
Токарный станок из дрели заводской набор приспособлений в Электростали: 67-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Электросталь
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Здоровье и красотаЗдоровье и красота
Текстиль и кожаТекстиль и кожа
Продукты и напиткиПродукты и напитки
Детские товарыДетские товары
ЭлектротехникаЭлектротехника
Сельское хозяйствоСельское хозяйство
Мебель и интерьерМебель и интерьер
Вода, газ и теплоВода, газ и тепло
Торговля и складТорговля и склад
Все категории
ВходИзбранное
70 521
Токарный настольный станок Triod LAMS-02/300 Производитель: TRIOD, Тип станка: токарный, Диаметр
ПОДРОБНЕЕ15 850
Станок токарный по дереву Корвет-73 Производитель: Корвет, Тип станка: токарный по дереву,
ПОДРОБНЕЕ13 116
Станок токарный «диолд» СТД-400, 1000мм, 400Вт, 2480 об/мин, диаметр заготовки 350 мм
ПОДРОБНЕЕ42 990
Токарный станок ДОС-Т1000У, настольное исполнение Тип станка: токарный, Тип станины: переносная,
ПОДРОБНЕЕ12 198
Станок токарный деревообробатывающий Диолд СТД-400 Производитель: ДИОЛД, Тип станка: токарный, Вес:
ПОДРОБНЕЕ65 000
Станок токарный по дереву BELMASH WL-350/1000VS Производитель: BELMASH, Тип станка: токарный по
ПОДРОБНЕЕ2 348 064
Универсальный токарный станок Proma SPI-1500 Производитель: Proma, Тип станка: токарный,
ПОДРОБНЕЕ33 069
Станок токарный HOLZMANN D460 230V Тип станка: токарный, Напряжение: 230 В, Максимальная длина
ПОДРОБНЕЕ1 323 882
Универсальный токарный станок SPF-1000P с УЦИ Тип станка: токарный, Расстояние между центрами: 275
ПОДРОБНЕЕ507 000
Токарный станок с пневмопатроном по дереву Powermatic 4224B Производитель: Powermatic, Тип станка:
ПОДРОБНЕЕ1 627 272
Универсальный токарный станок Proma SPF-1500PH Производитель: Proma, Тип станка: токарный,
ПОДРОБНЕЕ80 000
Станок токарный W0903X Тип станка: токарный, Напряжение: 220 В, Максимальная длина заготовки: 1016
ПОДРОБНЕЕ120 350
Станок настольный токарный D210x400C Тип станка: токарный, Диаметр вращения над станиной: 21 мм,
ПОДРОБНЕЕ136 510
Токарный настольный станок Triod LAMT-550/400 Производитель: TRIOD, Тип станка: токарный, Диаметр
ПОДРОБНЕЕ77 293
Станок токарный HOLZMANN VD1100ECO 400V Тип станка: токарный, Напряжение: 400 В, Максимальная длина
ПОДРОБНЕЕ16 610
Токарный станок ЗСТД-350-1000, серия «мастер» Тип станка: токарный, Напряжение: 220 В, Вес: 29 кг
ПОДРОБНЕЕ57 390
Токарный станок ДОС-Т1000, настольное исполнение, 3-4 скорости Тип станка: токарный, Тип станины:
ПОДРОБНЕЕ598 108
PROMA DSL-1201 Станок токарный Производитель: Proma, Тип станка: токарный
ПОДРОБНЕЕ156 750
Powermatic PM2014 Токарный станок по дереву Производитель: Powermatic, Тип станка: токарный,
ПОДРОБНЕЕ30 613
Станок токарный Holzstar DB 450 Тип станка: токарный, Напряжение: 220 В, Максимальная длина
ПОДРОБНЕЕСтанки из дрели354 900
Токарный станок с пневмопатроном по дереву Powermatic 4224B Производитель: Powermatic, Тип станка:
ПОДРОБНЕЕ103 000
Станок токарный по дереву BELMASH WL-350/500EVSM Производитель: BELMASH, Тип станка: токарный по
ПОДРОБНЕЕ187 295
Токарный станок Sherline 4100-CNC Тип станка: токарно-винторезный, Диаметр вращения над станиной:
ПОДРОБНЕЕ77 293
Станок токарный HOLZMANN VD1100ECO 230V Тип станка: токарный, Напряжение: 230 В, Максимальная длина
ПОДРОБНЕЕТокарный станок из дрели заводской набор приспособлений
Миниатюрный токарный станок FONLY.
