
что это такое и как использовать?
Время чтения: 6 минут
Припой и флюс для пайки — незаменимые помощники для многих домашних и профессиональных мастеров. С их помощью можно добиться качественных ровных швов. Производители предлагают множество разновидностей флюсов и припоев. На рынке существует даже припой, внутри которого есть флюс! И во всем этом разнообразии трудно разобраться, если вы никогда не использовали припои и флюсы.

Мы решили облегчить вам задачу и рассказать про виды припоев и флюсов, и их применение. Вы узнаете, чем легкоплавкие припои отличаются от тугоплавких, что такое активные и пассивные флюсы, и как использовать эти материалы в своей работе.
Содержание статьи
Разновидности припоев
Припой — это металлический пруток, используемый для заполнения стыков между двумя деталями. Он плавится и смешивается с основным металлом или вовсе выступает как основной металл. Может иметь различный диаметр. Изготавливается из олова, но с добавлением других металлов. Например, свинца цинка или меди. Может быть легкоплавким или тугоплавким.
Легкоплавкие
Легкоплавкие припои чаще всего используются при выполнении мелкой работы. Например, при пайке радиоаппаратуры. Также такой припой незаменим, если необходима пайка радиоэлектронных элементов. В составе чаще всего можно встретить сочетание олова с кадмием, висмутом, свинцом или цинком.

Исходя из названия, нетрудно догадаться, что такие припои легко плавятся. Чтобы их расплавить достаточно одного небольшого паяльника. Если вам нужен припой для работы с радиоэлектроникой, то выбирайте прутки с температурой плавления до 140 градусов.
Существуют и специальные припои для лужения плат. Температура их плавления не превышает 100 градусов. За счет таких свойств лужение проходит легче и быстрее. У припоев есть свои марки но на этом мы не будем заострять внимание. Это тема для отдельной статьи.

Скажем лишь, что при пайке современной аппаратуры рекомендуется использовать припой без свинца и с температурой плавления около 200 градусов. Это связано с особенностями зарубежной техники. Она изготавливается в соответствии со строгими экологическими нормами, согласно которым свинец при пайке выделяет вредные пары.
Тугоплавкие
Тугоплавкие припои — антипод легкоплавким. Температура их плавления начинается с отметки в 400 градусов. Такие припои используются в профессиональной промышленной сварке, где необходимо заварить большие детали. В составе тугоплавких припоев можно встретить много меди, серебра, никеля или магния. Они очень прочные и толстые, поэтому их не используются в домашней пайке. Такие припои раскрывают свой потенциал при сварке тугоплавких металлов. Например, чугуна или латуни.
Припой с флюсом
Существует отдельная категория припоев — это припой с флюсом внутри. Он же припой трубчатый. Представляет собой полый пруток, в сердцевине которого содержится флюс. Пруток плавится при пайке, позволяя флюсу выделяться и выполнять защитную функцию. Яркий пример — это припой Castolin 192 FBK с флюсом и припой Brazetec Comet 3476U.

Такие припои очень удобны в работе, поскольку выполняют сразу две функции: практическую и защитную. Не нужно тратить время на нанесение флюса и его выбор. Но вы должны понимать, что такие припои не обеспечивают достаточную защиту зоны пайки. Они лишь немного улучшают качество швов. Если вам необходим безупречный результат, то лучше использовать припой и флюс отдельно друг от друга. Как два разных материала.
А вот что такое флюс и зачем он нужен, вы узнаете дальше.
Разновидности флюсов
Флюс — это вещество, наносимое на место пайки или сварки, защищающее металл от окисления и улучшающее качество шва. Флюс способен кардинально изменить качество, в том числе ровность шва и его эстетические характеристики. Поэтому к выбору флюса нужно подойти с умом.
Здесь есть четкая связь с припоем. Чем легче плавится припой, тем лучше раскрываются свойства флюса. У флюса должна быть температура плавления чуть ниже, чем у припоя. Тогда вы добьетесь качественного результата.
Производители предлагают флюсы для пайки двух разновидностей: активные и пассивные.
Химически активные
Химически активные флюсы содержат в своем составе кислотосодержащие вещества. Они, в свою очередь, способы уничтожить любой налет или признаки коррозии. В качестве кислотосодержащего может использоваться известная всем соляная кислота, хлористый цинк и др. Если не очистить место пайки от остатков флюса металл может испортиться и появится новая коррозия.

