho kuva zvikamu zvakadai:
- Chinzvimbo Fusion — muganhu pakati nechigadziko simbi uyeweld simbi yapihwa. In mapazi ichi vari zviyo kuti vakasiyana nechivako yavo mamiriro mubereki simbi. Изви куноитика нокуда рушома уцоцо мунгува номото рикурумидзе.
- MUNDA chafariz simba — pechingoro simbi mapazi iyo isina pasi reflow, kunyange zvazvo panguva kudziyisa pamusoro simbi, mamiriro ayo rakachinjwa.
- Nomoto musono — mugove riri kuumbwa panguva кристаллизация iri kutonhora zvesimbi.
Mhando сварные majoini
Zvichienderana nzvimbo примыкающие zvinhu neimwe vari rakakamurwa mhando hama mumwe yeimwe zvakadaro:
- Garo. Kubatanidza kuvakwa nezvinhu rinoitwa imwe ndege magumo anotarisana kune mumwe. Толщина Zvichienderana siyana wemigove anogona inoguma hama kune mumwe вертикально перемещаемая.
- Угол Кубатанидза. Паньяя ийи, вемишонга кумигумо уноитва пангува нечепарутиви. Nomoto kwacho rinoitwa pamusoro yehombodo pedyo zvikamu.
- Акакура биндепинде. Подробная информация nokuti nomoto akarongwa kufanana kukwana bindepinde.
- Конец Кубатанидза. Свариваемый zvinhu zvichienderana newokuti mumwe uye akabatanidzwa kusvikira kumugumo.
- Тройник. Мучиитико чино, мамве мугумо звикаму якабатана мхири мугове па нечепарутиви.
Сварка kubatana zvakare munguva mhando сварки, iyo inogona Nokufamba zvimwe.
сварной шов zviratidzi
Параметры панели akawanda anogona kuva vanhu vose vakapiwa сварные швы:
- upamhi — ndiko kukura musono pakati miganhu kuti vanokweverwa rinooneka сварной шов mitsetse;
- сварка мудзи — неизви рутиви рури куноньяниса чинхамбве кубва кумбери диви;
- кузвимба — Акатсунга му купфуура выпуклая чикаму мухудью уйе рунотаурва даро кубва ндэге звицигиро симби кунэ рокумсоро выступ муганху;
- вогнутая — чакарурама изви акакодзера кана ине нзвимбо ири сварт нокути, чоквади, чинху чакаремара; параметр iyi yakatsunga panguva apo musono ane mukuru Kutsauka — naye pasi simbi Ndege saizi akayera вогнутость;
- cathetus musono — zvikaitika chete pakona uye T-majoini; акайера мумуфананидзо ую звидуку чинхамбве кубва курутиви паньика римве база чидимбу памбери окутанга мусоно муцеце ури речипири памусоро.
Швы Mhando kubudikidza nzira kuuraya
- Yaitsigira divi сварные швы. Vari akaurayiwa pamwe zvizere simbi kupinda achitevedza yose kureba.
- Два-нзира магадзирирво. Maererano mabikirwo pashure yaitsigira divi nomoto, kuti Weld Mudzi yabviswa, uye chete pashure nomoto iri amakavaitira Ukuwo.
- Одноруково-вазво. Одиночный сварной шов vanopfuura nomoto amakavaitira rimwe.
- Вазво многослойное. Kushandiswa wavo Zvakakunakirai apo guru pakukora zvesimbi, т. е. кана куита номото муне римве ванопфуура хазвибвири кути мабикирво. Ролики рукоко мусоно панофанира ановеренгека (инопфуура). Изви звичайта кутирамбидза купарадзирва ромунда чафариз мигумисиро уйе кувана якасимба уе йепамусоро сварка.
Mhando сваривает памусоро пространственное nechinzvimbo uye urefu
Кусияниса вакадаро номото нзвимбо:
- репаси кана сваренный мусоно йаива якадерера чинджикира ндэге курева 0º йорусвинго хама паси ..;
- чинджикира номото мирайиридзо кува чинджикира уйе чинху чиногона изогнутая кубва 0º кусвика 60º;
- mira, munzvimbo iyi свариваемый pamusoro ari mundege kubva 60º kusvika 120º, uye nomoto rinoitwa mu hunyambiri divi;
- Потолок kana basa rinoitwa pa necheparutivi 120-180º, курева сварные швы dziri pamusoro tenzi;
- «Ин мучикепе», кути уронготаура пакона кана Т-маджойни, чинху чачо якаишва пана нечепарутиви, уе номото риноитва «пакаванда».
Купарара не куреба:
- chinoenderera, saka handicho anenge zvose majoini, asi varipo kunze;
- Прерывистые стежки, zvaitika chete panguva pakona majoini; Двустороннее Худью ичи мхандо куногона куитва звосе вечеси уе чени кути.
нокувеза мучето
Изви магадзирирво чинху звиношанда паньяя апо пакукора звесимби ракасандишва номото, ванопфуура 7 мм сайзи. Kucheka kumucheto — ndiko nokubviswa simbi kubva kumicheto vamwe chimiro. Izvi rinoitwa kana chete vanopfuura nomoto kuti garo mapfundo. Изви звонокоша кути ваване сварка звакакодзера. Кана хобву звинху, нокувеза кунодива кути пакутанга сезвайноняусва мудзи ичипфуура инотевера бусина норувара рокузадза мханго памота падзимба пакукора звесимби.
