
Мощные высоковольтные выпрямительные диоды 2Д2943 АЕЯР.432120.556ТУ с приемкой ВП
Область применения
Настоящие технические условия (ТУ) распространяются на кремниевые эпитаксиально — планарные мощные выпрямительные высоковольтные диоды 2Д2943, диодные сборки на их основе с общим катодом, с общим анодом, по схеме удвоения и однофазные мосты (далее по тексту — «диоды и диодные сборки») в беспотенциальных герметичных металлокерамических корпусах с планарными гибкими плоскими выводами, предназначенные для работы в устройствах преобразовательной техники и электроприводах аппаратуры специального назначения.
Классификация, основные параметры и размеры
Диоды изготавливают одного типа шести типономиналов в корпусах КТ-111А-1.02* и шести типономиналов в корпусах КТ-111А-2.02
Диодные сборки изготавливаются трех типов восемнадцати типономиналов в корпусах КТ-111А-1.02* и восемнадцати типономиналов в корпусах КТ-111А-2.02.
* Диоды и диодные сборки в корпусах типа КТ-111А-1. 02 включены в Решение от 2020 г.
о снятии с производства. В новых разработках не применять!
02 включены в Решение от 2020 г.
о снятии с производства. В новых разработках не применять!
Диодные сборки с общим катодом относятся к первому типу, диодные сборки с общим анодом относятся ко второму типу, диодные сборки по схеме удвоения относятся к третьему типу.
Основные и классификационные характеристики диодов и диодных сборок приведены в таблице ниже.
Схемы разводки диодов и диодов в составе диодных сборок в корпусе, нумерация выводов корпуса приведены на рисунках ниже.
Диоды и диодные сборки изготавливаются в исполнении, предназначенные для ручной сборки (монтажа) аппаратуры.
Условное обозначение диодов и диодных сборок при заказе и в конструкторской документации другой продукции:
- Диод 2Д2943А АЕЯР.432120.556ТУ.
- Диодная сборка 2Д2943АС1 АЕЯР.432120.556ТУ.
- Диод 2Д2943А1 АЕЯР.432120.556ТУ.
- Диодная сборка 2Д2943АС11 АЕЯР.432120.556ТУ.
- Диод 2Д2943А2 АЕЯР.432120.556ТУ.
- Диодная сборка 2Д2943АС12 АЕЯР.
 432120.556ТУ.
432120.556ТУ.
 432120.556ТУ.
432120.556ТУ.| Условное обозначение | Основные параметры в нормальных климатических условиях1, буквенное обозначение, единица измерения | Условное обозначение корпуса | Обозначение схемы соединения2 | ||||
|---|---|---|---|---|---|---|---|
| Uобр max, В | Uпр, В | Iпр, А | Iобр, мА | ||||
| Диоды | |||||||
| 2Д2943А | 200 | 1,1 | 12 | 0,1 | КТ-111А-1.02 | ПБВК.432122.005ГЧ | Д |
| 2Д2943Б | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943В | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943Г | 400 | 1,3 | 15 | 0,1 | |||
| 2Д2943Д | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943Е | 600 | 1,3 | 15 | 0,1 | |||
