
Берем паяльник в руки!
Как и при других работах, так и при пайке деталей есть свои секреты и особенности. Некоторые думают: всё просто — включил паяльник, взял припой, канифоль и паяй себе сколько угодно!
В отличие от сварки, где происходит плавление соединяемых деталей, пайка — это своего рода «склеивание» двух (и более) элементов при помощи специального сплава- припоя, разогретого до необходимой температуры. Уметь правильно паять — это своего рода искусство. Чтобы хорошо и качественно паять, нужно знать некоторые основные секреты пайки, о которых и пойдёт речь в этой статье.
Хороший паяльник
Конечно первое, что вам нужно — это паяльник. Паяльники, выпускаемые промышленностью, различаются в основном по их мощности. Самые распространенные — 25, 40, 65, 80 и 100 Ватт. Для радиолюбительской практики желательно иметь несколько видов паяльников различной мощности для пайка различных деталей:
-
Для мелких радиоэлементов — резисторы, транзисторы, конденсаторы, микросхемы вполне пригоден паяльник мощностью 25 Ватт.

-
Для пайки более крупных вещей — радиаторы микросхем, толстые провода, мощные клеммы необходим паяльник помощнее: Ватт на 40- 60.

Большинство из них работают от сети ~ 220В и не контролируют температуру нагрева жала.
Один из секретов качественной пайки — чистота жала паяльника и его нагрев. Если жало грязное, им трудно работать — плавиться припой будет, а к поверхности жала не прилипнет. Жало надо обязательно зачистить и залудить — покрыть тонким слоем припоя. Делают это так. Разогрейте паяльник и зачистите его жало напильником или шлифовальной шкуркой. Опустите жало в канифоль, а затем прикоснитесь им к кусочку припоя. В слое расплавленного припоя поводите жало по деревянной палочке (или по подставке) так, чтобы вся поверхность его покрылась слоем припоя. Со временем жало будет покрываться окисным налетом темного цвета, мешающим пайке. Вот тогда снова залудите его.
Припой
Кроме паяльника есть несколько других вещей, которые считаются необходимым для хорошего пайки.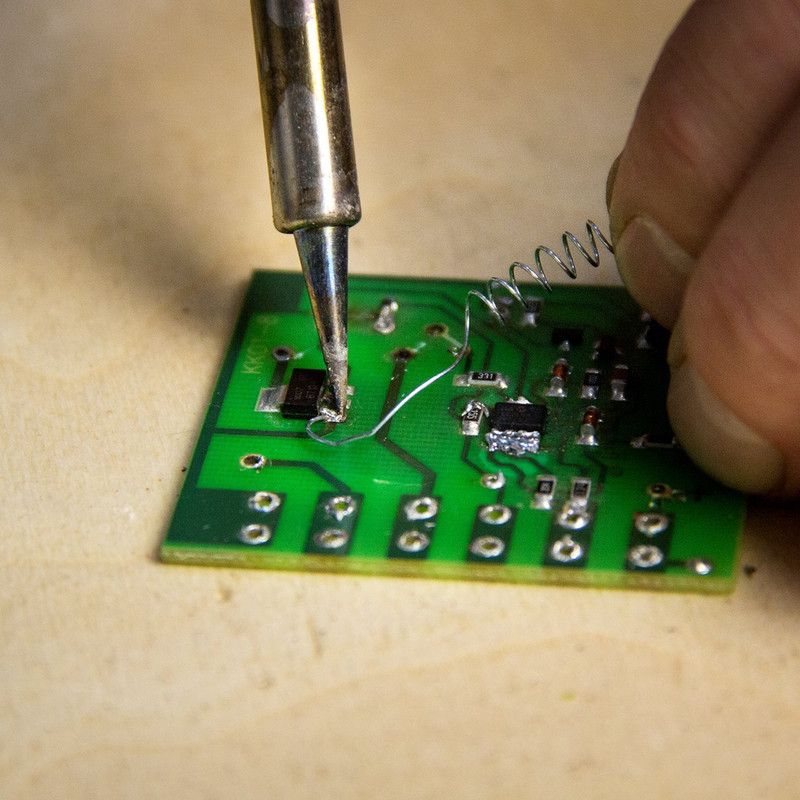 Конечно, один из которых — это припой. Требования к припою — тягучесть и хорошая смачиваемость в расплавленном виде, хорошее механическое соединение деталей в твердом виде. Припоем называется легкоплавкий металлический сплав, которым спаиваются провода и выводы деталей. При радиомонтаже чаще применяют оловянно-свинцовые припои, представляющие сплав олова и свинца. Температура плавления припоя 180 — 200° С. Обозначаются они тремя буквами — ПОС (припой оловянно-свинцовый), например: ПОС-40, ПОС-60 цифры — это содержание олова в процентах. Самый распространённый припой ПОС-61 с канифолью. Он состоит из 61% олова и 39% свинца с флюсом в центре припоя.
