
Точечная сварка из микроволновки
Skip to content
Самоделкитому назад 351 просмотра
Самоделка из хлама — точечная сварка из трансформатора от микроволновки, фото и подробное описание изготовления самоделки.
Понадобилась точечная сварка для сварки тонкой нержавейки и оцинковки толщиной до 1 мм. Как раз случайно на металоприёмке, нашёлся трансформатор от микроволновки, решил из него сделать сварочный аппарат.
Далее на фото показан подробный процесс изготовления точечной сварки из микроволновки.
Вначале ножовкой по металлу, срезаем с трансформатора, высоковольтную обмотку (ту где тонкий провод) и удаляем ее. Дополнительно я положил прокладки из стеклотекстолита
На вторичную обмотку мотаем полтора витка гибкого провода сечением 70 квадратных миллиметров и напаиваем наконечники.
Теперь закрепляем трансформатор на подходящей подставке — силуминовая крышка от какой то аппаратуры.
Из круглой железки и двух шестигранников с отверстием, делаем держатель неподвижного электрода.
Крепим его на подставку и закрепляем неподвижный электрод. Вот что у нас получилось.
Делаем рычаг, где будет крепиться подвижный электрод. Ручка-шарик клеится на эпоксидке.
Крепим на место рычаг и подвижный электрод.
Привинчиваем стойки, на которые будет крепиться плата управления. Стойки готовые-от какого то старого блока. К ним крепим так же компьютерный разъем для сетевого шнура.
К двум другим стойкам крепим вентилятор от компьютера.
А на рычаг приделываем кнопку, будет включаться сварочный ток.
Из обрезка текстолита, делается крепление возвратной пружины.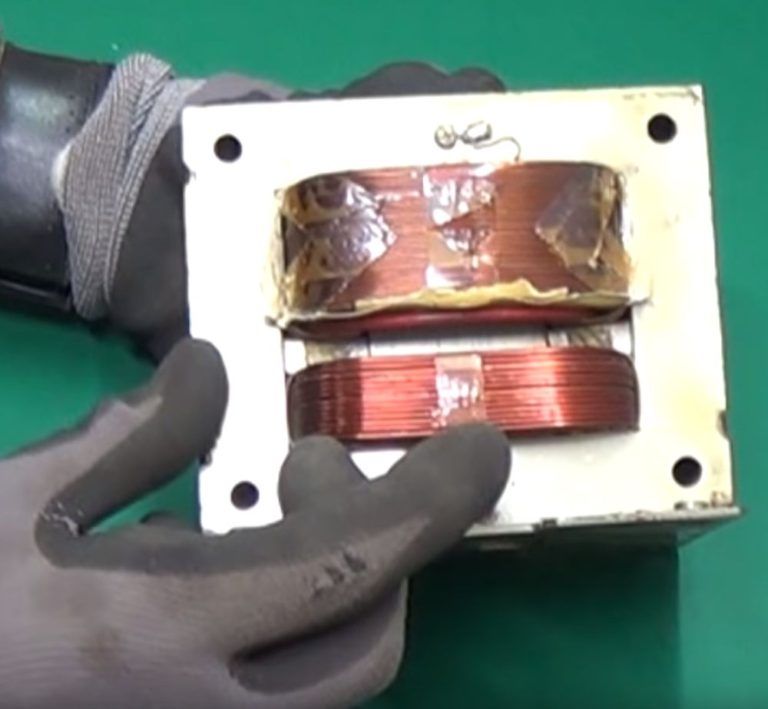
Теперь самое время заняться схемой управления. Слепил ее из того,что было под рукой. Тиристоры на 25 ампер. Схема обеспечивает включение сварочного тока нажатием кнопки и автоматическое отключение после выдержки времени. Выдержка регулируется от 0 до 4 сек.
Вот детали для схемы управления.
Плата готова.
Закрепляем выключатель и переменный резистор с помощью обрезка пластмассы.
Теперь закрепляем плату управления,подключаем весь проводной монтаж и жгутуем его.
Коробку сделал из корпуса от видика, собираем с помощью заклепочника.
Напряжение холостого хода получилось 1.8 вольта. Пробуем сварить два кусочка оцинковки толщиной 1 мм. Качество сварки отличное-точка сварки рвется с мясом по металлу. Выдержка времени была 3 секунды.
Электроды и провод вторички, заметно греются после 10 ка точек, но это если сваривать непрерывно.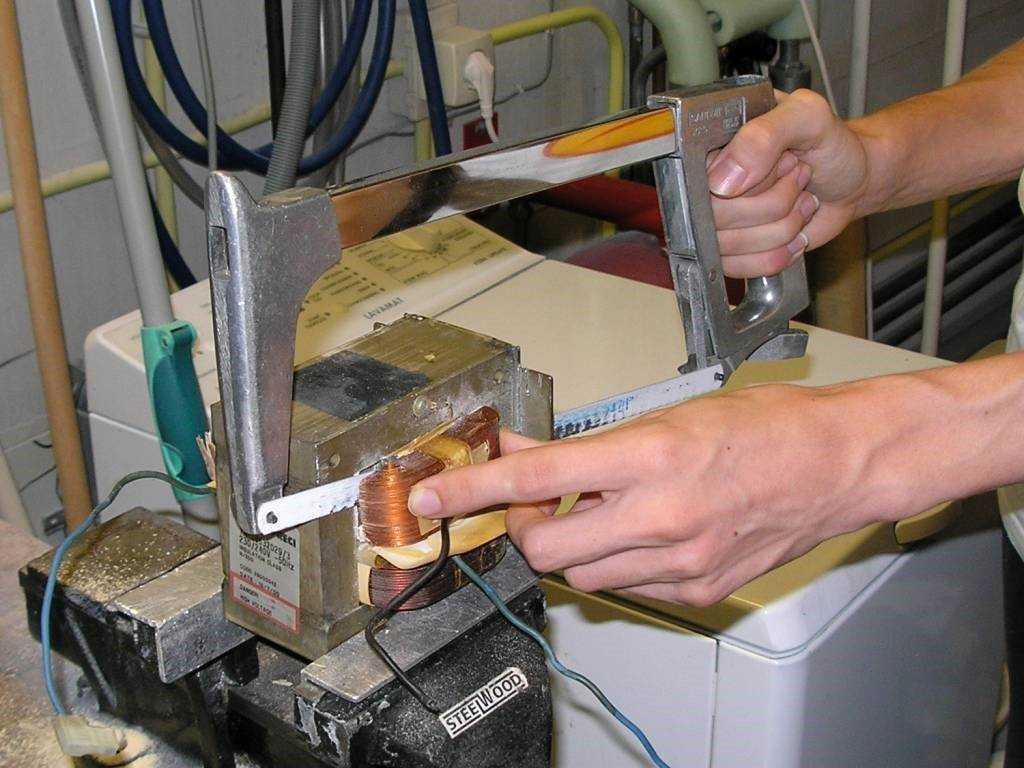
Первичка и железо трансформатора не греется вообще. Конечно агрегат не для работы на потоке, но мне он уже хорошо помог-сварил им кожухи на два блока управления на заказы.
Автор самоделки: Валентин. г. Тверь. samodelki-n.ru
СЛУЧАЙНЫЕ СТАТЬИ
Еще некоторое время назад помещение, которое располагается непосредственно под крышей дома, большинство людей считало обычной подсобкой. В наше время мансарда…
тому назад 120 просмотра
Даже тщательно спланированные и ухоженные загородные владения не станут по-настоящему частными, пока по их периметру не появится ограда. Ее можно…
тому назад 115 просмотра
Если вы решили поменять свои межкомнатные двери, то эта статья будет полезна при выборе между традиционными распашными и современными раздвижными…
тому назад 108 просмотра
Кухня всегда должна быть удобной и функциональной, поэтому необходимо применить декорирование.
тому назад 124 просмотра
Плюсы строительства по типовой проектировки загородного плана, состоит в том, что при помощи различных 3D программ можно создать модель вашего…
тому назад 213 просмотра
Исходя из количества используемой площади в ванной комнате, нам приходится решать — хотим ли установить душ или ванну? А может…
тому назад 122 просмотра
Больше всего смотрели
Adblock
detector
Изготовление самодельного аппарата для контактной сварки из микроволновки, детали для точечного сварочника
Для нерегулярного использования точечной сварки нецелесообразно покупать дорогостоящий аппарат.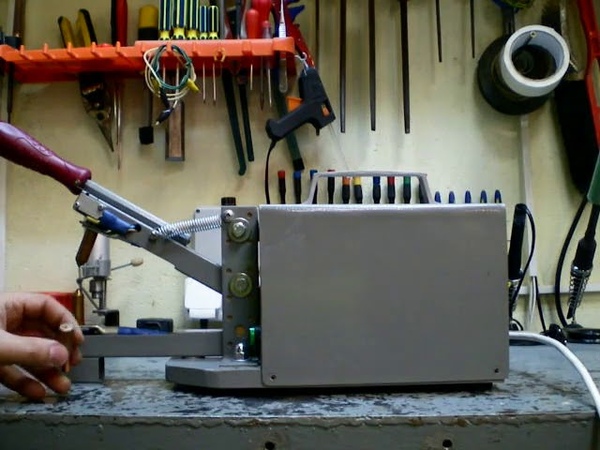 Выходом из ситуации будет изготовление контактной сварки из микроволновки своими руками. Точнее, потребуется не сама микроволновая печь, а высоковольтный трансформатор, находящийся в ней.
