
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭ |
контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
Контактная сварка металлов, перечень сварных соединений, а также конструктивные элементы и обозначение размеров на чертежах — вот что прописано в ГОСТ 15878-79. Данная стандартизация не распространяется только на сварку, выполненную контактным методом без расплавления металлов.
Конструктивные элементы

Обозначение сварного контактного соединения на чертежах.Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол между кромкой и торцом, β;
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.
Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет. Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная

Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
Схематическое изображение конденсаторной сварки.Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.
Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ. Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |

И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».
Выводы
Каждый сварщик в своей деятельности опирается на техническую подготовку, практический опыт и знание методик, регламентируемых ГОСТами.
: Металлургия: образование, работа, бизнес :: MarkMet.ru
ГОСТ 15878-79
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНТАКТНАЯ СВАРКА
СОЕДИНЕНИЯ СВАРНЫЕ
Конструктивные элементы и размеры
Resistance welding. Welded joints.
Design elements and dimensions
ОКП 0602000
Срок действия с 01.07.80
до 01.07.85*
________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 4 1994 г.).
Примечание
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. N 1926
ВЗАМЕН ГОСТ 15878-70.
ПЕРЕИЗДАНИЕ. Сентябрь 1983 г.
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла.
2. В стандарте приняты следующие обозначения способов контактной сварки:

 — рельефная;
— рельефная; — шовная.
— шовная.Для конструктивных элементов сварных соединений приняты следующие обозначения:
| — | толщина детали; | |||
| — | расчетный диаметр литого ядра точки или ширина литой зоны шва; | |||
| — | величина проплавления; | |||
| — | глубина вмятины; | |||
| — | расстояние между центрами соседних точек в ряду; | |||
| — | расстояние между осями соседних рядов точек при цепном расположении; | |||
| — | расстояние между осями соседних рядов точек при шахматном расположении; | |||
| — | длина литой зоны шва; | |||
| — | величина перекрытия литых зон шва; | |||
| — | длина неперекрытой части литой зоны шва; | |||
| — | величина нахлестки; | |||
| — | расстояние от центра точки или оси шва до края нахлестки; | |||
| — | число рядов точек. | |||
 и
и 
 и
и 
 и
и 



3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы  и в табл. 2, 4, 6 — для соединений группы
и в табл. 2, 4, 6 — для соединений группы 
Конструктивные элементы сварных соединений,
выполненных контактной точечной сваркой

 — неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы
— неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы
Черт. 1
|
|
|
|
|
|
Черт. 2 |
| Черт. 3 |
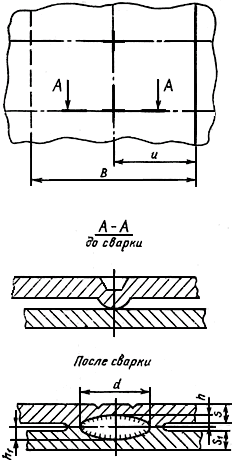

Таблица 1
мм | |||||||
|
|
|
| Однорядный шов |
| с, | |
|
|
|
| Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
|
|
0,3 | 2,5 | 6 |
| | |||
Св. 0,3 до 0,4 | 2,7 | 7 | 10 | ||||
Св. 0,4 до 0,6 | 3,0 | 8 | 10 | 12,0 | |||
Св. 0,6 до 0,7 | 3,3 | 9 |
| 11 | 13,0 | ||
Св. 0,7 до 0,8 | 3,5 | 10 | 13 | 15,5 | |||
Св. 0,8 до 1,0 | 4,0 | 11 | 14 | 15 | 18,0 | ||
Св. 1,0 до 1,3 | 5,0 | 13 | 16 | 17 | 20,5 | ||
Св. 1,3 до 1,6 | 6,0 | 14 | 18 | 20 | 24,0 | ||
Св. 1,6 до 1,8 | 6,5 | 15 | 19 | 22 | 26,0 | ||
Св. 1,8 до 2,2 | 7,0 | 17 | 20 | 25 | 30,0 | ||
|
| Св. 2,2 до 2,7 | 8,0 | 19 | 22 | 30 | 36,0 |
Св. 2,7 до 3,2 | 9,0 | 21 | 26 | 35 | 42,0 | ||
Св. 3,2 до 3,7 | 10,5 | 24 | 28 | 40 | 48,0 | ||
Св. 3,7 до 4,2 | 12,0 | 28 | 32 | 45 | 54,0 | ||
Св. 4,2 до 4,7 | 13,0 | 31 | 36 | 50 | 60,0 | ||
Св. 4,7 до 5,2 | 14,0 | 34 | 40 | 55 | 66,0 | ||
Св. 5,2 до 5,7 | 15,0 | 38 | 46 | 60 | 72,0 | ||
Св. 5,7 до 6,0 | 16,0 | 42 | 50 | 65 | 78,0 | ||