Конечно, один из которых — это припой. Требования к припою — тягучесть и хорошая смачиваемость в расплавленном виде, хорошее механическое соединение деталей в твердом виде. Припоем называется легкоплавкий металлический сплав, которым спаиваются провода и выводы деталей. При радиомонтаже чаще применяют оловянно-свинцовые припои, представляющие сплав олова и свинца. Температура плавления припоя 180 — 200° С. Обозначаются они тремя буквами — ПОС (припой оловянно-свинцовый), например: ПОС-40, ПОС-60 цифры — это содержание олова в процентах. Самый распространённый припой ПОС-61 с канифолью. Он состоит из 61% олова и 39% свинца с флюсом в центре припоя.
Кроме этого существуют припои и с более низкой или высокой температурой плавления:
сплав Вуда: Олово- 12,5%, Свинец- 25%, Кадмий- 12,5%, Висмут- 50%. Температура плавления- 60,5 град/С.
припой ПСр-25: Медь- 40%, Серебро- 25%, Цинк- 35%. Температура плавления- 780град/С.
Флюс
На качество пайки, в первую очередь, влияет наличие окислов на спаиваемых деталях.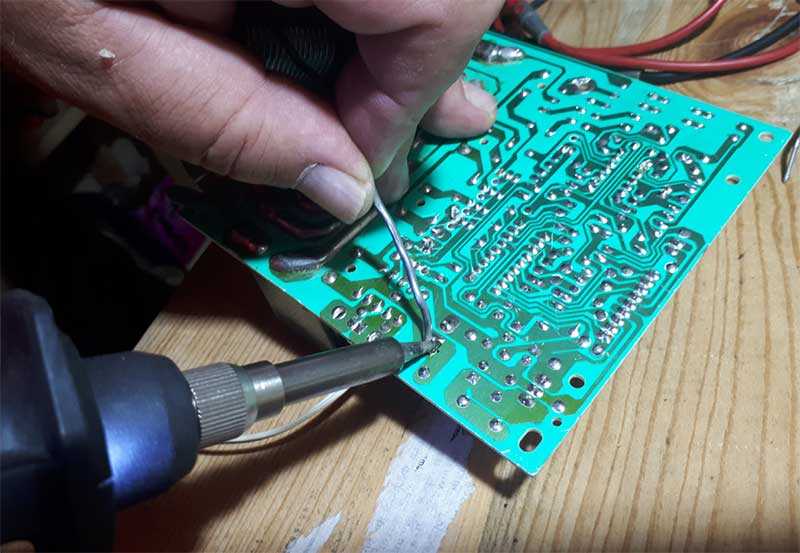 При окисленной (или загрязненной) поверхности детали ухудшается смачиваемость, и следовательно припой плохо или вообще не прилипнет к спаиваемой детали.
При окисленной (или загрязненной) поверхности детали ухудшается смачиваемость, и следовательно припой плохо или вообще не прилипнет к спаиваемой детали.
Для улучшения смачиваемости, кроме зачистки поверхности, применяются так — же и химические соединения — флюсы. Флюсы — это противоокислительные вещества. Они применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время пайки. Без флюса припой может не прилипнуть к поверхности металла.
Флюсы условно делятся на пассивные и активные.
Самый простой пример пассивного флюса — канифоль. Используется для соединения медных деталей. Применяется так — же и в виде спиртового раствора (СКФ). В виде раствора свойства канифоли даже лучше, чем в твердом виде: раствор позволяет проникать в труднодоступные участки соединений.
К активным флюсам можно отнести различные химические соединения на основе кислот или щелочей. Применяются они для пайки изделий, когда канифоль малопригодна: черные металлы, сталь, алюминий, драгоценные металлы.