| 2Д2943А1 | 200 | 1,1 | 12 | 0,1 | КТ-111А-2.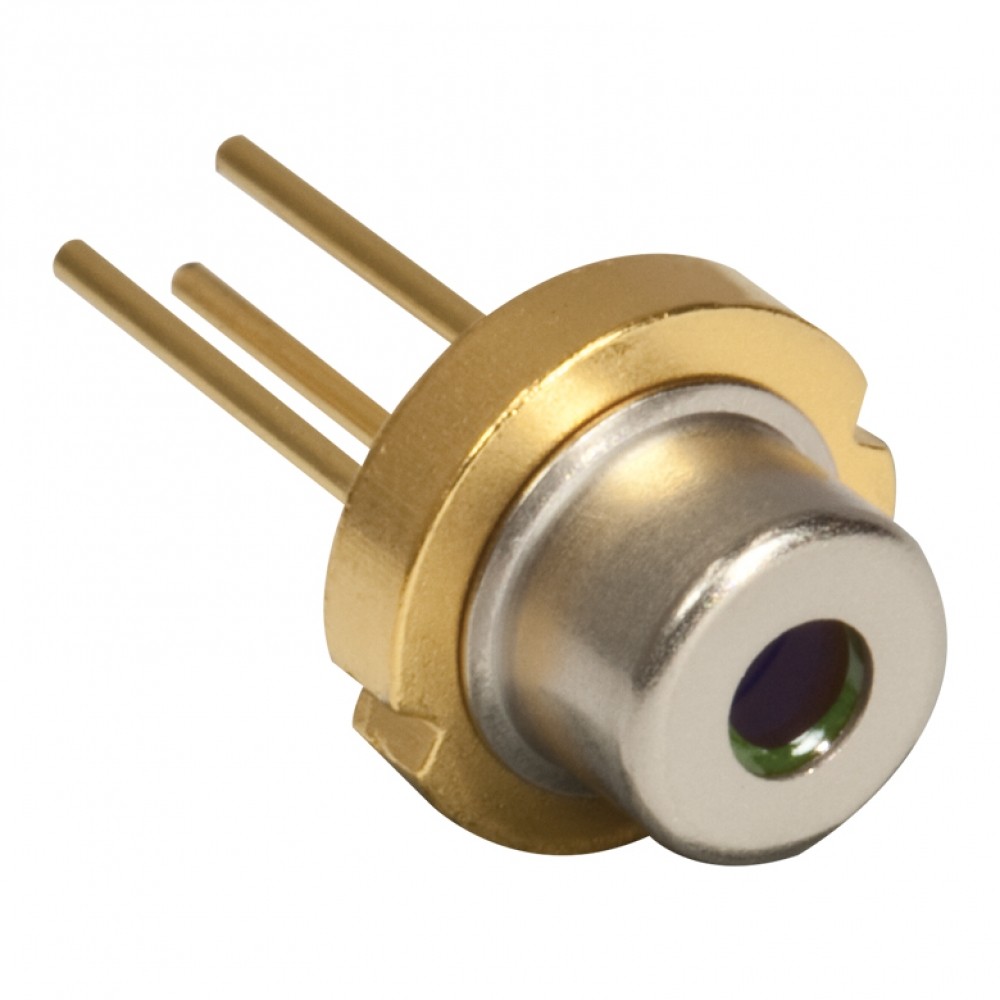 02 02 | ПБВК.432122.006ГЧ | Д |
| 2Д2943Б1 | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943В1 | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943Г1 | 1,3 | 15 | 0,1 | ||||
| 2Д2943Д1 | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943Е1 | 600 | 1,3 | 15 | 0,1 | |||
| Сборки с общим катодом | |||||||
| 2Д2943АС1 | 200 | 1,1 | 12 | 0,1 | КТ-111А-1.02 | ПБВК.432122.005ГЧ | ОК |
| 2Д2943БС1 | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943ВС1 | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943ГС1 | 400 | 1,3 | 15 | 0,1 | |||
| 2Д2943ДС1 | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943ЕС1 | 600 | 1,3 | 15 | 0,1 | |||
| 2Д2943АС11 | 200 | 1,1 | 12 | 0,1 | КТ-111А-2. 02 02 | ПБВК.432122.006ГЧ | ОК |
| 2Д2943БС11 | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943ВС11 | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943ГС11 | 400 | 1,3 | 15 | 0,1 | |||
| 2Д2943ДС11 | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943ЕС11 | 600 | 1,3 | 15 | 0,1 | |||
| Сборки с общим анодом | |||||||
| 2Д2943АС2 | 200 | 1,1 | 12 | 0,1 | КТ-111А-1.02 | ПБВК.432122.005ГЧ | ОА |
| 2Д2943БС2 | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943ВС2 | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943ГС2 | 400 | 1,3 | 15 | 0,1 | |||
| 2Д2943ДС2 | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943ЕС2 | 600 | 1,3 | 15 | ||||
| 2Д2943АС21 | 200 | 1,1 | 12 | 0,1 | КТ-111А-2. 02 02 | ПБВК.432122.006ГЧ | ОА |
| 2Д2943БС21 | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943ВС21 | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943ГС21 | 400 | 1,3 | 15 | 0,1 | |||
| 2Д2943ДС21 | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943ЕС21 | 600 | 1,3 | 15 | 0,1 | |||
| Сборки по схеме удвоения | |||||||
| 2Д2943АС3 | 200 | 1,1 | 12 | 0,1 | КТ-111А-1.02 | ПБВК.432122.005ГЧ | СУ |
| 2Д2943БС3 | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943ВС3 | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943ГС3 | 400 | 1,3 | 15 | 0,1 | |||
| 2Д2943ДС3 | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943ЕС3 | 600 | 1,3 | 15 | 0,1 | |||
| 2Д2943АС31 | 200 | 1,1 | 12 | 0,1 | КТ-111А-2. 02 02 | ПБВК.432122.006ГЧ | СУ |
| 2Д2943БС31 | 200 | 1,1 | 20 | 0,1 | |||
| 2Д2943ВС31 | 400 | 1,3 | 8 | 0,1 | |||
| 2Д2943ГС31 | 400 | 1,3 | 15 | 0,1 | |||
| 2Д2943ДС31 | 600 | 1,3 | 8 | 0,1 | |||
| 2Д2943ЕС31 | 600 | 1,3 | 15 | 0,1 | |||
Примечания:
- Параметры диодов А1—Е1, А2– Е2, диодов в составе диодных сборок АС1—ЕС1, АС11—ЕС11, АС12—ЕС12, АС2—ЕС2, АС21—ЕС21, АС22—ЕС22, АС3—ЕС3, АС31—ЕС31, АС32—ЕС32 соответствуют параметрам одиночных диодов с индексами А—Е.