Выходом из ситуации будет изготовление контактной сварки из микроволновки своими руками. Точнее, потребуется не сама микроволновая печь, а высоковольтный трансформатор, находящийся в ней.
- Точечная сварка: преимущества и недостатки
- Извлечение и доработка трансформатора
- Электроды для аппарата
- Сборка сварочника
Точечная сварка: преимущества и недостатки
У любого способа сварки есть свои положительные стороны, у контактной таковыми являются:
- Минимальные энергозатраты.
- Высокая прочность получаемого соединения.
- Возможность сварки листового металла и прочих деталей малой толщины.
- Возможность сварки легкоплавкого металла.
К недостаткам можно отнести негерметичность сварного шва, а сварные точки являются генераторами напряжения.
При изготовлении сварочного аппарата из микроволновки своими руками потребуются:
- Трансформатор из микроволновки.
 Для мощного аппарата нужно достать два трансформатора.
Для мощного аппарата нужно достать два трансформатора. - Толстый медный одножильный провод.
- Рычаги, которые будут применяться как прижимы.
- Надёжная станина, на которой будет расположен аппарат.
- Для выполнения сварки можно использовать электроды из меди.
 Для мощного аппарата нужно достать два трансформатора.
Для мощного аппарата нужно достать два трансформатора.Извлечение и доработка трансформатора
Главной деталью самодельной точечной сварки из микроволновки является трансформатор. Он извлекается из рабочей микроволновки. Чем выше его мощность, тем лучше будет оборудование. При разборке микроволновки следует соблюдать осторожность: конденсаторы большой ёмкости могут сохранять напряжение, опасное для жизни. Во избежание поражения током нужно закоротить контакты конденсаторов (это можно сделать при помощи отвёртки).
После извлечения трансформатора требуется снять с него вторичную обмотку. Её можно распилить ножовкой или обрубить стамеской. А также нужно убрать шунты, расположенные с двух сторон трансформатора.
После удаления обмотки и шунтов придётся изготовить новую обмотку, чтобы трансформатор мог выдавать токи сильнее 500А. Для этого потребуется медный провод диаметром от 1 см (можно использовать несколько проводов для достижения нужного сечения), достаточно 2−4 витка для получения нужных токов. Для повышения мощности можно использовать несколько трансформаторов, в этом случае их подключают параллельно. Если в самодельном аппарате будет задействовано несколько трансформаторов,
При слишком высокой силе тока могут появляться скачки напряжения в электросети, поэтому следует осторожно применять мощные сварочники в городской квартире во избежание выхода из строя бытовых приборов.
Электроды для аппарата
В точечной сварке электроды выполняют несколько функций: подвод тока в зону сварки, отвод тепла, сжатие соединяемых деталей.
Требования, применяемые к электродам для контактной сварки, просты: они должны выдерживать рабочую температуру, хорошо проводить тепло и электрический ток, легко обрабатываться (затачиваться).
Исходя из этих требований, идеальными материалами для электродов будут сплавы меди.
Сборка сварочника
Чаще всего самодельные аппараты делают стационарными. Электроды устанавливают в наконечники, которые крепятся на концах рычагов, выполняющих роль прижимов. Последние проще всего изготовить из деревянного бруса. К электродам нужно припаять провода с обмотки.
Пайка крайне желательна, поскольку если соединять обжимом, то в месте соединения появится дополнительное сопротивление. Нижний рычаг неподвижен, его следует закрепить к основанию. Верхний рычаг должен быть прочным, так как для сварки толстых деталей требуется большая сила сжатия. Помимо этого, рычаг нужно подпружинить, чтобы электроды были разомкнуты в исходном состоянии.
Помимо этого, рычаг нужно подпружинить, чтобы электроды были разомкнуты в исходном состоянии.
Первичную обмотку трансформатора нужно заземлить.А также заземляется корпус аппарата, если он изготовлен из токопроводящего материала. Собирая своими руками сварочник из микроволновки, нужно помнить, что напряжение трансформатора составляет 230 В, оно считается потенциально опасным для жизни, поэтому все токопроводящие части аппарата следует закрыть в корпусе.
Поскольку аппарат сильно нагревается, крайне желательно придумать охлаждение. Для этих целей может подойти кулер из системного блока компьютера. Кнопку питания можно располагать в любом удобном для работы месте. Помимо этого, можно применять подачу питания с помощью педали.
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.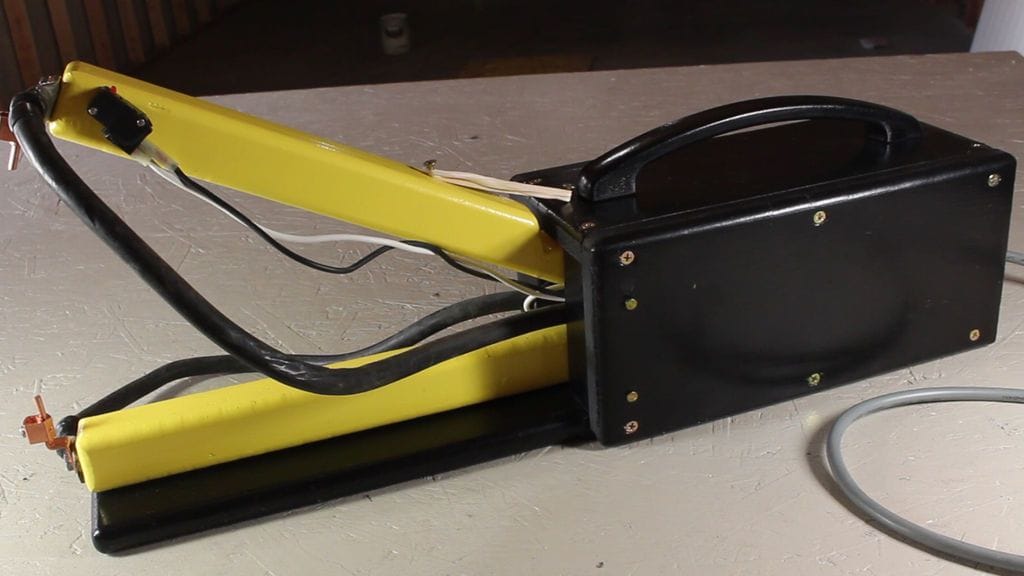
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
(Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу.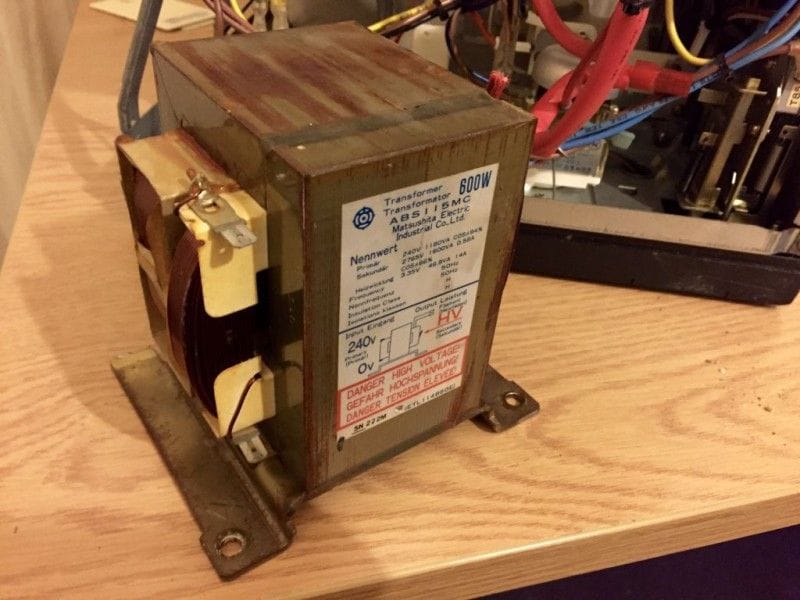 Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Исходник в picBasic pro
drive.google.com/file/d/0B0QDn8EiGpgMQmdYUk5fLXpEYzQ/view?usp=sharing&resourcekey=0-KoOwsck69XTz8EjPrRpMEg
Ссылка на проект протеус
drive.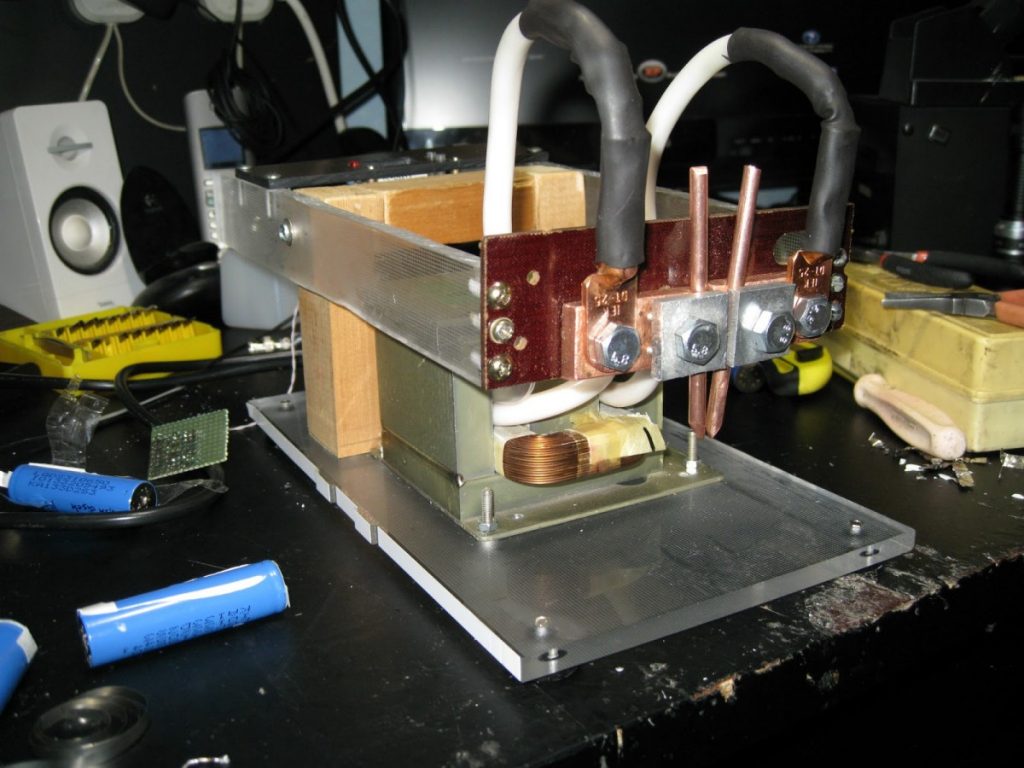 google.com/file/d/10uL4EDy2RnXJKfFNwZBj9IMLVv9VfF5L/view?usp=sharing
google.com/file/d/10uL4EDy2RnXJKfFNwZBj9IMLVv9VfF5L/view?usp=sharing
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/file/d/1P9wkaBqdjM-lXSXexDpcgminD9IMXkWo/view?usp=sharing
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Точечная сварка из микроволновки своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.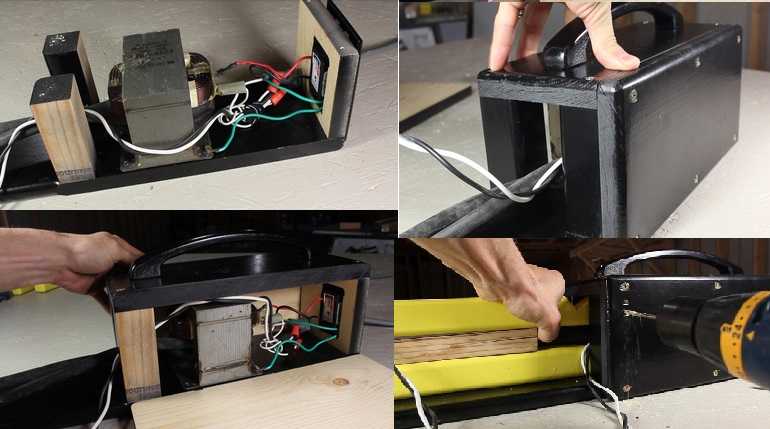
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
- Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.

Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Как сделать прибор для точечной сварки из микроволновки своими руками © Геостарт
Рубрика: Инструменты и оборудование
