Припои для пайки. Виды и свойства. Состав и флюсы. Плавление
Для соединения различных металлических деталей между собой часто применяется пайка. Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Пайка может выручить как при ремонте компьютера, телевизора, радиотехники, так и в промышленности, ремонте холодильников. Пайка хороша в создании герметичности соединения. А некоторые материалы по-другому просто невозможно соединить.
Не все металлы можно соединить сваркой. А чтобы пайка получилась качественной и герметичной, необходимы навыки работы, хорошие инструменты и соответствующие припои для пайки и флюсы.
Составы и виды припоев и флюсов выбирают в соответствии с материалами, из которых изготовлены соединяемые материалы. Например, для алюминия нужен совсем другой флюс, нежели чем для меди. Рассмотрим основные свойства припоев, их применяемость, особенности использования.
В качестве припоя применяют разные сплавы металлов.
 Есть сплавы на одном чистом металле, обычно это олово. Металлы, входящие в состав припоя, отличаются между собой разными параметрами.Смачиваемость
Есть сплавы на одном чистом металле, обычно это олово. Металлы, входящие в состав припоя, отличаются между собой разными параметрами.СмачиваемостьЛюбые припои для пайки в обязательном порядке должны обладать свойством смачиваемости, иначе соединяемые детали невозможно будет соединить качественной пайкой.
Смачиваемостью называется явление, при котором надежность связи между молекулами твердого вещества с жидкостью больше, чем у жидкости. При наличии хорошей смачиваемости жидкость расходится по поверхности, при этом заполняет все ее полости. Когда припой недостаточно смачивает металл, его не применяют для этого металла. Для пайки меди чистый свинец не используют, он не смачивает медь.
Температура плавленияНесмотря на вид припоя, у любого вида температура плавления не должна быть больше, чем температура спаиваемых деталей. Однако она должна быть больше рабочих температур материалов, чтобы при работе спаянного устройства припой не расплавился.
В этом вопросе есть два порога температуры. Первый – это температура, во время которой только начинается плавление самых легкоплавких составляющих припоя, а второй – это когда весь припой превратился в жидкость. Интервал между этими двумя значениями называется интервалом кристаллизации припоя.
Если соединенное пайкой место будет находиться при температуре кристаллизации, то место пайки может быстро разрушиться, даже от небольшой нагрузки, так как соединение будет иметь повышенное электрическое сопротивление и хрупкость. Во время пайки нужно знать, что пока припой окончательно не затвердел, нельзя прикладывать к нему какие-либо нагрузки.
Свойства припоевВ любом составе припоя не должны содержаться вещества, обладающие токсичными свойствами для человека, выше нормы. Припои для пайки должны иметь свойства термостабильности и электростабильности. При выборе припоя учитывается теплопроводность припоя и его тепловое расширение. Они должны быть на уровне с паяными деталями.
Все припои для пайки разделяются на твердые и мягкие. Температура плавления твердых припоев составляет более 450 градусов, а мягких – до этого значения.
Мягкие припои для пайкиНаиболее популярные из них являются сплавы олова и свинца с различным процентным соотношением. Для придания особых свойств припою, в него могут добавить вспомогательные составляющие. Кадмий и висмут используются для уменьшения температуры плавления. Сурьма повышает прочность пайки.
Припой на олове и свинце имеют малую температуру плавления и низкую прочность. Для ответственных деталей такой припой лучше не применять. Если приходится паять мягким припоем детали, подверженные серьезным нагрузкам, то рекомендуется повысить площадь пайки деталей.
Наиболее популярными припоями мягкого типа стали от ПОС – 18 до ПОС – 90. Цифры в маркировке обозначают процентное содержания олова в припое. Эти марки припоев применяют в производстве приборов, а также электронных устройств. ПОС-90 служит для пайки деталей, подвергающихся в дальнейшем гальванике. ПОС-61 применяется для пайки точных устройств, особо ответственных деталей из различных материалов. Им осуществляют пайку латуни, меди, когда нужна прочность соединения и повышенная электропроводность.
ПОС-90 служит для пайки деталей, подвергающихся в дальнейшем гальванике. ПОС-61 применяется для пайки точных устройств, особо ответственных деталей из различных материалов. Им осуществляют пайку латуни, меди, когда нужна прочность соединения и повышенная электропроводность.
ПОС-40 применяется для неответственных деталей, для которых не нужна особая точность. Зону пайки можно нагревать до высокого значения температуры. ПОС-30 хорошо сочетается с латунью и медью, а также стальными сплавами.