- Обозначение схемы соединения:
- Д — диод.
- ОК — диодная сборка из двух диодов с общим катодом.
- ОА — диодная сборка из двух диодов с общим анодом.
- СУ — диодная сборка из двух последовательно соединенных диодов — схема удвоения.

Мощные лазерные диоды снимают напряжение в металлических 3D-печатных деталях
Техника с использованием диодов, заимствованных у Национальный комплекс лазерных термоядерных реакций LLNL (National Ignition Facility, NIF), снижает остаточное напряжение на целых 90 процентов.
На фото: Сборка и отжиг прямоугольного блока из нержавеющей стали 316L (нажмите для получения информации).
В 3D-печати остаточное напряжение может накапливаться в деталях во время процесса печати из-за расширения нагретого материала и сжатия холодного материала, создавая силы, которые могут деформировать деталь и вызывать трещины, которые могут ослабить деталь, особенно в металлах.
Исследователи из Ливерморской национальной лаборатории им. Лоуренса (LLNL) и Калифорнийского университета в Дэвисе решают эту проблему с помощью лазерных диодов, мощных лазеров, заимствованных из технологии, созданной для Национального комплекса лазерных термоядерных реакций LLNL, для быстрого нагрева печатных слоев во время сборки.
Новая методика, описанная в статье, опубликованной в разделе «Аддитивное производство», приводит к снижению эффективного остаточного напряжения в металлических испытательных деталях с 3D-печатью на 90 процентов, позволяя исследователям снизить температурный градиент и контролировать скорость охлаждения.
«В металлах действительно трудно преодолеть эти напряжения», — прокомментировал ведущий автор Джон Ролинг. «Была проделана большая работа по изменению стратегии сканирования, чтобы перераспределить остаточные напряжения, но наш подход состоит в том, чтобы избавиться от них, пока мы делаем деталь, чтобы устранить эти проблемы. Благодаря такому подходу мы можем эффективно избавиться от остаточных напряжений до такой степени, что во время сборки больше не будет отказов деталей ».
Лазерная порошковая наплавка по насыпанному слою (Laser powder bed fusion)
Инженер LLNL и соавтор Уилл Смит построил небольшие, похожие на мосты конструкции из нержавеющей стали 316L, используя процесс плавления в лазерном порошковом слое. Он позволил каждому слою затвердеть, прежде чем осветить поверхности диодами, первоначально на полную мощность и сразу же понизить интенсивность в течение 20 секунд. Результат был похож на помещение детали в печь после каждого слоя, так как температура поверхности достигала около 1000 ° C .
Он позволил каждому слою затвердеть, прежде чем осветить поверхности диодами, первоначально на полную мощность и сразу же понизить интенсивность в течение 20 секунд. Результат был похож на помещение детали в печь после каждого слоя, так как температура поверхности достигала около 1000 ° C .
Готовые детали, с их толстыми ножками и тонким выступающим выступом, позволили исследователям измерить, какое остаточное напряжение было снято, отрезав одну из ножек и проанализировав, насколько сдвинулась более тонкая выступающая часть. По словам исследователей, когда использовались диоды, мост больше не отклонялся.
Смит сказал: «Сборка деталей была похожа на работу обычного металлического 3D-принтера, но новая часть нашей машины заключается в том, что мы используем вторичный лазер, который проецируется на большую площадь и затем нагревает деталь — она повышает температуру быстро и медленно охлаждает его контролируемым образом.
«Когда мы использовали диоды, мы увидели тенденцию к снижению остаточного напряжения, и это по сравнению с тем, что традиционно делается после отжига детали в печи.
 Это был хороший результат, и он был многообещающим в отношении эффективности нашей техники ».
Это был хороший результат, и он был многообещающим в отношении эффективности нашей техники ».
Этот подход является результатом предыдущего проекта, в котором лазерные диоды, разработанные для сглаживания лазеров в NIF, использовались для 3D-печати целых металлических слоев за один импульс. По словам Ролинга, это улучшает другие распространенные методы снижения остаточного напряжения в металлических деталях, такие как изменение стратегии сканирования или использование нагретой сборочной пластины. Поскольку слой нагревается сверху, нет ограничений на высоту деталей.
