Тиристорная регулировка сварочного тока
Имя Запомнить? Пароль Доска объявлений Все разделы прочитаны. Регулятор тока на сварку. Скиньте у кого есть схему регулятора тока на сварочный аппарат. Схема понтовая, можно собрать проверить.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Простой и надежный регулятор постоянного тока для сварки и зарядки
- Вариация на тему «Сварочный полуавтомат»
- Способы регулировки сварочного тока
- СВАРОЧНЫЙ АППАРАТ
- Тиристорный регулятор мощности своими руками
- Как тиристорами регулировать сварочный ток
- Сварочный трансформатор с электронной регулировкой тока
- Простой тиристорный регулятор напряжения своими руками
- Что такое сварочный выпрямитель и как он работает
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: тиристорный регулятор сварочного тока (welding current regulator)
Простой и надежный регулятор постоянного тока для сварки и зарядки
Новокузнецк, Кемеровская обл. Логин: Пароль Забыли? Диодно-тиристорный выпрямитель со схемой управления для сварочного аппарата. Практика Секреты самодельщика. Мною давно изготовлен сварочный аппарат на базе трансформатора на кольцевом сердечнике от сгоревшего электродвигателя, который верно служит уже более 15 лет. За эти годы не покидало желание изготовить выпрямитель для сварки постоянным током, так как зажигание дуги и качество шва при этом намного лучше.
Появляется возможность сваривать нержавеющую сталь. При плавной регулировке напряжения возможно подключение нихромовой нити для резки пенопласта, пластмассы, выжигания точнее, вырезания из древесины разделочных досок для кухни, наличников и многого другого.
Исключён фрагмент. Наш журнал существует на пожертвования читателей. Полный вариант этой статьи доступен только меценатам и полноправным членам сообщества. Читай условия доступа! Имя героя неизвестно atlas Список всех статей. Профиль atlas О себе автор ничего не сообщил. Читательское голосование Статью одобрили 32 читателя. Для участия в голосовании зарегистрируйтесь и войдите на сайт с вашими логином и паролем.
Полный вариант этой статьи доступен только меценатам и полноправным членам сообщества. Читай условия доступа! Имя героя неизвестно atlas Список всех статей. Профиль atlas О себе автор ничего не сообщил. Читательское голосование Статью одобрили 32 читателя. Для участия в голосовании зарегистрируйтесь и войдите на сайт с вашими логином и паролем.
Дополнения к статье «Прибор для наладки и тестирования импульсных блоков питания и сварочников» Теперь у меня обновка: вместо этого старенького С — цифровой Rigol После публикации моей Привет всем датагорцам и гостям Датагории! Предлагаю схемку простого в изготовлении и наладке TAP — микросхема для устройств защиты акустических систем Усилители мощности с двуполярным питанием должны иметь узел для защиты подключаемых к ним Сварочный полуавтомат 30А — А своими руками Технические данные нашего сварочного аппарата — полуавтомата: Напряжение питающей сети: В Транзисторный фильтр питания с высоким КПД для аудиоаппаратуры При создании прибора для ремонта телевизоров мне потребовался регулируемый источник питания По следам публикации — переделка ATX-блока питания Прислал Станислав, staskaaa[at]gmail.
Спасибо за интересный и познавательный сайт В последнее время мощности бытовых нагрузок возросли: появились фены, обогреватели, утюги, СВЧ печи Измерение индуктивности трансформатора или дросселя Часто самодельщики-ламповики озадачены определением индуктивности обмотки ок Микроконтроллерный регулятор мощности на Atmega На фото представлен действующий макет регулятора мощности, схема которого с небольшими Симисторный регулятор мощности.
Просто, компактно, надёжно Универсальный привод с Системой Импульсно — Фазового Управления Регулятор служит не только для плавного регулирования оборотов двигателя постоянного тока, но в Программируемые роботы.
Комментарий 1 от , Ответить С нами с Мне очень понравилась ваша статья. Самое главное вовремя мне как раз нужна такая схема и ваша схема наилучший вариант. Спасибо при много благодарен. Комментарий 2 от , Ответить С нами с 7. Как у этого сварочника с помехами в сеть? Комментарий 3 от , Ответить С нами с 2. Ничё не понимаю Не помогает и установка в разрыв вторичной цепи сглаживающего дросселя.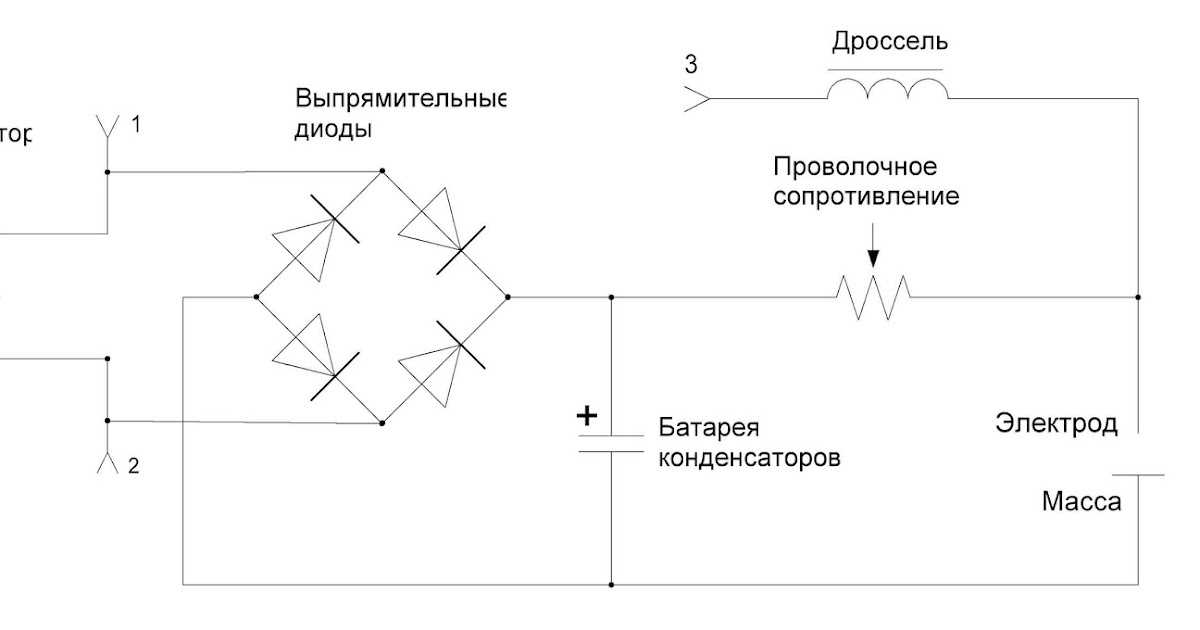 Вообще-то ещё как помогает. Есть вполне успешный опыт одна маленькая деталька Вот тогда точно ничего не плюётся и не срывается.
