
Печатная плата — Википедия
 Печатная плата со смонтированными на ней электронными компонентами.
Печатная плата со смонтированными на ней электронными компонентами.  Гибкая печатная плата с установленными деталями объёмного и поверхностного монтажа.
Гибкая печатная плата с установленными деталями объёмного и поверхностного монтажа. 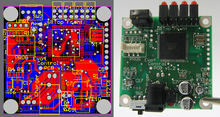 Чертеж платы в CAD-программе и готовая плата
Чертеж платы в CAD-программе и готовая плата 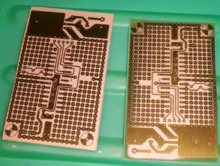 Две макетных платы для микроконтроллера ATmega8. На левой плате: сверху место для силовых транзисторов, под ним разъём программатора. В центре место для микросхемы, слева от неё — место для «кварца». По кромке платы проведены дорожки питания и «земли».
Две макетных платы для микроконтроллера ATmega8. На левой плате: сверху место для силовых транзисторов, под ним разъём программатора. В центре место для микросхемы, слева от неё — место для «кварца». По кромке платы проведены дорожки питания и «земли». 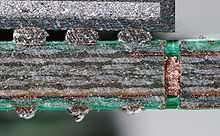
Печа́тная пла́та (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твёрдой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки для монтажа выводных или планарных компонентов. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С внешних сторон на плату обычно нанесены защитное покрытие («паяльная маска») и маркировка (вспомогательный рисунок и текст согласно конструкторской документации).
Виды печатных плат[править | править код]
В зависимости от количества слоёв с электропроводящим рисунком печатные платы подразделяют на:
- односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика;
- двухсторонние (ДПП): два слоя фольги;
- многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика. Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат[1].
По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах[1].
По свойствам материала основы:
Печатные платы могут иметь свои особенности в связи с их назначением и требованиями к особым условиям эксплуатации (например, расширенный диапазон температур), или особенности применения (например, платы для приборов, работающих на
Материалы[править | править код]
Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс.
Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. Для дальнейшего улучшения тепловых характеристик металлическое основание платы может крепиться к радиатору.
В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д)
- в керамике обычно невозможно выполнение отверстий, а в ФАФ-4Д — металлизация отверстий;
- сами по себе такие платы не могут быть несущей конструкцией, поэтому используются совместно с подложкой (основанием).
Существуют современные материалы и технологии, позволяющие преодолеть первое ограничение, но не второе.
Гибкие платы делают из полиимидных материалов, таких как каптон.
Конструирование плат происходит в специализированных программах автоматизированного проектирования. Наиболее известны Altium Designer, P-CAD, OrCAD, TopoR, Specctra, Proteus, gEDA, KiCad и др.
Стандарты[править | править код]
В России существуют стандарты на конструкторскую документацию печатных плат в рамках Единой системы конструкторской документации:
- ГОСТ 2.123-93 «Единая система конструкторской документации. Комплектность конструкторской документации на печатные платы при автоматизированном проектировании»;
- ГОСТ 2.417-91 «Единая система конструкторской документации. Платы печатные. Правила выполнения чертежей».
Другие стандарты на печатные платы:
- ГОСТ Р 53386-2009 «Платы печатные. Термины и определения»;
- ГОСТ Р 53429-2009 «Платы печатные. Основные параметры конструкции». В России данный национальный стандарт задаёт классы точности печатных плат и соответствующие геометрические параметры. Также нормируются основные электрические параметры проводников и диэлектриков. Данный стандарт является переработкой регионального стандарта ГОСТ 23751-86;
- ГОСТ 23752-79 «Платы печатные. Общие технические условия». Стандарт регламентирует технические требования к изготовленным печатным платам, правила приёмки, методы испытаний и др.
Типовой процесс[править | править код]
Рассмотрим типовой процесс проектирования печатной платы по готовой принципиальной электрической схеме: [4]
- Подготовка к проектированию:
- Импорт принципиальной электрической схемы в базу данных САПР печатной платы. Как правило, подготовка схемы выполняется в отдельной схемотехнической САПР. Некоторые пакеты САПР содержат компоненты как схемотехники, так и конструирования. Другие САПР печатных плат не имеют схемотехнического редактора в своём составе, только импортируя электрическую схему популярных форматов.
- Ввод в САПР компонентов (чертежей каждого компонента, расположения и назначения выводов и др). Обычно при этом используются готовые библиотеки компонентов, поставляемые разработчиками САПР.
- Уточнение у будущего изготовителя печатной платы его технологических возможностей (имеющиеся материалы, количество слоёв, класс точности, допустимые диаметры отверстий, возможность покрытий и т.п.). На основании этих данных производится предварительный выбор материала платы, количества слоёв металлизации, толщины материала и фольги, класс точности, и они же являются исходными данными для конфигурирования DRC (см. ниже), используемыми как для автоматической разводки, так и для проверки разведённой платы. Чаще всего оптимален фольгированный стеклотекстолит толщиной 1,5 мм с толщиной фольги 18 или 35 мкм.
- Конструирование платы:
- Определение конструкции печатной платы (контур и габаритные размеры, крепёжные отверстия, максимально допустимая высота компонентов). Вычерчивание габаритов (краёв) платы, вырезов и крепёжных отверстий, областей запрета размещения компонентов. Размещение конструктивно-привязанных деталей: разъёмов, индикаторов, кнопок и др. Определение правил расположения критичных проводников: выделение областей прокладки сильноточных проводников и шин питания; компоновка высокочастотных и дифференциальных линий, определение методов прокладки и экранировки чувствительных к помехам цепей и цепей — источников помех.
- Выполнение автоматического или ручного размещения компонентов. Обычно стремятся разместить все компоненты на одной стороне платы, поскольку двусторонний монтаж деталей заметно дороже в производстве.
- Запуск автоматического трассировщика. При неудовлетворительном результате — переразмещение компонентов. Эти два шага зачастую выполняются десятки или сотни раз подряд. В некоторых случаях трассировка печатных плат (отрисовка
- Проверка платы на ошибки (DRC, Design Rules Check): проверка на зазоры, замыкания, наложения компонентов и др.
- В некоторых случаях требуется расчёт механических свойств полученной печатной платы: частоты собственного механического резонанса и ударной прочности. При необходимости изменяют опорные точки платы или размещение тяжёлых компонентов.
- Определение конструкции печатной платы (контур и габаритные размеры, крепёжные отверстия, максимально допустимая высота компонентов). Вычерчивание габаритов (краёв) платы, вырезов и крепёжных отверстий, областей запрета размещения компонентов. Размещение конструктивно-привязанных деталей: разъёмов, индикаторов, кнопок и др. Определение правил расположения критичных проводников: выделение областей прокладки сильноточных проводников и шин питания; компоновка высокочастотных и дифференциальных линий, определение методов прокладки и экранировки чувствительных к помехам цепей и цепей — источников помех.
- Создание выходной конструкторской документации:
- Экспорт файла в формат, принимаемый изготовителем печатных плат, например, Gerber.
- Оформление конструкторской документации, согласно действующим стандартам, в которой указаны технические требования для изготовления печатной платы: наименование материала фольгированного основания, диаметры сверления всех типов отверстий, вид переходных отверстий (закрытые паяльной маской или открытые, лужёные), области гальванических покрытий и их тип, цвет паяльной маски и её тип, необходимость маркировки, способ обработки контура плат (фрезеровка или скрайбирование) и т.п. По согласованию с изготовителем требования могут указываться в сопроводительной записке.
Типичные ошибки конструирования[править | править код]
Производители печатных плат часто сталкиваются с неочевидными ошибками конструирования начинающими инженерами. Наиболее типичные ошибки
- Неверный выбор диаметра сверления отверстий для монтажа компонентов. В процессе изготовления платы часть просвета отверстия уходит на металлизацию, что может приводить к невозможности нормального монтажа компонента.
- Ошибки в согласовании требуемого размера контура печатной платы с методом его обработки. Разные методы обработки контура требуют соответствующего припуска.
- Ошибки при выборе отдельных размеров проводников, зазоров, отверстий, окантовки отверстий и т.п. Эти размеры определяют класс точности, а, значит, цену и сроки изготовления плат. Даже один элемент с ошибочно малым размером может переквалифицировать класс точности всей платы.
- Неравномерное распределение дорожек, полигонов и точек пайки на крупногабаритных печатных платах может приводить к короблению плат после пайки в печах.
- Отсутствие термозазора вокруг точек монтажа компонентов при подключении к крупным заливкам фольгой (полигонам или широким дорожкам) приводит к затруднениям и браку при пайке: медь является эффективным теплоотводом и затрудняет прогрев места пайки.
- Для плат, подлежащих лакированию, следует учитывать требования к расположению разъёмов и других не подлежащих лакированию компонентов. В противном случае растёт процент брака при попадании лака на контакты разъёмов.
Изготовление ПП возможно аддитивным или субтрактивным методом. В аддитивном методе проводящий рисунок формируется на нефольгированном материале путём химического меднения через предварительно нанесённую на материал защитную маску. В субтрактивном методе проводящий рисунок формируется на фольгированном материале путём удаления ненужных участков фольги. В современной промышленности применяется исключительно субтрактивный метод.
Весь процесс изготовления печатных плат можно разделить на четыре этапа:
- Изготовление заготовки (фольгированного материала).
- Обработка заготовки с целью получения нужных электрического и механического вида.
- Монтаж компонентов.
- Тестирование.
Часто под изготовлением печатных плат понимают только обработку заготовки (фольгированного материала). Типовой процесс обработки фольгированного материала состоит из нескольких этапов: сверловка переходных отверстий, получение рисунка проводников путём удаления излишков медной фольги, металлизация отверстий, нанесение защитных покрытий и лужение, нанесение маркировки.[7] Для многослойных печатных плат добавляется прессование конечной платы из нескольких заготовок.
Изготовление фольгированного материала[править | править код]
Фольгированный материал — плоский лист диэлектрика с наклеенной на него медной фольгой. Как правило, в качестве диэлектрика используют стеклотекстолит. В старой или очень дешёвой аппаратуре используют текстолит на тканевой или бумажной основе, иногда именуемый гетинаксом. В СВЧ-устройствах используют фторсодержащие полимеры (фторопласты). Толщина диэлектрика определяется требуемой механической и электрической прочностью, наиболее распространённая толщина как однослойных, так и многослойных плат составляет порядка 1,5 мм; для многослойных плат используются более тонкие слои диэлектрика.
На диэлектрик с одной или двух сторон наклеивают сплошной лист медной фольги. Толщина фольги определяется токами, под которые проектируется плата. Наибольшее распространение получила фольга толщиной 18 и 35 мкм, гораздо реже встречаются 70, 105 и 140 мкм. Такие значения исходят из стандартных толщин меди в импортных материалах, в которых толщина слоя медной фольги исчисляется в унциях (oz) на квадратный фут. 18 мкм соответствует ½ oz и 35 мкм — 1 oz. При аддитивных технологиях изготовления печатных плат используется нефольгированный диэлектрик.
Алюминиевые печатные платы[править | править код]
Светодиод на алюминиевой печатной платеОтдельную группу материалов составляют металлические печатные платы из алюминия. Алюминиевые платы часто используются, когда требуется отводить тепло через поверхность платы, например — в светодиодных светильниках. Их можно разделить на две группы.
Первая группа — решения в виде листа алюминия с качественно оксидированной поверхностью, на которую наклеена медная фольга. Такие платы нельзя сверлить, поэтому обычно их делают только односторонними. Обработка таких фольгированных материалов выполняется по традиционным технологиям химического нанесения рисунка. Иногда вместо алюминия применяют медь или сталь, ламинированные тонким изолятором и фольгой. Медь имеет бо́льшую теплопроводность, нержавеющая сталь платы обеспечивает коррозионную стойкость.[8]
Вторая группа подразумевает создание токопроводящего рисунка непосредственно в алюминии основы. Для этой цели алюминиевый лист оксидируют не только по поверхности, но и на всю глубину основы согласно рисунку токопроводящих областей, заданному фотошаблоном.[9][10]
Обработка заготовки[править | править код]
Получение рисунка проводников[править | править код]
При изготовлении плат используются химические, электролитические или механические методы воспроизведения требуемого токопроводящего рисунка, а также их комбинации.
Химический способ[править | править код]
Химический способ изготовления печатных плат из готового фольгированного материала состоит из двух основных этапов: нанесение защитного слоя на фольгу и травление незащищенных участков химическими методами.
В промышленности защитный слой наносится фотолитографическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезистом сплошь покрывают медь фольги, после чего рисунок дорожек с фотошаблона переносят на фоторезист засветкой. Засвеченный фоторезист смывается, обнажая медную фольгу для травления, незасвеченный фоторезист фиксируется на фольге, защищая её от травления.
Фоторезист бывает жидким или пленочным. Жидкий фоторезист наносят в промышленных условиях, так как он чувствителен к несоблюдению технологии нанесения. Пленочный фоторезист популярен при ручном изготовлении плат, однако он дороже. Фотошаблон представляет собой УФ-прозрачный материал с распечатанным на нём рисунком дорожек. После экспозиции фоторезист проявляется и закрепляется как и в обычном фотохимическом процессе.
В любительских условиях защитный слой в виде лака или краски может быть нанесен шелкотрафаретным способом или вручную. Радиолюбители для формирования на фольге травильной маски применяют перенос тонера с изображения, отпечатанного на лазерном принтере («лазерно-утюжная технология»).
Под травлением фольги понимают химический процесс перевода меди в растворимые соединения. Незащищенная фольга травится, чаще всего, в растворе хлорного железа или в растворе других химикатов, например медного купороса, персульфата аммония, аммиачного медно-хлоридного, аммиачного медно-сульфатного, на основе хлоритов, на основе хромового ангидрида[11]. При использовании хлорного железа процесс травления платы идёт следующим образом: FeCl3 + Cu → FeCl2 + CuCl. Типовая концентрация раствора 400 г/л, температура до 35 °C. При использовании персульфата аммония процесс травления платы идет следующим образом: (NH4)2S2O8 + Cu → (NH4)2SO4 + CuSO4[11].
После травления защитный рисунок с фольги смывается.
Механический способ[править | править код]
Механический способ изготовления предполагает использование фрезерно-гравировальных станков или других инструментов для механического удаления слоя фольги с заданных участков.
Лазерная гравировка[править | править код]
До недавнего времени лазерная гравировка печатных плат была слабо распространена в связи с хорошими отражающими свойствами меди на длине волны наиболее распространённых мощных газовых СО лазеров. В связи с прогрессом в области лазеростроения сейчас начали появляться промышленные установки прототипирования на базе лазеров.[12]
Металлизация отверстий[править | править код]
Переходные и монтажные отверстия могут сверлиться, пробиваться механически (в мягких материалах типа гетинакса) или прожигаться лазером (очень тонкие переходные отверстия). Металлизация отверстий обычно выполняется химическим или, реже, механическим способом.
Механическая металлизация отверстий выполняется специальными заклёпками, пропаянными отрезками провода или заливкой отверстия токопроводящим клеем (отверждаемой пастой). Механический способ дорог в производстве и потому применяется крайне редко, обычно — в высоконадёжных штучных решениях, специальной сильноточной технике или радиолюбительских условиях при штучном исполнении.
При химической металлизации в фольгированной заготовке сначала сверлятся отверстия, затем они металлизируются осаждением меди и только потом производится травление фольги для получения рисунка печати. Химическая металлизация отверстий — многостадийный сложный процесс, чувствительный к качеству реактивов и соблюдению технологии. Поэтому в радиолюбительских условиях практически не применяется. Упрощённо состоит из таких этапов:
- Нанесение на диэлектрик стенок отверстия проводящей подложки. Эта подложка очень тонкая, непрочная. Наносится химическим осаждением металла из нестабильных соединений, таких как хлорид палладия.
- На полученную основу производится электролитическое или химическое осаждение меди.
- В конце производственного цикла для защиты довольно рыхлой осаждённой меди применяется либо горячее лужение, либо отверстие защищается лаком (паяльной маской). Нелужёные переходные отверстия низкого качества являются одной из самых частых причин отказа электронной техники.
Прессование многослойных плат[править | править код]
Многослойные платы (с числом слоёв проводников более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоёв пакета — их на этом этапе оставляют с нетронутой фольгой). Их собирают «бутербродом» со специальными прокладками (препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоёв.[1] Поскольку толщина меди во внешних слоях увеличивается на величину гальванически осаждённой меди при металлизации переходных отверстий, это накладывает дополнительные ограничения на ширину дорожек и зазоров между ними.
Переходные отверстия в таких многослойных платах могут также делаться до прессования. Если отверстия делаются до прессования, то можно получать платы с так называемыми «глухими» и «слепыми» отверстиями (когда отверстие есть только в одном слое «бутерброда»), что позволяет уплотнить компоновку для сложных плат. Себестоимость производства в этих случаях ощутимо возрастает, что требует разумного компромисса в проектировании такого рода плат.
Нанесение покрытий[править | править код]
Возможны такие покрытия, как:
- Защитно-декоративные лаковые покрытия («паяльная маска»). Обычно имеет характерный зелёный цвет. При выборе паяльной маски следует учитывать, что некоторые из них непрозрачны и под ними не видно проводников.
- Декоративно-информационные покрытия (маркировка). Обычно наносится с помощью шелкографии, реже — струйным методом или лазером.
- Лужение проводников. Защищает поверхность меди, увеличивает толщину проводника, облегчает монтаж компонентов. Обычно выполняется погружением в ванну с припоем или волной припоя. Основной недостаток — значительная толщина покрытия, затрудняющая монтаж компонентов высокой плотности. Для уменьшения толщины излишек припоя при лужении сдувают потоком воздуха.
- Химические, иммерсионные или гальванические покрытия фольги проводников инертными металлами (золотом, серебром, палладием, оловом и т. п.). Некоторые виды таких покрытий наносятся до этапа травления меди.[13][14]
- Покрытие токопроводящими лаками для улучшения контактных свойств разъемов и мембранных клавиатур или создания дополнительного слоя проводников.