Твердые припои для пайкиСреди твердых припоев с большой температурой плавления имеется две группы: сплавы меди и серебра. К медным видам припоев можно отнести припои, созданные на основе цинка и меди, которые хорошо сочетаются для соединений, предназначенных для статической нагрузки. Эти сплавы хрупкие, поэтому их не нужно применять для пайки материалов с ударной или вибрационной нагрузкой.
Другие виды припояИмеются и другие виды припоя, которые редко применяются. Они необходимы для пайки редких металлов, либо для особых специальных условий. Есть припои на основе никеля, служащие для деталей, работающих при высоких температурах, либо изготовленных из нержавеющей стали. Золотые припои используют для вакуумных трубок. Имеются также припои магния.
Они необходимы для пайки редких металлов, либо для особых специальных условий. Есть припои на основе никеля, служащие для деталей, работающих при высоких температурах, либо изготовленных из нержавеющей стали. Золотые припои используют для вакуумных трубок. Имеются также припои магния.
Припои выпускают в виде различных форм и упаковок. Чаще припои изготавливают в виде проволоки, фольги, либо порошка или таблеток. Также бывают гранулированные припои, паяльные пасты. Форма припоя выбирается в зависимости от вида зоны пайки.
Пайка алюминияАлюминиевые детали соединяют с помощью пайки, при этом используют специальные припои. Пайку алюминия используют в промышленности, бытовых условиях.
Вообще, пайку алюминия считают сложной работой. Так получается, когда неправильно выбирают вид припоя. Берут совсем не тот припой, какой нужно, предназначенный для других металлов. Причина трудной пайки заключается в образовании оксидной пленки, которая не позволяет создать хорошую смачиваемость алюминия.
Чтобы запаять алюминиевую деталь, применяется припой, содержащий цинк, серебро, медь, алюминий и кремний. В торговой сети имеется множество припоев с такими составляющими в разных пропорциях. При выборе следует учесть, что наибольшая коррозионная стойкость и прочность соединения достигается припоем с значительным содержанием цинка.
Алюминий можно также спаять и обычным припоем из свинца и олова, но для этого нужна качественная подготовка поверхности, которая включает в себя зачистку металлической щеткой из нержавеющей стали. При пайке нужно использовать активный флюс. Но такой способ редко применяется.
Пайку алюминия производят при высокой температуре. Наиболее применяемые припои для пайки алюминия – это алюминиево-медно-кремниевые составы.
Пайка медиМедь паять легче всего. С ней сочетаются практически все виды припоев. Применяются как мягкие легкоплавкие припои, так и твердые виды, а также сплавы олова, свинца, серебра, цинка и т. д.
Для ремонта компьютера или телевизора подходят любые мягкие припои. Для пайки труб, водопровода, холодильника применяют твердые припои. Соблюдая эти простые правила можно получить хороший результат.
Для пайки труб, водопровода, холодильника применяют твердые припои. Соблюдая эти простые правила можно получить хороший результат.
Для соединения пайкой деталей, изготовленных из нержавеющей стали, специалисты рекомендуют применять припой, состоящий из свинца и олова. Неплохой результат получается с припоем, содержащим кадмий. Можно использовать мягкие припои на основе цинка.
Их нельзя применять совместно с низколегированными сталями, а также углеродистыми сплавами. Наиболее оптимальный вариант припоя для нержавеющей стали – это припой из чистого олова, тем более, если пайка будет соприкасаться с пищевыми продуктами.
При проведении пайки в сухом месте или в печи, используют марганец с серебром, чистую медь или припои на никеле и хроме. Во время пайки в условиях коррозии, применяют тиноли на основе серебра с частью никеля.
Пайка сталиЭффективным припоем для соединения деталей из стали является ПОС-41. Другие припои для пайки также можно применять, но они не совсем подходят для этих целей. Припой на основе цинка плохо сочетается со сталью, особенно низколегированных и углеродистых сплавов.
Другие припои для пайки также можно применять, но они не совсем подходят для этих целей. Припой на основе цинка плохо сочетается со сталью, особенно низколегированных и углеродистых сплавов.
Для приготовления припоя своими руками составляющие части (обычно это свинец и олово) взвешивают на весах. Эту смесь плавят в тигле на газовой горелке. Расплавленный состав перемешивают металлическим стержнем.
Далее, небольшой пластинкой из стали снимают шлак с поверхности расплавленного припоя, затем аккуратно разливают его в формочки, сделанные из жести, либо гипса.