Вообще-то ещё как помогает. Есть вполне успешный опыт одна маленькая деталька Вот тогда точно ничего не плюётся и не срывается.
Эх, я бы вам показал мой сварочник, вам бы понравилось. Комментарий 4 от , Саша, огромное спасибо за статью! Довольно полезная и не сложная доработка моему сварочнику тоже не помешает.
Еще раз огромное спасибо!!! Комментарий 5 от , Yamazaki , ну так если не затруднит то сделайте подробные фотки и схему в студию плз, так как тема сварки в последнее время очень даже интересует кто повторил схему отпишитесь как ведет себя устройство в реальной работе. Комментарий 6 от , Большое спасибо за статю.
Попробую сделать эту схемку, а то без регулировки тока просто очень тяжело в основном пропалы. Я только учусь. Комментарий 7 от , Ответить С нами с — 0 комментариев 0 публикаций. Радиопомех практически не создает из-за батереи большой емкости на выходе диодно-тиристорного моста.
Комментарий 8 от , Уважаемый Александр добрый день! Хороший регулятор. Но Вы противоречите сами себе и применяете дроссель. После тиристоров вместо полуволн, при регулировании, получается пила которую сгладить ещё сложнее.
Но Вы противоречите сами себе и применяете дроссель. После тиристоров вместо полуволн, при регулировании, получается пила которую сгладить ещё сложнее.
Вариант описанный Yamazaki оптимален! С уважением Андрей. Комментарий 9 от , Всем доброго времени суток! Уважаемый Андрей AndiGG. Да я втексте немного напартачил. Не помогает и установка в разрыв вторичной цепи сглаживающего дросселя Без установки сглаживающего накапливающего Токовую енергию конденсатора.
А по поводу от Yamazaki последовательно после дросселя ставится ещё и мощный нихромовый реостат в виде пружины, который ограничивает ток в зависимости от толщины электрода до изготовления етого регулятора я применял вовремя сварочных работ нихромовие баласты, которые стоят в електричках, Шов был намного хуже, електрод часто прилипал вовремя поджога дуги и пока разделиш — баласт светлее красного.
С уважением Александр М atlas Комментарий 10 от , Ответить С нами с 6. Схема понравилась, буду пробовать воплощать в жизнь. А вот насчёт инвертора — знаю одного неплохого радиоспеца который сжёг не один десяток мощных транзисторов пока заработала его схема сварочника. Непростое это дело — наладка Комментарий 11 от , Цена конденсаторов отбивает всю охоту,если только не «надурняк». Скопируйте текст вашего комментария на случай неверного ответа на контрольный вопрос. Какое выходное напряжение обеспечивает стабилизатор LM?
А вот насчёт инвертора — знаю одного неплохого радиоспеца который сжёг не один десяток мощных транзисторов пока заработала его схема сварочника. Непростое это дело — наладка Комментарий 11 от , Цена конденсаторов отбивает всю охоту,если только не «надурняк». Скопируйте текст вашего комментария на случай неверного ответа на контрольный вопрос. Какое выходное напряжение обеспечивает стабилизатор LM?
Ответы здесь! Все рубрики. Датагорский Форум 21 Страна советов! Расширенный поиск Все последние новости Мобильная версия сайта. Автор AlexD, Автор Discover,
Вариация на тему «Сварочный полуавтомат»
В статье стоит раскрыть тему того, как совершает работу тиристорный регулятор напряжения, схему которого можно более подробно осмотреть в интернете. В повседневной жизни в большинстве случаев может развиться особая необходимость в регулировании общей мощности бытовых приборов, к примеру, электроплит, паяльника, кипятильника, а также ТЭНов, на транспорте — оборотов двигателя и прочего. В этом случае на помощь нам придёт простая и радиолюбительская конструкция — это особый регулятор мощности на тиристоре. Создать такое устройство не составит особого труда, оно может стать тем первым самодельным прибором, который будет выполнять функцию регулировки температуры жала в паяльнике у любого начинающего радиолюбителя. Нужно отметить и тот факт, что готовые паяльники на станции с общим контролем температуры и остальными особенными функциями стоят намного больше, чем самые простые модели паяльников. Минимальное число деталей в конструкции поможет собрать несложный тиристорный регулятор мощности с навесным монтажом. Следует отметить, что навесной тип монтажа — это вариант осуществления сборки радиоэлектронных компонентов без использования при этом специальной печатной платы, а при качественном навыке он помогает быстро собрать электронные устройства со средней сложностью производства.
В этом случае на помощь нам придёт простая и радиолюбительская конструкция — это особый регулятор мощности на тиристоре. Создать такое устройство не составит особого труда, оно может стать тем первым самодельным прибором, который будет выполнять функцию регулировки температуры жала в паяльнике у любого начинающего радиолюбителя. Нужно отметить и тот факт, что готовые паяльники на станции с общим контролем температуры и остальными особенными функциями стоят намного больше, чем самые простые модели паяльников. Минимальное число деталей в конструкции поможет собрать несложный тиристорный регулятор мощности с навесным монтажом. Следует отметить, что навесной тип монтажа — это вариант осуществления сборки радиоэлектронных компонентов без использования при этом специальной печатной платы, а при качественном навыке он помогает быстро собрать электронные устройства со средней сложностью производства.