Химическая активность таких флюсов — это и достоинство, и недостаток одновременно. При неумелом использовании такие флюсы разъедают металл и текстолит, если применять их в радиоэлектронике. Не стоит забывать, что такие флюсы способны оставлять ожоги на коже, поэтому важно соблюдать технику безопасности. Зато при грамотном использовании активные флюсы удаляют любой налет и коррозию, позволяя улучшить качество работ.
Мы не рекомендуем использовать химически активные флюсы в повседневной пайке. Они требуют внимания и опыта. А при пайке радиокомпонентов лучшее вообще не использовать данный тип флюса. Поскольку с большой вероятность он будет разъедать текстолит, и вы ничего не сможете исправить.
Химически пассивные
Химически пассивные флюсы используются очень часто. У них нет таких ярко выраженных окислительных свойств, как у химически активных, поэтому с ними проще работать. Химически пассивные флюсы удаляют жировой налет и небольшие загрязнения, но не коррозию. В составе таких флюсов есть органические компоненты, поэтому их можно применять при пайке радиоэлементов.

Химически пассивные флюсы защищают зону сварки от окисления и улучшают качество работы. Впрочем, как и химически активные.
Читайте также: Выбор флюса для пайки алюминия
Как использовать?
Флюс и припой — это два разных по назначению материала. Припои нужны для заполнения стыка между двумя деталями. А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
Чтобы использовать припой, его нужно предварительно нагреть. Если вы занимаетесь пайкой мелких деталей, то приложите припой к месту пайки и прикоснитесь к проволоке с помощью паяльника. Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Что касается припоев с флюсом внутри, то здесь все просто. Нагревайте флюс с припоем так же, как и при использовании обычного металлического припоя. С помощью паяльника или горелки. Припой будет плавиться, выделяя пары флюса.
Чтобы использовать флюсы, нужно знать, какой они консистенции. Жидкие флюсы наносят на место пайки с помощью кисточки, пастообразные тоже (или пальцами), сухие флюсы подаются на место сварки с помощью специального аппарата.
Вместо заключения
Как вы теперь знаете, припои и флюсы применяемые при пайке могут быть предназначены для различных работ. Одни подходят для мелкого ремонта, а вторые раскрывают свой потенциал при профессиональной сварке. Поэтому при выборе припоев и флюсов обращайте внимание именно на тип работ, который собираетесь проводить. Это во многом облегчит вам задачу.
Может быть, вы уже использовали припои и флюсы в практике? Расскажите о своем опыте в комментариях ниже. Желаем удачи в работе!
Припой и флюс для пайки, назначение, химсостав, приготовление
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.

Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
для пайки электрическим паяльником
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.

В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Припои и флюсы два в одном
Во многих ситуациях проведение пайки требует большого мастерства. В значительной мере упрощает работу совмещение функций припоев и флюсовых смесей в одном изделии.
Существует несколько видов такой продукции, каждый из которых имеет свои особенности, – это пастообразные смеси, готовый припой с канифолью, изготовленный в виде проволоки, и трубчатый припой с флюсом. Выбор определяется режимом проведения пайки, характером детали, требованиями к шовному соединению.
Проволока с канифолью
 Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.

Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.
Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
Устройство трубок
Применение материалов с двойными функциями в виде трубок экономически и технологически выгодно. Расход сокращается почти на 40 %, исчезает необходимость удалять оставшийся флюс после пайки.

Трубчатый припой содержит 1, 3 или 5 внутренних каналов, в которые помещают флюс. Преимуществ использования такого вида расходных материалов несколько:
- одновременная подача в рабочую зону двух составов;
- улучшение конечного результата;
- увеличение скорости работы;
- упрощение пайки в труднодоступных участках;
- сокращение потерь средств;
- возможность строгого дозирования;
- исключение вероятности попадания грязи во флюс.

Трубки с одной внутренней полостью могут немного усложнять пайку из-за быстрого вытекания флюса в рабочую зону. При работе с многоканальными припоями, содержащими флюс, такие неприятности маловероятны.
В любом случае к использованию трубчатых изделий нужно приноровиться, научиться правильно регулировать скорость подачи припоя. В целом поступление флюса по нескольким каналам минимизирует вероятность нарушения технологии спаивания.
Работа «всухую» будет полностью исключена. Флюс по нескольким каналам попадает в рабочую зону равномерно, что приводит к улучшению качества соединения.
Состав припойного материала
 В состав трубок входят как традиционные, так и специальные припои.
В состав трубок входят как традиционные, так и специальные припои.
В качестве припойной массы для многих металлов и сплавов, в частности для меди, применяют обычный сплав из олова и свинца с эвтектическими свойствами.
Соотношение металлов может в некоторой степени варьироваться. Рекомендации по применению таких трубок, соответствуют указаниям по использованию однородных припоев из олова и свинца.
Для поверхностных монтажных работ лучше выбрать продукцию с диаметром от 0,46 до 1 мм. Для припаивания миниатюрных деталей производят припои с флюсом, содержащие добавки серебра. Максимальная температура плавления продукции составляет 188 ℃. Диаметр таких трубок бывает равным 0, 46 мм и 0, 56 мм.
Припои с оловом и медью имеют более высокие температуры плавления, достигающие 227 ℃. Содержание олова в них варьируется. Производят трубки с флюсами, в которых концентрация олова составляет 95,5 % и 99 %. В некоторых видах продукции присутствует добавка серебра.

