
Вольт-амперная характеристика — это… Что такое Вольт-амперная характеристика?
Вольт-амперная характеристика (ВАХ) — график зависимости тока через двухполюсник от напряжения на этом двухполюснике. Вольт-амперная характеристика описывает поведение двухполюсника на постоянном токе. Чаще всего рассматривают ВАХ нелинейных элементов (степень нелинейности определяется коэффициентом нелинейности ), поскольку для линейных элементов ВАХ представляет собой прямую линию и не представляет особого интереса.
Характерные примеры элементов, обладающих существенно нелинейной ВАХ: диод, тиристор, стабилитрон.
Для трехполюсных элементов (таких, как транзистор, тиристор или ламповый триод) часто строят семейства кривых, являющимися ВАХ для двухполюсника при так или иначе заданных параметрах на третьем выводе элемента.
Необходимо отметить, что в реальной схеме, особенно работающей с относительно высокими частотами (близкими к границам рабочего частотного диапазона) для данного устройства реальная зависимость напряжения от времени может пробегать по траекториям, весьма далёким от «идеальной» ВАХ. Чаще всего это связано с ёмкостью или другими инерционными свойствами элемента.
Преобразования ВАХ
Полезно отметить некоторые свойства вольтамперных характеристик составных элементов (схем, состоящих из нескольких двухполюсников)
Параллельное соединение — при параллельном соединении двух двухполюсников, при каждом значении напряжения складываются токи, текущие через них, а при последовательном — для каждого значения тока складываются напряжения на элементах.
См. также
3.1. Вольт-амперная характеристика
Если сопротивление прибора постоянно, не зависит от тока или напряжения, то связь между током и напряжением выражается законом Ома:
i = u/R или i = Gu. (3.1)
Ток прямо пропорционален напряжению. Коэффициентом пропорциональности является проводимость G = 1/R.
График зависимости между током и напряжением называется вольт-амперной характеристикой данного прибора или просто характеристикой. Для прибора, подчиняющегося закону Ома, характеристикой является прямая линия, проходящая через начало координат (рис. 3.1).
Рис. 3.1. Вольт-амперная характеристика линейного прибора
Чем больше сопротивление R, тем меньше проводимость G и тем меньше ток при данном напряжении. Поэтому для больших сопротивлений характеристика идет более полого. Сопротивление R связано с углом наклона а характеристики зависимостью
R
где к — коэффициент пропорциональности, учитывающий единицы величин, входящих в формулу, и масштаб, в котором значения величин отложены на осях.
Иначе можно написать:
G= 1/Д = j/u =/с’ig ос, (3.3)
где к’ = 1/к.
Заметим, что нельзя писать R = ctg a или G = tg а, так как R и G — физические величины, имеющие определенную размерность и единицы для количественной оценки, a tg а и ctg а — тригонометрические функции, выражаемые только числом. Кроме того, в зависимости от масштаба на осях угол а при данном
Приборы, принцип действия которых подчиняется1 закону Ома, а вольт-амперная характеристика имеет вид прямой линии, проходящей через начало координат, называются линейными.
Существуют также приборы, у которых сопротивление не постоянно, а зависит от напряжения или тока. Для таких приборов связь между током и напряжением выражается не законом Ома, а более сложным образом и вольт-амперная характеристика , не является прямой линией, проходящей через начало координат. Эти приборы называются нелинейными.
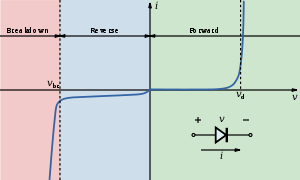
Электронно-дырочный переход, по существу, представляет собой полупроводниковый диод. Нелинейные свойства диода видны при рассмотрении его вольт-амперной характеристики. Пример такой характеристики для диода небольшой мощности дан на рис. 3.2. Она показывает, что прямой ток в десятки миллиампер получается при прямом напряжении в десятые доли вольта. Поэтому прямое сопротивление бывает обычно не выше нескольких десятков ом. Для более мощных диодов прямой ток составляет сотни миллиампер и

Рис. 3.2. Вольт-амперная характеристика полупроводникового диода
больше при том же малом напряжении, a Rnp соответственно снижается до единиц и долей ома.
Характеристика для прямого тока вначале имеет значительную , нелинейность, так как при увеличении мпр
Обратный ток при увеличении обратного напряжения сначала быстро воз-
растает.