Существуют множество способов регулировки тока, и выше мы что тиристорный регулятор мощности долговечнее и работает более.
Способы регулировки сварочного тока
Для того, чтобы получить качественную и красивую пайку требуется правильно подобрать мощность паяльника и обеспечить определенную температуру его жала в зависимости от марки применяемого припоя. Предлагаю несколько схем самодельных тиристорных регуляторов температуры нагрева паяльника, которые с успехом заменят многие промышленные несравнимые по цене и сложности. Внимание, ниже приведенные тиристорные схемы регуляторов температуры гальванически не развязаны с эклектической сетью и прикосновение к токоведущим элементам схемы опасно для жизни! Для регулировки температуры жала паяльника применяют паяльные станции, в которых в ручном или автоматическом режиме поддерживается оптимальная температура жала паяльника. Доступность паяльной станции для домашнего мастера ограничена высокой ценой. Для себя я вопрос по регулированию температуры решил, разработав и изготовив регулятор с ручной плавной регулировкой температуры. Схему можно доработать для автоматического поддержания температуры, но я не вижу в этом смысла, да и практика показала, вполне достаточно ручной регулировки, так как напряжение в сети стабильно и температура в помещении тоже. Классическая тиристорная схема регулятора мощности паяльника не соответствовала одному из главных моих требований, отсутствию излучающих помех в питающую сеть и эфир.
Классическая тиристорная схема регулятора мощности паяльника не соответствовала одному из главных моих требований, отсутствию излучающих помех в питающую сеть и эфир.
СВАРОЧНЫЙ АППАРАТ
Регулировка сварочного тока Существуют различные способы регулировки сварочного тока, но, можно сказать, что самое широкое распространение в народе получил очень простой и надежный способ регулировки тока — с помощью включенного на выходе вторичной обмотки балластного сопротивления. Способ не только прост и надежен, но к тому же полезен, так как улучшает внешнюю характеристику трансформатора, увеличивая крутизну ее падения. В некоторых случаях балластные сопротивления применяются сугубо для исправления жесткой характеристики сварочного аппарата. Величина балластного сопротивления для регулятора сварочного тока составляет порядка сотых-десятых долей Ома и подбирается, как правило, экспериментально. В качестве балластного сопротивления издавна применяются мощные проволочные сопротивления, использовавшиеся в подъемных кранах, троллейбусах, или отрезки спиралей ТЭНов теплоэлектронагревателей , куски толстой высокоомной проволоки.
Дневники Файлы Справка Социальные группы Все разделы прочитаны.
Тиристорный регулятор мощности своими руками
Привет всем! Достал на днях тиристоры T Хочу ими регулировать ток сварочный трансформатора, спиралью никогда не нравилось регулировать ток сварки. Уважаемые форумчане может у кого есть схема простая как подключать тиристоры ,поделитесь пожалуйста. А подключать тиристоры на первичку или вторичку?
Как тиристорами регулировать сварочный ток
Среди различных аппаратов для электродуговой сварки выделяются устройства, способные не только повышать силу тока, необходимую для плавления кромок металлов, но и выравнивать переменную частоту напряжения до постоянного значения. Это позволяет лучше формировать швы, уменьшает разбрызгивание жидкого металла, и дает более прочное соединение. Называется такой агрегат — сварочный выпрямитель. Как он устроен и за счет чего происходит преобразование тока? Какие разновидности аппаратов существуют? Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается V , и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
Имеется 2х фазный самодельный сварочный трансформатор. Думаю сделать Управляемый тиристорный выпрямитель на вторичке.
Сварочный трансформатор с электронной регулировкой тока
Этот модуль плавно регулирует сварочный ток фазоимпульсный метод регулирования тока , также может применяться для регулятора тока заряда аккумуляторов. В данном устройстве сохраняется установленный ток при отключении устройства. Индикация — самая простая так как изначально изготавливался модуль для тестирования качества работы светодиод мигает при регулировке — чем быстрее мигает, тем меньше мощность. Когда дошли до максимума или минимума — светодиод тухнет.
Простой тиристорный регулятор напряжения своими руками
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата. Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия.
Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата. Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия.
Новокузнецк, Кемеровская обл. Логин: Пароль Забыли?
Что такое сварочный выпрямитель и как он работает
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие. Сайт для электриков и домашних мастеров, а также для всех, кто интересуется электротехникой, электроникой и автоматикой. Категории: Практическая электроника , Секреты электрика Количество просмотров: Комментарии к статье:
By Nikolaich , February 3, in Сварочные аппараты и мощные сетевые инверторы. Наверно для многих посетителей форума мой вопрос покажется простым, но я решил перестраховаться и всё же. В общем у меня есть самодельный сварочный трансформатор, хочу его доработать, поставить регулятор сварочного.
Регулятор тока
Многие современные приборы имеют возможность регулировать свои параметры, в том числе значения тока и напряжения. За счет этого можно настроить любое устройство в соответствии с конкретными условиями эксплуатации. Для этих целей существует регулятор тока, выпускаемый в различных конфигурациях и конструкциях. Процесс регулировки может происходить как с постоянным, так и с переменным током.
Основными рабочими элементами регуляторов служат тиристоры, а также различные типы конденсаторов и резисторов. В высоковольтных устройствах дополнительно используются магнитные усилители. Модуляторы обеспечивают плавность регулировок, а специальные фильтры способствуют сглаживанию помех в цепи. В результате, электрический ток на выходе приобретает более высокую стабильность, чем на входе.