Плавку осуществляют в проветриваемом помещении, с соблюдением мер безопасности, то есть, надевают очки, фартук, перчатки.
Виды флюсовНи одна пайка не обходится без флюса, так же как без припоя. Это химическое вещество, растворяющее и поглощающее окислы. Флюс осуществляет защиту металла от окисления и способствует смачиванию соединяемых деталей.
Для процесса пайки припоем на основе олова и свинца используют флюс на основе соляной кислоты, либо хлористого цинка. Флюсом может служить также хлористый аммоний или бура. Эти флюсы являются активными. Пассивные флюсы состоят из канифоли, масла, вазелина и других подобных веществ.
Например, с мягкими видами припоев можно применять раствор соляной кислоты. Со сталью, медью и латунью используют хлористый цинк. Жирные вещества способен растворять нашатырный спирт. Для пайки алюминиевых сплавов в качестве флюса применяют смесь из тунгового масла, хлористого цинка, канифоли. Имеет свое применение и фосфорная кислота.
Похожие темы:
- Домашний мастер. Советы электрика
- Токопроводящий клей (Часть 1). Виды марок и требования. Особенности
- Токопроводящий клей (Часть 2). Рецепты приготовления клея. Применение
- Электроды для сварки. Виды и устройство. Применение и работа
- Холодная сварка. Виды и применение. Работа и особенности. Плюсы и минусы
|
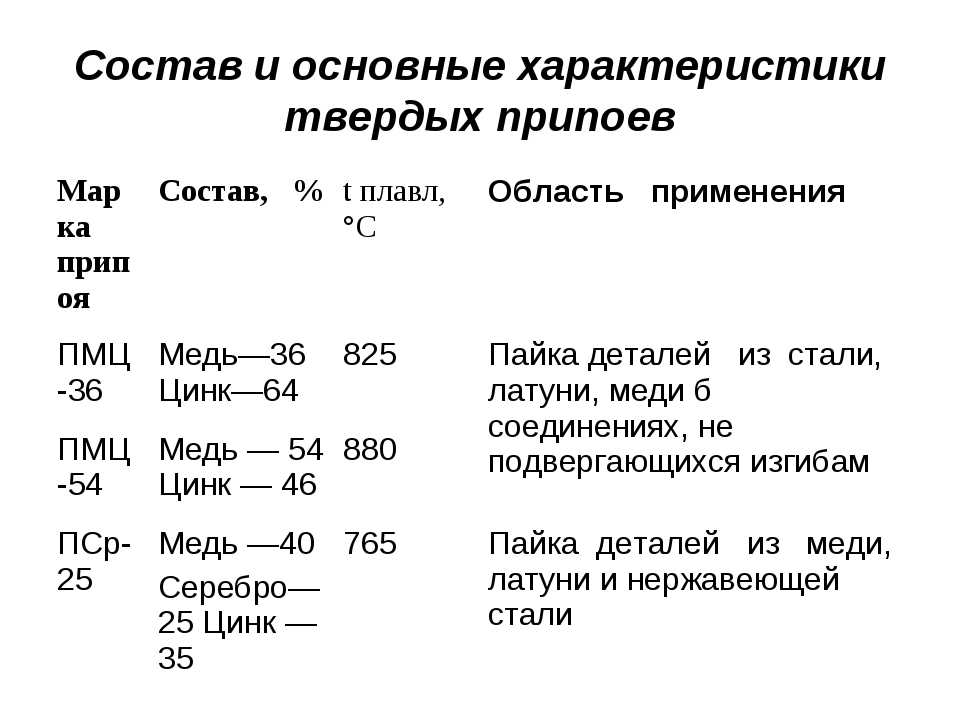
Припой — это сплав металлов, предназначенный для соединения деталей и узлов пайкой. Припой выбирают в зависимости от вида соединяемых металлов или сплавов, размера деталей, требуемой механической прочности и устойчивости к коррозии. Для пайки толстых проводов используют припои с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя. Припои разделяют на мягкие с температурой плавления ниже 400 °С и твердые с температурой плавления более 500 °С. Твердые припои отличаются более высокой прочностью при растяжении. К ним относятся главным образом медно-цинковые (ПМЦ) и серебряные (ПСр) припои. Основные характеристики припоев и область их применения приведены в таблице ниже. В радиотехнической промышленности и радиолюбительской практике наиболее широко используются оловянно-свинцовые припои. В настоящее время в основном «покупают». Были времена когда часто «доставали». Сегодня трудность заключается с выбором из многообразия флюсов и всевозможных припоев представленных на ветринах специализированных магазинов. В прошлом, не редко, было проще «достать» необходимые компоненты и приготовить припой самостоятельно. Один из рецептов рассмотрим ниже… Для самостоятельного изготовления припоя тщательно высушенные компоненты состава отвешивают на технических весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из мягкой древесины или стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Основные характеристики и область применения припоев
Примечание. ФЛЮС — это вещество или смесь, предназначенная для растворения и удаления оксидов с поверхности спаиваемых деталей. Он должен надежно защищать поверхности деталей и припоя от окисления в процессе пайки. Выбор флюса зависит от соединяемых пайкой металлов или сплавов и применяемого припоя, а также от вида монтажно-сборочных работ. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы разделяют на активные (кислотные), бескислотные, активированные и антикоррозионные. Активные флюсы интенсивно растворяют оксидные пленки на поверхности металла, чем достигается высокая механическая прочность соединения. Такие флюсы используют, когда можно полностью удалить их остатки с поверхности соединяемых деталей и места пайки. Бескислотные флюсы изготовляются на основе канифоли, которая при пайке очищает поверхность от оксидов и защищает ее от окисления. Их широко используют при монтаже радиоаппаратуры. Удаление этих флюсов после пайки не обязательно. Активированные флюсы изготовляют на основе канифоли с добавкой активизаторов. Они пригодны для соединения металлов и сплавов, плохо поддающихся пайке (сталь, никель, нихром и др.). Антикоррозионные флюсы не вызывают коррозии после пайки. Некоторые из них можно не удалять с места пайки.
Состав и область применения некоторых флюсов приведены в таблице ниже. При пайке медными и латунными припоями, которые отличаются высокой температурой плавления, в качестве флюссв используют главным образом буру (Na Состав и область применения флюсов
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Он должен обладать хорошей текучестью в расплавленном состоянии, хорошо смачивать поверхности соединяемых материалов, а в твердом состоянии иметь требуемую механическую прочность, стойкость к воздействию внешней среды, требуемый коэффициент теплового расширения и др.
Он должен обладать хорошей текучестью в расплавленном состоянии, хорошо смачивать поверхности соединяемых материалов, а в твердом состоянии иметь требуемую механическую прочность, стойкость к воздействию внешней среды, требуемый коэффициент теплового расширения и др. Их разделяют на бессурьмянистые, содержащие не более 0,05 % сурьмы, малосурьмянистые, содержащие 0,05…0,5 % сурьмы, и сурьмянистые, содержащие 0,5…6 % сурьмы (ГОСТ 21930-76). Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей, сурьмянистые — в основном для пайки стальных деталей.
Их разделяют на бессурьмянистые, содержащие не более 0,05 % сурьмы, малосурьмянистые, содержащие 0,05…0,5 % сурьмы, и сурьмянистые, содержащие 0,5…6 % сурьмы (ГОСТ 21930-76). Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей, сурьмянистые — в основном для пайки стальных деталей.
 ..41, свинец — остальное
..41, свинец — остальное ..29, кремний — 5…7, алюминий — остальное
..29, кремний — 5…7, алюминий — остальное В припоях марок ПОС допускаются следующие примеси (%): висмут — 0,1. мышьяк — 0,05, железо, никель, сера — до 0,02, цинк, алюминий — до 0,002, медь — до 0,05. В припое марки ПСр-25 допускается не более 0,5% примеси, в том числе не более 0,15 % свинца.
В припоях марок ПОС допускаются следующие примеси (%): висмут — 0,1. мышьяк — 0,05, железо, никель, сера — до 0,02, цинк, алюминий — до 0,002, медь — до 0,05. В припое марки ПСр-25 допускается не более 0,5% примеси, в том числе не более 0,15 % свинца. При монтаже и ремонте бытовой электронной технике и радиоаппаратуры активные флюсы применять нельзя.
При монтаже и ремонте бытовой электронной технике и радиоаппаратуры активные флюсы применять нельзя.
 . 28, спирт этиловый — остальное
. 28, спирт этиловый — остальное Для уменьшения вязкости добавляют уайт-спирит
Для уменьшения вязкости добавляют уайт-спиритКакие существуют типы припоя?
Припой — это материал, который используется для постоянного соединения объектов, таких как трубы или провода. Основное применение пайки в сантехнике — это соединения без утечек. В электронной промышленности пайка используется для соединения проводов компонентов схемы.