Это вызвано тем, что уже при небольшом
обратном напряжении за счет повышения
потенциального барьера в переходе
резко снижается диффузионный ток,
который направлен навстречу току
проводимости.
Следовательно, полный ток
i
При некотором значении обратного напряжения возникает пробой п — р-пере-хода, при котором обратный ток резко возрастает и сопротивление запирающего слоя резко уменьшается. Следует различать электрический и тепловой пробой п — р-перехода. Электрический пробой, области которого соответствует на рис. 3.2 участок АБВ характеристики, является обратимым, т. е. при этом пробое в переходе не происходит необратимых изменений (разрушения структуры вещества). Поэтому работа диода в режиме электрического пробоя допустима. Специальные диоды для стабилизации напряжения — полупроводниковые стабилитроны — работают на участке
Лавинный пробой объясняется лавинным размножением носителей за счет ударной ионизации и за счет вырывания электронов из атомов сильным электрическим полем. Этот пробой характерен для п — р-переходов большой толщины, получающихся при сравнительно малой концентрации примесей в
полупроводниках. Пробивное напряжение для лавинного пробоя составляет десятки или сотни вольт.
Туннельный пробой объясняется
явлением туннельного эффекта. Сущность
последнего
состоит в том, что при поле
напряженностью более 10
Области теплового пробоя соответствует на рис. 3.2 участок ВГ. Тепловой пробой необратим, так как он сопровождается разрушением структуры вещества в месте п — р-перехода. Причиной теплового пробоя является нарушение устойчивости теплового режима и —р-перехода. Это означает, что количество теплоты, выделяющейся в переходе от нагрева его обратным током, превышает количество теплоты, отводимой от перехода. В результате температура перехода возрастает, сопротивление его уменьшается и ток увеличивается, что приводит к перегреву перехода и его тепловому разрушению.
Вольтамперные характеристики полупроводников (в день науки)
Вольтамперные характеристики полупроводников (в день науки) |
При повышении напряжения, приложенного к полупроводнику, величина тока в нем возрастает значительно быстрее напряжения (рис. 1), т. е. наблюдается нелинейная зависимость между током и напряжением. Если при перемене напряжения U на обратное (—U) изменение тока в полупроводнике имеет такой же характер, но в обратном направлении, то такой полупроводник обладает симметричной вольтамперной характеристикой.
Вольтамперная характеристика — зависимость электрического напряжения от силы тока в электрической цепи или её отдельных элементах (реостате, конденсаторе и др.). У линейных элементов электрической цепи вольтамперная характеристика — прямая линия.
В полупроводниковых выпрямительных диодах подбором полупроводников с разного типа электропроводностью (n-типа и р-типа) добиваются несимметричной вольтамперной характеристики (рис. 2).
В результате этого при одной полуволне переменного напряжения полупроводниковый выпрямитель будет пропускать ток. Это ток, протекающий в прямом направлении Iпр, который быстро возрастает с повышением первой полуволны переменного напряжения.
При воздействии же второй полуволны напряжения система двух полупроводников (в плоскостном выпрямителе) не пропускает тока в обратном направлении Iобр. Очень незначительная величина тока Iобр протекает через р-n-переход вследствие наличия в полупроводниках неосновных носителей тока (электронов в полупроводнике р-типа и дырок в полупроводнике n-типа). Причиной этого является большое сопротивление переходного слоя (р-n-переход), возникающего между полупроводником р-типа и полупроводником n-типа.
С дальнейшим повышением второй полуволны переменного напряжения обратный ток Iобр начнет медленно возрастать и может достигнуть значений, при которых наступит пробой запорного слоя (р-n-перехода).
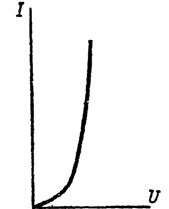
Рис. 1. Вольт-амперная характеристика полупроводника
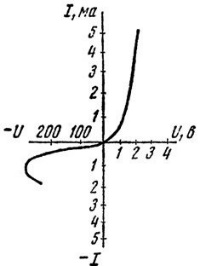
Рис. 2. Несимметричная вольтамперная характеристика полупроводникового выпрямителя (плоскостной диод)
Чем больше отношение величины прямого тока к величине обратного тока (измеренных при одинаковых значениях напряжения), тем лучше свойства выпрямителя.