Регулятор тока и напряжения
Регуляторы постоянного и переменного тока имеют свои особенности и отличаются основными параметрами и характеристиками. Например, регулятор напряжения постоянного тока имеет более высокую проводимость, при минимальных потерях тепла. Основой прибора является тиристор диодного типа, обеспечивающий высокую подачу импульса за счет ускоренного преобразования напряжения. Резисторы, используемые в цепи, должны выдерживать значение сопротивления до 8 Ом. За счет этого снижаются тепловые потери, предохраняя модулятор от быстрого перегрева.
Например, регулятор напряжения постоянного тока имеет более высокую проводимость, при минимальных потерях тепла. Основой прибора является тиристор диодного типа, обеспечивающий высокую подачу импульса за счет ускоренного преобразования напряжения. Резисторы, используемые в цепи, должны выдерживать значение сопротивления до 8 Ом. За счет этого снижаются тепловые потери, предохраняя модулятор от быстрого перегрева.
Регулятор постоянного тока может нормально функционировать при максимальной температуре 400С. Этот фактор следует обязательно учитывать в процессе эксплуатации. Полевые транзисторы располагаются следом за тиристорами, поскольку они пропускают ток лишь в одном направлении. За счет этого отрицательное сопротивление будет сохраняться на уровне, не превышающем 8 Ом.
Основным отличием регулятора переменного тока является использование в его конструкции тиристоров исключительно триодного типа. Однако полевые транзисторы применяются такие же, как и в регуляторах постоянного тока. Конденсаторы, установленные в цепь, выполняют лишь стабилизирующие функции. Фильтры высокой частоты встречаются очень редко. Все проблемы, связанные с высокими температурами, решаются установкой импульсных преобразователей, расположенных следом за модуляторами. В регуляторах переменного тока, мощность которых не превышает 5 В, применяются фильтры с низкой частотой. Управление по катоду в таких приборах выполняется путем подавления входного напряжения.
Конденсаторы, установленные в цепь, выполняют лишь стабилизирующие функции. Фильтры высокой частоты встречаются очень редко. Все проблемы, связанные с высокими температурами, решаются установкой импульсных преобразователей, расположенных следом за модуляторами. В регуляторах переменного тока, мощность которых не превышает 5 В, применяются фильтры с низкой частотой. Управление по катоду в таких приборах выполняется путем подавления входного напряжения.
Во время регулировок в сети должна быть обеспечена плавная стабилизация тока. При высоких нагрузках схема дополняется стабилитронами обратного направления. Для их соединения между собой используются транзисторы и дроссель. Таким образом, регулятор тока на транзисторе выполняет преобразование тока быстро и без потерь.
Следует отдельно остановиться на регуляторах тока, предназначенных для активных нагрузок. В схемах этих устройств используются тиристоры триодного типа, способные пропускать сигналы в обоих направлениях. Ток анода в цепи снижается в тот период, когда понижается и предельная частота данного устройства. Частота может колебаться в пределах, установленных для каждого прибора. От этого будет зависеть и максимальное выходное напряжение. Для обеспечения такого режима используются резисторы полевого типа и обычные конденсаторы, способные выдерживать сопротивление до 9 Ом.
Частота может колебаться в пределах, установленных для каждого прибора. От этого будет зависеть и максимальное выходное напряжение. Для обеспечения такого режима используются резисторы полевого типа и обычные конденсаторы, способные выдерживать сопротивление до 9 Ом.
Очень часто в таких регуляторах применяются импульсные стабилитроны, способные преодолевать высокую амплитуду электромагнитных колебаний. Иначе, в результате быстрого роста температуры транзисторов, они сразу же придут в нерабочее состояние.
Схема регулятора напряжения и тока
Прежде чем рассматривать схему регулятора напряжения, необходимо хотя-бы в общих чертах ознакомиться с принципом его работы. В качестве примера можно взять тиристорный регулятор напряжения, широко распространенный во многих схемах.
Основной деталью таких устройств, как регулятор сварочного тока является тиристор, который считается одним из мощных полупроводниковых устройств. Лучше всего он подходит для преобразователей энергии с высокой мощностью. Управление этим прибором имеет свою специфику: он открывается импульсом тока, а закрывается при падении тока почти до нулевой отметки, то есть ниже тока удержания. В связи с этим, тиристоры преимущественно используются для работы с переменным током.
Управление этим прибором имеет свою специфику: он открывается импульсом тока, а закрывается при падении тока почти до нулевой отметки, то есть ниже тока удержания. В связи с этим, тиристоры преимущественно используются для работы с переменным током.
Регулировать переменное напряжение с помощью тиристоров можно разными способами. Один из них основан на пропуске или запрете целых периодов или полупериодов на выход регулятора. В другом случае тиристор включается не в начале полупериода напряжения, а с небольшой задержкой. В это время напряжение на выходе будет нулевым, соответственно мощность не будет передаваться на выход. Во второй части полупериода тиристором уже будет проводиться ток и на выходе регулятора появится напряжение.
Время задержки известно еще и как угол открытия тиристора. Если он имеет нулевое значение, все входное напряжение будет попадать на выход, а падение напряжения на открытом тиристоре будет потеряно. Когда угол начинает увеличиваться, под действием тиристорного регулятора выходное напряжение будет снижаться. Следовательно, если угол, равен 90 электрическим градусам, на выходе будет лишь половина входного напряжения, если же угол составляет 180 градусов выходное напряжение будет нулевым.
Следовательно, если угол, равен 90 электрическим градусам, на выходе будет лишь половина входного напряжения, если же угол составляет 180 градусов выходное напряжение будет нулевым.
Принципы фазового регулирования позволяют создать не только регулятор тока и напряжения для зарядного устройства, но и схемы стабилизации, регулирования, а также плавного пуска. В последнем случае напряжение повышается постепенно, от нулевой отметки до максимального значения.