Исследователи планируют затем провести более углубленное исследование, обращая свое внимание на увеличение количества слоев в цикле нагрева, чтобы посмотреть, смогут ли они снизить остаточное напряжение в той же степени, попробовать более сложные детали и использовать более количественные методы, чтобы получить больше глубокое понимание процесса.
Возможности для совершенствования
«Эта технология может быть отмасштабирована, потому что сейчас мы проектируем относительно небольшую площадь, и еще есть много возможностей для совершенствования», — сказал Смит.
 «Добавив больше диодных лазеров, мы могли бы увеличить площадь нагрева, если бы кто-то хотел интегрировать это в систему с большей площадью печати».
«Добавив больше диодных лазеров, мы могли бы увеличить площадь нагрева, если бы кто-то хотел интегрировать это в систему с большей площадью печати».
Что еще более важно, сказал Ролинг, исследователи изучат возможность контроля фазовых превращений в титановом сплаве (Ti64). Как правило, при сборке с Ti64 фазовое превращение приводит к тому, что металл становится чрезвычайно хрупким, что приводит к растрескиванию деталей. Если исследователи смогут избежать преобразования, медленно охлаждая деталь, это может сделать материал достаточно пластичным, чтобы соответствовать аэрокосмическим стандартам, сказал Ролинг, добавив, что предварительные результаты являются многообещающими.
Проект финансировался в рамках программы научных исследований и разработок лаборатории.
Источник
Теги:
Мощные лазерные диоды, напряжение в металлических 3D-печатных деталях, Национальный комплекс лазерных термоядерных реакций LLNL, 3D-печать, Лазерная порошковая наплавка по насыпанному слою, титановый сплав (Ti64), лазерные диоды
Диодный лазерный модуль — Мощный диодный лазер для станков с ЧПУ для резки и гравировки \ маршрутизатора Измерение напряжения, тока, оптической мощности.

Не пропустите нашу текущую скидку!
Продолжить покупку и получить лучшую цену!
Лазерные модули Endurance.
Диодный лазер
10 Вт+ (10000 мВт) 445 нм
Узнать о специальном предложении
Подробнее Купить
Диодный лазер
20 Вт (20000 мВт) 445 нм
Узнать лучшую цену
Подробнее Купить
Диодный лазер
10 Вт (10000 мВт) 445 нм
Узнать цену
Подробнее Купить
Диодный лазер
8,5 Вт (8500 мВт) 445 нм
Проверить наличие предложения
Подробнее Купить
Диодный лазер
8 Вт (8000 мВт) 445 нм
Доступно специальное предложение
Подробнее Купить
Диодный лазер
5,6 Вт (5600 мВт) 445 нм
Получить лучшее предложение
Подробнее Купить
- _(обязательно)
- Как называется машина, которой вы владеете( обязательно)
- Ваше имя (обязательно)
- Ваш адрес электронной почты (пожалуйста, введите правильный адрес электронной почты)
- Если у вас есть какие-либо проблемы с ним, опишите их здесь или просто поделитесь своими мыслями
Доступно. Специальные цены на лазеры Endurance.
Специальные цены на лазеры Endurance.
Быстро. Гарантированная доставка по всему миру в течение 3-5 дней.
Надежный. Идеальное состояние всех упаковок.
Все, что вы должны знать о диодных лазерах.
Различия между лазерами Endurance
2.1 -> 3,5 Вт -> 5.6. ватт т – 8 -> 8,5 ватт . Больше мощности и больше возможностей для резки и гравировки
10 Вт «Invincible» -> 10 ватт Delux : имеет воздушную насадку, увеличенное фокусировочное кольцо, лазерную коробку вместо платы управления лазером.
10 Вт Delux -> 10 Вт Plus : имеет охлаждение TEC с внешним радиатором, воздушный компрессор.
8,5 Вт -> 8,5 Вт PRO : имеет металлический лазерный блок версии 2.0 с MO2 и меньшим радиатором. (Дополнительные аксессуары в упаковке)
10 Вт «Invincible» -> 10 Вт PRO : имеет металлический лазерный бокс версии 2. 0 с MO2 и полированный блестящий алюминиевый корпус. (Дополнительные аксессуары в упаковке)
0 с MO2 и полированный блестящий алюминиевый корпус. (Дополнительные аксессуары в упаковке)
10 Вт Plus -> 10 Вт PRO PLUS : имеет металлический лазерный блок версии 2.0 с MO2, воздушное сопло версии 2.0, двойное охлаждение TEC с турбинным вентилятором. (Дополнительные аксессуары в упаковке)
При заказе лазеров Endurance вы получаете все необходимое в упаковке!