Ответы@Mail.Ru: Физика. Что показывает вольт
Вольт-амперная характеристика (ВАХ) — график зависимости тока через двухполюсник от напряжения на этом двухполюснике. Вольт-амперная характеристика описывает поведение двухполюсника на постоянном токе. Чаще всего рассматривают ВАХ нелинейных элементов, поскольку для линейных элементов ВАХ представляет собой прямую линию и не представляет особого интереса. Характерные примеры элементов, обладающих существенно нелинейной ВАХ: диод, динистор, стабилитрон. Для трехполюсных элементов (таких, как транзистор, тринистор или ламповый триод) часто строят семейства кривых, являющимися ВАХ для двухполюсника при так или иначе заданных параметрах на третьем выводе элемента. Необходимо отметить, что в реальной схеме, особенно работающей с относительно высокими частотами (близкими к границам рабочего частотного диапазона) для данного устройства реальная зависимость напряжения от времени может пробегать по траекториям, весьма далеким от «идеальной» ВАХ. Чаще всего это связано с емкостью или другими инертными свойствами элемента. [править] Преобразования ВАХ
Вольтамперная характеристика любого элемента, а не только диода, показывает зависимость протекающего через элемент тока, от приложенного к элементу напряжения. У диода эта характеристика нелинейна и зависит от типа диодов. Диоды бывают супрессорные, выпрямительные, лавинные …
ВОЛЬТ-АМПЕРНАЯ ХАРАКТЕРИСТИКА — зависимость тока от приложенного к элементу электрич. цепи напряжения или зависимость падения напряжения на элементе электрич. цепи от протекающего через него тока. Если сопротивление элемента не зависит от тока, то В—а. х. — прямая линия, проходящая через начало координат (Ома аакон). В однородных полупроводниках В—а. х. отклоняется от линейной из-за зависимости подвижности носителей заряда и их концентрации от электрич. поля. На В—а. х. может возникнуть падающий участок с отрицательным дифференциальным сопротивлением (В—а. х. N-образного и S-образного типов, см. Ганна диод, Шнурование тока). В неоднородных полупроводниках, напр. р-n-переходах, В—а. х. несимметрична, что используется для выпрямления перемен. тока. В—а. х. разряда в газе зависит от давления и рода газа, материала катода, величины межэлектродного расстояния, режима горения (стационарный или импульсный), присутствия магн. поля и т. д. Разл. участки В—а. х. разряда в большой мере определяются приэлектродными процессами, т. к. напряжённость электрич. поля в газоразрядной плазме обычно невелика (E1119917-373.jpg5-20 В/см) и не сильно зависит от условий разряда и разрядного тока. На рис. приведена типичная характеристика тлеющего разряда при низком давлении. При токах1119917-374.jpg10-5-10-4 А (область II) наблюдается переход от таунсендовского разряда (область I) к нормальному тлеющему разряду (область III), характеризующийся падающим участком. В нормальном тлеющем разряде рост тока происходит при пост. напряжении. При этом возрастает часть поверхности катода, покрытая разрядом, так что плотность тока на катоде сохраняется постоянной. Аномальный тлеющий разряд (область IV) занимает всю поверхность катода и имеет возрастающую характеристику. При ещё больших токах вновь наблюдается падающий участок (область V), связанный с переходом тлеющего разряда к дуговому. <a rel=»nofollow» href=»http://femto.com.ua/articles/part_1/0577.html» target=»_blank»>http://femto.com.ua/articles/part_1/0577.html</a>
Измерение вольт-амперной характеристики проводника, определение удельного сопротивления и материала проводника
1. Цель работы:
Измерение вольт- амперной характеристики проводника, определение удельного сопротивления и материала проводника.
2.Теоретическое обоснование работы:
Сопротивление однородного проводника при фиксированной темпнратуре зависит от материала проводника ( ρ- удельное сопротивление проводника ) и его геометрических размеров ( L- длина проводника; S- площадь поперечного сечения ):
R=ρ*(L/S)
По классической теории электропроводности удельное сопротивление проводников определяется формулой:
Ρ=(2*m0*Vt)/(e2nλ)
где m0 и e- масса и заряд электрона;
Vt— средняя скорость теплового движения электронов;
n- концентрация свободных электронов;
λ- длина свободного пробега электрона;
3. Схема экспериментальной установки:
4. Таблица измерительных приборов:
5. Ход выполнения работы:
· Включить выпрямитель в сеть, перевести ключ К1 в состояние готовности. Потенциометром П1 установить напряжение 1-2 В.