 Часть 1
Часть 1Содержание.
- Часть 1
- Часть 2
Миниатюрный токарный станок – достаточно точное устройство, на нем можно производить обработку с точностью 0,05 мм (0,1 мм в диаметре). Это достаточно для большинства работ, выполняемых моделистами даже в мелких масштабах.
Принцип построения
Приводом для токарного станка является мини-дрель. Устройства, изготовленные Питером Кларком и автором, используют разные модели Буффало Minicrаft, как старой, так и новой конструкцией корпуса. Удлиненная передняя часть старых моделей облегчает крепление, однако новые модели обладают значительными конструкционными преимуществами. Мини-дрель закреплена в двух деревянных зажимах – опорах, крайняя из которых имеет расширенные отверстия для крепления к основанию, что позволяет регулировать ось вращения станка при сборке и настройке. Такой подход снижает требование к точности деталей при изготовлении, а повышения точности добиваются окончательной регулировкой при сборке.![]()
Токарный станок имеет плоский стол, изготовленный из стальной пластины и закрепленный на устойчивом деревянном основании. Токарные резцы закреплены на деревянных подставках и перемещаются при работе по металлическому столу. Опыт показал, что деревянная подставка резца легко скользит по гладкой поверхности стального листа, обеспечивая достаточную чистоту обработки не повреждая поверхность стола.
Резцы, закрепленные в держателях, были взяты от часового токарного станка Lorх. Такая конструкция позволяет удобно работать с очень маленькими деталями и заготовками и зачастую более предпочтительна, чем классическая конструкция с ходовым винтом. В конструкции держателя применен принцип трех опор на винтах, что позволяет легко регулировать высоту резца.
Продольное и поперечное перемещение инструмента производится произвольно вручную. Первоначально инструмент можно было жестко фиксировать, но опыт показал, что это ненужно. На фотографии показан упор скольжения для резца, имеющий возможность регулировки в закрепленном на задней стороне основания бруске. На конце упора имеется перпендикулярная жестко закрепленная либо поворотная шина. Такое устройство позволяет протачивать заготовки до строго установленного диаметра и делать проточку на конус под углом.
На конце упора имеется перпендикулярная жестко закрепленная либо поворотная шина. Такое устройство позволяет протачивать заготовки до строго установленного диаметра и делать проточку на конус под углом.
Дополнительные компоненты представляют из себя упорный центр, позволяющий обрабатывать длинные заготовки, сверлильная головка, приспособления для полировки и шлифования, а так же другие приспособления.
При использовании стандартного патрона minicrаft можно обрабатывать круглые заготовки до 6 мм диаметром и до 2 мм с помощью цангового зажима. При использовании дополнительных приспособлений (которые могут быть изготовлены на станке), можно закреплять заготовки до 10 мм диаметром.
Инструменты и материалы, используемые при изготовлении, самые обычные. При подборе древесины или фанеры только следует обратить внимание на отсутствие дефектов. Единственный специальный инструмент, который потребуется при изготовлении, это плашка для нарезания резьбы M3 с подходящим держателем.
Кроме того, потребуются винты, шурупы, гайки и шайбы, несколько стальных стержней, сверла различного диаметра.
Как всегда, приступая к работе, не забывайте о мерах предосторожности и защитных средствах для глаз, особенно при использовании электроинструмента.
Рис. 1. Чертежи деталей основания.
Основание станка и стол
Материалы: Фанера толщиной 18 и 9 мм. Стальная пластина толщиной 3 мм. Винты и гайки M6 и M4, шурупы и шайбы.
Сборка: Вырежьте деревянное основание, подставку и металлический стол. Две длинных стороны металлического стола должны быть строго параллельны. Подставка под стол имеет немного меньшие размеры, чем сам стол со всех четырех сторон. Разметьте отверстия. Обратите внимание, что на столе будет крепиться задняя бабка и учитывайте это при разметке отверстий.
Рис. 2. Запрессовка гайки.