Для пайки элементов алюминиевых ламп поставляют специальные припои с флюсами, содержащие 80 % свинца, 18 % олова и около 2 % серебра. Незначительное варьирование соотношения компонентов позволяет расширить диапазон температур плавления. Минимум составляет 178, максимум равен 270 ℃.
В качестве флюсов в состав трубок в большинстве случаев содержится очищенная канифоль. Строгое дозирование почти полностью исключает вероятность формирования остатков. Если таковые обнаруживаются после окончания работы, их можно не удалять.
При выборе расходного материала следует обратить внимание на информацию о производителе. Технология получения припоев с флюсом достаточно проста, что увеличивает вероятность подделок.
В некачественной продукции может нарушаться соотношение наружного и внутреннего компонентов. При профессиональном производстве содержание флюса обычно варьируется от 1 % до 4 % от общей массы трубки.
Советы по применению
Для работы с трубчатым расходным материалом можно взять любой паяльник. Важно, чтобы его форма и размеры обеспечивали требуемый контакт с деталями.
 При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
Для полной уверенности в чистоте рабочей части паяльника можно воспользоваться специальными пастообразными средствами.
Не следует допускать перегревания рабочей зоны. Для этого важно следить как за температурой нагрева паяльника, так и за продолжительностью пайки.
Пайка печатных плат требует особого внимания. Рабочую зону сначала нужно тщательно очистить. Можно купить для этого специально предназначенные растворители.
Каждая процедура пайки деталей на плате должна длиться не более 2 с. За это время одно соединение должно быть сделано. Если времени затрачено больше, то может не хватить смачивающих возможностей флюсов. В результате прочность соединения электронных компонентов с платой ухудшится.
К обращению с трубками, содержащими припой и флюс, нужно приноровиться. Конечный результат, удобства в последующей работе оправдывают незначительные трудности вначале.
Делаем сами — Приложение №15 Припои, флюсы для пайки
Прочность пайки зависит, в первую очередь, от правильного подбора припоя и флюса и, во вторую очередь, от тщательности подготовки спаиваемых деталей.
Это значит, что их поверхности должны быть очищены от окислов, которые мешают проникать припою в спаиваемые детали (диффундировать).
При пайке надо всегда помнить, что температура плавления припоя должна быть ниже максимальной рабочей температуры флюса.
Там, где в тексте эта температура не приводится, дается разъяснение, какими припоями можно паять с данной маркой флюса.
Припои
Основные свойства, которыми должен обладать припой, можно сформулировать так:
- температура его плавления должна быть ниже температуры плавления спаиваемых металлов;
- он должен хорошо смачивать спаиваемый металл;
- припой должен быть относительно прочным;
- при пайке не должны образовываться пары (металл — припой), отрицательные в электрохимическом отношении, в противном случае паяный шов быстро разрушится;
- металлы, входящие в состав припоя, должны быть недефицитными и недорогими.
Припои по своим физическим свойствам делятся на две группы:
- легкоплавкие припои (их еще называют мягкими припоями) с температурой плавления до 500°
- и тугоплавкие (твердые) с температурой плавления выше 500°.
Наиболее широко распространены легкоплавкие припои на основе сплава олово-свинец
Таблица 1
Припои на основе олово-свинец
| Марки припоя | Температура плавления оС |
Применение |
| Олово | 232 | Для лужения |
| ПОС 90 | 220 | То же |
| ПОС 61 | 185 | Для пайки меди и стали |
| ПОС 50 | 210 | Для пайки меди, латуни, никеля, серебра и т.д. |
| ПОС 40 | 235 | То же |
| ПОС 30 | 256 | — |
| ПОС 18 | 277 | Для пайки свинца, цинка, луженной жести |
| ПОС 4-6 | 265 | Для пайки меди и стали |
Примечание
Все припои содержат небольшой процент примеси сурьмы. Последний припой содержит 5 — 6% сурьмы.
В (табл. 1) приведены припои на основе сплава олово-свинец, для сравнения сюда включено олово.
Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное — свинец.
Из тугоплавких применяются припои на основе меди и серебра
Кроме припоев для пайки стальных и никельсодержащих сплавов пользуются иногда медью марок МО, Ml, M2, МЗ и М4.
Употребляется медь в виде:
- проволоки,
- ленты,
- фольги
- и порошка.
Температура пайки медью лежит в пределах 1150—1200°.
Латуни (сплавы медь-цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью.
В (табл. 2) приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев.
Таблица 2
Медно-цинковые и латунные припои
| Марки припоя (латуни) |
Температура плавления, оС |
Применение |
| ПМЦ 36 | 825 | Для пайки латуни марки Л 62 |
| ПМЦ 48 | 865 | Для пайки медных сплавов |
| ПМЦ 54 | 880 | для пайки меди и сплавов из стали |
| Л 62 | 905 | Для пайки меди и стали |
| Л 68 | 938 | То же |
Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекаемостью в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
При пайке медно-фосфорными припоями латуни Л62, нейзильбера*, алюминиевой бронзы и медно-никелевых сплавов необходимо применять борсодержащие флюсы.
По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные.
К основным медно-фосфорным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3.
- Температура плавления первых двух — 750°
- третьего — 700°.
Из тугоплавких (твердых) припоев наиболее примечательными являются припои на основе серебра
Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов),
- прочность,
- пластичность,
- коррозионная стойкость,
- высокая температура плавления
ставят их в первый ряд среди других припоев.
Даже относительная дороговизна нисколько не умаляет их достоинств.
Из припоев на основе серебра некоторые умельцы отливают мормышки!
В (табл. 3) приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное — в основном медь.
Таблица 3
Основные марки серебряных припое
| Марка припоя | Температура плавления, оС |
Марка припоя | Температура плавления, оС |
| ПСр 72 | 779 | ПСр 44 | 800 |
| ПСр 71 | 795 | ПСр 40 | 605 |
| ПСр 70 | 755 | ПСр 37,5 | 810 |