 не менее
не менее не менее
не менее не менее
не менее
Примечание. Допускается уменьшение размеров  и
и при этом размер
при этом размер  должен соответствовать указанным в таблице.
должен соответствовать указанным в таблице.
Таблица 2
мм | |||||||
Способ сварки | Группа соединения |
|
| Однорядный шов |
| с, | |
|
|
|
| Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
|
|
0,3 | 1,5 | 4 | 6 |
|
| ||
Св. 0,3 до 0,4 | 1,7 | 5 | 7 | 7 | 8,5 | ||
Св. 0,4 до 0,5 | 2,0 | 6 | 8 |
|
| ||
Св. 0,5 до 0,6 | 2,2 | 7 | 9 | ||||
Св. 0,6 до 0,8 | 2,5 | 8 | 10 | 10 | 12,0 | ||
|
| Св. 0,8 до 1,0 | 3,0 | 9 | 12 | 12 | 15,0 |
Св. 1,0 до 1,3 | 3,5 | 10 | 13 | 14 | 16,5 | ||
Св. 1,3 до 1,6 | 4,0 | 11 | 14 | 16 | 18,0 | ||
Св. 1,6 до 1,8 | 4,5 | 12 | 15 | 18 | 19,5 | ||
Св. 1,8 до 2,2 | 5,0 | 13 | 16 | 20 | 24,0 | ||
Св. 2,2 до 2,7 | 6,0 | 15 | 18 | 23 | 27,0 | ||
Св. 2,7 до 3,2 | 7,0 | 17 | 20 | 26 | 31,0 | ||