Соберите стол, прокладку и основание (рис 3). Разметьте и вырежьте обе несущих стойки для мини-дрели. Дрель должна входить в отверстия не слишком туго. Окончательную затяжку нужно будет произвести в процессе регулировки. Переднюю стойку нужно стянуть несколько туже, а заднюю только слегка поджать. Два отверстия для винтов крепления задней опоры к основанию должны иметь несколько больший диаметр для возможности дальнейшей регулировки. Эти болты крепления обязательно должны иметь шайбы (на чертеже не показаны). Вставьте мини-дрель в переднюю опору и несильно затяните ее, затем слегка затяните заднюю опору и только после этого закрутите болты, крепящие заднюю опору к основанию.
Эти болты крепления обязательно должны иметь шайбы (на чертеже не показаны). Вставьте мини-дрель в переднюю опору и несильно затяните ее, затем слегка затяните заднюю опору и только после этого закрутите болты, крепящие заднюю опору к основанию.
Рис. 3. Сборка основания.
Регулировка: Закрепите в патроне дрели длинный ровный стержень. Стержень необходимо проверить на изгиб, поместив его на ровное стекло и поворачивая его, контролировать зазор между ним и стеклом по всей длине. Так же необходимо проверить, не занимает ли стержень одну и ту же позицию при прокатывании его по стеклу. Старайтесь использовать стержень максимального диаметра, который возможно зажать в патрон мини-дрели.
Отрегулируйте заднюю опору так, чтобы испытательный стержень был строго параллелен поверхности стола (рис 4). Это можно сделать с помощью простого самодельного индикатора, представляющего собой что-либо типа иглы, закрепленной в резцедержателе. Передвигая этот индикатор вдоль всей длины испытательного стержня, контролируйте расстояние от стержня до стола. Когда расстояние станет одинаковым, можно считать, что ось станка горизонтальна относительно стола.
Передвигая этот индикатор вдоль всей длины испытательного стержня, контролируйте расстояние от стержня до стола. Когда расстояние станет одинаковым, можно считать, что ось станка горизонтальна относительно стола.
Рис. 4. регулировка оси мотора.
Дальше необходимо произвести регулировку испытательного стержня относительно продольных сторон стола. Это можно сделать по той же методике.
Повторите контроль и регулировки несколько раз до окончательной затяжки болтов крепления задней опоры.
Задняя бабка
Материалы: Для изготовления задней бабки необходимы две полоски 3 и 1,5 мм стали в качестве направляющей, 12 мм фанера или древесина твердых пород и брусок для корпуса задней бабки из того же материала. Так же необходимы ось для крепления сверлильного патрона, два болта с потайными головками, гайки М3 и шурупы.
Рис. 5. Направляющие.
Сборка: Направляющая состоит из двух стальных полосок. Нижняя полоска несколько уже поэтому верхняя должна выступать вперед. Такая конструкция обеспечивает беспрепятственное перемещение основания задней бабки вдоль направляющей. Просверлите два отверстия диаметром 4 мм через обе пластины. Несколько больший диаметр отверстий необходим для дальнейшей регулировки направляющей. Разметьте и просверлите отверстия в столе и основании для крепления направляющей и установите ее с помощью болтов и гаек М3 (рис 6). Проверьте и отрегулируйте направляющую так, чтобы ее внутренний край был строго параллелен оси станка.
Рис. 6. Установка направляющих.