После монтажа печатных плат возможно нанесение дополнительных защитных покрытий, защищающих как саму плату, так и пайку и компоненты.
Механическая обработка[править | править код]
На одном листе заготовки зачастую помещается множество отдельных плат. Весь процесс обработки фольгированной заготовки они проходят как одна плата, и только в конце их готовят к разделению. Если платы прямоугольные, то фрезеруют несквозные канавки, облегчающие последующее разламывание плат (скрайбирование, от англ. scribe царапать). Если платы сложной формы, то делают сквозную фрезеровку, оставляя узкие мостики, чтобы платы не рассыпались. Для плат без металлизации вместо фрезеровки иногда сверлят ряд отверстий с маленьким шагом. Сверление крепежных (неметаллизированных) отверстий также происходит на этом этапе.
См. также: ГОСТ 23665-79 Платы печатные. Обработка контура. Требования к типовым технологическим процессам.
По типовому техпроцессу отделение плат от заготовки происходит уже после монтажа компонентов.
Монтаж компонентов[править | править код]
Пайка является основным методом монтажа компонентов на печатные платы. Пайка может выполняться как вручную паяльником, так и с помощью специально разработанных технологий групповой пайки.
Установка компонентов[править | править код]
Установка компонентов может выполняться как вручную, так и на специальных автоматах-установщиках. Автоматическая установка уменьшает вероятность ошибки и значительно ускоряет процесс (лучшие автоматы устанавливают несколько компонентов в секунду).
Пайка волной[править | править код]
Основной метод автоматизированной групповой пайки для выводных компонентов. С помощью механических активаторов создаётся длинная волна расплавленного припоя. Плату проводят над волной так, чтобы волна едва коснулась нижней поверхности платы. При этом выводы заранее установленных выводных компонентов смачиваются волной и припаиваются к плате. Флюс наносится на плату губчатым штемпелем.
Пайка в печах[править | править код]
Основной метод групповой пайки планарных компонентов. На контактные площадки печатной платы через трафарет наносится специальная паяльная паста (порошок припоя в пастообразном флюсе). Затем устанавливаются планарные компоненты. Затем плату с установленными компонентами подают в специальную печь, где флюс паяльной пасты активизируется, а порошок припоя плавится, припаивая компонент.
Если такой монтаж компонентов выполняется с двух сторон, то плата подвергается этой процедуре дважды — отдельно для каждой стороны монтажа. Тяжелые планарные компоненты устанавливаются на капельки клея, которые не позволяют им упасть с перевернутой платы во время второй пайки. Легкие компоненты удерживаются на плате за счёт поверхностного натяжения припоя.
После пайки плату обрабатывают растворителями с целью удаления остатков флюса и других загрязнений, либо, при использовании безотмывочной паяльной пасты, плата готова сразу для некоторых условий эксплуатации.
Финишные покрытия[править | править код]
После пайки печатную плату с компонентами покрывают защитными составами: гидрофобизаторами, лаками (например, УР-231), средствами защиты открытых контактов. В отдельных случаях для работы платы в условиях сильных вибраций плата может быть целиком залита в резиноподобный компаунд.
Испытания и контроль[править | править код]
Для массового промышленного производства печатных плат разработаны автоматизированные методы контроля качества.
При контроле правильности монтажных соединений, осуществляют проверку электрических соединений на отсутствие обрывов или замыканий между ними.
При контроле качества монтажа электронных компонентов применяют оптические методы контроля. Оптический контроль качества монтажа выполняется с помощью специализированных стендов с видеокамерами высокого разрешения. Стенды встраиваются в технологическую линию на этапах:
- контроля рисунка проводников, контура печатной платы и диаметров отверстий.
- контроля равномерности и дозировки нанесения паяльной пасты.
- контроля точности установки компонентов.
- контроля результатов пайки (оплавления припоя или пайки волной). Типовые дефекты пайки, выявляемые оптическими системами:
- Смещение компонентов в процессе пайки.
- Короткие замыкания.
- Недостаток и избыток припоя.
- Коробление печатных плат.
Подложки гибридных микросхем представляют собой нечто похожее на керамическую печатную плату, однако обычно используют другие техпроцессы:
- Толстоплёночная технология: Шелкографическое нанесение рисунка проводников металлизированной пастой с последующим спеканием пасты в печи. Технология позволяет создавать многослойную разводку проводников благодаря возможности нанесения на слой проводников слоя изолятора теми же шелкографическими методами, а также толстоплёночные резисторы.
- Тонкоплёночная технология: Формирование проводников фотолитографическими методами либо осаждение металла через трафарет.
Керамические корпуса электронных микросхем и некоторых других компонентов также выполняются с привлечением технологий гибридных микросхем.
Мембранные клавиатуры часто выполняют на плёнках методом шелкографии и спекания легкоплавкими металлизированными пастами.
- Пирогова Е. В. Проектирование и технология печатных плат: Учебник. — М.: ФОРУМ: ИНФРА-М, 2005. — 560 с. — (Высшее образование). — ISBN 5-16-001999-5. — ISBN 5-8199-0138-X.
Изготовление печатных плат ЛУТ’ом от А до Я / Habr
Доброго времени суток! Среди моих знакомых бытует мнение, что самостоятельно изготавливать печатные платы (ПП) бесполезно. Учитывая, что современные компоненты далеко ушли от DIP корпусов, то кустарно травить платы под них даже и не стоит пытаться. Тем не менее необходимость в быстрой оценке того или иного компонента всегда есть, и ждать несколько суток заказанной платы времени нет. И это учитывая, что заказ за «несколько суток» дорог, для одноразовой задачи.В данной статье я хочу изложить порядок действий, которые позволят быстро изготавливать ПП под компоненты в корпусах подобных TQFP-100, то есть с ногами 0,2мм и таким же зазором, и при этом сводить брак к минимуму.
Конечно это способ изготовления плат только для прототипов, но он снижает риски ошибиться при создании конечного устройства.
В сети много статей и роликов с подобными советами, но как правило там не охвачены все нюансы тех или иных действий. Здесь же хочу показать весь процесс, который в домашних условиях позволит за час-полтора изготовить приемлемый экземпляр ПП.
Под катом подробности и трафик.
Минимальный набор материалов:
- Правильная бумага (ниже остановлюсь на понятии «правильная»)
- Персульфат аммония
- Ёмкость для травления
- Шкурка «нулевка»
- Кисточка (натуральная или из стекловолокна)
- Зубочистка
И, конечно, лазерный принтер и утюг.
Весть процесс покажу на изготовлении ПП под оценочную плату микросхемы ATxmega128A1U-AU (оценка заявленного аппаратного крипто модуля, EBI и вообще), и платы для подключения 7 дюймового дисплея к STM32F407VE
Для оценочных плат стараюсь делать разводку только на одной стороне, там где пересечений не избежать, ставлю резистор с сопротивлением=0 и корпусе 0805, пропуская дорогу под ним. Если пересечений много и точно нужно два слоя, то травлю каждый слой на отдельном текстолите (соединяю потом по VIA).
Первый этап
Подготовка текстолита.
Односторонний текстолит с толщиной меди 17-35мкм отмывается от грязи средством для посуды под теплой водой, потом капля моечного средства наносится на шкурку с зерном P800 или меньше и будущая плата шлифуется до образования шероховатостей по всей площади. Момент со шкуркой обязателен! Таким способом медь до дыр не затрем, но обеспечим хорошее прилипание тонера. После шлифовки поверхность промывается чистой водой, вытирается насухо и откладывается досыхать.
К моменту переноса макета, текстолит должен быть сухой, без окислов, жирных пятен и заметными шероховатостями.
В одной из статей видел рекомендацию, что медный слой надо подержать на солнце, до появления сизой оксидной пленки, в нашем случае это не нужно.
Второй этап
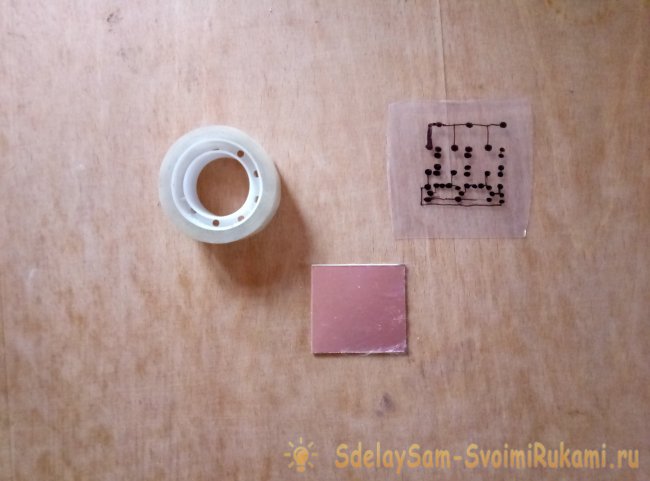
Подготовка макета.
Для ATxmega128 сделал такую вот разводку:
если нужно, то есть PDF.
На плате сама xmega, преобразователь интерфейса ft232 и стабилизатор lp2985, а так же мелочёвка- разъем PDI, USB, светодиодики на весь порт «B». Рисунок платы несколько отличается от того, что буду травить. Перед печатью добавил надписей и мелочей для усложнения.
Все дороги на верхнем слое (TOP), поэтому печатаем макет в отзеркаленном виде.
Наличие в принтере «неэкономного» режима для жирной печати необязательно. Я печатал на разных принтерах с печатью «по дефолту» и проблем не было, за исключением одного момента: Принтеры Brother (а конкретно HL-l2340 и HL-l2250) очень непочтительно относятся к переводу DPI в реальный размер, поэтому рисунок может поплыть по размерам, а это критично, когда на 1мм две дороги должны уместиться.
Теперь бумага.
Никаких глянцевых журналов и подложек от самоклейки!
И даже от китайской бумаги для ЛУТа я тоже отказался (слишком тонкая и мнется при печати)
Бумага должна быть плотной — минимум 150гр на квадратный сантиметр, должна быстро прилипать при нагревании и не ёрзать под утюгом, хорошо набухать в воде.
Лучший вариант- глянцевая фотобумага, не слишком хорошего качества. Не «слишком хорошего качества» это значит не премиум и не LOMOND. То есть дешевая глянцевая фотобумага. На фото выше, одна из таких и показана, есть еще «Фотобумага глянцевая», выпускаемая под брендом крупного магазина компьютерной техники, это клон той, что на фото (складывается впечатление, что они с одного завода, но в разных упаковках).
Данная бумага сразу прилипает к меди под утюгом и не сдвигается при проглаживании (матовая бумага не содержит глянцевого слоя и поэтому не липнет, а горячий тонер легко смазать), она легко отходит в теплой воде (в отличии от LOMOND и бумаги с приставкой «премиум»).
Итак пора печатать. Печатаем макет, потом, не касаясь лицевой стороны пальцами, обрезаем края. и готовим утюг.
Третий этап
Перевод макета.
Необходимо сначала подготовить емкость с водой, в которой будет замачиваться плата. У меня роль этой емкость выполняет обычный тазик. Наливается горячая вода ( градусов 50, то есть чтобы рука уже не терпела), литров пять, и в ней растворяется немного моющего средства (немного, это столовая ложка).
И идем к утюгу.
Подготовленный текстолит кладем на ровную поверхность и накрываем распечатанным макетом, утюгом прогретым до максимальной температуры проглаживаем по центральной линии, а потом от центра к бокам. При первом проглаживании распечатку лучше придерживать, чтобы не сдвинулась. После первого проглаживания лист фотобумаги прилипает к меди и сдвинуть его утюгом уже можно не бояться. Теперь можно носиком утюга пройтись по всем краям и местам, где на вид бумага отходит. Потом секунд тридцать просто прогреваем по всему объему.
Не смог удержаться чтобы в статье про ЛУТ не показать главное действующее лицо:
После проглаживания, не остужая кидаем плату воду. То есть не удаляя бумагу, подхватываем горячую пинцетом и кладем в подготовленную емкость с водой. 10 минут перерыв на отмачивание.
Четвертый этап
Очистка от бумаги.
По истечении 10 минут достаем плату из воды и удаляем бумагу. Как бы долго плата не лежала в воде, вся бумага не отстанет. Точнее сама то бумага без проблем, а вот глянцевый слой, который нам обеспечивал хорошее прилипание останется в узких местах.
как-то так:
Вообще тонер держится очень надежно, тереть можно пальцами, ластиком или губкой для мытья посуды, но между дорожками вытащить глянец сложно, достаточно дать плате высохнуть, как такие места будут видны.
Есть три пути.
- Замочить плату в спирте еще на 10-15 минут, глянцевый слой набухнет и смоется мягкой тряпочкой. Это не наш способ, в виду его кощунственности.
- Замочить плату в растворителе «анти-силикон», который продается в строительных магазинах. Не знаю что там в качестве активного вещества (на бутылке не написано), но глянцевый слой тоже разбухает и удаляется, тонер при этом остается. Это способ на любителя, средство довольно вонючее.
- И третий способ — удалить механически, что не очень долго.
Для этого надо обратно намочить плату и острым предметом удалить лишнее. Лучше всего использовать острую зубочистку. Мокрый глянец удаляется без проблем, а дерево зубочистки не сносит тонер. Особо замечу, что нельзя использовать иголки! Не потому, что можно снять тонер (он то прилеплен хорошо), а потому, что железо оставляет на меди следы. Да! сам в шоке, знаю что медь мягче железа, тем более нержавейки. Но факт имеет место быть. Там где водил иглой медь травится очень медленно.
Пример из практики:
После удаления остатков глянцевого слоя, промываем плату с моющим средством, удаляя «пальчики». Оставляем высыхать.
Почти специально оставил несколько мест, где глянец не удален (потом увидим, что не так все страшно).
Пятый этап
Травление.
Травлю персульфатом аммония, не скажу, что он лучше хлорного железа, просто от железа больше грязи (ну да, персульфат аммония это же отбеливатель, какая тут грязь) и хлорное железо труднее хранить — гигроскопичен и как следствие сплавляется в большие куски, которые надо дробить.
Травлю при температуре 40 градусов. На плату с медью 35мкм — 15 минут, С медью 17мкм — 5 тире 7 минут. Можно и при комнатной температуре 17мкм травится порядка 20 минут, 35мкм в теории 40 минут, но это уже и не помню.
В домашних условиях можно травить в любой емкости, для этой статьи специально травил в обычной пластиковой емкости, что накладывает определенные дополнительные действия от исполнителя. Но если ПП делаются часто, то можно заделать себе ванночку для травления:
главным дополнением которой — насос для перемешивания раствора, он освобождает от «определенных дополнительных действий». Насос нужен мембранный, с пластиковой мембраной.
Тот что на рисунке, купил в интернет магазине для робокрафтеров.
Внутри емкости перегородки, для размещения нескольких ПП.
На фото травятся две стороны платы под STM32F407VE подключаемую к семи дюймовому дисплею.
Под xmega вытравлю в открытой пластиковой.
Делаем раствор — пол литра воды плюс 100-150г персульфата аммония. Вообще рекомендуется 250 грамм на пол литра, но в кустарных условиях при остывании раствора и испарении воды, выпадают кристаллы и намертво прилепляются на медь, как итог непротравленные точки.
Как писал выше — температура 40 градусов.
Кидаем в раствор плату и начинаем кисточкой перемешивать раствор, чтобы травление шло равномерно. Также кисточкой можно удалять с платы хлопья глянцевого покрытия, если при подготовке не все удалились.
У меня плата с медью 35мкм, через 10 минут уже видно текстолит:
Жду еще 5 минут и все готово.
Надо сказать, что в процессе травления лучше передержать плату, чем недодержать. И дополнительное время может быть довольно большим. Один раз я увидев недотравленный полигон закинул платку обратно и забыл про нее часа на три, когда вспомнил, думал что ее разъело насквозь. Однако ни одного подтравливания не заметил:
вот этот передержанец (уже облуженный):
Итак, вытащили нашу плату, помыли и посмотрели на свет:
Если нашли лишнюю медь, то можно кинуть обратно в раствор.
Если все хорошо, то ЛУТ окончен!
Смываем ацетоном тонер и облуживаем, если в ближайшее время облуживание не предусмотрено, то хранить плату можно не смывая тонер, он будет защитной оболочкой.
Итог:
Выше я помечал места на плате, где глянцевое покрытие осталось. Те места, которые глянец закрывал герметично (уголок на плате), там не протравилось, там где небольшие перекрытия между дорожками — все нормально, раствор туда пробрался. Если использовать емкость с насосом, то глянцевое покрытие можно вообще до конца не оттирать, просто время травления увеличивается в два раза.
Пара фраз о лужении. Поскольку ЛУТом делаются платы временные или для себя, то особо возиться с облуживанием не стоит (ИМХО), можно просто пройтись паяльником по тем местам где будет пайка, а потом все покрыть лаком.
Но если компоненты на плате будут перепаиваться или плата будет долгое время эксплуатироваться, то лучше залудить. Либо паяльником пройти по всей меди, либо если есть фен, то паяльной пастой.
Я мешаю пасту с флюсом примерно 1 часть пасты и 5 частей флюса, покрываю всю плату и прогреваю феном:
во время прогрева, текстолитовой кисточкой (известная как «вечная кисточка») сгоняю припой к краям платы, Лишнего припоя на дорожках при таком способе не остается, а там где его не хватает, можно пригнать с краев. Не воздушный нож, конечно, но тоже довольно аккуратно.
Главная проблема при использовании паяльной пасты, это лишние шарики, присохшие к плате. Вот на фото их хорошо видно:
Поэтому после лужения, плату надо хорошенько промыть и оттереть тряпочкой, смоченной в ацетоне.
Плату облудили, теперь точно все. Монтаж. Проверка:
Задача выполнена. На данную плату ушло не больше часа (с учетом фотографирования этапов).
Параллельно у меня травилась вторая плата, точнее две стороны одной платы. И если первая платка была скорее для демонстрации (можно было и на DIP переходнике выполнить, а не подобие ардуины делать), то вторая нужна была для конкретной цели и плести косы проводов на переходнике не вариант (да еще не факт, что помех не нахватает при подключении через fsmc)
Две стороны:
Как видно, я не стал травить двухсторонний текстолит, проходя убийственную процедуру совмещения двух шаблонов на этапе работы утюгом. Лучше это сделать сейчас.
Сверлим отверстия на VIA у всех плат, берем ножки от резисторов и штук 5 припаиваем к одной стороне, потом нанизываем на них вторую сторону, пропаиваем с двух сторон. Все платы совмещены! Теперь можно пропаять все отверстия.
Как-то так:
Все готово!
Вы, должно быть заметили сильный брак на одной из сторон:
Бумага после принтера наэлектролизована и собирает на себя все подряд. Особенно волосы, особенно кошачьи! Так что я не досмотрел.
А вот и виновник:
Контролирует все выполняемые процессы.
После восстановления дорожки, ПП готова и устройство собралось:
Правда, это была плата как раз временная — проверить правильность подключений, чтобы потом развести по-человечески и заказать.
Вот и все. Удачи в ваших начинаниях!
Простой способ изготовления печатных плат (не ЛУТ)
Когда в распоряжении есть лазерный принтер, радиолюбителями применяется технология изготовления печатных плат, которая называется ЛУТ. Однако такой прибор имеется далеко не в каждом доме, поскольку даже в наше время стоит он достаточно дорого. Еще есть технология изготовления с применением фоторезистивной пленки. Однако для работы с ней тоже нужен принтер, но уже струйный. Уже проще, но сама пленка стоит достаточно дорого, а начинающему радиолюбителю на первых порах лучше потратить имеющиеся средства на хорошую паяльную станцию и прочие принадлежности.Можно ли изготовить печатную плату приемлемого качества в домашних условиях, не имея принтера? Да. Можно. Причем, если все сделать, как описано в материале, понадобится совсем немного денег и времени, а качество будет на очень высоком уровне. Во всяком случае электрический ток «побежит» по таким дорожкам с большим удовольствием.
Перечень необходимых инструментов и расходников
Начать стоит с подготовки инструментов, приспособлений и расходных материалов, без которых просто нельзя обойтись. Для реализации самого бюджетного способа изготовления печатных плат в домашних условиях понадобится следующее:
- Программное обеспечение для разработки рисунка.
- Прозрачная полиэтиленовая пленка.
- Узкий скотч.
- Маркер.
- Фольгированный стеклотекстолит.
- Наждачная бумага.
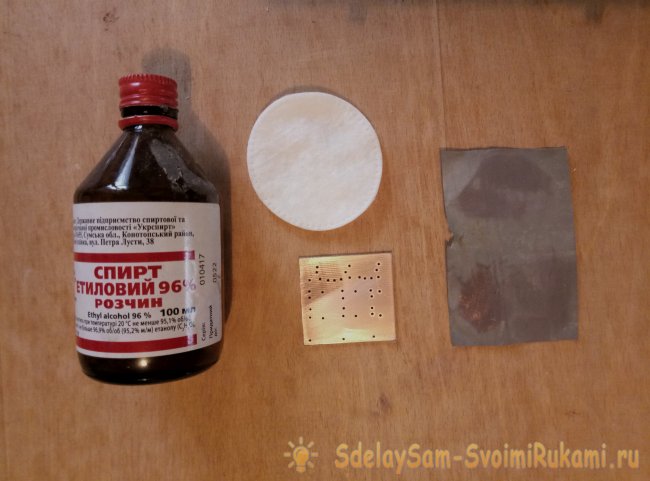
- Спирт.
- Ненужная зубная щетка.
- Инструмент для сверления отверстий диаметром от 0,7 до 1,2 мм.
- Хлорное железо.
- Пластиковая емкость для травления.
- Кисточка для рисования красками.
- Паяльник.
- Припой.
- Жидкий флюс.