Все, что вам нужно знать о бестселлерах Endurance, в одном видео
Endurance производит и поставляет твердотельные (DPSS) лазеры с различной выходной мощностью
и диодные лазеры мощностью от 2 Вт (200 мВт) до 30 Вт (30000 мВт).

Лазеры Endurance имеют класс 4 , и вы должны соблюдать правила безопасности: всегда надевайте защитные очки и никогда не целитесь в живое существо.
Лазеры Endurance надежны, имеют номинальную выходную мощность и могут работать непрерывно в течение 48-72 часов.
Все лазеры собираются и тестируются индивидуально.
Лазеры Endurance — это сложные высокотехнологичные устройства, совместимые с любым 3D-принтером/станком с ЧПУ/координатным плоттером. Функция лазерного ключа Endurance — это возможность гравировать/резать/травить/сваривать различные материалы.
Технологическая структура лазеров Endurance
Сердцем лазеров Endurance (10-ваттные модели) являются мощные диоды NICHIA 445 нм в корпусе TO5.
Диоды надежно закреплены (коллимированы) в медных или алюминиевых корпусах.
Линзы 3 (длиннофокусные) или G-2 (короткофокусные) могут быть добавлены к корпусам путем привинчивания.
Все линзы Endurance имеют метки, обозначающие достигнутый наилучший фокус.
Компания Endurance производит собственные радиаторы в алюминиевом корпусе.
Для распределения вырабатываемого тепла мы используем высококачественную теплопроводную пасту.
Лазерный диод требует стабилизированного тока и очень точной настройки напряжения.
Endurance производит собственную плату лазерного контроллера с диодом Зенера на конце платы.
Плата контроллера лазера имеет ТТЛ (ШИМ), который работает от провода в диапазоне 3,5–24 В, и преобразователь постоянного тока в постоянный, который позволяет лазерному блоку работать в диапазоне 9–16 В. Все версии Endurance PRO имеют аналоговый вход 0-10В.
TTL позволяет изменять мощность (интенсивность) в процессе лазерной резки/лазерной гравировки.
Мы разработали печатную плату Endurance MO1 и печатную плату Mo2 позволяет использовать внешний источник питания для питания лазера, когда на материнской плате недостаточно питания. В этом случае просто добавьте плату Endurance MO1 и получите внешний источник питания для лазера.
В этом случае просто добавьте плату Endurance MO1 и получите внешний источник питания для лазера.
Узнайте больше о наших лазерных компонентах >>>
О печатной плате Endurance MO1. Плата драйвера для запуска лазера от внешнего источника питания.
Печатная плата Endurance Mo2 — усовершенствованный драйвер лазера
Узнайте больше о полезных аксессуарах
Ключевые технологические преимущества лазеров Endurance
- Эффективная схема стабилизации тока, предотвращающая разгон диода.
- Высокоэффективная система воздушного охлаждения сохраняет диод холодным.
- Совместимая система крепления позволяет закрепить лазер на любом шасси.
- Настроенная линза с маркировкой для регулировки фокуса лазера.
- Усовершенствованная печатная плата Endurance MO1 позволяет питать лазер от внешнего источника питания.
- Дополнительный провод TTL позволяет регулировать мощность лазера.
- Малый вес лазерного модуля снижает инерционный момент.

Все лазеры выносливости имеют аналогичные параметры, но различные выходные сигналы
Ключевые функции для лазеров выносливости:
Операционное напряжение : 9-16V (STED-Down Buck »DC/DC, доступные по запросу)
88. Рабочий ток : 2 – 14 А
Охлаждение : активный воздушный поток (некоторые устройства оснащены охлаждением TEC)
Крепление : совместимо с большинством 3D-принтеров и фрезерных станков с ЧПУ
Вес : 100–700 грамм (~ 1/4–1,5 фунта)
Длина волны : 445 нм+-2 нм (синий)
9009 8 ТТЛ : да
Общий срок службы : 10 000 часов.
Время непрерывной работы : 48-72 часа.
Диапазон фокусировки с 3-элементным объективом : 2–10 см (1–4 дюйма).
Диапазон фокусных расстояний с объективом G2 : 5–30 мм (0,2–1,25 дюйма)
Производство лазеров Endurance
Endurance состоит из нескольких этапов лазерного производства:
- Мы покупаем и тестируем все компоненты перед началом процесса сборки.
- Выполняем слесарные работы: вырезаем алюминий, сверлим необходимые отверстия в алюминиевом корпусе, сверлим отверстия в радиаторе.
- Мы делаем собственный лазерный драйвер.
- Производим сборку: лазерный драйвер вставляется в металлический корпус, лазерный диод вставляется в радиатор и крепится к корпусу, винтовые вентиляторы.
- Заключительные тесты: мы проводим 2-3-часовые тесты конечного устройства (измеряем температуру, измеряем энергопотребление, качество лазерного луча, стабильность мощности).