На основе физических свойств тиристоров была создана классическая схема регулятора тока. В случае применения охладителей для диодов и тиристора, полученный регулятор сможет отдавать в нагрузку до 10 А. Таким образом, при напряжении 220 вольт появляется возможность регулировки напряжения на нагрузке, мощностью 2,2 кВт.
Подобные устройства состоят всего из двух силовых компонентов тиристора и диодного моста, рассчитанных на ток 10 А и напряжение 400 В. Диодный мост осуществляет превращение переменного напряжения в однополярное пульсирующее напряжение. Фазовая регулировка полупериодов выполняется с помощью тиристора.
Для параметрического стабилизатора, ограничивающего напряжение, используется два резистора и стабилитрон. Это напряжение подается на систему управления и составляет 15 вольт. Резисторы включаются последовательно, увеличивая тем самым пробивное напряжение и рассеиваемую мощность. На основании самых простых деталей можно легко изготовить самодельные регуляторы тока, схема которых будет довольно простой. В качестве конкретного примера стоит подробнее рассмотреть тиристорный регулятор сварочного тока.
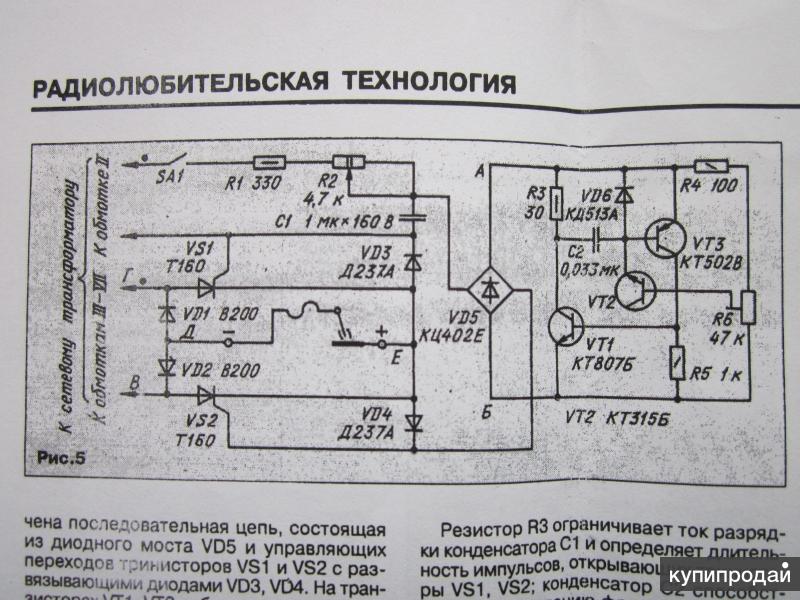
Схема тиристорного регулятора сварочного тока
Принципы дуговой сварки известны всем, кто сталкивался со сварочными работами. Для получения сварочного соединения, требуется создать электрическую дугу. Она возникает в том момент, когда напряжение подается между сварочным электродом и свариваемым материалом. Под действием тока дуги металл расплавляется, образуя между торцами своеобразную расплавленную ванну. Когда шов остывает, обе металлические детали оказываются крепко соединенными между собой.
Она возникает в том момент, когда напряжение подается между сварочным электродом и свариваемым материалом. Под действием тока дуги металл расплавляется, образуя между торцами своеобразную расплавленную ванну. Когда шов остывает, обе металлические детали оказываются крепко соединенными между собой.
В нашей стране частота переменного тока составляет 50 Гц, фазное напряжение питания 220 В. В каждом сварочном трансформаторе имеется две обмотки первичная и вторичная. Напряжение вторичной обмотки трансформатора или вторичное напряжение составляет 70 В.
Сварка может проводиться в ручном или автоматическом режиме. В домашних условиях, когда создан регулятор тока и напряжения своими руками, сварочные работы выполняются ручным способом. Автоматическая сварка используется в промышленном производстве при больших объемах работ.
Ручная сварка имеет ряд параметров, подлежащих изменениям и регулировкам. Прежде всего, это касается силы сварочного тока и напряжения дуги. Кроме того, может изменяться скорость электрода, его марка и диаметр, а также количество проходов, требующихся на один шов. В связи с этим, большое значение имеет правильный выбор параметров и поддержание их оптимальных значений в течение всего сварочного процесса. Только таким образом можно обеспечить качественное сварное соединение.
В связи с этим, большое значение имеет правильный выбор параметров и поддержание их оптимальных значений в течение всего сварочного процесса. Только таким образом можно обеспечить качественное сварное соединение.
Изменение силы тока при сварке может выполняться различными способами. Наиболее простой из них заключается в установке пассивных элементов во вторичной цепи. В этом случае используется последовательное включение в сварочную цепь резистора или дросселя. В результате, сила тока и напряжение дуги изменяется за счет сопротивления и вызванного им падения напряжения. Дополнительные резисторы позволяют смягчить вольтамперные характеристики источника питания. Они изготавливаются из нихромовой проволоки диаметром 5-10 мм. Данный способ чаще всего используется, когда требуется изготовить регулятор тока. Однако такая конструкция обладает небольшим диапазоном регулировок и сложностями перестройки параметров.
Следующий способ регулировок связан с переключением количества витков трансформаторных обмоток. За счет этого происходит изменение коэффициента трансформации. Данные регуляторы просты в изготовлении и эксплуатации, достаточно всего лишь сделать отводы при намотке витков. Для коммутации применяется переключатель, способный выдерживать большие значения тока и напряжения.
За счет этого происходит изменение коэффициента трансформации. Данные регуляторы просты в изготовлении и эксплуатации, достаточно всего лишь сделать отводы при намотке витков. Для коммутации применяется переключатель, способный выдерживать большие значения тока и напряжения.
Нередко регулировки осуществляются путем изменения магнитного потока трансформатора. Этот способ также применяется, когда необходимо сделать регулятор тока своими руками. В этом случае для регулировки используется подвижность обмоток, изменение зазора или ввод магнитного шунта.