Сварка контактного типа сегодня нередко используется не только в промышленных, но и в гаражных условиях. Она с успехом применяется для самых разных работ, которые связаны с металлическими сплавами. Оборудование серийного типа, предназначенное для таких операций, является довольно дорогостоящим. Но прибор можно сделать и самостоятельно, воспользовавшись ненужной микроволновой печью.
Чтобы сделать сварочный аппарат из микроволновки своими руками, вам понадобятся следующие инструменты, приспособления и детали:
- трансформатор от микроволновки;
- провода из меди;
- прижимные рычаги;
- основа для установки аппарата;
- струбцины-зажимы;
- рычаг нужной длины;
- комплект хороших отверток;
- материалы для обмотки и кабели;
- медные электроды, которые будут применяться для сварки.
Применение трансформатора
Самой главной деталью любой установки, предназначенной для точечной сварки, считается именно трансформатор. Его можно вынуть из рабочей микроволновой печи . Для того чтобы аппарат смог соединить листы миллиметровой стали, требуется оборудование, показатели мощности которого не менее одного киловатта. В ситуации, когда требуется больше мощности, можно воспользоваться парой трансформаторов.
Тут стоит сразу сказать, что не нужно брать трансформатор целиком, вам потребуется лишь первичная обмотка и магнитопровод. Вторичная обмотка при этом аккуратно снимается, удаляются все шунты.
Новая трансформаторная обмотка изготавливается из многожильного кабеля. Для данной цели достаточно сделать пару-тройку витков. В том случае, если кабель оснащен очень толстой изоляцией, ее можно заменить изолентой или специальной тканью.
Следующие стадии самостоятельного изготовления сварочного аппарата из СВЧ-печи — создание и подключение электродов, установка системы управления, монтаж «внутренностей» в конструкцию корпуса.
Выбор электродов
Электроды для контактной сварки должны выполнять сразу несколько задач: сжимать скрепляемые листы, подводить электричество к месту сварки, а также отводить тепло. Значимыми характеристиками в процессе подбора считаются габариты, форма и т. д. От этого будет зависеть качество создаваемых сварных соединений. Электроды могут иметь фигурную или прямоугольную форму. Однако в большинстве случаев применяются прямоугольные изделия, потому что они облегчают доступ к месту исполнения работы.
Диаметр медных прутков, выполняющих роль электродов, не должен быть меньше диаметра проводов, которые будут использоваться в работе. Чтобы предотвратить окисление электродов, их нужно припаять к рабочим проводам. Также при работе электроды подвергаются интенсивному износу, потому нужно их время от времени заострять до формы наточенного карандаша. Для этого можно воспользоваться обыкновенным напильником.
Особенности управления
Сварка контактного типа считается очень непростой процедурой, с технологической точки зрения. Для того чтобы достигнуть необходимого качества работы, процессом нужно грамотно и точно управлять. Для этого устройство желательно оборудовать удобными органами управления. Сюда можно отнести рычаг и выключатель.
Рычаг установки должен иметь достаточную длину, так как от степени сжатия будет зависеть уровень качества сварки. Важно и то, чтобы сварочный аппарат надежно держался на рабочем столе. Именно для этого и предназначены струбцины.
Усилие, кстати, можно увеличить и с помощью дополнительного рычажно-винтового механизма. Это приспособление лучше прикрепить к рычагу. Помимо этого, такое размещение позволяет освободить одну из рук исполнителя, которой можно пользоваться при работе для поддержания тех или иных деталей.
Следует запомнить, что электричество нужно подавать лишь на сжатые электроды , иначе они начнут выдавать искру при контакте с рабочими элементами, что может обусловить их подгорание.
Выключатель же требуется подключать к цепи первичной обмотки.
Для самодельного устройства точечной сварки нужно также предусмотреть и охлаждающую систему, которую тоже можно сделать самостоятельно. Можно взять обыкновенный вентилятор, который будет охлаждать и трансформатор, и все имеющиеся токопроводящие части. Понятно, что этого охлаждения будет недостаточно, потому в работе нужно делать постоянные перерывы, чтобы аппарат успел охладиться.
Эксплуатация самодельного аппарата аналогична эксплуатации серийного оборудования. Первая стадия — сжатие рабочих элементов, при котором на участке будущего сварного соединения возникает деформация. Вторая стадия предполагает подачу тока с помощью электродов.
Итак, самодельный аппарат для точечной сварки обладает следующими преимуществами:
- все комплектующие вполне доступны;
- вы сэкономите деньги.
Напоследок стоит отметить, что для дуговой сварки тоже можно собрать хорошее устройство, воспользовавшись трансформатором от микроволновки и вполне доступными комплектующими. Понятно, что оно будет не совсем полноценным, но его возможностей будет достаточно для выполнения целого ряда несложных и мелких работ. Как видите, печь СВЧ не только может применяться по назначению, но и дает нам массу иных возможностей.
автор Вишневская Алиса |
Точечная сварка из микроволновки сделать самому своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
- Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Исследование сварки нанопроволоки Ag под действием микроволн для повышения проводимости мягким электродом
. 2021 27 мая; 12 (6): 618.
дои: 10.3390/ми12060618.
Мэн Чжан 1 , Сунцзя Хан 2 , Чжи-Ян Сюань 2 , Клык Сяохуэй 3 , Сяомин Лю 4 , У Чжан 3 , Хуэй-Цзюань Чен 2
Принадлежности
- 1 Институт точной медицины, Первая дочерняя больница Университета Сунь Ятсена, Университет Сунь Ятсена, Гуанчжоу 510080, Китай.