Отличие китайских аналогов
В отличии от Endurance большинства китайских диодных лазеров аналогов с мощностью 2 (2000 мВт), 3 (3000 мВт), 5 (5000 мВт), 5,5 (5500 мВт), 8 (8000 мВт) , 10 (10000 мВт), 12 (12000 мВт), 15 (15000 мВт) мощность не рассчитана должным образом и фактически не имеет той выходной мощности .
Другая проблема заключается в том, что большинство китайских лазеров не работают непрерывно и могут работать максимум 5-15 минут, а затем требуют простоя.
В отличие от Endurance, большинство китайских компаний не предоставляют поддержку клиентов по вопросам подключения, монтажа и т.д. от любителя до неудавшегося предпринимателя: Жизнь в мире китайских подделок
Личный опыт работы с 8-ваттным лазером (Graham Ham)
Лазеры Endurance
Лазер Endurance может резать до 8-10 мм дерева/фанеры и темного акрила.
Мощные лазеры Endurance с выходной мощностью 8 Вт, 8,5 Вт+ и 10 Вт могут гравировать на анодированном алюминии, меди, латуни, камне, керамике и даже на нержавеющей стали.
Все, что вам нужно знать об испытаниях на выносливость всех поступающих лазерных диодов. Мы тщательно проверяем их, прежде чем использовать в нашем лазерном производстве.
Тестирование лазерных диодов NUBM44/47 NICHIA.
 Измерение напряжения, тока, оптической мощности.
Измерение напряжения, тока, оптической мощности.
Энергопотребление лазеров Endurance
Измерение напряжения, тока и мощности
Все, что вам нужно знать о лазере
Процесс ed с быстрой и безопасной оплатой. Бесплатная доставка DHL по всему миру. Получите лазер через 3-5 дней.
Лазерная резка и лазерная гравировка для дома и бизнеса
Преимущества лазеров Endurance
Стандарт высокого качества
Многоуровневая система тестирования.
Промышленные компоненты.
Сверхнадежный
Гарантированная продолжительность непрерывной работы ~48-72 часа.
Реальная непрерывная выходная мощность
Наши продукты имеют заявленную номинальную выходную мощность – в отличие от китайских аналогов.
Режим TTL
Может включаться и выключаться при напряжении 3,5-24В.
Переменная выходная мощность.
Подключи и работай
Универсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Дружественная политика возврата
Не нравится лазер?
Просто верните товар в течение 30 дней и получите полный возврат средств.
Лазерные приспособления и станки для лазерной гравировки (маркировки)
Почему наши клиенты покупают лазеры и станки для гравировки у Endurance?
Консультации в режиме реального времени
Мы помогаем и консультируем по телефону / электронной почте / мессенджеру Facebook / Telegram / Whatsapp / Viber.
Профессиональная поддержка
Поможем установить и настроить лазер. Мы предлагаем квалифицированную послепродажную поддержку.
Все, что вам нужно
Мы отправляем все, что вам нужно, в одной посылке, чтобы начать работу.
Немедленная доставка
Мы отправляем все устройства в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Пожизненная гарантия
Все наши лазеры протестированы и могут работать до 10000 часов.
Возможность обновления
У вас старая модель? Обновите свое устройство на более мощное.
Наши клиенты устанавливали и запускали наши лазеры на следующих машинах:
Prusa mk3s, Monoprice maker select v2, x-carve 1000×1000, Creality 3D cr-10S cr-10, T AZ5, ЧПУ Акула 4HD , Robo3DR1+, Ender-3, Ender-2, Snapmaker, Tronxy x5s, Anycubic Photon, Solidoodle 2, Wanhao 4S, Большой станок с ЧПУ, управляемый с помощью Mach4 и Ethernet Smooth Stepper, Ultimaker 2, CNCC Laseraxe, Monoprice maker select v2, Eleksmaker a3’s, Openbuilds Ox, Acro для лазера, контроллер Tinyg для ЧПУ и GRBL для лазера.