Задняя бабка изготовлена из двух кусков древесины и скреплена тремя шурупами (рис 7).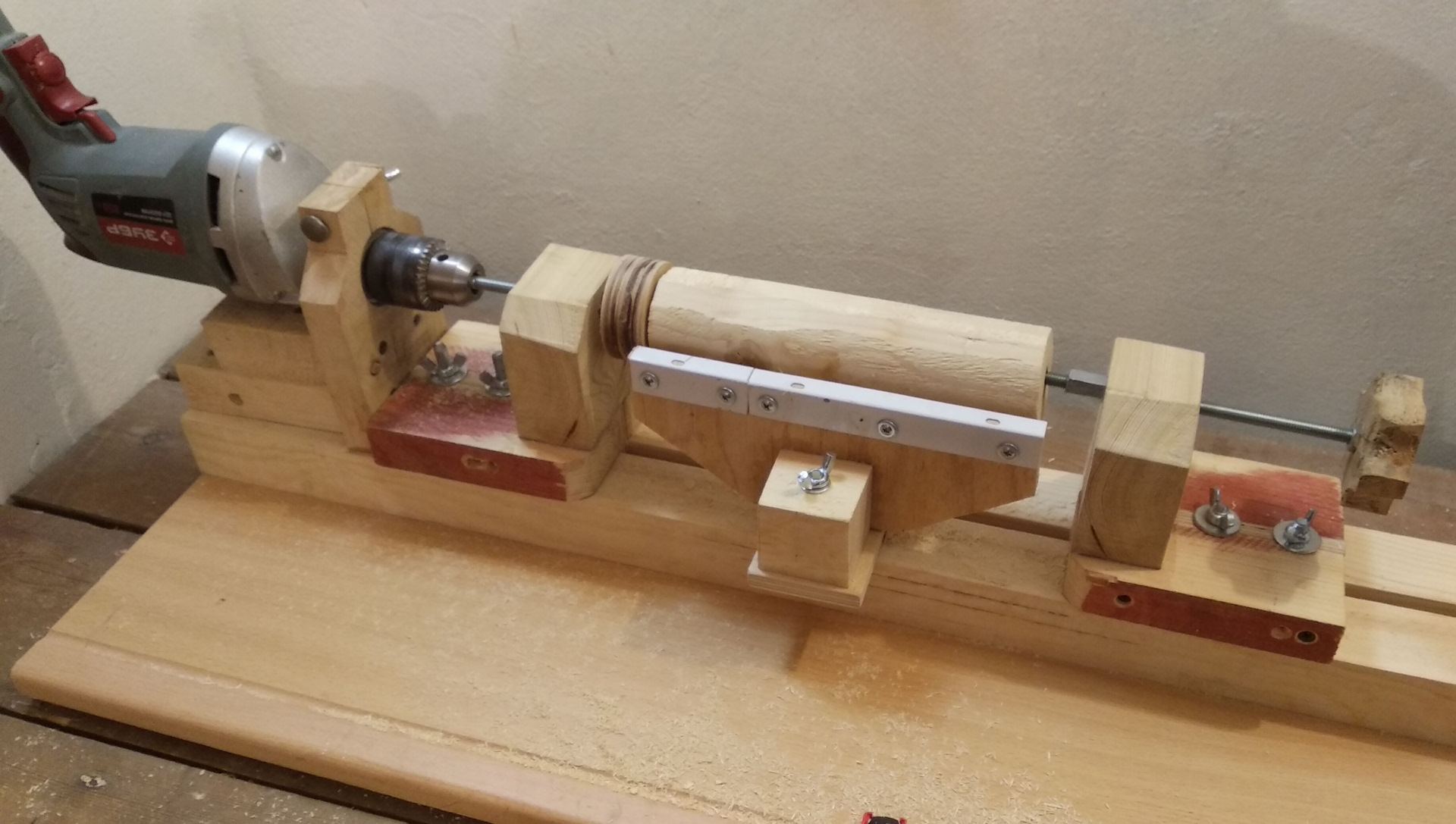
Рис. 7. Задняя бабка.
Для того, чтобы точно просверлить отверстие для оси патрона, воспользуйтесь таким способом: Измерьте диаметр оси, установите в патрон станка сверло меньшего диаметра и просверлите отверстие в корпусе задней бабки перемещая ее вдоль направляющей (рис 8). Затем замените сверло на немного больший диаметр и рассверлите уже имеющееся отверстие. Так за несколько проходов с увеличением диаметра сверла получаем отверстие нужного диаметра с максимальной точностью по оси станка.
Рис. 8. Позиционировании задней бабки.
При необходимости можно закрепить ось патрона более жестко. Для этого нужно сделать пропил на боковой стороне корпуса задней бабки со стороны направляющей и, вставив ось стянуть винтом корпус.
Резцедержатель
Держатели резцов сконструированы для свободного перемещения их по поверхности стола с возможностью точного позиционирования на упоре, который будет описан ниже.
Корпус держателя резца имеет три опорных винта М3, упирающиеся в металлическую шайбу на подставке. Эти винты позволяют точно отрегулировать высоту резца над столом. Для корпуса резцедержателя лучше взять латунный брусок, но можно применить как стальной, так и алюминиевый. Болтом M5 держатель резца закреплен на подставке (рис 9).