Пайка радиоэлементов активными флюсами допускается лишь в крайних случаях и требует обязательной отмывки остатков флюса при помощи растворителей! Кроме этого почти все активные флюсы обладают еще и проводимостью, что так — же требует обязательного удаления остатков флюса после пайки.
Обязательно, соблюдайте правила безопасности при пайке: мойте руки после пайки теплой водой с мылом, не вдыхайте пар от расплавленного припоя! Помните, что при пайке выделяются вредные для здоровья пары олова и свинца. Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять у открытого окна, зимой чаще проветривайте помещение. Хорошо бы иметь вытяжку над рабочим местом!
Вспомогательные инструменты для пайки
Вы должны иметь удобный держатель для паяльника. Бывают просто подставки, подставки вместе с очисткой наконечника жала паяльника.
Другой инструмент, которым часто пользуются — это вакуумный экстрактор припоя. Они бывают механическими, которые удаляют припой разогретый паяльником, и совмещенные модели с насадкой для разогрева места демонтажа(подключаются к сети 220В). Считается, что это один из недорогих и лучших способов освободить деталь от припоя.
Конечно, есть и другие вещи, которые помогут с пайкой, например, хорошо освещенное место работы, пинцеты с защёлкой, лента для выпайки, приспособление «третья рука» и т.д.
Секреты пайки
Если вы паяете радиодетали, чувствительные к перегреву — используйте теплоотвод. Это может быть обычный пинцет, утконосы или плоскогубцы. Придерживайте ножку радиодетали во время пайки. Если надо спаять концы двух залуженных проводников, плотно прижмите их друг к другу и к месту касания приложите паяльник с каплей припоя на конце жала. Как только место спайки прогреется, припой растечется и заполнит промежутки между проводниками.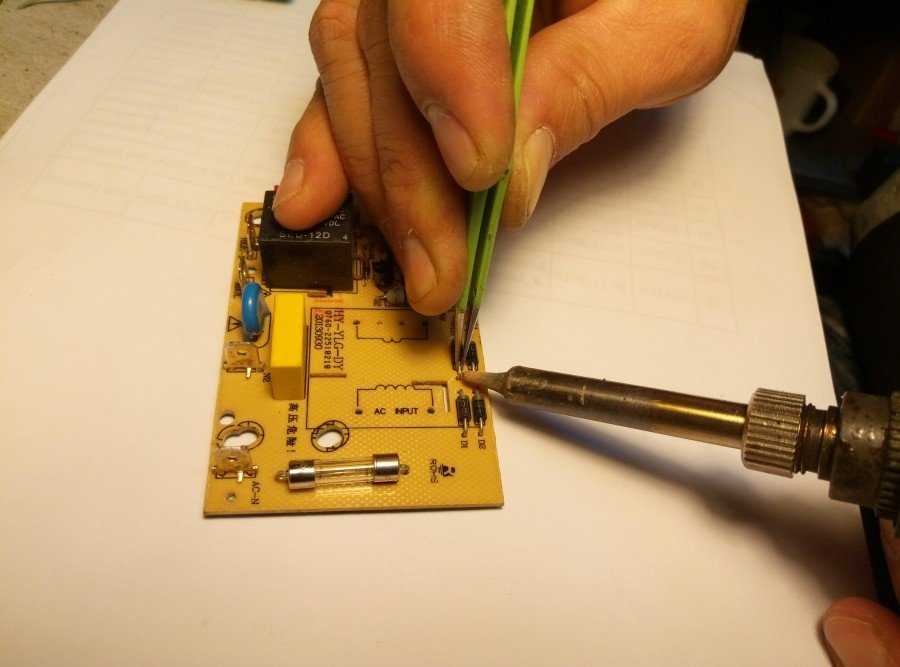
Во время налаживания конструкций приходится перепаивать проводники или заменять детали. Это нужно учитывать при монтаже. Так, концы деталей, соединяющиеся согласно схеме с общим проводником, следует припаивать не в одной точке, а на некотором расстоянии друг от друга. Не рекомендуется закручивать концы деталей вокруг проводника.
Если вы делаете плату с большим количеством компонентов, сначала подумайте о порядке, чтобы все радиодетали уместились на ней. Учитывайте размер деталей, а также нагрев во время работы.