MPCNC, реплика CTC flashforge, openbuilds ARCO, WanHao Duplicator i3, Anet A8, 3080 china cnc, принтер Davinci 1.0a с повторителем, полноразмерный лазер Rambo 1.3, принтер prusa i3, модифицированный фрезерный станок Bridgeport Intact и модифицированное руководство на ЧПУ 14×40 металл, Stepcraft 420, craftbot+, anycubic photon, phrozen xl, Anycubic 4max, ReXYZ S22, Shapeoko 3 XXL, Creality Ender 3, Самодельный чпу 600*400*150, Creality Ender 3, Folgertech FT-5, Tevo Little Monster, Hyper Cube, принтер Alfawise U30, Ender 3 Pro, XYZ Davinci A1.0, 3D-принтер Custom Delta, 3D-принтер D-bot 300 × 300, OpenBuilds MiniMill с электроникой Duet, OpenBuilds C-Beam, CREALITY ENDER 3, Creality 10 s5, creality s10 pro, anycubic i3 mega, X-Carve 750 мм, контроллер gecko g540 размером 4 фута x 4 фута, интерфейс pmdx-411, программное обеспечение mach5, программа bobcad cad, Ultimaker 2, TRex 2, TronxyX5S, Anet A6 blue, 100 Китайская лазерная рама см X 100 см с доской Laseraxe, creality ender 3, Greetech A10M, Tronxy xy-2, Open builds lead 1010 1000 x 1000 мм с ЧПУ, Edge AVID CNC Pro 48″ x 144″, Prusa MK3S с MMU2, Bibo 2. Лазер, универсальные дельта-принтеры, сборка ЧПУ Bever Zero, Lulzbot TAZ 6, Ultimaker S5, ЧПУ Next Wave Black Diamond с 4-й осью, Axiom V5 Pro, WH Di3 с 32-битной платой Marlin, домашняя сборка CoreXY, плата Duet2 WIfi, Voron 2, Ender 3 pro, смарт-MX3, Openbuild Lead 1075, Ender 5pro.
Лазер, универсальные дельта-принтеры, сборка ЧПУ Bever Zero, Lulzbot TAZ 6, Ultimaker S5, ЧПУ Next Wave Black Diamond с 4-й осью, Axiom V5 Pro, WH Di3 с 32-битной платой Marlin, домашняя сборка CoreXY, плата Duet2 WIfi, Voron 2, Ender 3 pro, смарт-MX3, Openbuild Lead 1075, Ender 5pro.
Nichia NUBM44 6 Вт, 445 нм, синий лазерный диод
- Дом
- Категории
- Лазерные диоды
- NUBM44 Мощный синий лазерный диод с длиной волны 445 нм и мощностью 6 Вт
NUBM44 — мощный лазерный диод мощностью 6 Вт от небольшого излучателя. Этот синий лазерный диод является самым мощным лазерным диодом, доступным в настоящее время для лазеров с одним излучателем или в стандартном корпусе TO. Этот GaN-лазер работает при температуре до 65°C без значительного сокращения срока службы. NUBM44 также называют лазерным диодом с длиной волны 450 нм.
Этот синий лазерный диод является самым мощным лазерным диодом, доступным в настоящее время для лазеров с одним излучателем или в стандартном корпусе TO. Этот GaN-лазер работает при температуре до 65°C без значительного сокращения срока службы. NUBM44 также называют лазерным диодом с длиной волны 450 нм.
Внимание: последний товар в наличии!
Доступность: В наличии
Производитель: Нихия
Артикул: 779
Технические характеристики
Расчетная длина волны
445 нм
Тип рабочего тока [A]
3 A
Рабочая темп. Диапазон
от 0 до +60 °C
Рабочее напряжение
3,7–5,2 В
Упаковка
TO-5
Пороговый ток
150–350 мА
Диапазон температур хранения
от -40 до 85 °C
Оптическая мощность при 25 °C 9000 3
6 Вт
Расчетный срок службы
10000 ч
Описание продукта
О синем лазерном диоде высокой мощности NUBM44, 445 нм, 6 Вт
Это синий лазерный диод Nichia мощностью 6 Вт с длиной волны 445 нм. Эти лазерные диоды взяты из диодной батареи NUBM44.
Эти лазерные диоды взяты из диодной батареи NUBM44.
- Синий лазерный диод мощностью 6,0 Вт, длина волны 445 нм
- Хорошая фокусировка и хорошая коллимация
- Компактный пакет TO-5 (9 мм) TO-Can
- Широкий диапазон рабочих температур от 0 C до 65 C
- Технология синего лазера на нитриде галлия обеспечивает более длительный срок службы при повышенных температурах
NUBM44 — это лазерный диод с длиной волны 445 нм, излучающий мощность 6 Вт. Это самая высокая мощность, доступная в настоящее время для любого лазерного диода в корпусе TO-Can диаметром 9 мм (корпус TO-5). Хотя типичная центральная длина волны NUBM44 составляет 445 нм, в другой литературе он иногда упоминается как лазерный диод с длиной волны 450 нм. Хотя это многомодовый лазерный диод, он имеет чрезвычайно узкий волновод, что позволяет ему иметь почти самый низкий этендю (расхождение в дальней зоне для данного диаметра луча) любого мощного полупроводникового лазера. Узкая ширина излучателя позволяет лучше коллимировать и фокусировать его, чем другие мощные лазерные диоды.