| ПСр 62 | 700 | ПСр 25 | 775 |
| ПСр 50 | 850 | ПСр 12М | 825 |
| ПСр 45 | 725 | ПСр 10 | 850 |
Флюсы
Назначение флюсов при пайке:
- защита зачищенных деталей от окисления,
- удаление с поверхности металла пленки окислов,
- улучшение смачивания припоем спаиваемых деталей.
Все многообразие флюсов можно разделить на три группы:
- некоррозионные
- слабокоррозионные
- и коррозионные.
Некоррозионные флюсы (их еще называют защитными)
не растворяют пленку окислов на металле, а лишь защищают при пайке тщательно зачищенную поверхность.
После окончания пайки остатки флюса можно не удалять с поверхности спаянных деталей, так как он не вызывает коррозии.
Слабокоррозионные флюсы
участвуют в разрушении пленки окислов. Остатки флюса необходимо удалять.
Коррозионные (активные) флюсы
энергично разрушают пленку окислов, поэтому иногда удается спаивать незачищенные металлические детали.
Удалять остатки флюса после пайки обязательно!
Отдельную группу составляют борсодержащие флюсы для пайки тугоплавкими припоями
К некоррозионным флюсам относятся неактивированные флюсы на основе канифоли (табл. 4).
Максимальная рабочая температура этих флюсов 300°!
Таблица 4
Флюсы на основе канифоли
| Компоненты, % вес. | Что и чем паяется | ||||
|
Пайка меди и ее сплавов, серебра (редко — стали) свинцово-оловянистыми припоями |
К слабокоррозионным флюсам относится большая группа активированных флюсов на основе канифоли, но есть и такие, где канифоль отсутствует (табл. 5).
- первые флюсы имеют максимальную рабочую температуру — 300°
- вторые — 350°
Таблица 5
Флюсы на основе канифоли, глицерина и спирта
| Компоненты, % вес. | Что и чем паяется | ||||||
|
|
||||||
|
Для пайки меди и цинка | ||||||
|
Для пайки меди и сплавов, никеля, серебра, стали |
Основу почти всех коррозионных (активных) флюсов составляют хлориды металлов и, в частности, хлористый цинк.
Максимальная рабочая температура этих флюсов до 400°! (табл. 6)
Таблица 6
Флюсы на основе хлоридов металлов
| Компоненты, % вес | Применение | ||||
|
Для пайки и лужения стали, меди, ее сплавов, никеля, серебра. | ||||
| Хлористый цинк — 40, двухлористое олово — 5, хлорная медь — 0,5, соляная кислота — 3,5, вода — 51 | Пайка стали припоями с большим содержанием свинца | ||||
| Хлористый цинк — 40, хлористый натрий — 5, хлорная медь — 1, хлористый калий — 1, соляная кислота — 1, вода — 52 | Пайка стали и меди (и сплавов) припоями с большим содержанием свинца и цинка. | ||||
| Хлористый натрий — 15, хлористый амоний — 1,5, соляная кислота — 36, спирт денатурат — 12,8, ортофосфорная кислота — 2,2, хлористое железо — 0,6, вода — 31,9 | Пайка углеродистых сталей. |
В отдельной таблице приводятся флюсы для пайки нержавеющих сталей
Максимальная рабочая температура этих флюсов 400°!
Таблица 7
Флюсы для пайки нержавеющих сталей
| Компоненты, % вес | Применение | |||||||
|
Пайка нержавеющей стали |
Как уже было сказано, флюсы для пайки тугоплавкими припоями сводятся в отдельную группу, состоящую из двух подгрупп:
— флюсы для пайки медными припоями (табл. 8)
Таблица 8
Флюсы для пайки медными припоями
| Компоненты, % вес | Применение |
| Бура (прокаленная) -100 | Пайка углеродистых сталей и меди медно-цинковыми припоями |
| Бура (прокаленная) — 80, борная кислота — 20 | Пайка молоуглеродистых сталей и меди |
| Бура (прокаленная) -50, борная кислота — 50, все разводится концентрированным раствором хлористого цинка | Пайка нержавеющих сталей, меди медными припоями |
| Бура (прокаленная) — 12, борная кислота — 78, флористый кальций — 10 | Пайка нержавеющих сталей, меди медными припоями |
— флюсы для пайки серебряными припоями (табл. 9)
Табица 9
Флюсы для пайки серебряными припоями
| Компоненты, % вес | Применение | ||||
|
Пайка серебрянными припоями всех металлов и сплавов, кроме алюминия и магния |
Порядок изготовления флюса влияет на его качество
Ниже (табл. 10) приводится порядок приготовления некоторых флюсов.
Взяв за основу приготовление одного флюса, можно правильно приготовить другой флюс с такими же компонентами или несколько отличными.
Таблица 10
Приготовление флюса
| Компоненты | Порядок приготовления |
|
Канифоль, этиловый спирт, уксусная кислота |
Размолотую в порошок канифоль растворить в подогретом спирте и после охлаждения добавить уксусную кислоту |
|
Канифоль, стеарин, хлористый цинк, хлористый аммоний, вазелин, вода |
Размолотую канифоль тщательно смешать со стеарином. Порошок хлористого цинка и хлористого аммония залить водой и размешать, Разогреть то и другое. Второй раствор влить в расплавленную канифоль со стеарином. Размешать и добавить вазелин. |
|
Ортофосфорная кислота, этиловый спирт, вода |
Этиловый спирт разбавляют водой и к раствору добавляют ортофосфориую кислоту |
|
Хлористый цинк, хлористый аммоний, вода |
В горячей воде растворяется хлористый аммоний. После охлаждения раствора к нему добавляется хлористый цинк. |
|
Хлористый цинк, двухло-ристое олово, хлорная медь, хлористый калий, соляная кислота, вода |
В части горячей воды с соляной кислотой растворить днухлористое олово и хлорную медь. В другой части воды растворить хлористый цинк и хлористый калий. Первый раствор влить во вто-рой и тщательно перемешать. |
|
Хлористый калий, хлористый литий, фтористый натрий, хлористый цинк |
Псе порошкообразные компоненты смешан., расплавить и после остывания размолоть. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура | Расплавить буру, охладить и размолоть до порошкообразного состояния. Хранить в плотно закрывающейся стеклянной посуде. |
| Бура, борная кислота | Прокаленую и размолотую буру смешать с нужным количеством борной кислоты. Хранить в плотно закрывающейся стеклянной посуде. |
Для изготовления припоя из отдельных компонентов пользуются правилом:
сначала расплавляют более тугоплавкий металл, а в нем остальные помере убывания температуры плавления.
Припой для пайки: виды, марки, характеристики
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
 Припой для пайки
Припой для пайкиКакие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.