PAWLAK Промышленная автоматика — гальваника, машины контактной сварки, электроприводы, промышленная автоматика
Тиристорный регулятор мощности и времени контактной сварки
для линейных сварочных аппаратов
Представляем доступное, простое в использовании и надежное устройство для питания сварочных трансформаторов машины для линейной контактной сварки.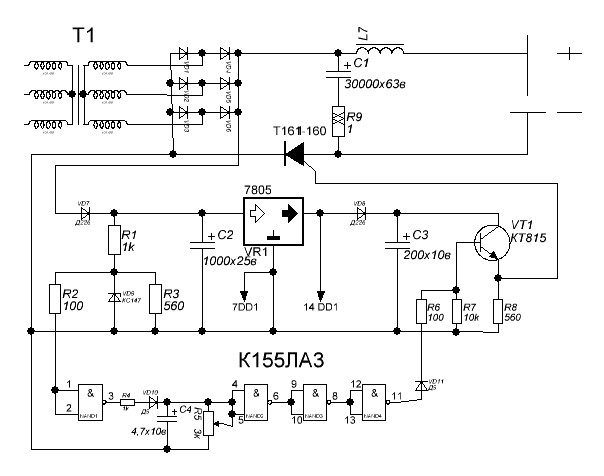
Представленное устройство является результатом опыта, накопленного в течение нескольких десятилетий работы над электронными схемами для аппаратов контактной сварки.
Характеристики устройства:
- Индивидуальные параметры контактной сварки для начальной, средней и конечной части свариваемого изделия,
- настройки параметров контактной сварки:
- Мощность контактной сварки,
- время контактной сварки,
Встроенные режимы контактной сварки - :
- непрерывный,
- с гибко настраиваемыми интервалами без тока,
- защитные фильтры для тиристорного модуля,
- пониженный уровень шума в сеть электроснабжения,
- цифровая система устранения постоянной составляющей,
- гальванически развязаны входы и выходы для защиты от повреждений.


Нами произведен ряд успешных модернизаций машин линейной контактной сварки различных производителей. Высокое качество наших тиристорных регуляторов мощности и времени контактной сварки подтверждается нашими довольными клиентами, которые возвращаются спустя годы, чтобы заказать модернизацию следующих сварочных аппаратов на своих заводах.
СПЕЦИАЛИЗИРОВАННАЯ КОНСУЛЬТАЦИЯ: Индивидуальные параметры для трех фаз сварки
Предлагаемый тиристорный регулятор мощности и времени контактной сварки для линейных сварочных аппаратов позволяет задавать индивидуальные параметры для трех фаз сварки — начальной, средней и конечной. Как правило, начальная и конечная фазы контактной сварки имеют длину несколько миллиметров, а средняя фаза включает оставшуюся часть изделия. Возможность установки других сварочных токов в начальной и конечной фазах, чем в средней, имеет ряд преимуществ. Это снижает шунтирующий эффект и, как следствие, позволяет получить одинаковый шов по всей длине (это особенно важно при производстве банок, где обгорание краев приведет к утечке жидкости изнутри банки). Позволяет повысить прочность сварного шва на кромках изделия, что важно при дальнейшей механической обработке, где на материал действуют большие усилия (например, изготовление воздуховодов).
Позволяет повысить прочность сварного шва на кромках изделия, что важно при дальнейшей механической обработке, где на материал действуют большие усилия (например, изготовление воздуховодов).
Регуляторы тока контактной сварки, регуляторы мощности контактной сварки, регуляторы тока контактной сварки, регуляторы мощности контактной сварки, регуляторы аппаратов контактной сварки, контроллеры аппаратов контактной сварки, контроллеры аппаратов контактной сварки, автоматизация аппаратов контактной сварки, модернизация аппаратов контактной сварки
Система управления линейной сварочной машиной
Мы предлагаем комплексную автоматизацию линейных сварочных машин для производства воздуховодов, банок и многих других изделий.
Предлагаемая система управления идеально подходит для модернизации старых машин линейной контактной сварки. Обеспечивает высокую надежность благодаря использованию современных фирменных компонентов автоматики, а также замене ненадежных электромеханических датчиков на индуктивные датчики.
Характеристики системы управления линейными сварочными машинами:
- современная система с ПЛК,
- простота использования,
- управление пневматическим электродным роликом,
- защита персонала благодаря использованию защитного реле,
- установка надежных бесконтактных индуктивных датчиков,
- защита двигателей с помощью автоматических выключателей,
- автоматический режим работы,
- ручной режим работы,
- возможность выключения или включения подачи проволоки,
- возможность работы с двумя проволоками (отдельно для верхнего и нижнего ролика),
- возможность работы с одной и той же проволокой для верхних и нижних роликов,
- обработка аварийных ситуаций,
- дополнительно: цветной человеко-машинный интерфейс,
- дополнительно: частотно-регулируемый привод (регулировка скорости двигателя).
ПРИМЕР: Система управления на заводе по производству воздуховодов
Наша система управления использовалась для модернизации старого типа машины для линейной контактной сварки на заводе по производству воздуховодов. Благодаря использованию современных фирменных компонентов промышленной автоматики и устранению ненадежных электромеханических датчиков мы повысили надежность. Система управления была разработана с учетом простоты использования, поэтому обучение персонала длилось недолго. Использование линейной сварочной машины для производства воздуховодов имеет ряд преимуществ перед применявшейся ранее точечной сваркой. Очевидным преимуществом является ускорение производственного процесса. Кроме того, линейный шов проходит по всей длине изделия, поэтому шов имеет большую прочность, чем швы, выполненные только в определенных точках точечной сваркой.
Благодаря использованию современных фирменных компонентов промышленной автоматики и устранению ненадежных электромеханических датчиков мы повысили надежность. Система управления была разработана с учетом простоты использования, поэтому обучение персонала длилось недолго. Использование линейной сварочной машины для производства воздуховодов имеет ряд преимуществ перед применявшейся ранее точечной сваркой. Очевидным преимуществом является ускорение производственного процесса. Кроме того, линейный шов проходит по всей длине изделия, поэтому шов имеет большую прочность, чем швы, выполненные только в определенных точках точечной сваркой.