- 2 Государственная ключевая лаборатория оптоэлектронных материалов и технологий, Школа электроники и информационных технологий, Университет Сунь Ятсена, Гуанчжоу 510006, Китай.
- 3 Колледж физики и материаловедения, Университет Гуанчжоу, Гуанчжоу 510006, Китай.
- 4 Колледж физики и электронной информации, Аньхойский педагогический университет, Уху 241003, Китай.
- PMID: 34071895
- PMCID: PMC8229123
- DOI: 10.3390/ми12060618
Бесплатная статья ЧВК
Мэн Чжан и др.
Микромашины (Базель). .
Бесплатная статья ЧВК
. 2021 27 мая; 12 (6): 618.
дои: 10.3390/ми12060618.
Авторы
Мэн Чжан 1 , Сунцзя Хан 2 , Чжи-Ян Сюань 2 , Клык Сяохуэй 3 , Сяомин Лю 4 , У Чжан 3 , Хуэй-Цзюань Чен 2
Принадлежности
- 1 Институт точной медицины, Первая дочерняя больница Университета Сунь Ятсена, Университет Сунь Ятсена, Гуанчжоу 510080, Китай.
- 2 Государственная ключевая лаборатория оптоэлектронных материалов и технологий, Школа электроники и информационных технологий, Университет Сунь Ятсена, Гуанчжоу 510006, Китай.
- 3 Колледж физики и материаловедения, Университет Гуанчжоу, Гуанчжоу 510006, Китай.
- 4 Колледж физики и электронной информации, Аньхойский педагогический университет, Уху 241003, Китай.
- PMID: 34071895
- PMCID: PMC8229123
- DOI: 10.3390/ми12060618
Абстрактный
Тонкие пленки, покрытые серебряными нанопроволоками (AgNW), широко используются в мягкой электронике благодаря их хорошей проводимости, прозрачности и гибкости. Здесь мы изучили микроволновую сварку мягких электродов на основе AgNW для повышения проводимости. Тепловое воздействие микроволн на AgNW анализировалось путем диспергирования нанопроволок в неполярном растворе, температура которого оказалась пропорциональной диаметру нанопроволок. Затем AgNW были нанесены на тонкую пленку и сварены при микроволновом нагреве, что позволило повысить проводимость пленки до 79%. Однако микроволновый перегрев AgNW расплавил и разорвал нанопроволоки, что значительно увеличило сопротивление пленки. Наконец, был продемонстрирован мягкий электрод с использованием тонкой пленки AgNW, сваренной в микроволновой печи, и была получена чувствительность 1,13 мкА / мМ для определения глюкозы. Прежде всего, мы проанализировали микроволновое тепловое воздействие на AgNW, чтобы дать рекомендации по контролю эффекта сварки нанопроволоки, который можно использовать для повышения проводимости пленки и применять для мягких и биосовместимых электродов.
Ключевые слова: нанопроволоки Ag; определение глюкозы; микроволновый нагрев; термическая сварка.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
( a ) Агрегация AgNW…
Рисунок 1
( a ) Агрегация AgNW в растворе Isopar H; ( б ) AgNWs…
фигура 1( a ) Агрегация AgNW в растворе Isopar H; ( b ) Дисперсия AgNW в базовом растворе Isopar H, Span-20 и CH-5; ( c ) Установка для приготовления основного раствора, нагретого в микроволновой печи.
Рисунок 2
AgNW, нанесенный на ПЭТ-пленку…
Рисунок 2
AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
Рисунок 3
Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 3
Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 3Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 4
( a ) Сеть AgNWs;…
Рисунок 4
( a ) Сеть AgNWs; ( b ) крупное изображение AgNW с…
Рисунок 4 ( a ) Сеть AgNWs; ( b ) крупное изображение AgNW со средним диаметром 30 нм; ( c ) средний диаметр 90 нм; и ( d ) средний диаметр 120 нм. ( e ) Средний диаметр AgNW при различном добавленном объеме CuCl 2 в процессе.
Рисунок 5
Сравнение повышения температуры для базы…
Рисунок 5
Сравнение увеличения температуры основного раствора и воды при микроволновом нагреве.
Рисунок 5Сравнение повышения температуры основного раствора и воды при микроволновом нагреве.
Рисунок 6
( a ) Изменение температуры…
Рисунок 6
( a ) Изменение температуры AgNW в неполярном основном растворе при…
Рисунок 6 ( a ) Изменение температуры AgNW в растворе неполярного основания при различных концентрациях; ( b ) изменение температуры AgNW в неполярном основном растворе при различной мощности микроволн.
Рисунок 7
Изменение температуры дисперсии AgNW…
Рисунок 7
Изменение температуры дисперсии AgNW при мощности 300 Вт с…
Рисунок 7Изменение температуры дисперсии AgNW при мощности 300 Вт с концентрацией 0,05 мас.% для AgNW различного диаметра 30, 90 и 120 нм.
Рисунок 8
( a ) Фотография…
Рисунок 8
( a ) Фотография двухслойной ПЭТ-пленки, покрытой AgNW; ( б )…
Рисунок 8 ( a ) Фотография двухслойной ПЭТ-пленки с покрытием AgNW; ( b ) структура нанопроволок под оптическим микроскопом; ( c ) оптическое пропускание пленки AgNW.
Рисунок 9
( a ) Соединение AgNWs…
Рисунок 9
( a ) Соединение AgNW перед микроволновым нагревом; ( b ) Соединение AgNWs…
Рисунок 9( a ) Соединение AgNW до микроволнового нагрева; ( b ) Соединение AgNW после микроволнового нагрева; ( c ) Соединение AgNWs путем чрезмерной обработки микроволнами.
Рисунок 10
( а – е )…
Рисунок 10
( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева…
Рисунок 10 ( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева с 1–5-слойными AgNW. ( f ) Относительное сопротивление R T / R 0 при различном времени СВЧ-нагрева с 1–5-слойными AgNW.
Рисунок 11
Рост клеток Т24 на…
Рисунок 11
Рост клеток Т24 на AgNW в течение 72 ч и сравнение с этим…
Рисунок 11 Рост клетокT24 на AgNW в течение 72 ч и сравнение с таковым на культуральном планшете.
Рисунок 12
Электрод AgNWs ( a )…
Рисунок 12
Электрод AgNWs ( a ) до и ( b ) после GO x…
Рисунок 12 Электрод AgNWs ( a ) до и ( b ) после покрытия GO x ; ( c ) изгиб электрода.
Рисунок 13
( a ) Определение уровня глюкозы…
Рисунок 13
( a ) Установка для определения уровня глюкозы с электродом AgNW; ( б )…
Рисунок 13( a ) Установка для измерения уровня глюкозы с электродом AgNW; ( b ) кривая циклической вольтамперометрии для определения глюкозы; ( c ) измеренный ток для различной концентрации глюкозы; ( d ) средний ток при различной концентрации глюкозы и линейной аппроксимации.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Галогенная сварка серебряного электрода из нанопроволоки.
Кан Х, Ким И, Чеон С, Йи Г.Р., Чо Дж. Х. Кан Х и др. Интерфейсы приложений ACS. 2017 13 сентября; 9(36):30779-30785. doi: 10.1021/acsami.7b09839. Epub 2017 29 августа. Интерфейсы приложений ACS. 2017. PMID: 28820234
Электроосажденные прозрачные проводящие электроды из нанопроволоки серебра для тонкопленочных солнечных элементов.
Lee S, Jang J, Park T, Park YM, Park JS, Kim YK, Lee HK, Jeon EC, Lee DK, Ahn B, Chung CH. Ли С. и др. Интерфейсы приложений ACS. 2020 5 февраля; 12 (5): 6169-6175. дои: 10.1021/acsami.9б17168. Epub 2020 24 января. Интерфейсы приложений ACS. 2020. PMID: 31933356
Рулонная окислительно-восстановительная сварка и заделка серебряных сетчатых электродов из нанопроволоки.
Ким И , Сул Е , Кан Х , Чой И , Лим ХС , Ли С , Пу Л , Йи Г.Р. , Чо С.М. , Чо Д.Х. Ким Ю и др. Наномасштаб. 2018 21 октября; 10 (39): 18627-18634. дои: 10.1039/c8nr01040d. Epub 2018 27 сентября. Наномасштаб. 2018. PMID: 30259934
Недавний прогресс в области проводящей пленки из серебряных нанопроволок для гибкой электроники.
Чжан Л., Сун Т., Ши Л., Вэнь Н., Ву З., Сунь С., Цзян Д., Го З. Чжан Л. и др. J Nanostructure Chem. 2021;11(3):323-341. doi: 10.1007/s40097-021-00436-3. Epub 2021 31 июля. J Nanostructure Chem. 2021. PMID: 34367531 Бесплатная статья ЧВК. Обзор.
Синтез серебряных нанопроводов и стратегии изготовления прозрачных проводящих электродов.
Кумар А.
, Шейх М.О., Чуанг Ч.