Примечание. Допускается уменьшение размеров и при этом размер должен соответствовать указанным в таблице.
Таблица 3
мм | ||||
Способ сварки | Группа соединения |
|
| Однорядный шов |
0,3 | 2,5 |
| ||
Св. 0,3 до 0,4 | 2,7 | |||
Св. 0,4 до 0,6 | 3,0 |
| ||
Св. 0,6 до 0,7 | 3,3 | |||
Св. 0,7 до 0,8 | 3,5 | 7 | ||
|
| Св. 0,8 до 1,0 | 4,0 | 8 |
Св. 1,0 до 1,3 | 5,0 | 10 | ||
Св. 1,3 до 1,6 | 6,0 | 12 | ||
Св. 1,6 до 1,8 | 6,5 | 13 | ||
Св. 1,8 до 2,2 | 7,0 | 14 | ||
|
| Св. 2,2 до 2,7 | 8,0 | 16 |
| | Св. 2,7 до 3,2 | 9,0 | 18 |
| | Св. 3,2 до 3,7 | 10,5 | 21 |
| | Св. 3,7 до 4,2 | 12,0 | 22 |
|
| Св. 4,2 до 4,7 | 13,0 | 24 |
| | Св. 4,7 до 5,2 | 14,0 | 26 |
| | Св. 5,2 до 5,7 | 15,0 | 28 |
| | Св. 5,7 до 6,0 | 16,0 | 30 |
Таблица 4
мм | ||||
Способ сварки | Группа соединения |
|
|
|
0,3 | 1,5 |
| ||
Св. 0,3 до 0,4 | 1,7 | |||
Св. 0,4 до 0,5 | 2,0 |
| ||
Св. 0,5 до 0,6 | 2,2 | |||
Св. 0,6 до 0,8 | 2,5 | 5,0 | ||
Св. 0,8 до 1,0 | 3,0 |
| ||
Св. 1,0 до 1,3 | 3,5 | |||
Св. 1,3 до 1,6 | 4,0 | 8,0 | ||
Св. 1,6 до 1,8 | 4,5 | 9,0 | ||
|
| Св. 1,8 до 2,2 | 5,0 | 10,0 |
Св. 2,2 до 2,7 | 6,0 | 12,0 | ||
Св. 2,7 до 3,2 | 6,5 | 13,0 | ||
Св. 3,2 до 3,7 | 7,0 | 14,0 | ||
Св. 3,7 до 4,2 | 8,0 | 16,0 | ||
Св. 4,2 до 4,7 | 9,0 | 18,0 | ||
Св. 4,7 до 5,2 | 10,0 | 20,0 | ||
Св. 5,2 до 5,7 | 11,0 | 22,0 | ||
Св. 5,7 до 6,0 | 12,0 | 24,0 | ||
Таблица 5
мм | |||||
|
|
| Однорядный шов | ||
Способ сварки | Группа соединения |
|
| Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
0,3 |
| 6 | |||
Св. 0,3 до 0,4 | 7 | 10 | |||
Св. 0,4 до 0,6 | 3,0 | 8 | |||
Св. 0,6 до 0,8 | 3,5 | 10 | 12 | ||
Св. 0,8 до 1,0 | 4,0 | 11 | 14 | ||
Св. 1,0 до 1,3 | 5,0 | 13 | 16 | ||
|
| Св. 1,3 до 1,6 | 6,0 | 14 | 18 |
Св. 1,6 до 1,8 | 6,5 | 15 | 19 | ||
Св. 1,8 до 2,2 | 7,0 | 17 | 20 | ||
Св. 2,2 до 2,7 | 7,5 | 19 | 22 | ||
Св. 2,7 до 3,2 | 8,0 | 21 | 26 | ||
Св. 3,2 до 3,7 | 9,0 | 24 | 28 | ||
Св. 3,7 до 4,0 | 10,0 | 28 | 30 | ||
Таблица 6
мм | |||||
Однорядный шов | |||||
Способ сварки | Группа соединения |
|
| Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы | Алюминиевые, магниевые и медные сплавы |
0,3 | 1,5 | 4 | 6 | ||
Св. 0,3 до 0,4 | 1,7 | 5 | 7 | ||
|
| Св. 0,4 до 0,5 | 2,0 | 6 | 8 |
Св. 0,5 до 0,6 | 2,2 | 7 | 9 | ||
Св. 0,6 до 0,8 | 2,5 | 8 | 10 | ||
Св. 0,8 до 1,0 | 3,0 | 9 | 12 | ||
|
| Св. 1,0 до 1,3 | 3,5 | 10 | 13 |
Св. 1,3 до 1,6 | 4,0 | 11 | 14 | ||
| Св. 1,6 до 1,8 | 4,5 | 12 | 15 | |
|
| Св. 1,8 до 2,2 | 5,0 | 13 | 16 |
Св. 2,2 до 2,7 | 6,0 | 15 | 18 | ||
Св. 2,7 до 3,2 | 7,0 | 17 | 20 | ||
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
4. Величина нахлестки  для многорядных швов при цепном расположении точек
для многорядных швов при цепном расположении точек  ; при шахматном расположении точек
; при шахматном расположении точек  .
.
5. В зависимости от вида нахлестки сварного соединения величину нахлестки следует определять в соответствии с черт. 4.
Виды нахлестки сварных соединений, выполняемых
контактной точечной рельефной и шовной сваркой
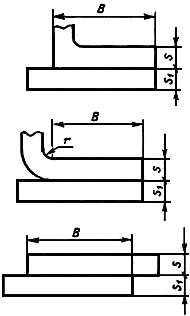
Черт. 4
6. Расстояние от центра точки или оси шва до края нахлестки  должно быть не менее половины минимальной величины нахлестки.
должно быть не менее половины минимальной величины нахлестки.
7. Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В случае  минимальные величины нахлестки , расстояние между центрами соседних точек в ряду и расстояние между осями соседних рядов точек
