Как возникает дуга?
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Общие сведения о сварке
Неотъемлемой частью электродуговой сварки является сварочная дуга. Именно она необходима для нагрева изделий и присадочных материалов, их расплавления и последующего сваривания. Сварочная дуга – разряд электрического тока между сварочным электродом и свариваемым изделием. Дуга разогревается до высоких температур порядка 7000oC, что позволяет легко плавить все существующие виды металлов и другие материалы.
Для появления дуги может использоваться ток любого рода: переменный или постоянный прямой или обратной полярности. Различные рода тока используются для различных видов работ.
Различают дугу прямого и косвенного действия. Прямая, или зависимая, дуга зажигается между электродом и свариваемым изделием. Косвенная, или независимая, дуга горит между двумя электродами, минуя само изделие.
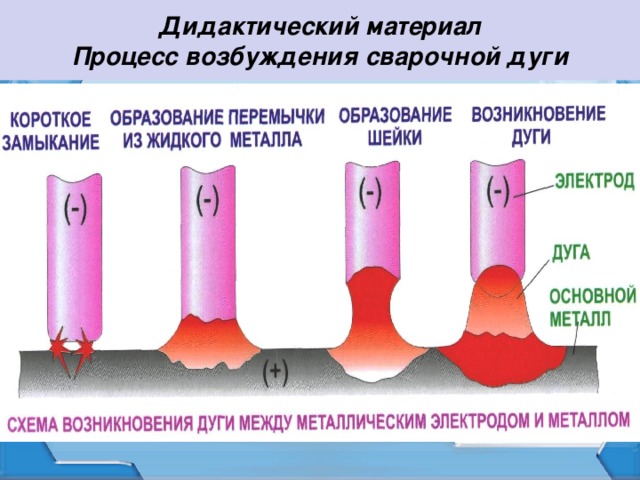
Электрический ток подается от источника питания на электрод. Ток подается непрерывно, поэтому изделие перед работой необходимо заземлить. Для этого в сварочной машине предусмотрен специальный заземляющий кабель. В результате подачи тока между электродом и изделием образуется электрический разряд. В момент соприкосновения электрода и изделия происходит короткое замыкание. После этого электрод медленно приподнимается над изделием, и образуется дуга, используемая для электросварки.
При ручной дуговой сварке зажигание дуги может быть происходить в результате касания или чирканья электродом по изделию. Современное сварочное оборудование позволяет получить дугу бесконтактным способом с помощью генератора высокочастотных колебаний.
В сварке MMA используется стандартный сварочный электрод. В сварке методом TIG для образования дуги применяется неплавящийся вольфрамовый электрод, а также дополнительно используется присадочная проволока, подаваемая вручную. В сварка методом MIG/MAG электродом для подачи тока служит сама сварочная проволока, подаваемая из специального пистолета. В этом случае проволока выполняет две функции: функцию электрода и функцию присадочного материала.
Для качественного выполнения шва дуга должна быть стабильной. Поэтому большое внимание должно уделяться бесперебойной подаче напряжения. Тип проволоки и скорость ее подачи должны соответствовать свариваемым изделиям. Это также влияет на стабильность электродуги.
Качество горения дуги зависит и от квалификации сварщика. Грамотный сварщик должен уметь поддерживать оптимальное расстояние от электрода до свариваемых кромок и выдерживать постоянную скорость перемещения горелки. Использование современных аппаратов, в том числе для автоматической сварки, позволяет облегчить работу сварщика и снизить влияние человеческого фактора на стабильность дуги и качество получаемого шва.