Кумар А. и др.
Наноматериалы (Базель). 2021 10 марта; 11 (3): 693. doi: 10.3390/nano11030693.
Наноматериалы (Базель). 2021.
PMID: 33802059
Бесплатная статья ЧВК.
Обзор.
Посмотреть все похожие статьи
использованная литература
- Триколи А., Насири Н., Де С. Носимые и миниатюрные сенсорные технологии для персонализированной и профилактической медицины. Доп. Функц. Матер. 2017;27:1605271. doi: 10.1002/adfm.201605271. — DOI
- Хехт Д.С., Ху Л.Б., Ирвин Г. Новые прозрачные электроды на основе тонких пленок углеродных нанотрубок, графена и металлических наноструктур. Доп. Матер. 2011; 23:1482–1513. doi: 10.1002/adma.201003188.
—
DOI
—
пабмед
- Хехт Д.С., Ху Л.Б., Ирвин Г. Новые прозрачные электроды на основе тонких пленок углеродных нанотрубок, графена и металлических наноструктур.
- Кинтеро А.В., Молина-Лопес Ф., Смитс Э.Ч.П., Данеш Э., ван ден Бранд Дж., Персо К., Опря А., Барсан Н., Веймар У., де Рой Н.Ф. и др. Этикетка Smart RFID с печатной мультисенсорной платформой для мониторинга окружающей среды. Флекс. Распечатать. Электрон. 2016;1:025003. дои: 10.1088/2058-8585/1/2/025003. — DOI
- Фалько А. , Салмерон Дж. Ф., Логин Ф. К., Лугли П., Риваденейра А. Полностью напечатанная гибкая одночиповая RFID-метка с возможностью обнаружения света. Датчики. 2017;17:534. дои: 10.3390/s17030534.
—
DOI
—
ЧВК
—
пабмед
- Фалько А.
- Маглиуло М., Мулла М.Ю., Сингх М., Маккиа Э., Тивари А., Торси Л., Маноли К. Печатная и гибкая электроника: от TFT до биоэлектронных устройств. Дж. Матер. хим. C. 2015;3:12347–12363. DOI: 10.1039/C5TC02737C. — DOI
Грантовая поддержка
- 615 / Национальный фонд естественных наук Китая
- 61871003 / Национальный фонд естественных наук Китая
- 2019A1515012087/Гуандунский фонд фундаментальных и прикладных фундаментальных исследований
- 2020M683044/Китайский фонд докторантуры
- 61
6 / Национальный фонд естественных наук Китая
Микроволновая сварка | Научный.
НетЖурналы
Книги
Журналы
Инженерные исследования
Форум передовых инженеров
Прикладная механика и материалы
Инженерные инновации
Журнал биомиметики, биоматериалов и биомедицинской инженерии
Международный журнал инженерных исследований в Африке
Материаловедение
Расширенные исследования материалов
Форум по дефектам и диффузии
Применение диффузионных фундаментов и материалов
Журнал метастабильных и нанокристаллических материалов
Журнал нано исследований
Ключевые инженерные материалы
Форум материаловедения
Наногибриды и композиты
Твердотельные явления
Инженерная серия
Достижения в области науки и техники
Строительные технологии и архитектура
Материаловедение
Строительные материалы
Общее машиностроение
Машиностроение
Биологические науки и медицина
Производство
Электроника
Строительство
Гражданское строительство
Механика
Нанонаука
Компьютеры
Информационные технологии
Транспорт
Промышленная инженерия
Инженерия окружающей среды
Специальные книжные коллекции
Основы материаловедения и инженерии
Коллекция научных книг
Специализированные коллекции
Ретроспективная коллекция
Главная Микроволновая сварка
Заголовок статьиСтраница
Предварительные исследования для разработки гибридной сварочной системы MW-TIG
Аннотация: Целью статьи является отчет о предварительных исследованиях по разработке новой гибридной сварочной системы путем соединения микроволнового луча с горелкой TIG. Основные исследования были сосредоточены на разработке гибридной системы, а также на создании механизма нагрева/сварки путем соединения двух различных источников тепла. Поэтому специальная сварочная камера была спроектирована с учетом ограничений, предусмотренных техническими характеристиками СВЧ-волновода, геометрической формой и размерами горелки TIG, а также контролем температуры в процессе сварки и видеонаблюдением для регистрации данных. Микроволновый генератор с регулируемой мощностью от 0 до 1250 Вт был соединен с горелкой TIG и источником сварочного тока, чтобы установить основные параметры гибридной системы. Предварительные исследования показали, что гибридная сварка MW-TIG может применяться для эвтектического соединения материалов с использованием малой мощности (до 600 Вт), подаваемой от микроволнового генератора, а также низкого сварочного тока (до 20 А). Расход защитного газа изначально был установлен на уровне 2 л/мин. Проведены исследования, связанные со стабилизацией плазменной дуги MW-WIG путем увеличения расхода защитного газа до 10 л/мин. Результаты показали, что микроволновый генератор и горелка TIG могут быть соединены для получения процесса гибридной сварки без каких-либо согласующих устройств настройки, но с риском повреждения микроволнового генератора. Будут проведены дальнейшие исследования с целью разработки вспомогательных устройств для оптимизации процесса гибридной сварки и предотвращения любого нежелательного разряда плазменной дуги от свариваемых основных материалов к микроволновому генератору. Для контроля температуры используется инфракрасный пирометр. ИК-пирометр был направлен на основные материалы, чтобы иметь возможность измерять их температуру без какого-либо влияния плазменной дуги. Полученные результаты показали стабильную плазму при средней мощности микроволн около 400 Вт даже без тока ВИГ.
9
Микромашины | Бесплатный полнотекстовый | Исследование сварки нанопроводов с использованием микроволн Ag для повышения проводимости мягких электродов
1.
Введение Электроды с хорошей проводимостью, прилегаемостью и биосовместимостью очень востребованы в мягкой электронике для обнаружения сигналов, обнаружения движения и медицинских приложений [1] . В первые годы оксид индия-олова (ITO) использовался для мягких электродов из-за его хорошей прозрачности и проводимости. Тем не менее, изготовление ITO требует специального выращивания материала, высокой температуры осаждения и вакуумной обработки [2]. Кроме того, ITO также легко ломается при сгибании, что в значительной степени ограничивает его применение в быстрорастущих технологиях носимой электроники. Позже были предложены различные другие материалы для замены ITO, такие как проводящие полимеры, нанотрубки и металлические нанопроволоки и т. д. [3,4,5,6,7,8]. Однако полимер обычно имеет ограничение в виде низкой проводимости, а нанотрубки могут подрываться из-за дефектов трубок или их скручивания. Вместо этого металлические нанопроволоки (МНН) обладают преимуществами хорошей гибкости, высокой прозрачности, большой проводимости и экономичности. Между тем, MNW можно легко нанести на мягкие тонкие пленки, такие как полиэтилентерефталат (PET) или полидиметилсилоксан (PDMS), поэтому они стали многообещающими кандидатами на мягкие электроды в носимых технологиях [9].,10,11,12].
При нанесении на тонкие пленки МНВ физически контактируют друг с другом и образуют сетчатую текстуру. Контактное сопротивление между МНЛ неизбежно влияет на электрические характеристики пленки. Для снижения контактного сопротивления МНЛ выполнено много замечательных работ, в том числе холодная сварка [6], плазмонная сварка [13,14,15], лазерное спекание [16], механическое давление [17], термический отжиг [18,19]. , электронно-лучевая сварка [20], сварка с использованием растворителя [21,22] и так далее. Вышеуказанные работы можно в целом разделить на методы сварки давлением и сварки тепловым способом. Метод сварки давлением оказывает большое давление на все устройство без селективности, что требует больших затрат энергии и может привести к повреждению тонкой пленки. Вместо этого традиционный подход к сварке требует очень тонкого и дорогого оборудования для контроля термического воздействия на небольшой выбранной площади, что увеличивает стоимость и препятствует крупномасштабному производству. Поэтому очень востребован простой метод сварки, который подходит как для выборочной обработки, так и для крупномасштабного производства.
Микроволновой нагрев является широко используемым методом синтеза наноматериалов из-за его преимуществ в селективности теплового воздействия, сокращении времени обработки и повышении чистоты продукта [23,24]. Недавно некоторые ученые предложили использовать микроволновую обработку для сварки MNW, которая значительно улучшила тепло- и электропроводность пленок с покрытием из нанопроволоки [25]. Хотя эти предварительные работы были сосредоточены только на демонстрации микроволновой сварки МНЛ, количественный анализ микроволнового теплового воздействия на МНЛ необходим для управления микроволновой сваркой в реальных приложениях. В этой работе мы проанализировали вызванное микроволновым излучением повышение температуры, сварку и повышение проводимости AgNW при различной плотности нанопроводов, диаметрах и различной мощности и времени воздействия микроволн. Повышение проводимости было оптимизировано для тонких пленок, покрытых AgNW, которые применялись в качестве мягкого электрода для определения концентрации глюкозы.