минимальные величины нахлестки , расстояние между центрами соседних точек в ряду и расстояние между осями соседних рядов точек  следует увеличить в 1,2-1,3 раза.
следует увеличить в 1,2-1,3 раза.
8. При сварке трех и более деталей расчетный диаметр литого ядра точки следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления  должна быть для магниевых сплавов от 20 до 70%, титановых — от 20 до 95% и остальных металлов и сплавов — от 20 до 80% толщины деталей.
должна быть для магниевых сплавов от 20 до 70%, титановых — от 20 до 95% и остальных металлов и сплавов — от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва  должна быть не менее 25% длины литой зоны шва
должна быть не менее 25% длины литой зоны шва  .
.
При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение величины перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва.
11. Глубина вмятины  не должна быть более 20% толщины детали. При сварке деталей с отношением , в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
не должна быть более 20% толщины детали. При сварке деталей с отношением , в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
Текст документа сверен по:
официальное издание
Госстандарт СССР —
М.: Издательство стандартов, 1984
ГОСТ 14776-79
ГОСТ 14776-79
Группа В05
МКС 25.160.40
ОКП 06 0200
Дата введения 1980-07-01
1. РАЗРАБОТАН Министерством высшего и среднего специального образования РСФСР; Госстроем СССР
ВНЕСЕН Министерством высшего и среднего специального образования РСФСР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.04.79 N 1439
3. ВЗАМЕН ГОСТ 14776-69
4. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
5. ПЕРЕИЗДАНИЕ. Декабрь 2002 г.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
2. Термины и их определения, принятые в стандарте, приведены в приложении.
3. В стандарте приняты следующие обозначения способов сварки:
Ф — под флюсом;
УП — в углекислом газе плавящимся электродом;
УПм — в углекислом газе плавящимся электродом с наложением продольного магнитного поля;
УПмс — в углекислом газе плавящимся электродом с наложением продольного магнитного поля со сквозным проплавлением и формированием;
УН — в углекислом газе неплавящимся электродом;
ИП — в инертных газах плавящимся электродом;
ИН — в инертных газах неплавящимся электродом;
ПП — плавящимся покрытым электродом с принудительным несквозным проплавлением и формованием;
ППс — плавящимся покрытым электродом с принудительным сквозным проплавлением и формованием;
ИПп — в инертных газах плавящимся электродом на съемной подкладке.
4. Основные типы сварных соединений должны соответствовать указанным в табл.1.
5. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным на черт.1, 2 и в табл.2-5.
6. Для способов сварки ПП, ППп, ППс размер (черт.1 и 2) должен быть не менее 1,2.
7. Размер (черт.1 и 2) должен быть не менее 2при сварке неплавящимся электродом и не менее при всех остальных способах сварки.
Черт.1
Черт.2
Таблица 1
Форма поперечного сечения | ||||||||
Тип соеди- | Форма подгото- | Характер выпол- | подготовленных кромок | выполненного шва | Способ сварки | Толщина верхней детали, мм | Материал свариваемых деталей | Обозна- |
Нахлеc- | Без подготовки кромок | Односто- | Ф | 0,8-5,0 | Углеродистая или низколегированная сталь | Н1 | ||
УП | 0,8-6,6 | |||||||
УПм | 6,0-16,0 | |||||||
УН | 0,4-3,3 | |||||||
ИН | Легированная сталь и сплавы: медные, алюминиевые и никелевые | |||||||
ИП | 0,8-6,6 | |||||||
ПП | 0,8-1,5 | Верхней детали — оцинкованная углеродистая сталь: нижней детали — углеродистая или низколегированная сталь | ||||||