Для пайки сантехники на место соединения медной трубы и фитинга нагревается горелка. После нагревания припой помещается в стык и плавится и течет, чтобы герметизировать его. Это соединение обеспечивает соединение между трубой и фитингом.
Припой представляет собой металл или металлический сплав, который исторически состоял из свинца и олова в различных пропорциях. Сегодня бессвинцовый припой доступен в соответствии с Законом о безопасной питьевой воде, который ограничивает количество свинца, используемого в портативных системах водоснабжения.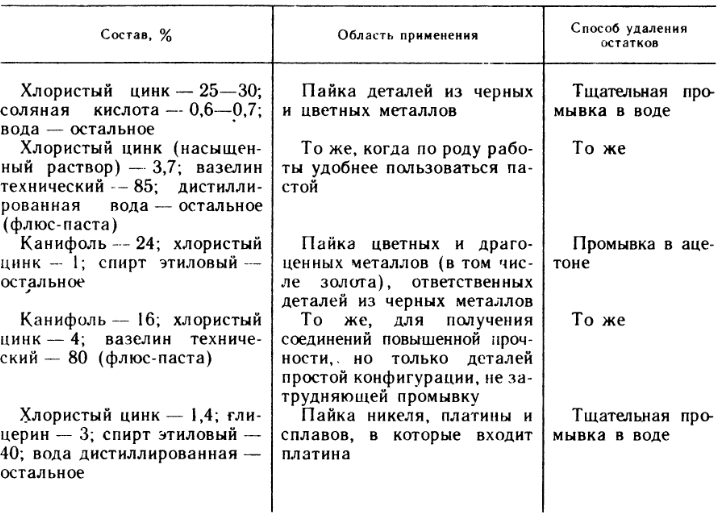
Давайте рассмотрим три различных типа пайки.
Типы припоя
1. Припой на основе свинца
Свинцовый припой, изготовленный из свинца и олова, используется в большинстве электронных производственных приложений для образования прочной связи между соединениями других металлов, таких как медь и алюминий. Припой на основе свинца не используется для водопроводных труб.
2. Бессвинцовый припой
Бессвинцовый припой обычно имеет более высокую температуру плавления, чем обычный припой.
● Оловянно-сурьмяный припой: Содержит 95 % олова и 5 % сурьмы. Этот тип припоя не содержит свинца и поэтому безопасен для водопроводных сетей. Разработан для использования в сантехнике, где происходят частые резкие перепады температуры и вибрации (холодильники, холодильное оборудование и теплопроводы, также используется для пайки электроники. Мы рекомендуем использовать кислотный сердечник 95/5 для работы с воздуховодами и канифольный сердечник 95/5 для электрики. Диапазон плавления составляет от 450 ° F до 464 ° F и имеет неограниченный срок хранения.
Диапазон плавления составляет от 450 ° F до 464 ° F и имеет неограниченный срок хранения.
● Припой медно-оловянный: Содержит 97 % олова и 3 % меди. Бессвинцовый и безопасный для водопроводных сетей, этот тип припоя предназначен для запотевания медных и латунных сантехнических соединений. Диапазон плавления составляет от 440 ° F до 572 ° F, и он имеет неограниченный срок хранения.
● Серебросодержащий припой: Содержит серебро, медь, висмут и олово. Этот припой, не содержащий свинца и безопасный для водопроводных сетей, идеально подходит для латуни с низким содержанием свинца. Он имеет широкий диапазон плавления (от 420°F до 460°F), что дает больше времени для пайки соединений.
Типы флюса
Флюс предназначен для очистки труб и фитингов от поверхностного окисления. Все флюсы Oatey не содержат свинца, соответствуют требованиям NSF и имеют срок годности два года с даты изготовления.
Существует четыре типа флюса, которые вы можете выбрать в зависимости от области применения:
● Флюс на нефтяной основе (или вазелиновый флюс): Промывка требуется и разработана для обеспечения превосходных смачивающих свойств для улучшения текучести припоя. Этот флюс совместим со всеми распространенными припоями для сантехники, такими как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово.
Этот флюс совместим со всеми распространенными припоями для сантехники, такими как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово.
● Водорастворимый флюс: Смываемый водой и совместимый со всеми распространенными припоями для сантехники, он менее коррозионно-активен, поскольку самоочищается внутри трубы при протекании воды по линиям. Этот флюс имеет более узкий диапазон температур при нагреве, но работает со всеми припоями.