2. Материалы
Ниже приведены материалы для синтеза AgNW и экспериментального процесса: нитрат серебра (AgNO 3 , CAS: 7761-88-8, 99,9999%, Sigma-Aldrich, Сент-Луис, Мичиган, США) , хлорид меди (CuCl 2 , CAS: 7447-39-4, 99%, Sigma-Aldrich, Сент-Луис, Мичиган, США), этиленгликоль (EG, CAS: 107-21-1, безводный 99,8%, Sigma-Aldrich), поливинилпирролидон (PVP, CAS: 9003-39-8, MW = 360 000, Sigma-Aldrich), полидиметилсилоксан (PDMS, DC Sylgard 184), полиэтилентерефталат (PET, Dupont, Шэньчжэнь, Китай). Перед синтезом AgNO 3 , CuCl 2 и ПВП растворяли в ЭГ с образованием однородного раствора.
3. Методы
3.1. Синтез AgNW
AgNW были синтезированы восстановлением предшественника соли металла полиолом. Сначала 20 мл этиленгликоля (ЭГ) нагревали до 155 °C, чтобы удалить всю воду внутри. Затем в ЭГ последовательно добавляли 160 мкл (4 мМ) раствора CuCl 2 и 6 мл (115 мМ) раствора поливинилпирролидона (ПВП) с интервалом 15 мин. Наконец, 6 мл (9К смеси добавляли 5 мМ) раствора AgNO 3 и выдерживали при 155°C в течение двух часов для обеспечения полного синтеза AgNW. Затем AgNW несколько раз промывали ацетоном и деионизированной (DI) водой для очистки. Затем очищенные AgNW диспергировали в этаноле для экспериментов на следующем этапе.
3.2. Дисперсия AgNW в неполярном растворе
AgNW были диспергированы в базовом растворе для оценки микроволнового теплового воздействия на нанопроволоки. В качестве базового раствора рассматривалась неполярная жидкость Isopar H, имеющая низкую диэлектрическую проницаемость 1,89. и высокой температурой кипения 189°С. Из-за своей неполярности Isopar H поглощает очень мало микроволновой энергии и, следовательно, не влияет на анализ микроволнового нагрева AgNW. Однако AgNW являются гидрофильными и будут агрегировать в растворе Isopar H (рис. 1а). Поэтому мы изменили рецептуру базового раствора, добавив в Isopar H гипердисперсант CH-5 (5 мас.%) и поверхностно-активное вещество Span-20 (10 мас.%). AgNW в этаноле из раздела 3.1 центрифугировали при 5000 об/мин в течение 5 мин, и затем нагревают при 70°С в течение 10 мин для удаления остаточного этанола. AgNW, не содержащие этанола, быстро высыпали в раствор основания и интенсивно перемешивали вихревой мешалкой в течение 5 мин. Была получена гомогенная дисперсия AgNW, как показано на рисунке 1b. На раствор воздействовали микроволновым излучением с частотой 2,45 ГГц. Температура раствора непрерывно контролировалась с помощью сенсорной системы (серия OMEGA FOB-100) (рис. 1c) для количественного анализа микроволнового теплового воздействия на AgNW.
3.3. AgNW с покрытием на ПЭТ-пленках
Проводимость тонких пленок с AgNW-покрытием может быть повышена за счет микроволновой сварки нанопроволок. Здесь в качестве подложки нанопроволоки использовалась ПЭТ-пленка из-за ее хорошей прозрачности и мягкости, которая подходит для мягких электронных приложений. Синтезированные нанопроволоки сначала равномерно диспергировали в этаноле с массовой концентрацией 0,0125 мас.%, а затем прикапывали вдоль одного края ПЭТ-пленки. Для прокатки растворов по пленке использовали стержень Мейера, как показано на рисунке 2. Несколько слоев AgNW можно получить, повторяя вышеуказанные шаги несколько раз, при этом направление прокатки менялось на ортогональное после каждого шага, чтобы обеспечить лучшее качество. единообразие. Покрытую пленку нагревали при 70°С в течение 1 мин для удаления остатка этанола.
3.4. AgNW, нанесенные на PDMS для применения в качестве электрода
Мы покрыли AgNW пленкой PDMS в качестве мягкого и биосовместимого электрода для применения в качестве биосенсора. Электрод формировали, сначала создавая гидрофильную область на пленке с помощью обработки кислородной плазмой через теневую маску, как показано на рис. фильм. AgNW хорошо прилипают к гидрофильной области и формируют рисунок электрода после испарения этанола. Микроволны воздействовали на AgNW в течение 30 с для улучшения проводимости электродов. Глюкозооксидаза (GO ×) затем капали на электрод для электрохимического обнаружения глюкозы.
3.5. Посев клеток для тестирования биосовместимости AgNW
Мы посеяли клетки T24 на четыре тонкие пленки PDMS, покрытые AgNW, которые затем поместили в 48-луночный планшет для тестирования биосовместимости AgNW. На каждую пленку высевали около 20 000 клеток в 100 мкл заполненной среды, а затем культивировали в инкубаторе при температуре 37 °C и концентрации CO 2 5 %. Рост клеток в четырех группах культивирования исследовали через 12, 24, 48 и 72 часа соответственно. При этом такое же количество клеток Т24 культивировали непосредственно в пятой лунке в течение 72 ч, что и в контрольной группе, при сохранении других параметров такими же. Для исследования роста клеток использовали 5 мкМ флуоресцентного красителя Calcein-AM (ThermoFisher C3100MP, Уолтем, Массачусетс, США).
4. Результаты и обсуждение
4.1. Исследование структуры синтезированных AgNW
Синтезированные AgNW в разделе 3.1 были нанесены на тонкую ПЭТ-пленку для исследования структуры с использованием электронного сканирующего микроскопа (SEM, Hitachi S-4800), как показано на рисунке 4a,b. AgNW образовывали сетчатую структуру на тонкой пленке диаметром около 30 нм. Диаметр AgNW можно регулировать, изменяя количество CuCl 2 в процессе синтеза. Как показано на рис. 4c,d, средний диаметр AgNW увеличился до 9 мкм.0 нм и 120 нм, когда добавленный объем CuCl 2 (4 мМ) был увеличен до 320 мкл и 480 мкл в процессе синтеза соответственно. На рис. 4д показаны средние диаметры нанопроволок при различных значениях отклонения.
4.2. Микроволновый нагрев AgNW в неполярном растворе
Чтобы понять микроволновое тепловое воздействие на AgNW, мы отслеживали температуру диспергированного неполярного раствора AgNW при микроволновом нагреве. Сначала к 20 мл базового раствора Isopar H (без AgNW) применяли микроволновую печь мощностью 300 Вт. Для сравнения была измерена температура того же объема деионизированной воды при том же микроволновом излучении. Начальная температура была установлена на уровне комнатной температуры, 25°С. Как показано на рисунке 5, повышение температуры ΔT было измерено на уровне 0,78 К для основного раствора после 30-секундного микроволнового нагрева, что, с другой стороны, составило почти 20 К для деионизированной воды. Это подтвердило, что базовый раствор поглощает меньше микроволновой энергии по сравнению с обычным полярным растворителем.
Затем мы отслеживали повышение температуры в 20 мл основного раствора при диспергировании в растворе различных количеств AgNW. Начальную температуру поддерживали на уровне 25°С. Поскольку глубина проникновения микроволн Ag (≈1,3 мкм) [26] намного больше диаметра AgNW, сильный электрический ток в AgNW возбуждается электрическим и магнитным полем микроволн и выделяется большое количество тепла [27] . При СВЧ-нагреве мощностью 300 Вт температура раствора увеличилась на 1,22, 2,07 и 3,73 К через 30 с для базового раствора с массовой концентрацией AgNW C вес. = 0,0125%, 0,025% и 0,05% соответственно, как показано на фиг.6а. Учитывая, что повышение температуры в базовом растворе составило 0,78 К, дополнительное повышение температуры из-за AgNW составило 0,44, 1,29 и 2,95 К для указанных выше трех концентрационных растворов соответственно. Это указывало на пропорциональную зависимость между повышением температуры и массовой концентрацией AgNW.
Для дальнейшего анализа микроволнового нагрева AgNW мы протестировали термический эффект 20 мл основного раствора без/с 0,05 мас.% AgNW при различной мощности микроволнового нагрева. После 30-секундного микроволнового нагрева температура увеличилась на 0,78, 1,54 и 1,9°С.9 K для раствора без AgNW и на 3,73, 9,62 и 18,14 K для раствора с AgNW при мощности микроволн 300 Вт, 600 Вт и 800 Вт соответственно, как показано на рисунке 6b. Таким образом, повышение температуры за счет AgNW составило 2,95, 8,08 и 16,15 К при мощности СВЧ 300 Вт, 600 Вт и 800 Вт соответственно. Видно, что изменение температуры зависело от мощности СВЧ линейно. Также стоит отметить, что при увеличении мощности с 300 Вт до 600 Вт, а затем до 800 Вт температура базового раствора увеличилась всего на 97% и 155%, а повышение температуры за счет AgNW составило 212% и 447%. Это еще раз продемонстрировало высокую способность AgNW поглощать микроволновую мощность. Затем мы сравнили микроволновый нагрев на AgNW различного диаметра d = 30 нм, 90 нм и 120 нм в 20 мл основного раствора при фиксированной массовой концентрации 0,05% масс. Повышение температуры раствора с AgННК разного диаметра регистрировалось каждые 5 с, как показано на рис. 7, что составило 2,3, 4,8 и 7,8 К для базового раствора с AgННК диаметром 30, 9°.0 и 120 нм соответственно, что указывает на линейную зависимость микроволнового теплового эффекта от диаметра нанопроволоки.