1,5-2,5 | Верхней детали — нержавеющая хромоникелевая | |||||||
3,0-12,0 | Углеродистая или низколегированная сталь | |||||||
3,0-5,0 | Углеродистая или низколегированная сталь | |||||||
Двусто- | ПП | 4,0-6,0 | Н2 | |||||
Односто- | ППп | Н3 | ||||||
ИПп | 0,9-3,0 | Алюминий или его сплавы | ||||||
Односто- | ППс | 4,0-18,0 | Углеродистая или низколегированная сталь | Н4 | ||||
УПмс | 6,0-16,0 | |||||||
С круглым отверстием в верхней детали | Односто- | ИП | 4,5-15,0 | Легированная сталь и сплавы: медные, алюминиевые и никелевые | Н5 | |||
Ф | 3,5-14,0 | Углеродистая или низколегированная сталь | ||||||
УП | 4,5-30,0 | |||||||
С накладной шайбой | Односто- | ПП | 1,5-4,0 | Накладной шайбы — хромистая сталь; средней детали — хромистая ферритная нержавеющая сталь; нижней детали — углеродистая или низколегированная сталь | Н6 | |||
Таблица 2
Размеры в миллиметрах
Конструктивные элементы | |||||||||||||
Обозна- | подготовленных кромок свариваемых деталей | сварного шва | Спо- | Материал свариваемых деталей | , не ме- | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | , не бо- | |
Н1 | Ф | Углеродистая или низколегированная сталь | От 0,8 до 1,1 | 0,8 | 0 | +0,2 | 5 | ±1,0 | 11 | ±2 | 1,5 | ||
Св. 1,1 до 1,5 | 1,1 | 6 | 13 | 2,0 | |||||||||
Св. 1,5 до 2,0 | 1,5 | +0,5 | 7 | 15 | 2,5 | ||||||||
Св. 2,0 до 2,5 | 2,2 | 8 | 17 | ||||||||||
Св. 2,5 до 3,1 | 2,5 | 9 | ±1,5 | 19 | 3,5 | ||||||||
Св. 3,1 до 3,6 | 3,1 | 10 | 20 | ±3 | |||||||||
Св. 3,6 до 4,2 | 3,6 | +0,8 | 11 | 21 | |||||||||
Св. 4,2 до 5,0 | 4,2 | 12 | 23 | ||||||||||
УП | От 0,8 до 1,1 | 0,8 | +0,2 | 4 | ±1,0 | 11 | ±2 | 1,5 | |||||
1,4 | 5 | 14 | |||||||||||
Св. 1,1 до 1,4 | 1,1 | 15 | |||||||||||
Св. 1,4 до 1,7 | 1,4 | +0,5 | 6 | 17 | 2,0 | ||||||||
Св. 1,7 до 2,1 | 1,7 | 7 | 18 | 2,5 | |||||||||
Св. 2,1 до 2,6 | 2,1 | 19 | 3,0 | ||||||||||
Св. 2,6 до 3,3 | 2,6 | 8 | 21 | 3,5 | |||||||||
Св. 3,3 до 4,2 | 3,3 | +0,8 | 9 | ±1,5 | 23 | ±3 | 4,0 | ||||||
Св. 4,2 до 5,3 | 4,2 | +1,0 | 10 | 24 | |||||||||
Св. 5,3 до 6,6 | 5,3 | 11 | 25 | ||||||||||
УН | От 0,4 до 0,6 | 0,4 | +0,2 | 4 | ±1 | 6 | ±1 | ±0,1 | |||||
Св. 0,6 до 0,9 | 0,6 | 5 | 8 | ||||||||||
Св. 0,9 до 1,2 | 0,9 | 6 | 9 | ±0,2 | |||||||||
Св. 1,2 до 1,7 | 1,2 | 7 | 10 | ||||||||||
Св. 1,7 до 2,2 | 1,7 | +0,5 | 8 | 11 | ±0,3 | ||||||||
УПм | Св. 2,2 до 2,7 | 2,2 | 9 | ±2 | 13 | ±2 | ±0,4 | ||||||
Св. 2,7 до 3,3 | 2,7 | 10 | 14 | ±0,5 | |||||||||
От 6,0 до 8,0 | 6,0 | +1,0 | 14 | 32 | ±4 | 4,0 | |||||||
Св. 8,0 до 10,0 | 8,0 | 16 | 34 | ±4 | |||||||||
Св. 10,0 до 13,0 | 10,0 | 18 | 36 | 5,0 | |||||||||
Св. 13,0 до 16,0 | 12,0 | 20 | 40 | ||||||||||
ИН | Легированная сталь и сплавы: медные, алюминиевые и никелевые | От 0,4 до 0,6 | 0,4 | +0,2 | 4 | ±1 | 6 | ±1 | ±0,1 | ||||
Св. 0,6 до 0,9 | 0,6 | 5 | 8 | ||||||||||
Св. 0,9 до 1,2 | 0,9 | 6 | 9 | ±0,2 | |||||||||
Св. 1,2 до 1,7 | 1,2 | 7 | 10 | ||||||||||
Св. 1,7 до 2,2 | 1,7 | +0,5 | 8 | 11 | ±0,3 | ||||||||
Св. 2,2 до 2,7 | 2,2 | 9 | ±2 | 13 | ±2 | ±0,4 | |||||||
Св. 2,7 до 3,3 | 2,7 | 10 | 14 | ±0,5 | |||||||||
ИП | От 0,8 до 1,1 | 0,8 | +0,2 | 4 | ±1 | 11 | 2,0 | ||||||
1,4 | 5 | 13 | |||||||||||
5,0 | +1,0 | 9 | ±2 | 18 | 2,5 | ||||||||
Св. 1,1 до 1,4 | 1,1 | +0,3 | 5 | ±1 | 15 |
| |||||||
Св. 1,4 до 1,7 | 1,4 | +0,5 | 6 | 17 | |||||||||
5,0 | +0,8 | 10 | ±2 | 18 | 2,5 | ||||||||
Св. 1,7 до 2,1 | 1,7 | +0,5 | 6 | ±1 | |||||||||
Св. 2,1 до 2,6 | 2,1 | 7 | 19 | ||||||||||
Св. 2,6 до 3,3 | 2,6 | ||||||||||||