Что такое электрическая дуга | Температура сварочной дуги, вольт-амперная характеристика
Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
СОДЕРЖАНИЕ
- Что такое сварочная дуга
- Строение и температура сварочной дуги
- Виды сварочной дуги
- Условия горения
- Как образуется электрическая дуга и причины ее возникновения
- Чем определяется мощность сварочной дуги
- Вольт-амперная характеристика сварочной дуги
Что такое сварочная дуга
Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник. Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
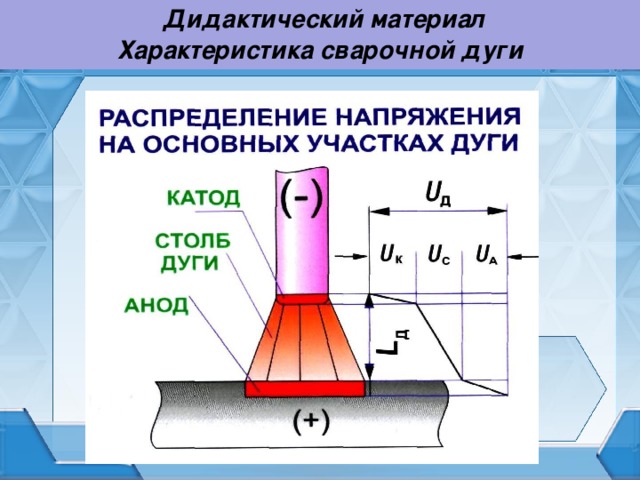
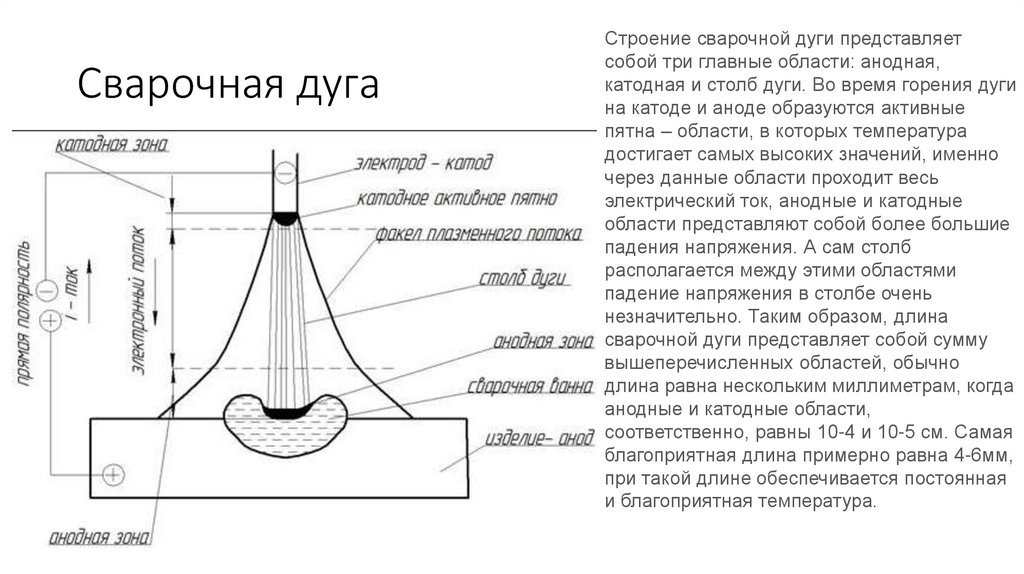
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре.
Виды сварочной дуги
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.


Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Читайте также: Маркировка электродов для ручной дуговой сварки
Условия горения
Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.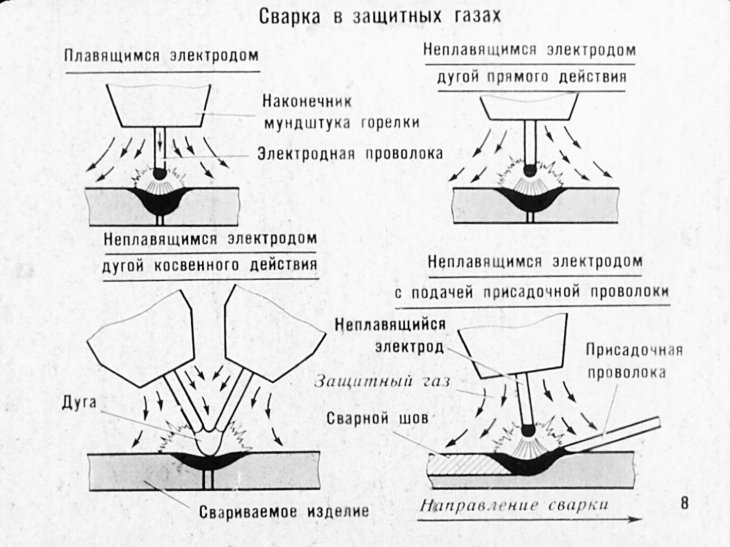
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
 Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.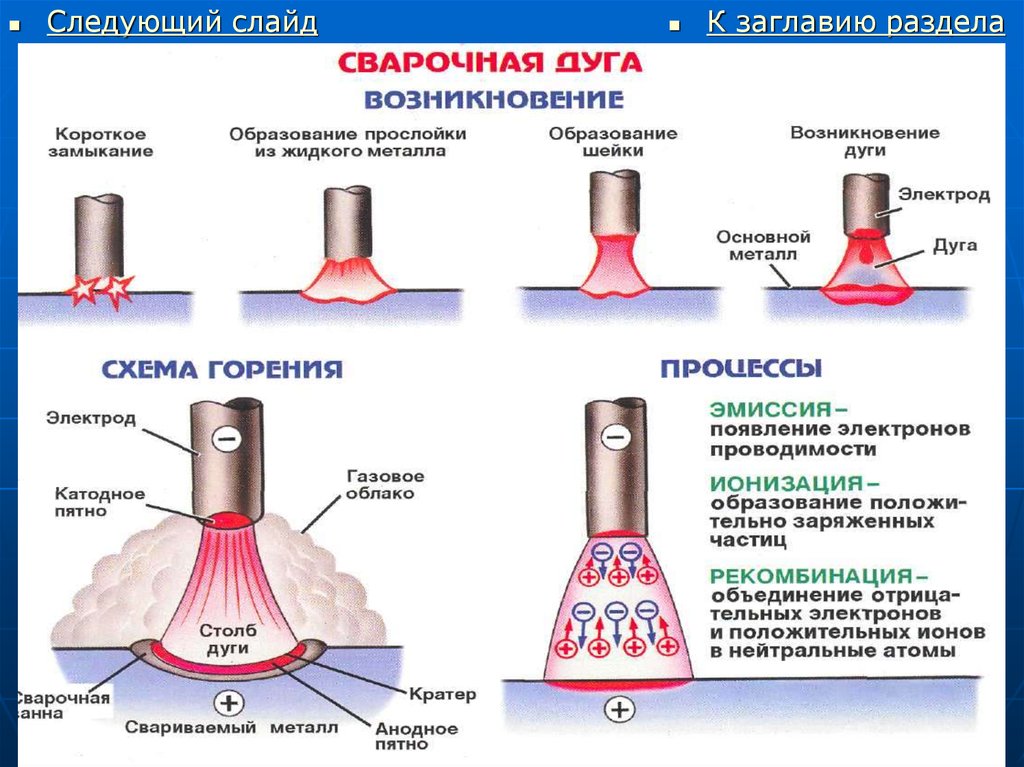
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
Объяснение дуговой сварки: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, а также ее плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой.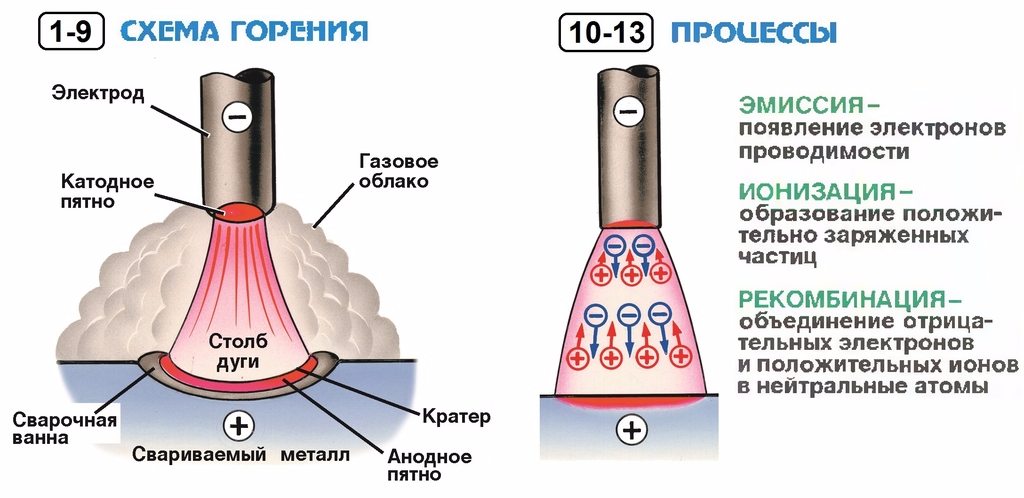 Все используют электрическую дугу для сварки.
Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Источник питания
- Металлические заготовки
- Дуга
Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределамиНаиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применения включают сосуды, сосуды под давлением, трубы, резервуары, корабли, мосты, железные дороги, автомобили, сельскохозяйственное оборудование, скульптуры из металла, трейлеры и т. д.