Оловяно-свинцовый припой
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.

Припой Sn63Pb37
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.

Припой ПОСВ-33
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.

Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.

Ортофосфорная кислота
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.

Паста тиноль
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Свинцовый припой
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
что это такое, зачем нужен, паста, гель, какой лучше, бура, виды, как сделать в домашних условиях своими руками, безотмывочный, активный – Оборудование для пайки на Svarka.guru
Пайка паяльником, когда с соединяемых поверхностей снимается слой окислов травлёной цинком кислотой. На жало паяльника берётся капля припоя, обмакивается в канифоль, концы деталей лудятся, соединяются. Ещё капля припоя – и через минуту соединение готово и остыло. Но это только малая толика паяльных процессов для домашних мастеров и пайщиков в производственных цехах.
Виды, составляющие

Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.
- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Мягкие легкоплавкие
Отечественные припои именуются в соответствии с ГОСТ. Маркировка соответствует наименованиям доминирующих химических элементов, определяющих свойства материала. Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Легкоплавкими припоями считаются сплавы с температурой плавления 60–4500 С. Низкотемпературные оловянно-свинцовые имеют низкую прочность. Применяются для соединения деталей, боящихся перегрева. Распространены составы ПОС.
Дешифровка аббревиатуры: «припой оловянно-свинцовый». Цифровая индикация указывает на процентное содержание олова. Распространённые химические элементы в составе припоев и тинолей помимо свинца: сурьма, медь, висмут, мышьяк, цинк.