Пройдемся кратенько по каждому пункту, так как есть некоторые нюансы, дойти до которых возможно только опытным путем.
Программ для разработки печатных плат существует сегодня огромное количество, но для начинающего радиолюбителя самым простым вариантом будет Sprint Layout. Несложно освоить интерфейс, пользоваться можно бесплатно, присутствует огромная библиотека, включающая распространенные радиокомпоненты.
Полиэтилен нужен для переноса рисунка с монитора. Лучше взять пленку пожестче, например, от старых обложек для школьных книг. Для ее крепления к монитору подойдет любой скотч. Лучше взять узкий – проще будет отклеивать (монитору эта процедура не вредит).
На маркерах стоит остановиться более подробно, так как это больная тема. Для переноса рисунка на полиэтилен, в принципе, подойдет любой вариант. А вот для рисования по фольгированному стеклотекстолиту нужен специальный маркер. Но тут есть маленькая хитрость, как сэкономить, и не покупать достаточно дорогие «специальные» маркеры для рисования печатных плат. Дело в том, что эти изделия по своим свойствам абсолютно ни чем не отличаются от обычных перманентных маркеров, которые продаются в 5-6 раз дешевле в любом канцелярском магазине. Но маркер должен обязательно иметь надпись «Permanent». Иначе ничего не получится.