● Флюс для жаркой погоды: Специально разработанный для жаркого климата, этот флюс не расслаивается при температуре до 135°F.
● Флюс для лужения: Доступный как в водорастворимой, так и в нефтяной формуле, этот флюс обогащен частицами луженого порошка для предварительного лужения труб и улучшения текучести припоя, а также обеспечивает равномерный нагрев фитинга. Последнее необходимо при пайке латунных систем с низким содержанием свинца или трубопроводов большого диаметра. Он совместим со всеми распространенными припоями для сантехники.
Он совместим со всеми распространенными припоями для сантехники.
Дополнительные советы
● В некоторых случаях вместе с припоем могут понадобиться расходные материалы. Большинство наборов для пайки включают щетку для крепления проводов, наждачную ткань и, в зависимости от типа припоя, контейнер с флюсом и щетку для флюса.
● Если вы паяете рядом с чем-то легковоспламеняющимся, рассмотрите возможность использования Oatey Flame Protector, чтобы поверхность не загорелась и не загорелась. Поместите пламегаситель между соединением и поверхностью, чтобы предотвратить повреждение.
● При использовании припоя в вашем следующем проекте мы рекомендуем вам ознакомиться с инструкциями производителя по применению конкретного продукта и рекомендациями по безопасности.
Что такое флюс для припоя | Как использовать флюс для пайки
Узнайте, что такое флюс для пайки и как использовать флюс для пайки.
Здесь мы узнаем, что такое флюс для припоя и как его использовать при пайке.
Содержание:
Что такое флюс для припоя?
Флюс для припоя — это разновидность химиката, используемого при автоматической сборке печатных плат и ручной пайке. Он в основном используется для очистки поверхности печатной платы перед процессом пайки. Это помогает очистить и удалить оксиды и другие примеси и, таким образом, способствует смачиванию.
Канифольный флюс изготавливается из смолы, полученной из сосны и некоторых других растений.
Типы флюсов для припояВ соответствии со стандартами электронной промышленности J-STD-004 флюсы для пайки подразделяются на 3 основные категории в зависимости от их активности: в основном состоит из натуральной смолы, извлеченной из живицы сосен и очищенной. Категория канифоли делится на три подкатегории:
- Канифоль (R) Флюс : Содержит только канифоль и является наименее активной. Этот тип флюса в основном используется для чистых поверхностей.
 Практически не оставляет следов после пайки.
Практически не оставляет следов после пайки. - Мягко активированный канифольный флюс (RMA) : содержит достаточное количество активатора для очистки покрытых припоем или гальванопокрытий площадок и выводов компонентов, что позволяет расплавленному припою смачивать эти области.
- Активированный канифолью (RA) флюс : Тип RA является наиболее активным из канифольных флюсов и оставляет больше всего остатков после пайки.
 Практически не оставляет следов после пайки.
Практически не оставляет следов после пайки.2. Водорастворимый флюс
Водорастворимый флюс также известен как органическая кислота ( ОА ) флюс. Он в основном состоит из органических материалов, отличных от канифоли или смолы. Водорастворимый флюс обеспечивает хорошие результаты пайки, поскольку обладает хорошей активностью флюса. Обладают хорошим смачивающим действием (способность удалять оксиды и подготавливать чистую поверхность для пайки ). Однако они могут быть слишком агрессивными, что требует дополнительных мер предосторожности при очистке сборок печатных плат, чтобы избежать загрязнения флюсом.
3. Флюс без очистки
Это флюс, который не требует очистки после пайки.
Почему при пайке используется флюс для припоя?
Основная функция или использование флюса в любой сборке или доработке печатной платы заключается в очистке и удалении любых оксидов и примесей с платы. Эти оксиды, отложившиеся на плате, могут не допускать хорошего паяного соединения. Если паяное соединение плохое, будет плохая электропроводность или плохой поток электричества по цепи.
Флюс для припоя помогает раскислять металлы (медные дорожки на печатной плате и выводы электронных компонентов) и способствует лучшей пайке и смачиванию. Активаторы во флюсе способствуют смачиванию расплавленным припоем контактных площадок и выводов компонентов для поверхностного монтажа путем удаления оксидов и других поверхностных загрязнений.
Наличие флюса для пайки
Флюс для пайки доступен в различных формах:
- Жидкий флюс
- Flux Pen (подходит для ремонта мобильных телефонов)
- Флюс-паста
- Твердый флюс
Alpha Cookson надежный производитель и поставщик всех типов флюсов для пайки.