Плавкость паяльных составов, область применения:- Сплав Вуда – 600 С (лужение плат).
- Cплав д’Арсенваля – 790 С (радио аппаратура и электроника).
- Сплав Розе – 950 С – (температурные ограничения).
- ПОСВ 33 – 1300 С – (плавкие вставки предохранителей).
- ПОСК 50 – 1450 С (полупроводники, сплавы меди).
- ПОС 61 – 1900 С (требование повышенной электропроводности).
- ПОС 30 – 2600 С (пайка, лужение стали, меди).
- П 250 – 2800 С (алюминий и сплавы).
Тугоплавкие
Сфера применения – промышленная пайка чугунов, разнородных сталей, медесодержащих сплавов, томпака. Температура плавления в диапазоне 400–8000 С. Составляющие припоев: медь, серебро, никель, магний. Соединения отличаются прочностью.
В сокращении ПМЦ (припой медно-цинковый), цифра указывает на содержание меди. Всего используются 3 марки, утверждённые ГОСТ 1534—42 : ПМЦ-36, ПМЦ-48, ПМЦ-54. Помимо основного компонента присутствует цинк, 5–7% приходится на железо, олово, сурьму. Температура плавления 800–9000 С.
Существуют ограничения применения вследствие выгорания лигатур. Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
- Изделиям, испытывающим внутреннее давление.
- Вибрацию и динамические нагрузки.
В этом случае ведётся пайка рафинированной медью при повышении температуры. Иной путь – использование низкотемпературных оловянистых лигатур, улучшающих жидкотекучесть. Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.

ПМЦ выпускаются прутками, полосами, гранулами. Флюсы для пайки – бура.

ПСр (медно-серебряные) – дорогостоящие тугоплавкие присадки высокой прочности. Уникальность в сохранении гибкости соединения. Разбег рабочих температур между начальным в ряду ПСр-10 и серебряным на 92% ПСр-92 – 720–9500. ПСр 72–92 нашли применение в соединительных операциях на высокочастотных элементах.
Альтернатива серебру — фосфор. Пластичные медно-фосфорые припои при сохранении подобия свойств имеют плюсы:
- Дешевизна.
- Устойчивость к коррозии и агрессивным средам.
- Жидкотекучесть.
- Температура плавления 700–8500.
- Пригодны для соединения разнородных металлов, например, медь со сталью.
Пайка алюминия ведётся в узких температурных рамках под слоем масла, чтобы сдержать окисление, ультразвуковыми паяльниками. Применяются силумин, 34А, П590А, П 575. Легирующие элементы кремний, медь, цинк.
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.

Поверхность нагрева в этот период беззащитна, окисляется. Присадочный стержень следует за щёткой, сцарапывающей окисную плёнку. Заполнение микропор при температуре, далёкой до разжижения основы безопасно: переход алюминия из твёрдого состояния в текучее трудно определить на глаз.Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Что такое флюс для пайки?
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.
Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Химически активные
Преимущественно это кислотосодержащие реагенты. Оксидные плёнки, жирный налёт устраняются успешно. Но возникает вопрос по нейтрализации активности агрессивных веществ путём промывки: металл и текстолитовые платы разрушаются коррозией.
Доступны и активно используются ортофосфорная, соляная кислоты после протравки, бура, нашатырь. Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Паяльные кислоты применяются в пайке никеля, сталей. Легко удаляют продукты окисления. Требуют нейтрализации слабощелочными растворами с обязательной процедурой окунания в проточную воду. Температуры применения 250–3300 С.
Рабочее помещение при пользовании агрессивными средствами нуждается в вентиляции, минимальная мера – проветривание. Попадание на кожу рук требует смывания с моющими средствами без промедления.
Oрганические
Химически пассивные флюсы снимают жировые плёнки, отчасти нестойкие окислы. Эти органические некорродирующие вещества – защита против окисления. Канифоль сосновая, воск, стеарин и растворы спиртоканифоли не выделяют вредных для здоровья паров. Используются с легкоплавкими припоями в радиотехнике.
Наименования и применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
- СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение:
- «R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
- «RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
- «RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
- «SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Для алюминия