Рис. 9. Резцедержатель.
Материалы: Фанера 12мм. Гайка и болт M5. Шайба M6. Металлический брусок (латунь, сталь или алюминий) 8х16х18мм. Четыре винта M3.
Изготовление: Разметьте и вырежьте подставку резцедержателя из фанеры. Просверлите отверстие 5мм для осевого болта. На нижней стороне подставки рассверлите отверстие и запрессуйте, как было описано ранее, в него гайку М5. Снимите фаску на подставке со стороны рабочей поверхности резца. Фаска позволяет применить более широкую подставку, при этом силы резания приложены по оси, проходящей через площадь подставки (рис 10).
Фаска позволяет применить более широкую подставку, при этом силы резания приложены по оси, проходящей через площадь подставки (рис 10).
Рис. 10.
Вырежьте корпус резцедержателя, просверлите отверстия – в центре 5мм диаметром, четыре отверстия с резьбой M3 и одно в торце бруска под установку резца диаметром 4 мм (рис 11). Для удобства регулировки можно отверстия под регулировочные винты М3 на половину глубины резцедержателя рассверлить сверлом немного большего диаметра.
Рис. 11.
Необходимо изготовить и заточить резцы. Для начала пробуйте сделать два резца, один полукруглый, другой с отогнутым концом (рис 12). Это можно сделать, используя шлифовальный диск в мини-дрели, установив заготовку в резцедержатель. Для более подробной информации о резцах обратитесь к технической литературе, например, книга «Любительский токарный станок» L. H.Sparey.
H.Sparey.
Рис. 12. Резцы.
После заточки отрегулируйте резец по высоте с помощью трех установочных винтов и окончательно закрепите резцедержатель затяжкой центрального болта.
По материалам http://www.btinternet.com/~two.mm/
Следующая статья >>| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ | |
| СВЕРЛЕНИЕ НА СТАНОКЕ | |
| В. Райан 2003 — 2021 | |
| PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ЛИСТ ДЛЯ ПЕЧАТИ | |
ИСПОЛЬЗОВАНИЕ ЗАДНЕЙ БАБКИ ДЛЯ СВЕРЛЕНИЯ | |
| Задняя бабка токарного станка может использоваться для сверления,
с помощью сверлильного патрона. |
| Обычная отправная точка для сверления с центром токарный станок должен использовать зенковку. Используется для небольшого сверления материал и создает отправную точку для других сверл, которые будет использоваться. Попытка просверлить обычным сверлом без предварительного зенкования приведет к проскальзыванию сверла сразу. Невозможно успешно или безопасно просверлить отверстие без использования центрального сверла. |