4.
3. Микроволновый нагрев AgNW на тонкой пленке PETВ этом разделе мы исследовали микроволновую сварку AgNW, нанесенных на тонкую пленку PET, как показано на рисунке 8a. Пленка была покрыта двумя слоями AgNW и обладала отличной прозрачностью. Контактную сеть наблюдали под оптическим микроскопом, как показано на рисунке 8b. Оптические пропускания достигали около 80% во всем видимом диапазоне спектра для пленок с AgNW диаметром 30 нм,90 нм и 120 нм соответственно, как показано на рисунке 8c. Небольшое падение пропускания для пленки AgNW большего диаметра является результатом немного более высокого отражения света большими AgNW.
Эффект микроволновой сварки AgNW на тонкой пленке PET был затем оценен с использованием нанопроводов диаметром 90 нм, которые имеют лучший коэффициент пропускания, чем у AgNW 120 нм, и более сильный тепловой эффект, чем AgNW 30 нм. СЭМ-изображение сети AgNW показано на рисунке 9 (a1) до микроволнового нагрева. AgNW случайным образом распределяются по пленке и контактируют друг с другом, как показано на рисунке 9. (а2, а3). Электрическое сопротивление в контактных соединениях, а именно контактное сопротивление, было значительно выше, чем у самой нанопроволоки, и могло индуцировать локальные горячие точки при микроволновом нагреве [28]. После 30-секундного микроволнового нагрева мы заметили, что AgNW начали слипаться в некоторых контактных соединениях (рис. 9(b3)), оставаясь при этом слабо контактными в остальных местах (рис. 9(b2)). Это свидетельствует о том, что на всех переходах нагрев был неравномерным. Поскольку микроволновый нагрев продолжался до 90 с, большинство контактных соединений заваривались. Кроме того, тепловой эффект был настолько велик, что некоторые AgNW начали плавиться (рис. 9).(c2)) и даже предохранитель, как показано на рис. 9(c3). Точки плавления в основном были закрыты контактными соединениями, а не контактными соединениями, что означает, что выделяемого тепла недостаточно для плавления сварных соединений, а может быть проведено только в близлежащие места и расплавить нанопроволоку.
Исследовано влияние микроволнового нагрева на изменение электрического сопротивления тонкой пленки, покрытой AgNW. AgNW диаметром 90 нм из 1–5 слоев были нанесены на пять тонких пленок ПЭТ соответственно для сравнения стойкости. Тонкую пленку нагревали СВЧ-излучением мощностью 300 Вт на частоте 2,4 ГГц и каждые 30 с регистрировали изменение сопротивления, как показано на рис. 10. До СВЧ-обработки исходное сопротивление пленки R 0 было 2370, 658, 385, 234 и 97 Ом/м 2 для пленок с 1, 2, 3, 4 и 5 слоями AgNW соответственно, как указано в момент времени 0 с на рис. 10a–e. В первые 30 с сопротивление начало уменьшаться для всех пяти тонкопленочных случаев, что было связано со сваркой контактных переходов в сети AgNW и согласовывалось с изображением SEM, как показано на рисунке 9b. При увеличении времени СВЧ-облучения с 30 с до 60 с сопротивление для тонких пленок с AgNW 1 и 5 слоев продолжало снижаться за счет эффекта сварки, а для тонких пленок с 2, 3 и 4 слоями AgNW , сопротивление стало увеличиваться из-за взрыва AgNW, что соответствует случаю на рис. 9в. После 60-секундной обработки нанопроволоки были перегреты микроволнами, а плавление нанопроволок значительно увеличило электрическое сопротивление, которое было даже примерно в 10 раз больше, чем исходное значение для пленки с однослойным покрытием при обработке в течение 90 с. Относительные электрические сопротивления R T /R 0 для различных слоистых пленок AgNW представлены на рис. 10f для сравнения. Видно, что электрическое сопротивление для пленок с числом слоев от 1 до 5 может быть уменьшено на 79%, 52%, 67%, 25% и 37% после обработки СВЧ в течение 60, 30, 30, 30 и 60 с соответственно. Это указывает на то, что время микроволновой сварки необходимо контролировать, чтобы оптимизировать проводимость тонкой пленки.
4.4. Электрод AgNW для определения концентрации глюкозы
В этом разделе мы покрыли AgNW тонкой пленкой в качестве рабочего электрода для измерения концентрации глюкозы. Сначала мы проверили биосовместимость пленки PDMS, покрытой нанопроволокой, с использованием клеток T24, как описано в разделе 3. 5. Условия роста клеток показаны на рис. 11. Количество клеток на электроде стабильно росло и было обнаружено, что оно близко к количеству клеток на культуральном планшете через 72 часа роста. Следовательно, AgNW биосовместимы и подходят для определения концентрации глюкозы.
На рис. 12a,b показан электрод PDMS с покрытием AgNW до и после покрытия GO x . Как показано на рисунке 12c, этот электрод мягкий и может гибко сгибаться, поэтому он имеет значительные преимущества в приложениях конформного биосенсора. Затем пленку AgNWs погружали в раствор PBS, содержащий глюкозу, в качестве рабочего электрода для измерения концентрации, как показано на рисунке 13a. Электрический потенциал V глюкоза прикладывался между рабочим электродом и противоэлектродом и измерялся электрический ток от рабочего электрода к электроду сравнения. Циклическую вольтамперометрию проводили, варьируя V глюкоза между -0,2 В и 0,8 В, как показано на рисунке 13b. Видно, что пики восстановления возникают при V глюкоза = 0,6 В на кривой циклической вольтамперометрии для разных концентраций глюкозы. Это напряжение было установлено для измерения концентрации глюкозы. Концентрация глюкозы увеличивалась каждые 50 с, и измеренный электрический ток соответственно увеличивался, как показано на рисунке 13c. Средний ток при каждой концентрации был нанесен на фиг. 13d и следовал хорошей линейной зависимости от концентрации глюкозы в диапазоне от 1 мМ до 10 мМ. Уклон 1,13 и R 2 Значение 0,976 было получено с помощью анализа линейной подгонки, что указывает на чувствительность 1,13 мкА/мМ в этом режиме концентрации. Значения электрического тока при концентрации глюкозы 16 мМ и 20 мМ были намного ниже линии подбора, что указывает на то, что чувствительность начала снижаться в этом режиме высокой концентрации.
5. Выводы
Таким образом, мы исследовали тепловое воздействие микроволн на нанопроволоки Ag и обнаружили значительное улучшение проводимости тонкой пленки, покрытой AgNW, за счет микроволновой сварки. Мягкий и биосовместимый электрод на основе покрытия из нанопроволоки и микроволновой сварки был продемонстрирован и применен для измерения концентрации глюкозы. Микроволновый нагрев AgNW исследовался путем диспергирования нанопроволок в неполярном базовом растворе. Были получены линейные зависимости между повышением температуры раствора и массовой концентрацией нанопроволоки в растворе, диаметром нанопроволоки и приложенной мощностью микроволнового излучения. В контактных соединениях под действием микроволнового излучения наблюдалась сварка нанопроволок и снижение электрического сопротивления на 79% было достигнуто. Наконец, мы продемонстрировали хорошую биосовместимость мягкого электрода на основе AgNW, который реализовал чувствительность 1,13 мкА/мМ для приложений определения уровня глюкозы.
Вклад авторов
Концептуализация, М.З. и Х.-Дж.К.; методология, М.З. и С.Х.; валидация, М.З. и С.Х.; формальный анализ, М.З. и З.-Ю.Х.; расследование, X.F. и С.Х.; ресурсы, H.-J.C.; курирование данных, WZ; написание – черновая подготовка, М.З.; написание — обзор и редактирование, WZ; визуализация, XL; надзор, H.-J.C.; приобретение финансирования, М. З. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Авторы выражают благодарность за финансовую поддержку Китайского фонда докторантуры (грант № 2020M683044, грант № 2020M683047), Национального фонда естественных наук Китая (грант № 615, грант № 616, грант № 61871003), Гуандунский фонд фундаментальных и прикладных фундаментальных исследований (грант № 2019A1515012087, 2020A1515110157, грант № 2021A1515011937), Научно-техническая программа Гуанчжоу (№ 202102080192, 202102020668 Университета информационных технологий провинции Гуандун), Технология, Грант № ГКПТ20-08).