Если вы паяете многожильный провод — сначала снимите с него необходимый отрезок изоляции, скрутите жилки провода, а затем облудите его припоем. Если вы будете залуживать лакированный провод (ПЭЛ, ПЭВ), зачистите это место шлифовальной шкуркой или перочинным ножом и поднесите кусок канифоли. Плавным движением паяльника равномерно распределите припой по залуживаемой поверхности.
Места проводников и деталей, предназначенных для пайки, должны быть зачищены до блеска. Тщательно зачищенный проводник кладут на кусок канифоли и хорошо прогревают паяльником. Канифоль быстро расплавится, а имеющийся на паяльнике припой растечется по проводнику. Поворачивая проводник и медленно двигая по нему жало паяльника, добейтесь равномерного распределения припоя по поверхности проводника.
Теперь берите паяльник в руки и воплотите свои мечты в реальность, произведите впечатление на своих друзей своими интересными электронными самоделками!
Топ 9 способов выпаять микросхему
Новички, которые только начинают постигать азы пайки, испытывают сложности с выпаиванием микросхем. Это действительно не просто, но только если не пользоваться хитрыми приемами. Рассмотрим лучшие из них.
Это действительно не просто, но только если не пользоваться хитрыми приемами. Рассмотрим лучшие из них.
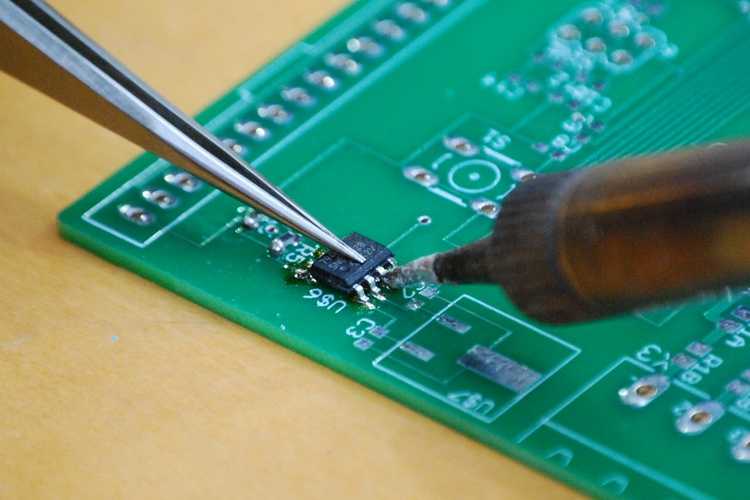
Выпаивание микросхемы паяльником
Если в наличие есть только паяльник, то нужно смазать место пайки флюсом и прогревать все выходы водя жалом по ним. С обратной стороны микросхема поддевается пинцетом или отверткой. Необходимо ее оттягивать. Требуется разогреть равномерно все выходы, и когда они расплавятся, то компонент демонтируется.
Использование иголки от шприца
Выводы компонентов смазываются флюсом, затем они поочередно прогреваются жалом и на них надевается иголка от шприца. Так как она из стали, то олово к ней не липнет. Как следствие внутри нее останется выпаянная ножка компонента, а сама иголка потом легко выйдет из застывшего снаружи припоя.
Работа оловоотсосом
Очень легко выпаять микросхему оловоотсосом. Перед работой на нем взводится курок, затем паяльником расплавляется припой на ножке. После этого сопло инструмента приставляется к жидкому олову и нажимается кнопка. В результате тот вбирает в себя весь припой.
После этого сопло инструмента приставляется к жидкому олову и нажимается кнопка. В результате тот вбирает в себя весь припой.
Использование оплетки (провод ПЩ)
Можно применять специальную оплетку для впитывания припоя. Она смачивается флюсом и прикладывается к выходу микросхемы. Нужно расплавить олово, и оно перетечет на оплетку, так как она обладает гигроскопичностью.
Вместо покупной, можно использовать оплетку из ТВ кабеля. За счет большого размера, она впитывает намного больше олова.
Также вытягивает олово многопроволочная жила из обычного кабеля. Она не настолько хороша как оплетка, но тоже работает.
Применение спирали из проволоки
Можно зачистить провод, и накрутить его медную жилу на иголку или тонкое шило.