· Вывести потенциометр П2 до отказа вправо, при этом ток по амперметру А увеличивается.
· При помощи потенциометра П1 установить напряжение U, при котором ток по амперметру А будет максимальным. Записить значения напряжения и тока в таблицу.
· Вычислить значения сопротивления R по закону Ома. Результаты занести в таблицу.
· Вычислить значения удельного сопротивления. Погрешность ∆ρ оценить по правилу оценки погрешности косвенных измерений.
· По таблице значений удельных сопротивлений определить материал проводника.
6. Таблица результатов:
7. Расчетные формулы:
Вольт-амперная характеристика дуги (ВАХ) | Сварка и сварщик
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
Характеристика имеет три области
Первая область I характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области III с увеличением сварочного тока возрастает напряжение на дуге Uд. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Род тока при сварке — постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении — пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
возрастающая | жесткая | падающая |
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой — при полуавтоматической сварке, с жесткой и возрастающей — при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания) .
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока — напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток — допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги — характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Жесткая и падающая вольт-амперная характеристика
У меня дома есть небольшой аппарат для MIG-сварки. Я хочу попробовать использовать его для ручной дуговой сварки, но мне сказали, что у меня ничего не выйдет. Почему? У нас а работе есть несколько других аппаратов. Почему какие-то из них предназначены только для РДС, какие-то — только для MIG, а какие-то — и того, и другого? Я слышал термины «CV» и «CC», но что они означают и насколько важны? И еще — у нас есть механизмы подачи проволоки с переключателем «CV / CC». Значит ли это, что их можно использовать с любым аппаратом?
Это очень хорошие вопросы и я уверен, что их задают себе многие сварщики. Существует два типа сварочных аппаратов с разной конструкцией и принципами управления дугой. Это аппараты с падающей вольт-амперной характеристикой (constant current, CC) и аппараты с жесткой вольт-амперной характеристикой (constant voltage, CV). Также есть универсальные источники питания с дополнительной электрикой и компонентами, которые позволяют им вырабатывать сварочный ток обоих видов в зависимости от выбранного режима.
Помните, что сварочная дуга динамична, ее сила тока (амперы) и напряжение (вольты) постоянно меняются. Источник питания осуществляет мониторинг дуги и каждую миллисекунду вносит корректировки для сохранения ее стабильности. Поэтому термин «жесткая» относителен. Источник питания на падающей ВАХ поддерживает силу тока относительно постоянной при значительных перепадах напряжения, а источники на жесткой ВАХ поддерживают постоянное напряжение при значительных перепадах силы тока. На Рисунке 1 показаны графики сварочного тока аппаратов на жесткой и падающей ВАХ. Обратите внимание, как на графиках сильно меняется одна переменная, в то время как другая остается более-менее постоянной (перепад значений обозначается символом «Δ» (дельта).

|
Рисунок 1: сварочный ток аппаратов на падающей и жесткой ВАХ |
Нужно отметить, что эта статья касается только традиционных моделей сварочных аппаратов. При импульсной сварке источниками с поддержкой технологии управления формой волны сварочного тока вольт-амперную характеристику дуги нельзя отнести ни к жесткой, ни к падающей. Такие источники питания очень быстро корректируют и напряжение, и силу тока (намного быстрее традиционных моделей), что позволяет им обеспечить очень стабильную дугу.
Чтобы понять преимущества и недостатки жесткой и падающей ВАХ, сначала нужно понять, как изменения силы тока и напряжения влияют на ход сварки. Сила тока влияет на производительность расплавления электрода или сварочной проволоки. Чем выше сила тока, тем быстрее плавится электрод (в кг/ч). Чем ниже сила тока, тем меньше производительность расплавления. Напряжение влияет на длину и, как следствие, ширину и объем дуги. При увеличении напряжения длина дуги возрастает (а конус дуги — становится шире), при уменьшении напряжения дуга становится короче (а конус дуги — уже). На Рисунке 2 проиллюстрировано влияние напряжения на дугу.