Фольгированный стеклотекстолит можно брать любой. Лучше, если он будет потолще. Начинающим с таким материалом работать куда проще. Для его очистки понадобится наждачная бумага зернистостью около 1000 единиц, а также спирт (есть в любой аптеке). Последний расходник можно заменить жидкостью для сведения лака для ногтей, которая есть в любом доме, где живет женщина. Однако это средство довольно противно пахнет и долго выветривается.
Для сверления платы лучше иметь специальную мини-дрель или гравер. Однако можно пойти и более дешевым путем. Достаточно купить цанговый или кулачковый патрон под маленькие сверла и приспособить его к обычной бытовой дрели.
Хлорное железо можно заменить другими химическими средствами, включая те, которые уже наверняка есть в вашем доме. Например, подойдет раствор лимонной кислоты в перекиси водорода. Информацию о том, как готовятся альтернативные хлорному железу составы для травления плат, без проблем можно найти в Сети. Единственное, на что стоит обратить внимание, это на емкость для такой химии – она должна быть пластиковой, акриловой, стеклянной, но никак не металлической.
Про паяльник, припой и жидкий флюс подробнее говорить не стоит. Если радиолюбитель дошел до вопроса изготовления печатной платы, то с этими вещами он уже наверняка знаком.
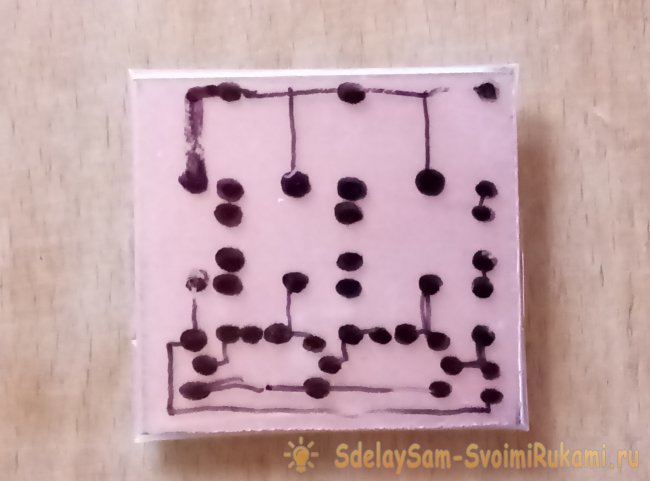
Разработка и перенос рисунка платы на шаблон
Когда все вышеперечисленные инструменты, приспособления и расходные материалы подготовлены, можно браться за разработку платы. Если изготавливаемое устройство не уникальное, то гораздо проще будет скачать его проект из Сети. Подойдет даже обычный рисунок в формате JPEG.