| Если на токарном станке необходимо обработать длинный кусок материала, то центр
сверло используется для изготовления отверстия на одном конце.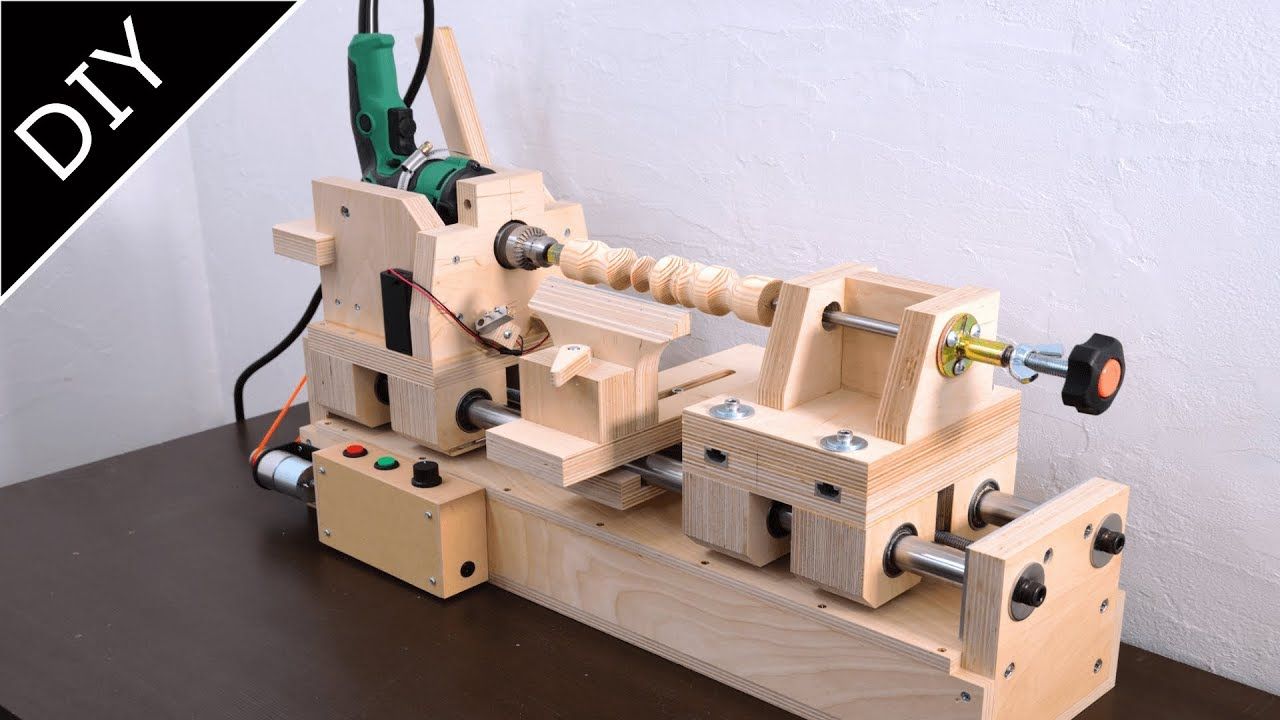 Это позволяет пробурить
конец должен поддерживаться центром задней бабки. Это позволяет пробурить
конец должен поддерживаться центром задней бабки. |
| После того, как центральное сверло сделало отверстие, Для увеличения отверстия и при необходимости можно использовать спиральные сверла. просверлить насквозь. Если требуется отверстие большого диаметра, Сначала просверливается небольшое отверстие (например, диаметром 4 мм). Затем отверстие расширяют. примерно 2 мм за раз. Попытка просверлить отверстие большого диаметра в один заход неизбежно приведет к перегреву сверла, а затем застревание в материале. Это потенциально опасно. |
При бурении очень важно использовать растворимое масло в качестве охлаждающей жидкости.
Его следует постоянно подавать на сверло, чтобы оно оставалось прохладным. Этот
поможет предотвратить заедание и перегрев. Перегрев приведет к затуплению
сверло быстро. Этот
поможет предотвратить заедание и перегрев. Перегрев приведет к затуплению
сверло быстро. | |
| ТИПОВАЯ ЗАДНЯЯ БАБКА С ПАТРОНОМ | |
| Конус Морзе — это стандартная система для установки сверлильных патронов и других насадок на шпиндель задней бабки токарного станка. | |
| Это трение, создаваемое коническим хвостовиком сверла / сверлильного патрона в шпинделе, которое надежно удерживает его в нужном положении. | |
| АССОРТИМЕНТ ПРИСОЕДИНЕНИЙ ЗАДНЕЙ БАБКИ | |
| СВЕРЛЕНИЕ ОТВЕРСТИЙ БОЛЬШОГО ДИАМЕТРА НА СТАНОКЕ | |
При сверлении отверстий большого диаметра используется сверло с конусом Морзе. Он подойдет либо прямо к шпинделю токарного станка, либо к адаптеру, а затем к шпинделю задней бабки. Он подойдет либо прямо к шпинделю токарного станка, либо к адаптеру, а затем к шпинделю задней бабки. При сверлении больших отверстий этапы следующие: Сверление центральным сверлом, за которым следует серия сверл с увеличением диаметра, что привело к использованию размеров сверл с конусом Морзе. | |
ВОПРОС : Используя диаграммы, объясните этапы, участвующие в сверлении отверстия — с помощью токарно-центрового станка. | |
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И УКАЗАТЕЛЬ ПРОЦЕССОВ СТРАНИЦА | |
| |
 Сверлильный патрон имеет морзе
конический вал, который можно вставить в вал задней бабки, фиксируя
это в положении.