Fontargen F 400 M порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 4400;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
Для латуни и медных сплавов
 Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–8900 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–8900 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
BrazeTec выбирают для особо ответственных работ, причины:
- Задекларированный состав не меняется в разных партиях.
- Сертификат качества гарантирует результативность работ.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
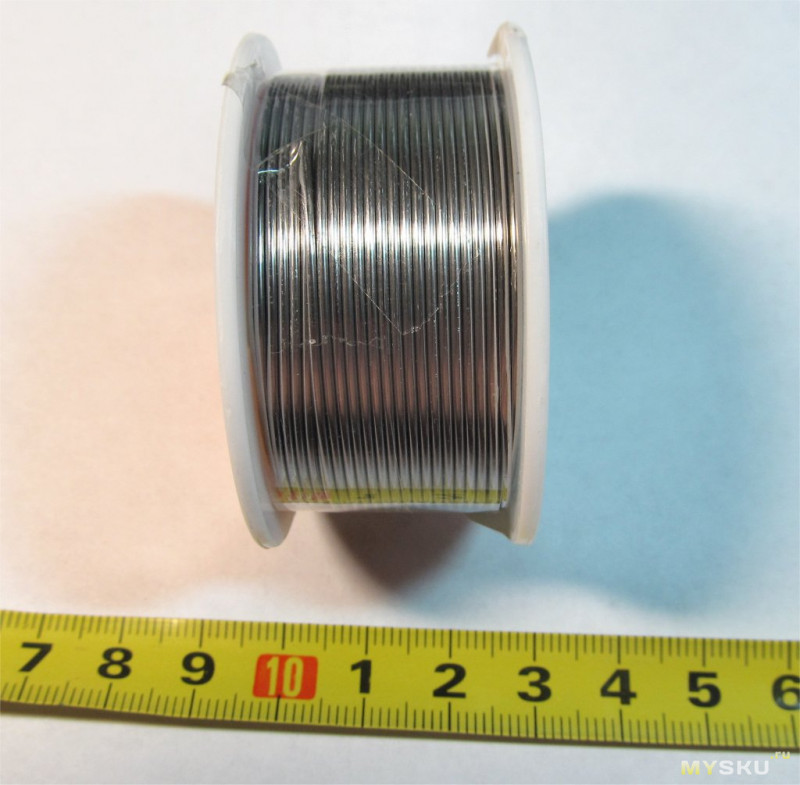
Припой для пайки с флюсом Ø1мм, 100 гр, Тпл 183°С
Приветствую всех читателей этого ресурса и предлагаю обзор достаточно банальной вещи — припоя для пайки с флюсом.На простые товары достаточно сложно писать обзор, т.к. не знаешь что такого написать, чтобы было интересно, но я попробую.
В обзоре массогабаритные параметры товара, измерение точки плавления, фото под микроскопом.
Обзор небольшой, поэтому много времени не отниму…
Немного теории:
Припо́й — материал, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Припои бывают в виде гранул, прутков, проволоки, порошка, фольги и закладных деталей. Для пайки чаще всего используют оловянно-свинцовые сплавы. В Советском Союзе такие припои маркировали как ПОС (Припой Оловянно-Свинцовый), далее через знак «-» указывалось процентное содержание олова. Один из самых распространённых припоев — ПОС-61. В его составе 61% олова и 39% свинца. Температура плавления 183°С.Флюс — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления оксидов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды. Флюсы для пайки создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси.
Припой:
В данном обзоре речь пойдёт о проволочном припое 63/37 (63% олова и 37% свинца, аналог ПОС-63) с флюсом. 100 гр проволочного припоя Ø1мм намотано на пластиковую катушку и зафиксировано от разматывания полиэтиленовой плёнкой.