Хотите пойти более сложным путем – рисуйте плату самостоятельно. Этот вариант часто бывает неизбежным, например, в ситуациях, когда у вас нет в наличии точно таких же радиодеталей, которые нужны для сборки оригинальной платы. Соответственно, заменяя компоненты аналогами, под них приходится выделять место на стеклотекстолите, подгонять отверстия и дорожки. Если проект уникальный, то плату придется разрабатывать с нуля. Для этого и нужно вышеупомянутое программное обеспечение.
Когда макет платы готов, его остается только перенести на прозрачный шаблон. Полиэтилен фиксируется прямо на мониторе при помощи скотча. Далее просто переводим имеющийся рисунок – дорожки, контактные пятачки и так далее. Для этих целей лучше всего использовать все тот же перманентный маркер. Он не стирается, не размазывается, и его хорошо видно.
Подготовка фольгированного стеклотекстолита
Следующим этапом идет подготовка стеклотекстолита. Для начала нужно отрезать его по размерам будущей платы. Делать это лучше с небольшим запасом. Для раскройки фольгированного стеклотекстолита можно использовать одни из нескольких способов.
Во-первых, материал отлично режется при помощи ножовки по металлу. Во-вторых, если у вас есть гравер с отрезными кругами, то удобно будет использовать его. В-третьих, стеклотекстолит можно отрезать по размеру канцелярским ножом. Принцип раскройки такой же, как и при работе со стеклорезом – в несколько проходов наносится линия отреза, затем материал просто отламывается.