Короче говоря, благодаря быстрому и экономичному характеру соединения металлов дуговая сварка используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металла
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод — это проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу.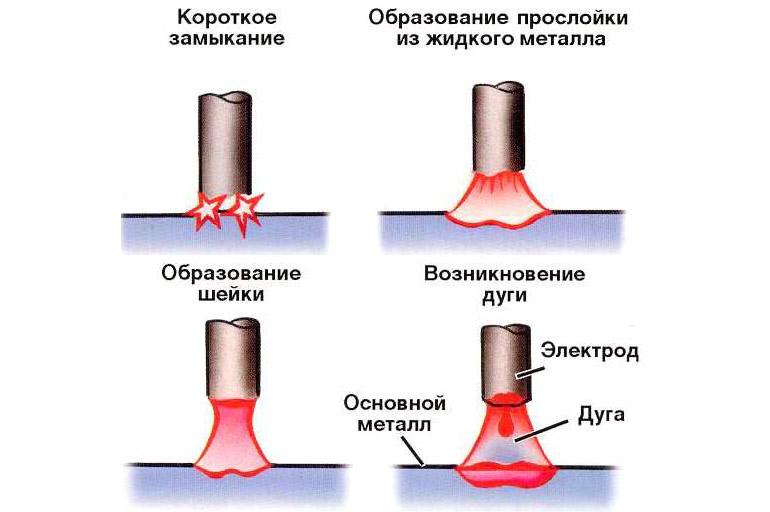 Также электроды можно разделить на плавящиеся и неплавящиеся.
Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка стержнем, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя. Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлическим газом («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка МИГ – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку МИГ.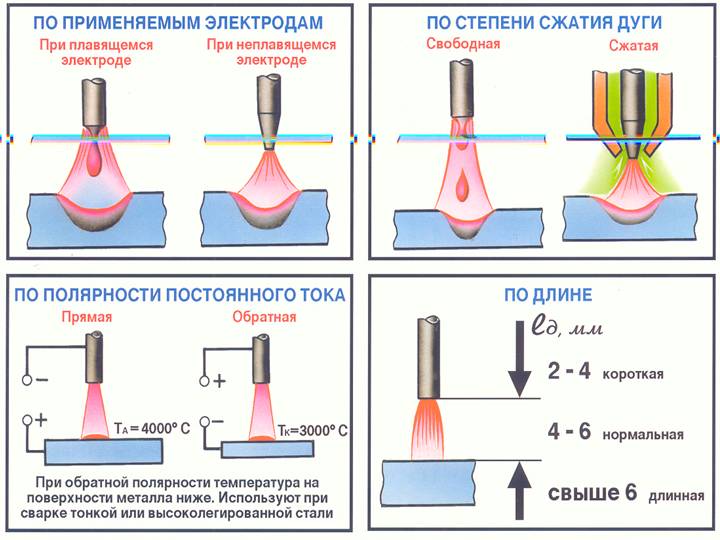 В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, дуговая сварка под флюсом использует непрерывно подаваемый проволочный электрод, который расходуется при сварке. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приварки крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться или не потребоваться защитный газ, а вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить шов флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального шва. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.
Поскольку электрод не расходуется, для достижения желаемых результатов может понадобиться дополнительный присадочный стержень.
Подведение итогов
Надеюсь, эта статья дала вам некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток. Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
Что такое дуговая сварка? Определения и процессы дуговой сварки
Содержание
- 1 Определение дуговой сварки и типы процессов
- 2 Как это работает?
- 3 Какие существуют типы дуговой сварки?
- 4 Методы плавящимся электродом
- 4. 1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG)
- 4.2 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- 4.3 Дуговая сварка флюсовой проволокой (FCAW) 4.0023 Дуговая сварка под флюсом Сварка (под флюсом)
- 4.
- 4,5 Электро-слагая сварка (ESW)
- 4,6 Сварка дуговых шпильков (SW)
 1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG)
1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG)- 5,1 Tungsten инертная газовая сварка
- 5,2 ПЛАЗМА.
- 6 Где используется?