машины для линейной контактной сварки, машины для контактной сварки, машины для линейной сварки, машины для шовной сварки, машины для линейной контактной сварки, машины для контактной сварки, линейные сварщики, машины для шовной сварки, автоматизация линейных сварщиков, автоматизация шовных сварщиков, автоматизация линейных сварочных машин, машины для шовной сварки автоматика, система управления линейными сварочными аппаратами, система управления линейными сварочными аппаратами
Top 3 Rectified DC Welding Power Sources
РЕКЛАМА:
Эта статья проливает свет на три лучших сварочных источника постоянного тока с выпрямлением.
Можно спроектировать источник сварочного тока, управление которым зависит от способности стробирующего сигнала включать тиристор в желаемый момент. Схема одного типа трехфазного тиристора показана на рис. 4.35.
Этот источник сварочного тока состоит из понижающего трансформатора Tr, кремниевого выпрямительного блока SCR, вентилятора F и распределительного устройства, встроенных в общий корпус. Выпрямитель преобразует трехфазный ток в постоянный для дуговой сварки. Трансформатор может быть высокореактивного типа для достижения падающих вольт-амперных характеристик.
ОБЪЯВЛЕНИЙ:
Сварочный ток, получаемый от большинства таких устройств, можно регулировать в двух диапазонах. Переключение с диапазона на диапазон осуществляется путем соединения первичной и вторичной обмоток трансформатора в звезду или треугольник с помощью соединений на плате РПН T B .
В пределах каждого диапазона сварочный ток можно непрерывно регулировать, изменяя расстояние между первичной и вторичной обмотками и, таким образом, изменяя реактивное сопротивление рассеяния трансформатора. Соответственно, обмотки имеют подвижную конструкцию и могут перемещаться вверх или вниз вращением маховика.
Кроме того, чтобы отрегулировать количество мощности в нагрузке с помощью SCR, необходимо точно определить время, когда в любом заданном полупериоде должна начаться проводимость. Если требуется большая мощность, проводимость должна начинаться в начале полупериода. Если требуется низкая мощность, проводимость задерживается до конца полупериода, как показано на рис. 4.36, где мощность, подаваемая на нагрузку в импульсах, пропорциональна заштрихованным областям под огибающими формы волны. Это известно как фазовый контроль.
ОБЪЯВЛЕНИЙ:
Из рис. 4.36 видно, что могут существовать значительные интервалы, когда на нагрузку не подается питание. Это может привести к обрыву дуги.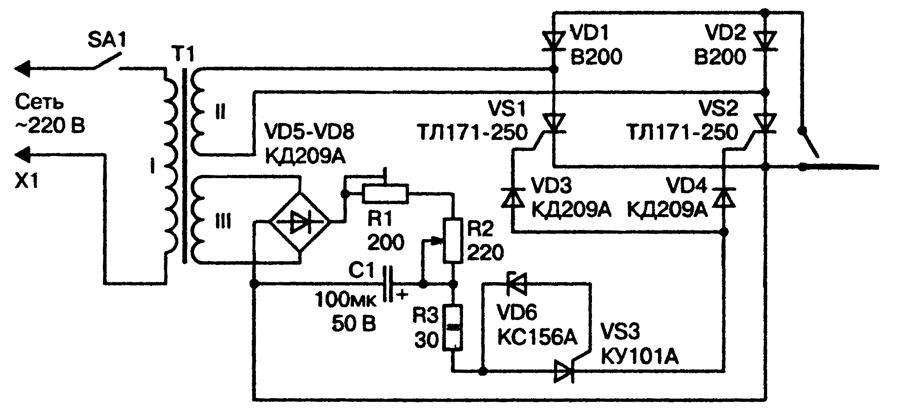 Это требует фильтрации волн, которая осуществляется путем обеспечения необходимой индуктивности в сварочной цепи.
Это требует фильтрации волн, которая осуществляется путем обеспечения необходимой индуктивности в сварочной цепи.
Вольт-амперная характеристика источника питания SCR может быть сформирована и адаптирована для конкретного процесса сварки и его применения. Фактически эти источники питания могут обеспечить любую желаемую вольт-амперную характеристику от постоянного напряжения до постоянного тока.
Хотя диоды обычно монтируются на радиаторах из алюминиевых пластин, чтобы поддерживать их температуру в допустимых пределах, для общего охлаждения трансформатора и выпрямительного блока может быть предусмотрен вентилятор, установленный внутри корпуса.
ОБЪЯВЛЕНИЙ:
Первичная обмотка трансформатора подключена к трехфазной сети переменного тока через магнитный пускатель MS. Катушка пускателя подключается к сети через нормально разомкнутый контакт «без перегрузки». который закрывается только при включении вентилятора. Когда вентилятор запускается путем перевода его переключателя FS в положение «включено», поток воздуха течет на крыльчатку реле вентилятора, Н. О. контакты реле включают катушку стартера, а Н.О. контакты магнитного пускателя подключают первичную обмотку трансформатора к линии. Если в вентиляторе возникает какая-либо неисправность, выпрямитель автоматически отключается от сети.
О. контакты реле включают катушку стартера, а Н.О. контакты магнитного пускателя подключают первичную обмотку трансформатора к линии. Если в вентиляторе возникает какая-либо неисправность, выпрямитель автоматически отключается от сети.
Высокая частота подавляется блоком конденсаторов CF.
Ячейки SCR в блоке выпрямителя объединены в трехфазную мостовую схему, которая сводит пульсации тока выпрямителя к минимуму.