Теперь обязательно нужно очистить медный слой стеклотекстолита от защитного покрытия и окисла. Лучшего способа, чем обработка наждачной бумагой, для решения этой задачи нет. Зернистость берется от 1000 до 1500 единиц. Цель – получить чистую блестящую поверхность. До зеркального блеска зачищать медный слой не стоит, так как мелкие царапины от наждачной бумаги увеличивают адгезию поверхности, что понадобится дальше.
В завершение остается только очистить фольгу от пыли и следов ваших пальцев. Для этого используется спирт или ацетон (жидкость для снятия лака). После обработки к медной поверхности руками не прикасаемся. Для последующих манипуляций захватываем стеклотекстолит за грани.
Совмещение шаблона и стеклотекстолита
Теперь нашей задачей является совмещения полученного на полиэтилене рисунка с подготовленным стеклотекстолитом. Для этого пленка накладывается на нужное место и позиционируется. Остатки заворачиваются на обратную сторону и крепятся при помощи все того же скотча.

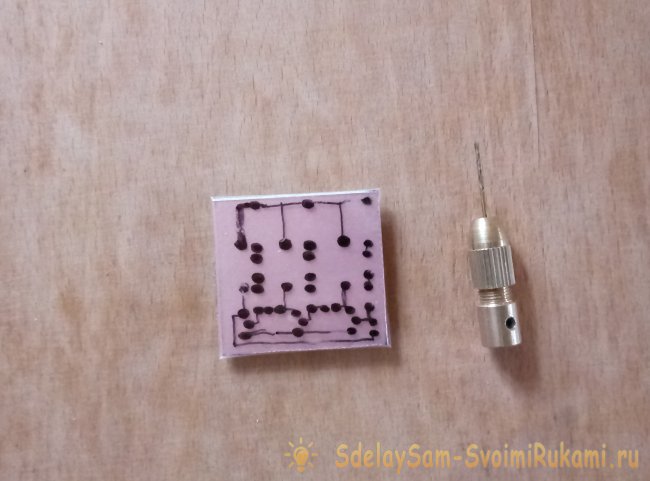
Сверление отверстий
Перед сверлением рекомендуется каким-либо способом закрепить стеклотекстолит с шаблоном на поверхности. Это позволит добиться большей точности, а также исключит внезапное проворачивание материала во время прохода сверла насквозь. Если у вас есть сверлильный станок для такой работы, то описанная проблема вообще не возникнет.
Сверлить отверстия в стеклотекстолите можно на любой скорости. Кто-то работает на малых оборотах, кто-то на больших. Опыт показывает, что сами сверла служат намного дольше, если их эксплуатировать на низких скоростях. Так их сложнее сломать, погнуть и повредить заточку.
Отверстия сверлятся прямо через полиэтилен. Ориентирами будут служить будущие контактные пятачки, нарисованные на шаблоне. Если того требует проект, то своевременно меняем сверла под нужный диаметр.
Рисование дорожек
Далее шаблон снимается, но не выбрасывается. К медному покрытию по-прежнему стараемся не прикасаться руками. Для рисования дорожек используем маркер, обязательно перманентный. Его хорошо видно по следу, который он оставляет. Рисовать лучше за один проход, так как после застывания лака, который есть в составе перманентного маркера, правки делать будет весьма затруднительно.

В качестве ориентира используем все тот же шаблон из полиэтилена. Можно рисовать также перед компьютером, сверяясь с оригинальным макетом, где есть маркировка и прочие пометки. Если есть возможность, то лучше использовать несколько маркеров с наконечниками разной толщины. Это позволит более качественно прорисовать и тонкие дорожки, и обширные полигоны.

После нанесения рисунка обязательно ждем некоторое время, необходимое для окончательного отвердевания лака. Можно даже подсушить феном. От этого будет зависеть качество будущих дорожек.

Травление и очистка дорожек от маркера
Теперь самое интересное – травление платы. Тут есть несколько нюансов, о которых мало кто упоминает, но они существенно влияют на качество результата. В первую очередь готовим раствор хлорного железа согласно рекомендациям на упаковке. Обычно порошок разбавляется водой в соотношении 1:3. И тут первый совет. Сделайте раствор более насыщенным. Это поможет ускорить процесс, и нарисованные дорожки не отвалятся прежде, чем вытравится все необходимое.

Сразу же совет второй. Ванночку с раствором рекомендуется погрузить в горячую воду. Можно нагреть ее в металлической посуде. Повышение температуры, как известно еще со школьной программы, значительно ускоряет химическую реакцию, которой травление нашей платы и является. Сокращение времени процедуры нам на руку. Нанесенные маркером дорожки достаточно нестабильны, и чем меньше они будут киснуть в жидкости, тем лучше. Если при комнатной температуре плата в хлорном железе травится около часа, то в теплой воде этот процесс сокращается до 10 минут.
В завершение еще один совет. В процессе травления, хоть он и так ускорен за счет подогрева, рекомендуется постоянно двигать плату, а также счищать продукты реакции щеточкой для рисования. Совмещая все вышеописанные манипуляции вполне возможно вытравить лишнюю медь всего за 5-7 минут, что является просто отличным результатом для этой технологии.

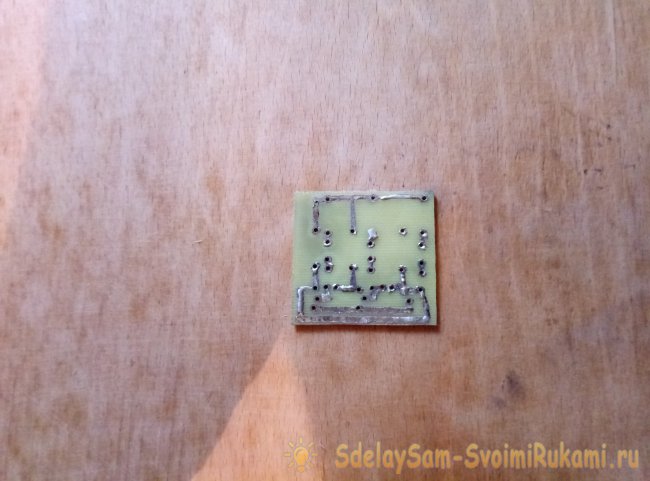
В конце процедуры плату нужно тщательно промыть под проточной водой. Затем просушиваем ее. Остается только смыть следы от маркера, все еще закрывающие наши дорожки и пятачки. Делается это все тем же спиртом или ацетоном.

Лужение печатных плат
Перед лужением еще раз обязательно проходимся по медному слою наждачной бумагой. Но теперь делаем это предельно осторожно, чтобы не повредить дорожки. Самый простой и доступный способ лужения – традиционный, с помощью паяльника, флюса и припоя. Можно также использовать сплавы Розе или Вуда. Также существует на рынке так называемое жидкое олово, которое значительно может упростить задачу.
Но все эти новые технологии требуют дополнительных затрат и некоторого опыта, потому для первого раза подойдет и классический метод лужения. На очищенные дорожки наносится жидкий флюс. Далее набирается припой на жало паяльника и распределяется по оставшейся после травления меди. Здесь важно прогреть дорожки, иначе припой может не «приклеиться».
Если у вас все же есть сплавы Розе или Вуда, то их можно использовать и не по технологии. Они просто замечательно плавятся паяльником, легко распределяются по дорожкам, не сбиваются в комки, что для начинающего радиолюбителя будет только плюсом.
Заключение
Как видно из вышеописанного, бюджетная технология изготовления печатных плат в домашних условиях действительно доступная и недорогая. Не нужен ни принтер, ни утюг, ни дорогущая фоторезистивная пленка. Используя все вышеописанные советы вы легко сможете изготавливать простейшие электронные поделки, не вкладывая в это больших денег, что очень важно на первых этапах занятия радиолюбительством.
Как изготовить печатную плату в домашних условиях
Печатная плата – это диэлектрическое основание, на поверхности и в объеме которого нанесены токопроводящие дорожки в соответствии с электрической схемой. Печатная плата предназначена для механического крепления и электрического соединения между собой методом пайки выводов, установленных на нее электронных и электротехнических изделий.

Операции по вырезанию заготовки из стеклотекстолита, сверлению отверстий и травление печатной платы для получения токоведущих дорожек в независимости от способа нанесения рисунка на печатную плату выполняются по одинаковой технологии.
Технология ручного способа нанесения
дорожек печатной платы
Подготовка шаблона
Бумага, на которой рисуется разводка печатной платы обычно тонкая и для более точного сверления отверстий, особенно в случае использования ручной самодельной дрели, чтобы сверло не вело в сторону, требуется сделать ее более плотной. Для этого нужно приклеить рисунок печатной платы на более плотную бумагу или тонкий плотный картон с помощью любого клея, например ПВА или Момент.

Далее плотная бумага вырезается по контуру приклеенного рисунка и шаблон для сверления готов.
Вырезание заготовки
Подбирается заготовка фольгированного стеклотекстолита подходящего размера, шаблон печатной платы прикладывается к заготовке и обрисовывается по периметру маркером, мягким простым карандашом или нанесением риски острым предметом.

Далее стеклотекстолит режется по нанесенным линиям с помощью ножниц по металлу или выпиливается ножовкой по металлу. Ножницами отрезать быстрее, и нет пыли. Но надо учесть, что при резке ножницами стеклотекстолит сильно изгибается, что несколько ухудшает прочность приклейки медной фольги и если потребуется перепайка элементов, то дорожки могут отслоиться. Поэтому если плата большая и с очень тонкими дорожками, то лучше отрезать с помощью ножовки по металлу.

Приклеивается шаблон рисунка печатной платы на вырезанную заготовку с помощью клея Момент, четыре капли которого наносятся по углам заготовки.

Так как клей схватывается всего за несколько минут, то сразу можно приступать к сверлению отверстий под радиодетали.
Сверление отверстий
Сверлить отверстия лучше всего с помощью специального мини сверлильного станка твердосплавным сверлом диаметром 0,7-0,8 мм. Если мини сверлильного станка в наличии нет, то можно просверлить отверстия маломощной дрелью простым сверлом. Но при работе универсальной ручной дрелью количество переломанных сверл будет зависеть от твердости Вашей руки. Одним сверлом точно не обойдетесь.

Если сверло зажать не удается, то можно его хвостовик обернуть несколькими слоями бумаги или одним слоем наждачной шкурки. Можно на хвостовик намотать плотно виток к витку тонкой металлической проволочки.