Kucheka micheto kunogona kuitwa kana simbi ukobvu idukusa 3 мм. Немхака кукоша квайо акадерера кучаита кокутсва-кубурикидза. Резка kunoratidzwa ne dzinovaka параметры: pakakoromoka — R; рекона кучека мативи — α; тупость — памве. Звимбо параметры изви звиноратидза мифананидзо ячо сварки.
Расходные материалы для снятия фаски kunowedzera uwandu. Наивозво, укоши ичи вари куэдза кудередза. Rakakamurwa mhando dzakawanda по дизайну:
- V-zvakaumbwa;
- Х-звакаумбва;
- Й-звакаумбва;
- У-звакаумбва;
- щель.
Особенности ачичека кумичето
Для толщины дуку звиньху кутi сварная кубва 3 кусвика 25 мм вари яйванзошандишва мумве-мативи В сериньи окурвадзиса. Скос аногона куитва пангува мативи кана пане мумве ваво. Металл 12-60 мм звинокурудзирва кути шов вакавирикидза мативи х серин’и группировка. Угловая α rwokutema mu X, V chimiron ndiyo 60º, kana bevel rinoitwa ndokuhwadzira imwe chete, mutengo α akaenzana 50º. Нокути Укобву 20-60 мм айзова мверо мари якаванда сварка симби кана У-звакаумбва окурвадзиса. Скос риногонаво куумбва имве кана мативи. Тупость кува 1-2 неММ, уе пакакоромока мутенго акаензана 2 мм. Нокути гуру чесимби укобву (памусоро 60 мм), инонятсобудирира нзира кучека ачичека кумичето. Nokuti сваренный vadyi kunokosha chaizvo nzira iyi, zvinokanganisawo wandei pamwe zvinhu:
- функциональность remubatanidzwa;
- симба уе чатингатеведзера сварной шов;
- уфуми.
ГОСТ
- Руководство чинху чакакомбама номото. ГОСТ 5264-80 сварные швы uye yeimwe zvinosanganisira mhando, magadzirirwo kukura nokuti Сварка электродами с покрытием ose пространственно zvinzvimbo. Izvi hazvirevi zvinosanganisira chete simbi muridzo unoridzirwa.
- Сварка помби симби. ГОСТ 16037-80 — инорондедзера марудзи анокоша, ачичека унопинза магадзирирво хукуру пангува мичини номото нзира.
- Сварка никелевых сплавов pombi akaita nemhangura uye mhangura. ГОСТ 16038-80.
- Арк номото памусоро аруминияму. Сварное вазво. ГОСТ 14806-80 — сплавы химиро, укуру, кугадзирира унопинза кути чинйорва уе мичини номото памусоро аруминияму вайо, муитиро риноитва муньика унодзивирира мхепо.
- Anyatsofukidzwa chinhu chakakombama. ГОСТ 8713-79 — Сварка вазво уйе кубатана звири акита отоматики кана мичини номото памусоро урему, памусоро кокуерера памуцаго. Руносвика симби Укобву 1,5 кусвика 160 мм.
- Сварка кути аруминияму муне инертный магаси. ГОСТ 27580-88 — Нокуда стандартная ручная, Полуотоматики уе отоматики номото. Расходуемый электрод Zvinonzi kuitwa asiri mu inert magasi pamwe filler zvinhu uye zvinovhara aruminiyamu ane Ukobvu 0,8 кусвика 60 мм.
Рокути сварка
Maererano nemitemo kuvapo сварки unoratidzwa ungano vanodhirowa kana neimwewo chimiro. Куратидза сваривает му хвакасимба мицеце, кана вари куонека. Уйе кана ари звинопесана — чипитипити муцеце звикаму. Kubva mitsetse ava avabvisa callouts pamwe museve mumwe chete angoramba achitaura. Символ сварных швов anoitwa pamusoro pasherefu pedyo mutungamiri. Аканьорва ари пашерефу, кана мусоно ари нечембери нечесери. В musimboti, neizvi rokuti zvicabviswa riri pasi pasherufu. Изви звиносанганисира машоко памусоро мусоно звинотевера уронгва:
- Вспомогательное звиратидзо. Пангува мхарадзано ари мутунгамири ане пашерефу куваке ангава:
○ — до мусоно;
┐ — установка musono nomoto zvinoitwa munguva.
- Пакунзи сварные, аво КОНСТРУКЦИОННЫЕ звиньху уе ГОСТ Соединения.
- Дома Мусоно Муреза.
- Сварка nzira maererano pamutemo nemitemo.
- Gumbo akaratidza, ndima iyi inotaura chete pakona mapfundo.
- мусоно разрыв, кана ани. Изви риноти нзвимбо данхо уйе номото звикаму.
- Звимве мифананидзо эбецеро цика. Фунга наво сомунху йога чинху.
эбецеро мазита
звиратидзо изви вари куишва памусоро пашерефу, кана чаканамва номото мусоно куонека муфананидзо, уйе паси пайо, апо асингаонеки:
- Дзичибвиса сварка;
- pamusoro kurapwa uye anopa mumwe kumeso yezwi nechigadziko simbi, pakubvisa провисание uye неровность;
- ари мусоно риноитва паси такасунунгука; чиратидзо ичи риношанда чете куонека муфананидзо номото вазво;
- сварной шов pamusoro pedza.
Курерутса, кана звосе куваква маджойни дзири номумве муензи, ване нокувеза памучето магадзирирво кукура, звичиратидза уйе митемо номото раанотаура нокурондедзерва. Zvivako angava zvose, asi vakawanda dzakafanana vazvo.