 Сам припой представляет из себя трубку, внутренность которой заполнена флюсом. Ниже 2 фото под микроскопом с прямым и диагональным резами:
Сам припой представляет из себя трубку, внутренность которой заполнена флюсом. Ниже 2 фото под микроскопом с прямым и диагональным резами: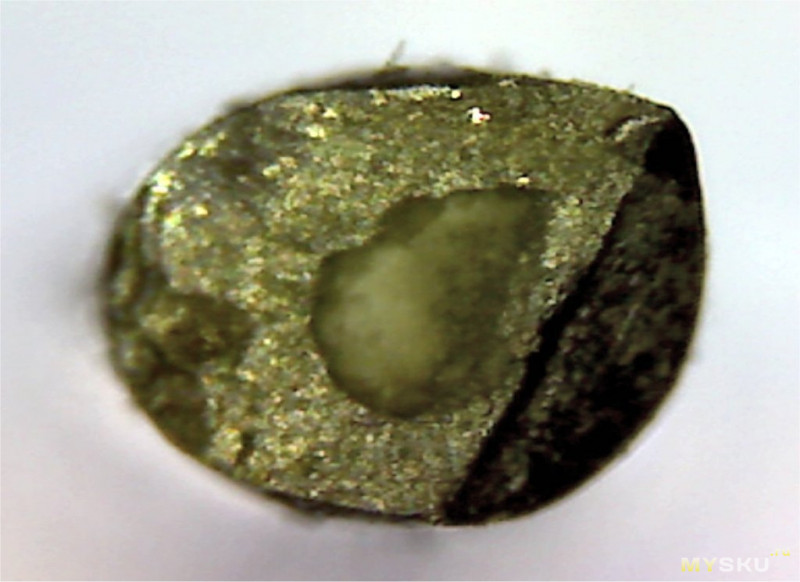
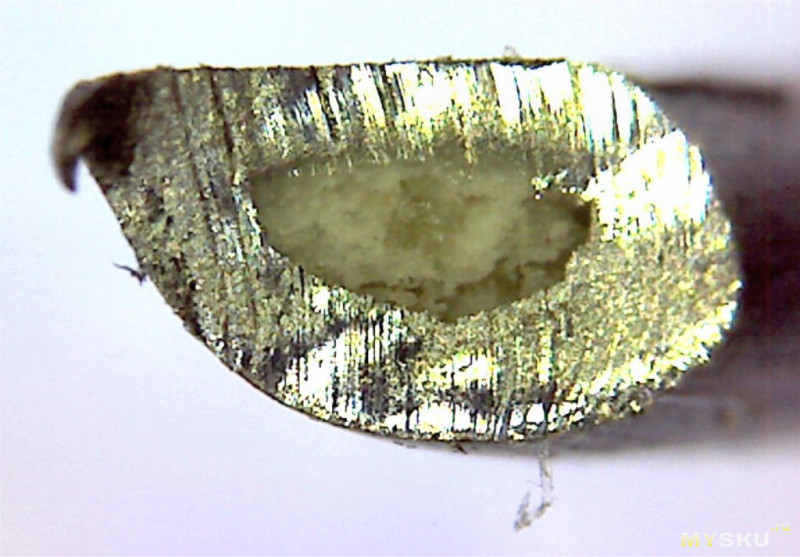
Температура плавления:
Эвтектическая температура оловянно-свинцового сплава достигается при составе 61-63% олова, остальное свинец (как раз наш случай) и равна 183°С.Для проверки этой точки я примотал к жалу паяльника термопару мультиметра.
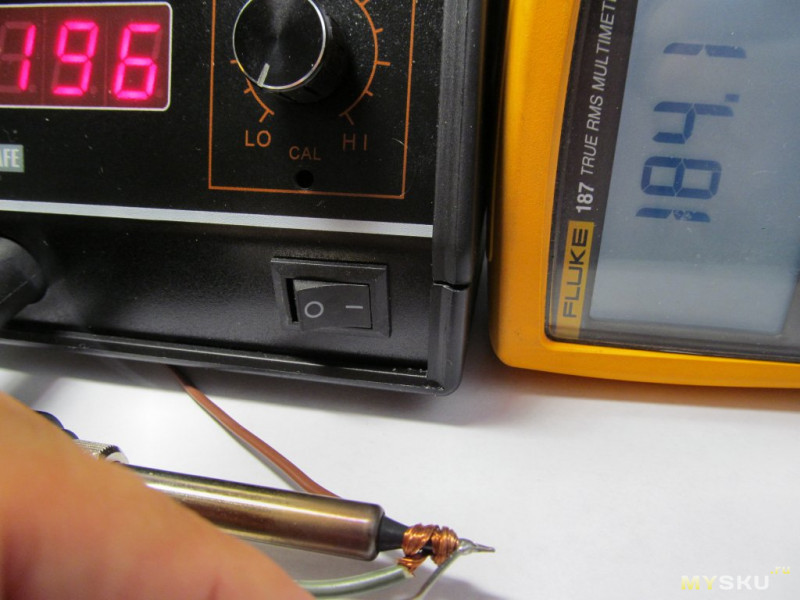
 Это минимальная температура, которую можно установить на моей паяльной станции и она как раз соответствует точке плавления. При этой температуре припой ведёт себя как мокрая ледяная каша. На фото этого не передать, но по ощущениям именно так.
Это минимальная температура, которую можно установить на моей паяльной станции и она как раз соответствует точке плавления. При этой температуре припой ведёт себя как мокрая ледяная каша. На фото этого не передать, но по ощущениям именно так.Итог:
Вполне качественный припой с флюсом. Паяется достаточно комфортно при температуре около 230°С. Содержащегося флюса для пайки достаточно, применения дополнительного флюса не обязательно.Стоимость вполне приемлемая, в оффлайне цена такого припоя гораздо выше. В известном российском интернет-магазине подобный припой стоит в 2 раза дороже + доставка. Так что, думаю, это неплохой вариант.
Удачи!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.