После окончания сверления проверяется, все ли просверлены отверстия. Это хорошо видно, если посмотреть на печатную плату на просвет. Как видно, пропущенных отверстий нет.
Нанесение топографического рисунка
Для того, чтобы места фольги на стеклотекстолите, которые будут токопроводящими дорожками, защитить при травлении от разрушения, их необходимо покрыть маской, устойчивой к растворению в водном растворе. Для удобства рисования дорожек, их лучше предварительно наметить с помощью мягкого простого карандаша или маркера.
Перед нанесением разметки нужно обязательно удалить следы клея Момент, которым приклеивался шаблон печатной платы. Так как клей не сильно затвердел, то его легко можно удалить, скатав пальцем. Поверхность фольги также нужно обязательно обезжирить с помощью ветоши любым средством, например ацетоном или уайт-спиртом (так называется очищенный бензин), можно и любым моющим средством для мытья посуды, например Ферри.

После разметки дорожек печатной платы можно приступать к нанесению их рисунка. Для рисования дорожек хорошо подходит любая водостойкая эмаль, например алкидная эмаль серии ПФ, разведенная до подходящей консистенции растворителем уайт-спиртом. Рисовать дорожки можно разными инструментами – стеклянным или металлическим рейсфедером, медицинской иглой и даже зубочисткой. В этой статье я расскажу, как рисовать дорожки печатных плат с помощью чертежного рейсфедера и балеринки, которые предназначены для черчения на бумаге тушью.

Раньше компьютеров не было и все чертежи чертили простыми карандашами на ватмане и затем переводили тушью на кальку, с которой с помощью копировальных аппаратов делали копии.
Нанесение рисунка начинают с контактных площадок, которые рисуют балеринкой. Для этого нужно отрегулировать зазор раздвижных губок рейсфедера балеринки до требуемой ширины линии и для установки диаметра круга выполнить регулировку вторым винтом отодвинув рейсфедер от оси вращения.
Далее рейсфедер балеринки на длину 5-10 мм наполняется с помощью кисточки краской. Для нанесения защитного слоя на печатную плату лучше всего подходит краска марки ПФ или ГФ, так как она медленно высыхает и позволяет спокойно работать. Краску марки НЦ тоже можно применять, но работать с ней сложно, так как она быстро сохнет. Краска должна хорошо ложиться и не растекаться. Перед рисованием краску нужно развести до жидкой консистенции, добавляя в нее понемногу при интенсивном перемешивании подходящий растворитель и пробуя рисовать на обрезках стеклотекстолита. Для работы с краской удобнее всего ее налить во флакон от маникюрного лака, в закрутке которого установлена кисточка, устойчивая к растворителям.
После регулировки рейсфедера балеринки и получения требуемых параметров линий можно приступить к нанесению контактных площадок. Для этого острая часть оси вставляется в отверстие и основание балеринки проворачивается по кругу.

При правильной настройке рейсфедера и нужной консистенции краски вокруг отверстий на печатной плате получаются окружности идеально круглой формы. Когда балеринка начинает плохо рисовать, из зазора рейсфедера тканью удаляются остатки подсохшей краски и рейсфедер заполняется свежей. чтобы обрисовать все отверстия на этой печатной плате окружностями понадобилось всего две заправки рейсфедера и не более двух минут времени.
Когда круглые контактные площадки на плате нарисованы, можно приступать к рисованию токопроводящих дорожек с помощью ручного рейсфедера. Подготовка и регулировка ручного рейсфедера не отличается от подготовки балеринки.
Единственное, что дополнительно понадобится, так это плоская линейка, с приклеенными на одной из ее сторон по краям кусочками резины, толщиной 2,5-3 мм, чтобы линейка при работе не скользила и стеклотекстолит, не касаясь линейки, мог свободно проходить под ней. Лучше всего подходит в качестве линейки деревянный треугольник, он устойчив и одновременно может служить при рисовании печатной платы опорой для руки.

Чтобы печатная плата при рисовании дорожек не скользила, желательно ее разместить на лист наждачной бумаги, представляющий собой два склепных между собой бумажными сторонами наждачных листа.

Если при рисовании дорожек и окружностей они соприкоснулись, то не стоит принимать никаких мер. Нужно дать краске на печатной плате подсохнуть до состояния, когда она не будет пачкать при прикосновении и с помощью острия ножа удалить лишнюю часть рисунка. Чтобы краска быстрее высохла плату нужно расположить в теплом месте, например в зимнее время на батарею отопления. В летнее время года — под лучи солнца.