Сверлильный патрон имеет морзе
конический вал, который можно вставить в вал задней бабки, фиксируя
это в положении.927157-2 Токарно-сверлильный станок, токарная обработка металла, напряжение 115 В, двигатель 5/8 л.
 с., общая высота 31 дюйм Перейти к основному содержанию
с., общая высота 31 дюйм Перейти к основному содержаниюShop Talk
| |
Эксперты по техническому обслуживанию автопарка 1-800-558-2808
- История заказов
- Мои списки
- Импорт файла
- Автоматический повторный заказ
- Каталог
Поделиться
Распечатать
ДЕЙТОННаведите указатель мыши на изображение, чтобы увеличить его
4 625,28 $ за упаковку | 4 625,28 долл. США за шт.
Этот товар требует специальной доставки, могут взиматься дополнительные сборы.
одноразовая доставка
Зарегистрируйтесь в автозаказе
Технические характеристики
Основные характеристики
Применение
Токарная обработка металла
Количество скоростей вращения шпинделя
6
Торговая марка
DAYTON
Общая высота
31 дюйм 90 046
Скорость поперечной подачи
0,008–0,016
Общая длина
45 дюймов.
Характеристики
2-ступенчатая передача, автоматический привод шпинделя, аварийный останов, токарный станок имеет закаленные и отшлифованные направляющие станины, фрезерный ящик с направляющими типа «ласточкин хвост», фрезерный станок имеет регулируемую в поперечном направлении колонну, держатель инструмента MT2
Общая ширина
22 дюйма
Частота
60 Гц
Кол-во в упаковке
1
Мощность, л.с.
5/8 hp
Phase
Single
Основное применение
Токарная обработка металла
Включает
(3) Кулачковые патроны, 4-позиционный резцедержатель, комплект сменных шестерен, защитный кожух токарного патрона, защита от брызг, устойчивый центр MT2 и MT4, защитный кожух резцедержателя
Вес брутто
463 фунта
Позиция
Токарный станок
Конус шпинделя
MT-2 (3MT)
Произв. Номер детали
53Uh28
Напряжение
115 В переменного тока
Общие сведения
Ширина кровати
3 1/2 дюйма
Мин.![]() Скорость вращения шпинделя
Скорость вращения шпинделя
120 об/мин
Расстояние между центрами
20 1/2 дюйма
Мин. Резьбы на дюйм
8
Макс. Поперечная подача
0,0160 дюйма
Число резьб в дюймах
21
Макс. Метрическая резьба
4 мм
Количество метрических резьб
21
Макс. Скорость шпинделя
3600 об/мин
Отверстие шпинделя
1 дюйм
Макс. нитей на дюйм
56
Поворот над станиной
9 3/4 дюйма
Мин. Поперечная подача
0,0080 дюйма
Поворотная поперечная направляющая
4,33 дюйма
Мин. Метрическая резьба
0,2 мм
Конус задней бабки
MT2
Описание продукта
Токарный станок, расстояние между центрами 20 1/2 дюйма, напряжение 115 В переменного тока, мощность 5/8 л.с., мин. Скорость вращения шпинделя 120 об/мин, токарная обработка металла, общая высота 31 дюйм, общая длина 45 дюймов, общая ширина 22 дюйма, макс. Скорость шпинделя 3600 об/мин, конус задней бабки MT2
Скорость шпинделя 3600 об/мин, конус задней бабки MT2
Соответствие и ограничения
ПРЕДУПРЕЖДЕНИЕ: рак и репродуктивный вред — www.P65Warnings.ca.gov.
Документы
Каталог токарных станков Dayton
Штрих-код товара
Токарно-сверлильный станок, 3-1/
- Перекрестные ссылки
- Юридический
| Имя | Товар | Описание | |
|---|---|---|---|
| Грейнджер Дропшип | 53Uh28 | Токарный станок Дрель | |
| КОДЫ UNSPSC | 27112703 | ||
| КОДЫ VMRS (АТА) | 053-006-009 | Токарный станок Дрель |
Вся информация, содержащаяся здесь, является собственностью Imperial Supplies LLC и публикуется здесь для
только ваше использование. Любое воспроизведение или распространение этой информации без предварительного письменного согласия
от Imperial Supplies LLC строго запрещено.