Твердотельный преобразователь:
ОБЪЯВЛЕНИЙ:
Д. в. Выпрямительные источники сварочного тока, как правило, довольно тяжелые, и основной причиной этого является вес трансформатора и индуктора фильтра. Предыдущие попытки уменьшить вес и массу за счет замены медных обмоток на алюминиевые не очень увенчались успехом. Однако для достижения этой цели использование инверторной технологии оказалось очень полезным.
Обычный трансформатор работает при частоте входящей сети 50 Гц. Поскольку размер трансформатора обратно пропорционален частоте питания, возможно уменьшение размера и веса источника питания до 75 % с помощью инверторной схемы, показанной на рис. 4.36 A.
4.36 A.
В этом типе источника питания первичный переменный ток питание сначала выпрямляется, и в результате получается высокий постоянный ток. напряжение преобразуется инвертором в переменный ток высокой частоты. перед подачей на главный сварочный трансформатор. Поскольку рабочая частота составляет от 5000 до 50 000 Гц, трансформатор имеет небольшой размер. Используя этот подход, можно изготовить очень компактные и портативные источники питания.
Типичная схема выпрямителя/инвертора показана на рис. 4.36 B. В этой схеме выходная мощность регулируется с использованием принципа управления соотношением времени (TRC). Твердотельные устройства (полупроводники) в инверторе действуют как переключатели, т. Е. Они либо «включены» и проводят ток, либо выключены и блокируют.
Эта операция включения и выключения иногда называется «операцией режима переключения». TRC — это регулирование времени включения и выключения переключателей для управления выходом.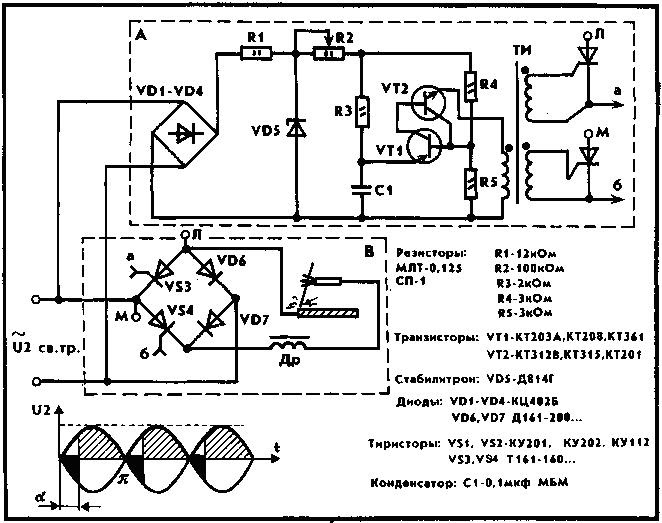 Когда переключатель включен, выходное напряжение (В 2 ) равно входному напряжению (В 1 ). Когда переключатель выключен, выходное напряжение, В 2 = 0,
Когда переключатель включен, выходное напряжение (В 2 ) равно входному напряжению (В 1 ). Когда переключатель выключен, выходное напряжение, В 2 = 0,
Среднее значение выходного напряжения, В 2 определяется по формуле:
TRC, представленный уравнением (4.3), предлагает два метода управления выходом инверторного источника сварочного питания, а именно широтно-импульсная модуляция, т. е. изменение t на , и частотная модуляция, т. е. изменение f c . Элементы управления TRC позволяют оператору выбирать либо постоянный ток, либо постоянное напряжение, и с соответствующими опциями эти источники питания могут обеспечивать выход импульсного тока.
ОБЪЯВЛЕНИЙ:
Схема инверторного типа изначально использовалась для источников питания SMAW, но теперь она используется для блоков GTAW и GMAW.
Источник № 2. Источники питания для импульсной дуговой сварки: Импульсный ток находит все более широкое применение в процессах дуговой сварки вольфрамовым электродом в среде защитного газа и в процессах дуговой сварки в среде защитного газа. В то время как в GTAW он служит для управления размером сварочной ванны и скоростью охлаждения металла шва без каких-либо манипуляций с дугой, в GMAW он обеспечивает распыление и контролируемый режим переноса металла при более низком сварочном токе для определенного типа и диаметра используемого электрода.
В то время как в GTAW он служит для управления размером сварочной ванны и скоростью охлаждения металла шва без каких-либо манипуляций с дугой, в GMAW он обеспечивает распыление и контролируемый режим переноса металла при более низком сварочном токе для определенного типа и диаметра используемого электрода.
Типичный источник питания для импульсной дуговой сварки обычно состоит из трехфазного сварочного трансформатора с выпрямителем, подключенного параллельно с однофазным однополупериодным выпрямителем. Трехфазный блок обеспечивает фоновый ток, а однофазный блок обеспечивает пиковый ток. Блоки трансформатора и выпрямителя смонтированы в одном корпусе с соответствующими органами управления для индивидуальной регулировки фоновых и пиковых токов.
ОБЪЯВЛЕНИЙ:
Размер электрода и скорость подачи определяются настройкой пикового тока. Пиковый ток устанавливается чуть выше значения, обеспечивающего распылительный режим переноса металла для данного диаметра электрода и скорости подачи.
Распылительный перенос происходит во время пикового тока, в то время как шаровидный перенос не происходит из-за нехватки времени на уровне фонового тока. Таким образом, он обеспечивает скорость осаждения между скоростями непрерывного распылительного переноса и шаровидного переноса.
Источник № 3. Транзисторные источники сварочного тока:Как и ячейка выпрямителя, транзистор является еще одним твердотельным устройством, которое используется в источниках питания для сварки. Однако в настоящее время транзисторы используются только для таких источников питания, которые требуют точного контроля ряда переменных.
Транзистор отличается от SCR тем, что проводимость через него пропорциональна приложенному управляющему сигналу. Таким образом, при подаче слабого сигнала проводимость слабая, а при большом сигнале проводимость большая. Кроме того, транзистор можно отключить с помощью сигнала, который отличается от SCR, в котором потенциал анода должен упасть до уровня ниже, чем у катода, или ток должен прекратиться, чтобы SCR прекратил работу.