Когда рисунок на печатной плате полностью нанесен и исправлены все дефекты можно переходить к ее травлению.
экскурсия на завод Технотех / Madrobots corporate blog / Habr
Сегодня мы выступим в немного непривычном для себя амплуа, будем рассказывать не о гаджетах, а о технологиях, которые стоят за ними. Месяц назад мы были в Казани, где познакомились с ребятами из Навигатор-кампуса. Заодно побывали на расположенном близко (ну, относительно близко) заводе по производству печатных плат — Технотех. Этот пост — попытка разобраться в том, как же все-таки производят те самые печатные платы.Итак, как же все-таки делают печатные платы для наших любимых гаджетов?
На заводе умеют делать платы от начала и до конца — проектирование платы по вашему ТЗ, изготовление стеклотекстолита, производство односторонних и двухсторонних печатных плат, производство многослойных печатных плат, маркировка, проверка, ручная и автоматическая сборка и пайка плат.
Для начала, я покажу, как делают двухсторонние платы. Их техпроцесс ничем не отличается от производства односторонних печатных плат, кроме того, что при изготовлении ОПП не производят операции на второй стороне.
О методах изготовления плат
Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio -прибавление) и субтрактивные (от латинского subtratio—отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом.
Полуаддитивные методы(иногда их еще называют комбинированными. ) — нечто среднее между классическими аддитивными и субтрактивными. В процессе производства ПП по этому методу часть проводящего покрытия может стравливаться(иногда почти сразу после нанесения), но как правило это происходит быстрее/проще/дешевле, чем в субтрактивных методах. В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению — тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
Я покажу именно комбинированный метод.
Изготовление двухслойных печатных плат по комбинированному позитивному методу(полуаддитивный метод)
Изготовление стеклотекстолита
Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист. Сами полотна стекловолокна тоже не слишком просты — это плетеные(как обычная ткань в вашей рубашке) тонкие-тонкие нити обычного стекла. Они настолько тонкие, что могут легко гнуться в любых направлениях. Выглядит это примерно вот так:
Увидеть ориентацию волокон можно на многострадальной картинке из википедии:
В центре платы, светлые участки — это волокна идут перпендикулярно срезу, участки чуть темнее — параллельно.
Или например на микрофотографии tiberius, насколько я помню из этой статьи:
Итак, начнем.
Стекловолоконное полотно поступает на производство вот в таких бобинах:
Оно уже пропитано частично отвержденной эпоксидной смолой — такой материал называется препрегом, от английского pre-impregnated — предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии — листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Нужное количество слоев вместе с медной фольгой собирается вот на этом аппарате:
А вот сам рулон фольги.
Далее полотно нарезается на части и поступает в пресс высотой в два человеческих роста:
На фото Владимир Потапенко, начальник производства.
Интересно реализована технология нагрева во время прессования: нагреваются не части пресса, а сама фольга. На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолита
При прессовании, за счет нагрева и давления, смола размягчается, заполняет пустоты и после полимеризации получается единый лист.
Вот такой:
Он нарезается на заготовки для плат специальным станком:
Технотех использует два вида заготовок: 305х450 — маленькая групповая заготовка, 457х610 — большая заготовка
После этого к каждому комплекту заготовок распечатывается маршрутная карта, и путешествие начинается…
Маршрутная карта — это вот такая бумажка с перечнем операций, информацией о плате и штрих-кодом. Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.
Сверловка заготовок
Первый этап производства однослойных и двухслойных печатных плат — сверление отверстий. С многослойными платами все сложнее, и я расскажу об этом позже. Заготовки с маршрутными листами поступают на участок сверловки:Из заготовок собирается пакет для сверловки. Он состоит из подложки(материал типа фанеры), от одной до трех одинаковых заготовок печатных плат и алюминиевой фольги. Фольга нужна для определения касания сверла поверхности заготовки — так станок определяет поломку сверла. Еще при каждом захвате сверла он контролирует его длину и заточку лазером.
После сборки пакета он закладывается вот в этот станок:
Он такой длинный, что мне пришлось сшивать эту фотку из нескольких кадров. Это швейцарский станок фирмы Posalux, точной модели, к сожалению не знаю. По характеристикам он близок вот к этому. Он ест
Программа разрабатывается отдельно, и подгружается по сети. Все что надо сделать оператору — отсканировать штрихкод партии и заложить пакет из заготовок внутрь. Емкость инструментального магазина: 6000 сверл или фрез.
Рядом стоит большой шкаф со сверлами, но оператору нет необходимости контролировать заточку каждого сверла и менять его — станок все время знает степень износа сверл — записывает себе в память сколько отверстий было просверлено каждым сверлом. При исчерпании ресурса сам меняет сверло на новое, старые сверла останется выгрузить из контейнера и отправить на повторную заточку.
Вот так выглядят внутренности станка:
После сверловки в маршрутном листе и базе делается отметка, а плата отправляется
Очистка, активация заготовок и химическое меднение.
Хоть станок и пользуется своими «пылесосом» во время и после сверловки, поверхность платы и отверстий все равно надо очистить от загрязнений и подготовить к следующей технологической операции. Для начала, плата просто очищается в моющем растворе механическими абразивамиНадписи, слева направо: «Камера зачистки щетками верх/низ», «Камера промывки», «Нейтральная зона».
Плата становится чистой и блестящей:
После этого в похожей установке проводится процесс активации поверхности.
После этого, последовательно проходя несколько ванн в еще одной похожей установке заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях.
Дальше этот слой гальваникой наращивается до 3-5 микрон — это улучшает стойкость слоя к окислению и повреждениям.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков.
Дальше плата отправляется в участок нанесения фоторезиста. Нас туда не пустили, потому что он закрыт, и вообще, там чистая комната, поэтому ограничимся фотографиями через стекло. Нечто подобное я видел в Half-Life(я про трубы, спускающиеся с потолка):Собственно вот зеленая пленка на барабане — это и есть фоторезист.
Далее, слева направо(на первой фотографии): две установки нанесения фоторезиста, дальше автоматическая и ручная рамы для засветки по заранее подготовленным фотошаблонам. В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше — установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного — примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.
А на переднем плане — огромный принтер, который эти самые фотошаблоны печатает:
Вот плата с нанесенным, экспонированным и проявленным:
Обратите внимание, фоторезист нанесен на места, на которых в дальнейшем не будет меди — маска негативная, а не позитивная, как в в ЛУТ-е или домашнем фоторезисте. Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.
Это тоже позитивная маска:
Все эти операции происходят при неактиничном освещении, спектр которого подобран таким образом, чтобы одновременно не оказывать влияния на фоторезист и давать максимальную освещенность для работы человека в данном помещении.
Люблю объявления, смысл которых я не понимаю:
Гальваническая металлизация
Теперь настал через ее величества — гальванической металлизации. На самом деле, ее уже проводили на прошлом этапе, когда наращивали тонкий слой химической меди. Но теперь слой будет наращён еще больше — с 3 микрон до 25. Это уже тот слой, который проводит основной ток в переходных отверстиях. Делается это вот в таких ваннах:В которых циркулируют сложные составы электролитов:
А специальный робот, повинуясь заложенной программе, таскает платы из одной ванны в другую:
Один цикл меднения занимает 1 час 40 минут. В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
Осаждение металлорезиста
Следующая операция представляет собой еще одну гальваническую металлизацию, только теперь осаждаемый материал не медь, а ПОС — припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:Эта рама проходит несколько уже знакомых нам гальванических ванн:
И покрывается белым слоем ПОС-а. На заднем плане видна другая плата, еще не обработанная:
Удаление фоторезиста, травление меди, удаление металлорезиста
Теперь с плат смывается фоторезист, он выполнил свою функцию. Теперь на все еще медной плате остались дорожки, покрытые металлорезистом. На этой установке происходит травление в хитром растворе, который травит медь, но не трогает металлорезист. Насколько я запомнил, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония. После травления платы выглядят вот так:
Дорожки на плате — это «бутерброд» из нижнего слоя меди и верхнего слоя гальванического ПОС-а. Теперь, другим еще более хитрым раствором проводится другая операция — слой ПОС-а убирается, не затрагивая слой меди.
Правда, иногда ПОС не убирается, а оплавляется в специальных печах. Или плата проходит горячее лужение(HASL-процесс) — когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом:
И устанавливается вот в такой автомат:
Он опускает плату в ванну с припоем и тут же вытаскивает ее обратно. Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:
Но на самом деле метод немного «варварский» и не очень действует на платы, особенно многослойные — при погружении в расплав припоя плата переносит температурный шок, что не очень хорошо действует на внутренние элементы многослойных плат и тонкие дорожки одно- и двухслойных.
Гораздо лучше покрывать иммерсионным золотом или серебром. Вот тут очень хорошая информация о иммерсионных покрытиях, если кому интересно.
Мы не побывали на участке иммерсионных покрытий, по банальной причине — он был закрыт, а за ключом было идти лень. А жаль.
Электротест
Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест — это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Выглядит это очень забавно — станок держит плату и быстро-быстро тыкает в нее щупами. Видео этого процесса можно посмотреть у меня в инстаграме(кстати, подписаться можно там же). А в виде фото это выглядит вот так:Та большая машина слева — и есть электротест. А вот и сами щупы ближе:
На видео, правда, была другая машинка — с 4 щупами, а тут их 16. Говорят, гораздо быстрее всех трех старых машинок с четырьмя щупами вместе взятых.
Нанесение паяльной маски и покрытие контактных площадок
Следующий технологический процесс — нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:Закладываются вот в такой автомат:
Который через тонкую сеточку размазывает полужидкую маску по поверхности платы:
Видео нанесения, кстати, тоже можно посмотреть в инстаграме(и подписаться тоже:)
После этого, платы сушатся, пока маска перестанет липнуть, и экспонируются в той же желтой комнате, что мы видели выше. После этого, неэкспонированная маска смывается, обнажая контактные пятачки:
Потом их покрывают финишным покрытием — горячим лужением или иммерсионным нанесением:
И наносят маркировку — шелкографию. Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит.
Она может наносится по двум технологиям. В первом случае все происходит так же, как и с паяльной маской, отличается лишь цвет состава. Она закрывает всю поверхность платы, потом экспонируется, и неотвержденные ультрафиолетом участки смываются. Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:
Это и дешевле, и гораздо быстрее. Военные, кстати, не жалуют этот принтер, и постоянно указывают в требованиях к своим платам, что маркировка наносится только фотополимером, что очень огорчает главного технолога.
Изготовление многослойных печатных плат по методу металлизации сквозных отверстий:
Все, что я описал выше — касается только односторонних и двухсторонних печатных плат(на заводе их, кстати, никто так не называет, все говорят ОПП и ДПП). Многослойные платы(МПП) делаются на этом же оборудовании, но немного по другой технологии.Изготовление ядер
Ядро — это внутренний слой тонкого текстолита с медными проводниками на нем. Таких ядер в плате может быть от 1(плюс две стороны — трехслойная плата) до 20. Одно из ядер называется золотым — это означает, что оно используется в качестве реперного — того слоя, по которому выставляются все остальные. Ядра выглядят вот так:Изготавливаются они точно так же, как и обычные платы, только толщина стеклотекстолита очень мала — обычно 0,5мм. Лист получается такой тонкий, то его можно изгибать, как плотную бумагу. На его поверхность наносится медная фольга, и дальше происходят все обычные стадии — нанесение, экспонирование фоторезиста и травление. Итогом этого являются вот такие листы:
После изготовления дорожки проверяются на целостность на станке, который сравнивает рисунок платы на просвет с фотошаблоном. Кроме этого, существует еще и визуальный контроль. Причем реально визуальный — сидят люди и смотрят в заготовки:
Иногда какая-то из стадий контроля выносит вердикт о плохом качестве одной из заготовок(черные крестики):
Этот лист плат, в которой случился дефект все равно изготовится полностью, но после нарезки бракованная плата пойдет в мусор. После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.
Сборка ядер в пакет и прессование
Это происходит в зале под названием «Участок прессования»:Ядра для платы выкладываются вот в такую стопочку:
А рядом кладется карта расположения слоев:
После чего в дело вступает полуавтоматическая машина прессования плат. Полуавтоматичность ее заключается в том, что оператор должен по ее команде подавать ей ядра в определенном порядке.
Перекладывая их для изоляции и склеивания листами препрега:
А дальше начинается магия. Автомат захватывает и переносит листы в рабочее поле:
А затем совмещает их по реперным отверстиям относительно золотого слоя.
Дальше заготовка поступает в горячий пресс, а после прогрева и полимеризации слоев — в холодный. После этого мы получаем такой же лист стеклотекстолита, который ничем не отличается от заготовок для двухслойных печатных плат. Но внутри у него
Сверловка заготовок
При сборке пакета ОПП и ДПП для сверловки его не нужно центровать, и его можно собирать с некоторым допуском — все равно это первая технологическая операция, и все остальные будут ориентироваться на нее. А вот при сборке пакета многослойных печатных плат очень важно привязаться к внутренним слоям — при сверловке отверстие должно пройти насквозь все внутренние контакты ядер, соединив их Это рентгеновский сверлильный станок, который видит сквозь текстолит внутренние металлически реперные метки и по их расположению сверлит базовые отверстия, в которые вставляются крепежи для установки пакета в сверлильный станок.
Металлизация
Дальше все просто — заготовки сверлятся, очищаются, активируются и металлизируются. Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:Таким образом, завершая электронную схему внутренностей печатной платы.
Проверка и шлифы
Дальше от каждой платы отрезается кусочек, который шлифуется и рассматривается в микроскоп, для того, чтобы удостовериться, что все отверстия получились нормально. Эти кусочки называются шлифы — поперечно срезанные части печатной платы, которые позволяет оценить качество платы в целом и толщину медного слоя в центральных слоях и переходных отверстиях. В данном случае, под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий, которые используются в заказе. Шлиф, залитый в прозрачный пластик выглядит вот так:
Фрезеровка или скрайбирование
Далее платы, которые находятся на групповой заготовке необходимо разделить на несколько частей. Делается это либо на фрезерном станке:Который фрезой вырезает нужный контур. Другой вариант — скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата:
А вот фрезерованная:
Если заказывалось только изготовление плат, то на этом все заканчивается — платы складывают в стопочку:
Оборачивается все тем же маршрутным листом:
И ждет отправки.
А если нужна сборка и запайка, то впереди есть еще кое-что интересное.
Сборка
Дальше плата, если это необходимо поступает на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке — то все понятно, сидят люди(кстати, в большинстве своем женщины, когда я к ним зашел, у меня уши в трубочку свернулись от песни из магнитофона «Боже, какой мужчина»):
И собирают, собирают:
А вот если говорить о автоматической сборке, то там все гораздо интереснее. Происходит это вот на такой длинной 10-метровой установке, которая делает все — от нанесения паяльной пасты до пайки по термопрофилям.
Кстати, все серьёзно. Там заземлены даже коврики:
Как я говорил, начинается все с того, что на неразрезанный лист с печатными платами устанавливают вместе с металлическим шаблоном в начало станка. На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.
Шаблон поднимается, и паяльная паста оказывается в нужных местах на плате. Кассеты с компонентами устанавливаются в отсеки:
Каждый компонент заводится в соответствующую ему кассету:
Компьютеру, управляющему станком, говорится где какой компонент находится:
И он начинает расставлять компоненты на плате.
Выглядит это вот так(видео не мое). Можно смотреть вечно:
Аппарат установки компонентов называется Yamaha YS100 и способен устанавливать 25000 компонентов в час(на один тратится 0.14 секунды).
Дальше плата проходит горячую и холодные зоны печки(холодная — это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой:
Запаянный лист плат выглядит вот так:
Все. Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:
Примеры
Напоследок, примеры того, что технотех может делать. Например, конструирование и изготовление многослойных плат(до 20 слоев), включая платы для BGA компонентов и HDI платы:C со всеми «номерными» военными приемками(да, на каждой плате вручную ставится номер и дата изготовления — этого требуют военные):
Проектирование, изготовления и сборка плат практически любой сложности, из своих или из компонентов заказчика:
И ВЧ, СВЧ, платы с металлизированным торцом и металлическим основанием(фотографий этого я не сделал, к сожалению).
Конечно, они не конкурент резониту в плане быстрых прототипов плат, но если у вас от 5 штук, рекомендую запросить у них стоимость изготовления — они очень хотят работать с гражданскими заказами.
И все-таки, в России производство еще есть. Что бы там не говорили.
Напоследок можно отдышаться, поднять глаза на потолок и попытаться разобраться в хитросплетениях труб:
Что почитать?
Субтрактивный комбинированный позитивный метод в домашних условиях ДПП в картинках
Несколько разных технологий изготовления ДПП и МПП
Производство в фотографиях(правда, без описания)
Прямая печать плат на текстолите / Habr
Вот периодически мне бывает нужно сделать печатные платы для моих поделок. ЛУТ для меня чрезвычайно капризный метод — то тонер переплавится и растечется, то качество бумаги не сгодится, то еще какой- нибудь геморрой — нервы нужны стальные-железные. Для фоторезиста реактивы специфические и ламинатор.«А если для этого станочек специальный соорудить? Чтоб сразу краской печатать?», — подумалось мне. «Принтер переделай!», — резонно заметила лень. Поиск в интернете выявил, что люди успешно переделывают для печати на текстолите струйники, однако это довольно трудоемкий процесс (нужно допиливать и поднимать рамку с печатающей головкой и т. п.), к тому же, своим струйным принтером я дорожу, как мадам Грицацуева ситечком (МФУ, все-таки). А вот ненужный лазерный HP lj 6L у меня валялся без дела — в общем, довалялся. Полез смотреть характеристики и случайно наткнулся на статью (кэш статьи, на всякий пожарный) по переделке именно этого принтера под текстолит. Но тема в статье так и не раскрылась до конца — в частности, там не рассказывается, как сделать так, чтобы тонер прилипал к фольге текстолита, чем потом этот тонер запекать и, главное, — нет видеодемонстрации работающего образца, поэтому я довел это дело до ума самостоятельно. Я настоятельно рекомендую ознакомиться с вышеупомянутой статьей, потому что повторять описанное там во всех деталях не буду — нечего плодить копипаст. Под катом много фотографий.
Итак, сама переделка заключается в мелочах — сделать пропил в задней стенке, убрать отбойную площадку и печку (чтобы напечатанный рисунок не смазывался). Термодатчик печки нужно заменить резистором с сопротивлением 8,2 кОм. Я рекомендую сделать это так (просто закоротить термодатчик резистором, чтобы не возиться с его закреплением):
С разъемом, подающим напряжение нагрева, ничего делать не надо. Отключить от него печку и все.
Далее нужно поработать с отбойной площадкой — это то, что находилось за роликом захвата бумаги — ее нужно спилить, оставив только бока. Прощу прощения, но фотографии с неотпиленной задней частью нет — забыл сфотографировать, а когда опомнился и пришел в себя, то все уже было отпилено. Сам не знаю, как так вышло. Кошмар.
Вот так все должно выглядеть:
Да, чуть не забыл: аккуратнее с датчиком прохождения бумаги (он, вернее, верхнее плечо его заслонки, находится вон в той щели слева от ролика захвата бумаги) — не спилите случайно его крепления, иначе принтер не сможет контролировать конец листа в подающем тракте.
А вот у датчика наличия бумаги наоборот удалите заслонку, и принтеру будет казаться, что «бумага» есть всегда.
Вид сзади:
Это все, что я хотел прояснить по поводу переделки. А теперь не менее важные моменты — прилипание тонера к фольге и закрепление его с помощью нагревания.
- Зачищаете нулевкой поверхность платы
- Протираете ацетоном
- Берете флюс ЛТИ-120 (именно его, он обеспечивает прилипание за счет входящей в состав канифоли) и аккуратно, буквально за несколько движений, наносите его на плату марлевым тампоном (ватным не нужно — оставит «мохры») и даете чуть-чуть подсохнуть около минуты. Поверхность фольги должна принять примерно такой вид:
- Заряжаете текстолит в принтер и выводите плату на печать. После того, как она будет напечатана, феном паяльной станции при температуре ~300-350°C запекаете тонер. Он спекается моментально. Поток горячего воздуха нужно наводить непосредственно на дорожки платы. Дорожки должны приобрести такой вид:
- Далее небольшим количеством ацетона очень аккуратно смываете весь флюс с платы, иначе плата не протравится. Если вы запекали тонер при рекомендованной температуре, то дорожки не должны сейчас смываться ацетоном ни на йоту.
- Теперь плату можно травить. Вот что получилось у меня:
Я не очень аккуратно запекал тонер и случайно покарябал дорожки — дефекты видно на фото. Надписи, как видим, пропечатались довольно хорошо.
Ну и, конечно, то, ради чего мы все тут собрались — видеодемонстрация работы девайса:
Вот и все. Мне этот «станочек» существенно облегчил жизнь. Не одну плату уже с его помощью удачно напечатал, тьфу-тьфу. Если кому-то это все пригодится — буду очень рад. Спасибо за внимание.
UPD: Сайт по ссылке полег маленько. Потому вот гуглокэш.
Печатные платы своими руками. Технология ЛУТ
Здравствуйте, дорогие читатели блога. Сейчас на улице замечательная погода, а у меня прекрасное настроение. Сегодня я хочу вам рассказать о том, как можно изготовить качественные печатные платы в домашних условиях.
Не спорю, что в сети информации на эту тему очень много и, наверное, на каждом радиолюбительском сайте есть описание ЛУТовской технологии. Но из всех этих вариантов я выбрал один, который позволяет мне делать действительно качественные печатные платы не уступающие заводским. В этом варианте нет каких-либо тонкостей способных повлиять на результат. Именно этим методом я хочу с вами поделиться.
[contents]
]Вообще метод изготовления печатных плат с помощью лазерного утюга не сложен. Его суть заключается в способе нанесения защитного рисунка на фольгированный текстолит.
В нашем случае защитный рисунок мы сначала с помощью принтера выводим на фотобумагу, глянцевую ее сторону. Затем в результате нагрева утюгом, размягченный тонер прижаривается к поверхности текстолита. Подробности сего действа читайте далее…НО в следующих статьях вас ждет еще более полезная информация из области радиолюбительских технологий так что обязательно [urlspan]подпишитесь.[/urlspan]
Итак приступим.
Для изготовления платы по технологии ЛУТ нам понадобится:
- фольгированный текстолит (одно- или двухсторонний)
- лазерный принтер
- утюг
- ножницы по металлу
- глянцевая фотобумага (Lomond)
- растворитель (ацетон, спирт, бензин и т.д.)
- наждачная бумага (с мелким абразивом, нулевка вполне подойдет)
- сверлилка (обычно моторчик с цанговым патроном)
- зубная щетка (очень нужная вещь, не только для здоровья зубов)
- хлорное железо
- собственно сам рисунок платы нарисованный в Sprint-Layout
Подготовка текстолита
Берем в руки ножницы по металлу и вырезаем кусок текстолита по размеру нашей будущей печатной платы. Раньше я резал текстолит ножовкой по металлу, но это, оказалось, по сравнению с ножницами не так удобно, да и пыль текстолитовая очень докучала.
Полученную заготовку печатной платы хорошенько шкурим наждачной бумагой — нулевкой до появления равномерного зеркального блеска. Затем смачиваем кусочек ткани ацетоном, спиртом или каким еще растворителем, тщательно протираем и обезжириваем нашу плату.
Наша задача очистить нашу плату от окислов и «потных рук». Само собой после этого стараемся руками нашу плату не трогать.
Подготовка рисунка печатной платы и перенос на текстолит
Нарисованный заранее рисунок печатной платы, мы распечатываем на фотобумагу. Причем в принтере отключаем режим экономии тонера, а рисунок выводим на глянцевой стороне фотобумаги.
Теперь достаем из-под стола утюг и включаем в сеть, пускай нагревается. Свежераспечатанный лист бумаги ложим на текстолит рисунком вниз и начинаем проглаживать утюгом. С фотобумагой, в отличие от кальки, подложки от самоклейки церемониться не нужно, «елозим» утюгом до начала пожелтения бумаги.
Здесь можно не бояться передержать плату, или переборщить с давлением. После берем этот бутерброд с прижаренной бумагой и несем его в ванную. Под струей теплой воды подушечками пальцев начинаем скатывать бумагу. Далее берем в руки заготовленную зубную щетку и хорошенько проходим ею по поверхности платы. Наша задача содрать белый меловой слой с поверхности рисунка.
Просушиваем плату и под яркой лампой хорошенько проверяем.
Зачастую меловой слой сдирается с первого раза зубной щеткой, но бывает, что этого оказывается недостаточно. В этом случае можно воспользоваться изолентой. Белесые волокна налипают на изоленту оставляя нашу платку чистой.
Травление платы
Для приготовления травящего раствора нам понадобится хлорное железо FeCL3.
Этот чудо порошок в нашем радиомагазине стоит около 50р. Наливаем в неметаллическую посудину воды и засыпаем туда хлорного железа. Обычно на три части воды берут одну часть FeCL3. Далее погружаем в посудину нашу плату и даем ей время.
Время травления зависит от толщины фольги, температуры воды, свежести приготовленного раствора. Чем горячее раствор, тем быстрее пройдет процесс травления, но в тоже время в горячей воде есть вероятность повредить защитный рисунок. Также процесс травления ускоряется при помешивании раствора.
Некоторые приспосабливают для этого «бульбулятор» от аквариума или же крепят вибромоторчик от телефона. Вытравленную плату вынимаем и промываем под струей воды. Травящий раствор сливаем в баночку и прячем под ванну, главное чтоб жена не увидела.
Этот раствор нам еще потом пригодится. Вытравленную платку очищаем от защитного слоя тонера. Я для этого применяю ацетон, но вроде как спиртом или бензином тоже не плохо получается.
Сверление платы
Вытравленная и очищенная плата нуждается в сверловке, так как не всегда есть возможность применения поверхностного монтажа. Для сверления платы у меня припасена небольшая сверлилка. Она представляет собой моторчик типа ДПМ с насаженным на вал цанговым патроном. Брал я его в радиомагазине за 500р. Но думаю можно применить для этого любой другой моторчик, например от магнитофона.
Сверлим плату острым сверлом, стараясь сохранять перпендикулярность. Перпендикулярность особенно важна при изготовлении двусторонних плат. Кернение отверстий под сверловку нам не требуется, так как отверстия в фольге образовались при травлении автоматически.
Проходимся по плате шкуркой нулевкой, снимая заусенцы после сверловки, и готовимся к лужению нашей платы.
Лужение платы
Я стараюсь залуживать свои платы, и делаю это по нескольким причинам:
- Залуженная плата более стойка к коррозии, и через год вы не увидите следов ржавчины на вашем устройстве.
- Слой припоя на печатном рисунке увеличивает толщину токопроводящего слоя, так снижается сопротивление проводника.
- На предварительно залуженную плату легче напаивать радиодетальки, подготовленные поверхности способствуют качественной пайке.
Обезжириваем плату и очищаем от окисла. Воспользуемся ацетоном, а затем буквально на секунду обмакнем в раствор хлорного железа. Порозовевшую плату обильно красим флюсом. Далее достаем паяльник помощнее и, набрав небольшое количество припоя на жало, быстрыми движениями проходимся по дорожкам нашего печатного рисунка. Остается только пройтись немного наждачной бумагой по рисунку, и получаем в результате красивую, блестящую платку.
Где можно приобрести
Где же можно купить фольгированный текстолит? Да впрочем не только текстолит но и другие инструменты для радиолюбительского творчества.
В настоящее время у меня нет с этим каких-то проблем, так как в моем городе есть несколько точек приличных радиомагазинов. Там я и текстолит покупаю и все что требуется.
Одно время, когда в моем городе не было нормального радиомагазина я все материалы, инструменты и радиодетали заказывал в интернет-магазине. Один из таких интернет магазинов где можно найти текстолит да и не только это магазин Десси, о нем я кстати даже статью написал.
Печатные платы на заказ
Бывают ситуации когда есть рисунок печатной платы но совершенно не хочется сталкиваться с технологическими заморочками а печатная плата ой как нужна. Или бывает, что и не против попробовать, постичь все таинства сего процесса но времени как на зло нет да и не известно к чему приведет (первый результат не всегда приближен к идеалу) В этом случае можно поступить проще, можно заказать печатные платы и получить качественный результат.
Так что ВНИМАНИЕ!!! Если вы заинтересованы в изготовлении печатных плат на заказ то обязательно читайте эту статью!
Ну что же, вот мы и познакомились со способом изготовления печатных плат своими руками в домашних условиях. Обязательно [urlspan]подпишитесь на новые статьи[/urlspan], потому, что дальше будет много интересного и полезного.
Кроме того относительно недавно появился еще один прогрессивный способ подписки через форму сервиса Email рассылок, этот способ примечателен тем, что каждый подписавшийся получает ПОДАРОК!!!, и этот подарок несомненно оценит любой радиолюбитель. Так что люди подписываются и получают приятные бонусы, так что добро пожаловать.
Так что создавайте свои устройства, делайте печатные платы, а технология ЛУТ будет вам в помощь.
С уважением, Владимир Васильев.
Предлагаю посмотреть хорошую подборку видеороликов по каждому этапу ЛУТ — технологии.