|
Рисунок 2: влияние напряжения на форму дуги |
То, какой вид тока будет более стабильным и поэтому предпочтительным, зависит от выбранного Вами процесса сварки и степени автоматизации. Процессы ручной дуговой сварки (MMA) и аргонодуговой сварки (GTAW/TIG) относят к полностью ручным видам сварки. Это означает, что сварщик должен самостоятельно контролировать все параметры сварки. Он держит электрододержатель или горелку TIG и собственной рукой контролирует угол наклона и атаки, скорость сварки, длину дуги и скорость подачи электрода в соединение. Для процессов РДС и TIG (т.е. ручной сварки) более предпочтителен ток на падающей ВАХ.
Процессы сварки в защитных газах (MIG) и сварки порошковой проволокой (FCAW) считаются полуавтоматическими. Это означает, что сварщику все еще приходится вручную регулировать угол наклона, угол атаки, скорость сварки и расстояние между контактным наконечником и рабочей поверхностью (CTWD). Однако скорость подачи сварочной проволоки при этом регулируется подающим механизмом. Для полуавтоматических процессов более предпочтителен ток на жесткой ВАХ.
В Таблице 1 перечислены рекомендации по сварочному току для каждого процесса.

|
Таблица 1: рекомендуемые типы сварочного тока для различных процессов |
Чтобы упростить конструкцию и снизить стоимость сварочных аппаратов, их обычно проектируют только для одного или двух процессов сварки. Поэтому бытовые модели для РДС поддерживают только ток на падающей ВАХ. Аппараты для аргонодуговой сварки тоже поддерживают только ток на падающей ВАХ, потому что они также предназначены для ручной сварки. Бытовые модели для MIG и FCAW-сварки, напротив, имеют ток на жесткой ВАХ. Вернемся к первому вопросу — почему аппарат для MIG сварки не подходит для РДС? Аппараты для MIG генерируют ток на жесткой ВАХ, который не пригоден или не рекомендуется для ручной дуговой сварки. Аналогичным образом, Вы не сможете использовать аппарат для РДС для сварки MIG, потому что он генерирует ток на падающей ВАХ. Как уже было сказано выше, также существуют универсальные модели с поддержкой процессов на падающей и жесткой ВАХ. Но они обычно имеют более сложную конструкцию и предназначены для промышленных работ с высокой производительностью, поэтому имеют намного большую стоимость по сравнению с бытовыми моделями. На Рисунке 3 показано несколько примеров аппаратов на падающей и жесткой ВАХ, а также универсальных моделей.

|
Рисунок 3: примеры сварки с источниками питания различного типа |
Вести сварку возможно как на падающей, так и жесткой ВАХ (если соответствующим образом настроить оборудование). Однако при использовании «неподходящего» для соответствующего процесса типа тока дуга будет очень нестабильной. В большинстве случаев это сделает сварку непрактичной.
Разберемся, почему. При ручной сварке (режимы РДС и TIG) Вы контролируете все переменные вручную (именно поэтому эти процессы считаются самыми сложными в освоении). Нужно, чтобы электрод плавился с равномерной скоростью, поэтому его нужно очень равномерно погружать в сварочную ванну. Чтобы расплавление электрода было постоянным, сила сварочного тока также должна быть постоянной (т. е. иметь падающую ВАХ). Напряжение при этом может варьироваться. В режиме ручной сварки очень сложно поддерживать постоянную длину дуги, потому что Вам приходится самостоятельно погружать электрод в соединение. В результате колебаний длины дуги также меняется сварочное напряжение. На падающей ВАХ сила тока является постоянной, контрольной величиной, а напряжение при этом может свободно изменяться.
Если попробовать использовать для ручной дуговой сварки аппарат на жесткой ВАХ, сила тока и производительность расплавления электрода будут слишком сильно варьироваться. По мере перемещения вдоль соединения (при том, что сварщику также нужно будет соблюдать все остальные параметры сварки) электрод будет плавиться то быстрее, то медленнее. Вам придется постоянно менять скорость погружения электрода в соединение, что очень неудобно.
В режимах MIG и FCAW ситуация полностью другая. Хотя сварщику все еще приходится контролировать много параметров вручную, скорость подачи проволоки регулируется автоматически (и имеет строго заданное значение). Теперь Вам нужно обеспечить постоянную длину дуги. Для этого требуется постоянное сварочное напряжение (т. е. жесткая ВАХ). Сила тока при этом может свободно варьироваться в зависимости от скорости подачи проволоки. При увеличении скорости подачи проволоки возрастает сила тока, и наоборот При сварке на жесткой ВАХ напряжение и скорость подачи проволоки являются контрольными значениями, а сила тока может меняться.