Узкая ширина излучателя позволяет лучше коллимировать и фокусировать его, чем другие мощные лазерные диоды.
Этот синий лазерный диод мощностью 6 Вт относительно невосприимчив к рабочей температуре по сравнению с другими мощными полупроводниковыми лазерами и имеет диапазон рабочих температур корпуса от 0°C до 65°C. Лазерный диод NUBM44 имеет типичный срок службы 20 000 часов при 25°C. Однако если температура корпуса синего лазера нагреется до 65°С, срок службы уменьшится лишь в незначительной степени. Это возможно только благодаря недавно разработанной лазерной технологии на нитриде галлия. Низкие уровни долговременной деградации при повышенных температурах не могут быть достигнуты с помощью современной лазерной технологии на арсениде галлия, которая используется для красных и БИК-лазерных диодов. Таким образом, этот синий лазерный диод является надежным выбором для различных сред и приложений. Кроме того, этот GaN-лазер имеет специальный TO-5 (9мм), что позволяет ему иметь более низкое тепловое сопротивление, чем обычно возможно для лазерного диода на этом уровне мощности. 9-мм TO-Can также герметичен, что защищает чип полупроводникового лазера от пыли и других загрязнений. Напротив, для мощных красных и БИК-лазерных диодов обычно требуется корпус C-mount, который имеет открытую грань, что делает их надежными, если они не работают в условиях чистых помещений.
9-мм TO-Can также герметичен, что защищает чип полупроводникового лазера от пыли и других загрязнений. Напротив, для мощных красных и БИК-лазерных диодов обычно требуется корпус C-mount, который имеет открытую грань, что делает их надежными, если они не работают в условиях чистых помещений.
Рекомендации для лазерного диода NUBM44 мощностью 6 Вт
Хотя лазер относительно невосприимчив к рабочей температуре корпуса, мы рекомендуем использовать подходящий теплоотвод с NUBM44 и другими мощными лазерными диодами. В частности, следует использовать крепление с низким тепловым сопротивлением (в идеале менее 1,5 Кл/Вт) из-за большого количества выделяемого тепла (приблизительно 12 Вт) при работе этого лазера на полной мощности. Крепление лазерного диода с низким тепловым сопротивлением уменьшит количество локального нагрева, производимого лазерным элементом, и сведет к минимуму путь к тепловому заземлению. Такое крепление корпуса TO также уменьшит величину теплового дрейфа, который влияет как на мощность, так и на длину волны. Термическое сопротивление можно свести к минимуму, прижимая коллектор TO к плоской поверхности теплоотвода, изготовленной из таких материалов, как алюминий, медь или латунь; а также путем его пайки; Нанесение тонкого слоя термопасты также может быть полезным.
Термическое сопротивление можно свести к минимуму, прижимая коллектор TO к плоской поверхности теплоотвода, изготовленной из таких материалов, как алюминий, медь или латунь; а также путем его пайки; Нанесение тонкого слоя термопасты также может быть полезным.
Для хорошей коллимации этого лазерного диода и сбора как можно большего количества света мы рекомендуем использовать коллимационные линзы с высокой числовой апертурой (например, числовая апертура больше 0,50). Это связано с тем, что расхождение в дальней зоне по быстрой оси обычно составляет 44 градуса. Без светосильного объектива (с высокой числовой апертурой) часть мощности будет потеряна. Использование объектива с большим фокусным расстоянием улучшит коллимацию синего лазерного диода. Чтобы еще больше уменьшить расхождение по медленной оси, можно расширить луч по медленной оси с помощью двух цилиндрических линз, которые компания Opt Lasers также предлагает в своем интернет-магазине. Однако в некоторых приложениях с коротким рабочим расстоянием достаточно использовать только одну коллимационную линзу.
Применение лазерного диода NUBM44
Лазерный диод NUBM44 имеет множество разнообразных применений благодаря его уникальной длине волны генерации 445 нм. Приложения включают гравировку, накачку люминофора, флуоресцентный источник света, визуализацию, оптогенетику, лазер RBG, искусство и архитектуру, накачку волокна, легированного тулием, и освещение. Например, используя этот лазерный диод для накачки люминофора, можно создать некоторые из самых низкоэффективных источников белого (широкополосного) света. Многие приложения также в настоящее время разрабатываются из-за его относительно нового появления на рынке.
Лазерный диод NUBM44 и NUBM47
Обратите внимание, что лазерный диод NUBM44 мощностью 6 Вт очень похож на NUBM47. Однако наши испытания показывают, что NUBM44 имеет более низкий пороговый ток и более высокую эффективность, чем NUBM47, а также аналогичный срок службы и аналогичную рабочую мощность 6 Вт. Способность обоих лазерных устройств к коллимации и фокусировке также сопоставимы.