Полученная смоченная флюсом спираль прикладывается к разогретому выводу компонента. Олово перетечет в эту трубку, и ножка останется свободной. Пока припой не застыл, его можно вытряхнуть из инструмента, чтобы использовать спираль дальше.
Пока припой не застыл, его можно вытряхнуть из инструмента, чтобы использовать спираль дальше.
Отвод припоя трубкой изоляции провода
Нужно снять изоляцию с провода. Эта трубка натягивается на разогретый вывод с расплавленным оловом. Нужно подождать пару секунд и сорвать ее. Весь припой окажется в ней, а ножка микросхемы освободится.
Разбавление припоя сплавом Розе
Небольшое количество сплава Розе нужно расплавить возле выходов компонента, чтобы он попал на припой. Разбавленное им олово будет расплавляться при меньшем нагреве. Это позволит не перегревая плату подогреть все ножки паяльником и вытащить микросхему.
Демонтаж феном
Выходы микросхемы можно разогреть паяльным феном и просто снять нужный компонент. Лучше всего в этот момент оттягивать его на обороте пинцетом. Это быстро и просто, но при использовании фена происходит перегрев платы.
Выпаивание феном и сплавом Розе
Можно залудить ножки микросхемы сплавом Розе, а затем расплавить разбавленное олово феном. Сплав после этого нужно убрать, чтобы при дальнейшей пайке он не портил свежий припой.
Смотрите видео
ремонт микросхемы с пайкой… | Стоковое видео
Сэкономьте до 20% на первом заказе •
Apply HELLO20
Похожие категории
- сварка,
- электричество,
- соединение,
- электроника,
- инженер,
- промышленность,
- электричество,
- техник,
- машиностроение,
- электрик,
- оборудование,
- технология,
- цифровой,
- промышленность
Мастер Lehimleme Demir Lehim Mikro Sirkült Stok Fotoğraflar & Analog‘nin Daha Fazla Remleri — Аналог, Atölye, Bağlantı
Görsel
- Görsel
- FOTOGRAF988 9004SLEASLE 9004SLEASLE
- 9004SLEASISLASISLASISLASIRLISH
- .
0052 Видео
Atoklama
Мастер Lehimleme Demir Lehim Mikro Sirkült
Bu Görseli ücretsiz alın
Yeni Müşteriler Bu Görseli, Herhangi Bir ödemirelire -ylirelire -ylirelire -ylirelire -ylirelire -ylirelire -yliremirelire. Daha fazla bilgi
Стандартный lisansımızı icherir.
Genişletilmiş lisans ekleyin.
Кредитный банк:вовашевчук
EN Büyük Boyut: 4000 x 2670 Piksel (33,87 x 22,61 см) — 300 DPI — RGB
Stok Fotoğraf ID: 1304031546
Yükleme Tarihi:
9000 2 9000 2 9000 2- Analog Fotoğraflar,
- Atölye Fotoğraflar,
- Bağlantı Fotoğraflar,
- Bilgisayar Fotoğraflar,
- Bilgisayar Yongası Fotoğraflar,
- Demir Fotoğraflar,
- Devre Kartı Fotoğraflar,
- Ekipman Fotoğraflar,
- El Fotoğraflar,
- El Aletleri Fotoğraflar,
- Elektrik Fotoğraflar,
- Elektrik Hattı Fotoğraflar,
- Elektrik Parçaları Fotoğraflar,
- Elektrikli Cihazlar Fotoğraflar,
- Elektrikli Ev Aletleri Fotoğraflar,
- Elektrikçi Fotoğraflar ,
- Электроник Магазин Фотограф,
- Электроник Санайи Фотограф,
Тюмюню гор
- Bilim ve teknoloji
- İş ve kariyer
- Безвозмездные lisans ne anlama gelir?
- Лицензия без лицензионных отчислений, telif hakkı olan görselleri ve video clipleri, söz konusu içeriği her kullandığınızda ödeme yapmanıza gerek olmadan, kişisel ve reklam amaçlı projelerde kullanmak za özere bir kezere kullandığınızda ödeme yapmanıza amaçlı projelerde kullanmak Bu herkesin avantaj elde ettiği bir durumdur ve bu yüzden iStock’ta yer alan her türlü içerik sadece free olarak kullanılabilir — tüm Analog görseller ve videolar dahil.
 0052 Видео
0052 Видео9000 2 9000 2
. Analog
Analog