Если попробовать вести MIG или FCAW-сварку на падающей ВАХ, напряжение и длина дуги будут слишком сильно варьироваться. При падении напряжения дуга станет слишком короткой и электрод залипнет в основном металле. При увеличении напряжения длина дуги слишком вырастет и тогда произойдет переход дуги с проволоки на токоподводящий мундштук. Постоянные залипания и переходы дуги сделают сварку на падающей ВАХ непрактичной.
Также заметим, что процессы TIG, MIG и FCAW часто автоматизируются. В случае полной автоматизации, все переменные, включая угол наклона, расстояние и скорость, контролируются автоматически. Благодаря этому дуга становится более стабильной. Тем не менее, для TIG в таких случаях все равно используется падающая ВАХ, а для MIG и FCAW — жесткая. Также часто автоматизируется еще один распространенный процесс электродуговой сварки, сварка под флюсом (SAW). Для SAW используется как жесткая, так и падающая ВАХ. Этот выбор зависит от диаметра проволоки, скорости сварки и размера сварочной ванны. Для полуавтоматической сварки под флюсом более предпочтительна жесткая ВАХ.
Последний вопрос касается компактных механизмов подачи проволоки в форме кейса (см. пример на Рисунке 4). Такое оборудование несколько противоречит перечисленным в этой статье правилам. В основном они предназначены для сварки в полевых условиях и обладают тремя особенностями по сравнению с обычными цеховыми подающими механизмами. Во-первых, кассета проволоки у них устанавливается в жесткий пластиковый корпус, который защищает ее от внешнего воздействия. Во-вторых, для питания привода подачи в них служит не контрольный кабель, а измерительный провод от подающего механизма. Поэтому подключение выполняется очень просто — уже имеющимся сварочным кабелем от источника питания (с добавлением газового шланга). В-третьих, они в ОГРАНИЧЕННОЙ степени пригодны для сварки на падающей ВАХ. Они действительно имеют переключатель «CC/CV» для выбора типа сварочного тока.
Когда такие компактные подающие механизмы только появились на рынке, предполагалось, что их будут использовать с уже имеющимися на рынке аппаратами на падающей ВАХ (в основном сварочными агрегатами), что позволит производителям вести сварку MIG и FCAW (т. е. сварочной проволокой). Вместо того, чтобы покупать новый аппарат на жесткой ВАХ, им пришлось бы только купить подающий механизм. Эти механизмы подачи имеют дополнительную электрику, которая замедляет изменения скорости подачи проволоки из-за присущих ВАХ перепадов напряжения и старается сделать дугу более стабильной (заметьте, что на падающей ВАХ скорость подачи проволоки больше не является константой и постоянно меняется для сохранения силы тока на одном уровне).

|
Рисунок 4: компактный механизм подачи проволоки |
В действительности сварка проволокой на падающей ВАХ хорошо подходит для одних задач и не годится для других. При использовании газозащитной порошковой проволоки (FCAW-G) и в процессе MIG со струйным или импульсным струйным переносом металла дуга получается сравнительно стабильной. Но с самозащитной порошковой проволокой (FCAW-S) и в режиме MIG с переносом металла короткими замыканиями дуга очень нестабильна. Хотя для падающей ВАХ характерны сильные перепады напряжения, процессы с высоким напряжением (24В и больше), например FCAW-G и MIG со струйным переносом металла, к ним менее чувствительны. Поэтому дуга остается достаточно стабильной. Процессы с низким напряжением (22В и меньше), например, MIG с переносом металла короткими замыканиями и FCAW-S, наоборот, более чувствительны к его перепадам. Поэтому в их случае дуга очень нестабильна и в большинстве случаев считается неприемлемой. Еще одна особенность проволоки FCAW-S на падающей ВАХ — это повышенное напряжение дуги и, как следствие, большая длина, что делает ее более уязвимой к воздействию атмосферы. Это может привести к возникновению пористости и/или резкому падению ударной вязкости наплавленного металла при низких температурах.
В заключение повторим, что жесткая вольт-амперная характеристика ВСЕГДА более предпочтительна для сварки проволокой. Поэтому при использовании универсальных подающих механизмов с источниками питания с поддержкой жесткой ВАХ, лучше выбрать именно ее, а не падающую. Хотя ток на падающей ВАХ может подойти для сварки общего назначения в режимах FCAW-G и MIG со струйным переносом металла, она не рекомендуется для ответственных работ.