- 7 Типы стержней
- 8 Преимущества дуговой сварки
- 9 Недостатки дуговой сварки
Определение дуговой сварки и типы процессов
Дуговая сварка является одним из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания интенсивного тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника питания переменного или постоянного тока для создания ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для расплавления основных металлов и создания ванны расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается по линии стыка механическим или ручным способом. Электрод может быть либо стержнем, по которому проходит ток между наконечником и заготовкой, либо стержнем или проволокой, которая проводит ток, а также плавится и подает присадочный металл к соединению.
Металл склонен вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, при нагревании дугой до экстремальных температур. Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
Какие существуют типы дуговой сварки?
Дуговая сварка может быть разделена на две различные формы:
Методы плавящегося электрода
Газовая сварка с металлической вставкой (MIG) и сварка металлическим активным газом (MAG)
Эта форма дуговой сварки также известна как дуговая сварка металлическим электродом в газе ( ГМАВ). MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения из-за загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Этот вид сварки также известен как электродуговая сварка или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки можно использовать вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору сваривать на открытом воздухе, даже в ветреную погоду. Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания дуги постоянной длины. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
Дуговая сварка под флюсом (SAW)
SAW предполагает образование дуги между постоянно подаваемым плавящимся электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны.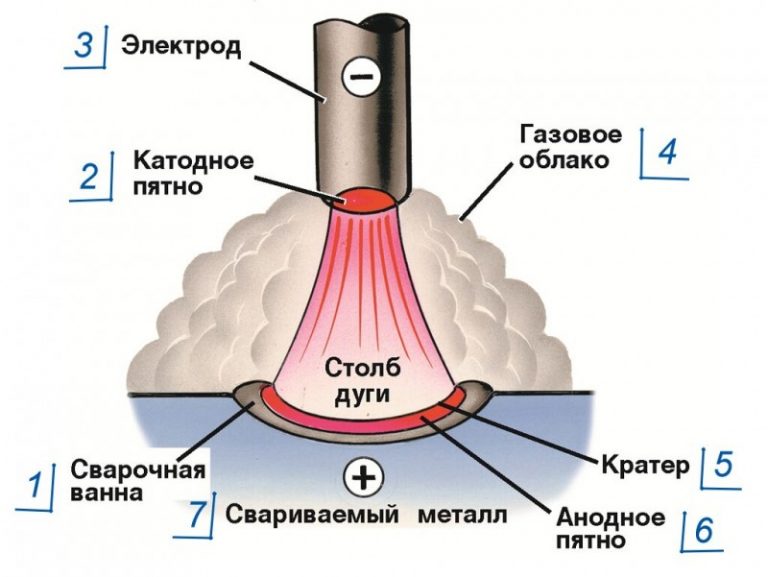 Процесс становится проводящим при расплавлении и создает путь тока между электродом и заготовкой. Поток велик, потому что он предотвращает брызги и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Процесс становится проводящим при расплавлении и создает путь тока между электродом и заготовкой. Поток велик, потому что он предотвращает брызги и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
ЭШС — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. Это создает расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для расплавления проволоки и кромок пластин. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой путем нагревания обеих частей электрической дугой.
Методы с неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует нерасходуемый вольфрамовый электрод для создания электрической дуги. Дуга также действует как газовый щит, защищающий сварной шов от воздуха, который может вызвать окисление. Это предпочтительный метод сварки алюминия.
TIG использует нерасходуемый вольфрамовый электрод для создания электрической дуги. Дуга также действует как газовый щит, защищающий сварной шов от воздуха, который может вызвать окисление. Это предпочтительный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие швы.
Где используется?
Дуговая сварка обычно используется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, соединения листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и надежных соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, использующими дуговую сварку, являются нефтегазовая промышленность и энергетика.
Типы стержней
Для дуговой сварки используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и области применения. Все эти факторы влияют на качество сварки. Стержень прикреплен к сварочному аппарату, и ток проходит через него для соединения заготовок. Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Обычно используемые стержни имеют покрытие. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют контроль дуги. Стержни с покрытием лучше подходят для снижения содержания загрязняющих оксидов и серы из-за химических веществ, которые они выделяют. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Неважно, с покрытием или без покрытия стержень, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Покрытие стержня может быть целлюлозным, минеральным или их смесью. Неважно, с покрытием или без покрытия стержень, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. К этим преимуществам относятся:
- Низкая стоимость. Это доступная техника, поскольку стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Портативность. Материалы в этой технике легко транспортировать.
- Используется для очистки нечистых металлов . Дуговая сварка может выполняться на грязных металлах.
- Работа в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работа может выполняться только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.