Заявление о доступности данных
Необработанные данные, представленные в этом исследовании, доступны по запросу от соответствующего автора.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Триколи, А.; Насири, Н .; Де, С. Носимые и миниатюрные сенсорные технологии для персонализированной и профилактической медицины. Доп. Функц. Матер. 2017 , 27, 1605271. [Google Scholar] [CrossRef]
- Hecht, D.S.; Ху, Л.Б.; Ирвин Г. Новые прозрачные электроды на основе тонких пленок углеродных нанотрубок, графена и металлических наноструктур. Доп. Матер. 2011 , 23, 1482–1513. [Google Scholar] [CrossRef]
- Кинтеро, А.В.; Молина-Лопес, Ф.; Смитс, ECP; Данеш, Э .; ван ден Бранд, Дж.; Персо, К.; Опря, А .; Барсан, Н .; Веймар, Ю.; де Рой, Н.Ф.; и другие. Этикетка Smart RFID с печатной мультисенсорной платформой для мониторинга окружающей среды. Флекс. Распечатать. Электрон. 2016 , 1, 025003. [Google Scholar] [CrossRef][Green Version]
- Фалько, А.; Салмерон, Дж. Ф.; Логин, ФК; Лугли, П.; Риваденейра, А. Полностью напечатанная гибкая одночиповая RFID-метка с возможностью обнаружения света. Датчики 2017 , 17, 534. [Google Scholar] [CrossRef]
- Magliulo, M.; Мулла, М.Ю.; Сингх, М.; Маккиа, Э . ; Тивари, А .; Торси, Л.; Маноли, К. Печатная и гибкая электроника: от TFT до биоэлектронных устройств. Дж. Матер. хим. С 2015 , 3, 12347–12363. [Google Scholar] [CrossRef]
- Лу, Ю.; Хуанг, JY; Ван, К.; Солнце, С .; Лу, Дж. Холодная сварка ультратонких золотых нанопроволок. Нац. нанотехнологии. 2010 , 5, 218–224. [Google Scholar] [CrossRef]
- Хан, С.; Лю, К.; Сюй, Х .; Яо, Д.; Ян, К .; Чжэн, Х .; Чен, Х.-Дж.; Гуй, X .; Чу, С .; Лю, К. Многомасштабные гибридные датчики деформации нанопроволока-микрожидкость с высокой чувствительностью и растяжимостью. НПЖ Flex. Электрон. 2018 , 2, 16. [Google Scholar] [CrossRef]
- Бени В.; Нильссон, Д.; Арвен, П.; Норберг, П.; Густафссон, Г.; Тернер, А.П.Ф. Печатные электрохимические приборы для биосенсоров. В материалах симпозиума по нано-микродатчикам и системам в здравоохранении и мониторинге окружающей среды — 227-е совещание ECS, Чикаго, Иллинойс, США, 24–28 мая 2015 г. ; стр. 1–13. [Google Scholar]
- Балачандер, Н.; Сешадри, И.; Мехта, Р.Дж.; Шадлер, Л.С.; Борка-Тащук, Т.; Кеблински, П.; Раманат, Г. Полимерные композиты, наполненные нанопроволокой, со сверхвысокой теплопроводностью. заявл. физ. лат. 2013 , 102, 093117. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Коннор, ST; Цуй, Ю .; Пеуманс, П. Прозрачные электроды из металлической нанопроволоки, обработанные раствором. Нано Летт. 2008 , 8, 689–692. [Google Scholar] [CrossRef]
- De, S.; Хиггинс, ТМ; Лайонс, ЧП; Доэрти, Э.М.; Нирмалрадж, П.Н.; Блау, WJ; Боланд, Дж. Дж.; Коулман, Дж.Н. Серебряные нанопроводные сети как гибкие, прозрачные, проводящие пленки: чрезвычайно высокое соотношение постоянной и оптической проводимости. САУ Нано 2009 , 3, 1767–1774. [Google Scholar] [CrossRef] [PubMed]
- Mutiso, R.M.; Шерротт, MC; Ратмелл, А.Р.; Уайли, Би Джей; Вини, К.И. Интеграция моделирования и экспериментов для прогнозирования поверхностного сопротивления и оптического пропускания в пленках нанопроволоки для прозрачных проводников. ACS Nano 2013 , 7, 7654–7663. [Google Scholar] [CrossRef]
- Park, JH; Хван, Г.-Т.; Ким, С .; Сео, Дж .; Парк, Х.-Дж.; Ю, К.; Ким, Т.-С.; Ли, К.Дж. Индуцированная вспышкой самоограниченная плазмонная сварка сети серебряных нанопроволок для прозрачного гибкого сборщика энергии. Доп. Матер. 2017 , 29, 1603473. [Google Scholar] [CrossRef] [PubMed]
- Garnett, EC; Кай, В .; Ча, JJ; Махмуд, Ф .; Коннор, ST; Грейсон Кристофоро, М.; Цуй, Ю .; МакГихи, доктор медицины; Бронгерсма, М.Л. Самоограниченная плазмонная сварка соединений серебряных нанопроволок. Нац. Матер. 2012 , 11, 241–249. [Google Scholar] [CrossRef]
- Park, JH; Хан, С .; Ким, Д .; Вы, Б.К.; Джо, ди-джей; Хонг, С .; Сео, Дж .; Квон, Дж.; Чон, CK; Парк, Х.-Дж.; и другие. Плазмонно-настроенная флэш-наносварка Cu со сверхбыстрым фотохимическим восстановлением и блокировкой гибких пластиков. Доп. Функц. Матер. 2017 , 27, 1701138. [Google Scholar] [CrossRef]
- Joe, D.J.; Ким, С .; Парк, Дж. Х.; Парк, Д.Ю.; Ли, Его Превосходительство; Им, TH; Чой, И.; Руофф, Р.С.; Ли, К.Дж. Взаимодействие лазера с материалом для гибких приложений. Доп. Матер. 2017 , 29, 1606586. [Google Scholar] [CrossRef] [PubMed]
- Токуно, Т.; Ноги, М.; Каракава, М.; Джиу, Дж.; Нге, Т.Т.; Асо, Ю.; Суганума, К. Изготовление прозрачных электродов из серебряных нанопроволок при комнатной температуре. Нано Рез. 2011 , 4, 1215–1222. [Академия Google] [CrossRef]
- Лэнгли, Д.П.; Лагранж, М.; Джусти, Г.; Хименес, К.; Бреше, Ю.; Нгуен, Северная Дакота; Беллет Д. Сети металлических нанопроволок: влияние термического отжига на электрическое сопротивление. Наношкала 2014 , 6, 13535–13543. [Google Scholar] [CrossRef][Зеленая версия]
- Хоссейнзаде Халиг, Х.; Голдторп, И.А. Горячекатаные прозрачные электроды из нанопроволоки для минимизации шероховатости поверхности. Наномасштаб Res. лат. 2014 , 9, 310. [Google Scholar] [CrossRef][Green Version]
- Сюй, С.; Тиан, М .; Ван, Дж.; Сюй, Дж.; Редвинг, Дж. М.; Чан, М.Х.В. Модификация в нанометровом масштабе и сварка кремниевых и металлических нанопроволок высокоинтенсивным электронным пучком. Малый 2005 , 1, 1221–1229. [Google Scholar] [CrossRef] [PubMed]
- Чжан, К.; Ли, Дж.; Фанг, Ю .; Луо, Б.; Чжан, Ю .; Ли, Ю .; Чжоу, Дж .; Ху, Б. Распутывание индуцированной растворителем сварки серебряных нанопроволок для высокопроизводительных гибких прозрачных электродов. Наномасштаб 2018 , 10, 12981–12990. [Google Scholar] [CrossRef]
- Юн С.-С.; Ханг, Д.-Ю. Химическая сварка и спекание металлических наноструктур при комнатной температуре методом капиллярной конденсации. Нано Летт. 2016 , 16, 3550–3556. [Google Scholar] [CrossRef]
- Дахал, Н.; Гарсия, С .; Чжоу, Дж .; Хамфри, С. М. Благоприятные эффекты нагрева с помощью микроволн по сравнению с обычным нагревом в синтезе наночастиц благородных металлов. АСУ Нано 2012 , 6, 9433–9446. [Академия Google] [CrossRef] [PubMed]
- Багбанзаде М.; Карбоне, Л.; Коццоли, PD; Каппе, К.О. Микроволновой синтез коллоидных неорганических нанокристаллов. Ангью. хим. Междунар. Эд. 2011 , 50, 11312–11359. [Google Scholar] [CrossRef] [PubMed]
- Jung, P.-H.; Ким, Ю.Д.; Сун, Ю.Х.; Ли, Х. Микроволновая сварка серебряных нанопроволок для высокопрозрачных проводящих электродов. физ. Статус Солид. 2017 , 214, 1600908. [Google Scholar] [CrossRef]
- Гедеванишвили С.; Агравал, Д.; Рой, Р. Синтез сжигания в микроволновой печи и спекание интерметаллидов и сплавов. Дж. Матер. науч. лат. 1999 , 18, 665–668. [Google Scholar] [CrossRef]
- Мишра П.; Упадхьяя, А .; Sethi, G. Моделирование микроволнового нагрева твердых частиц металлов. Металл. Матер. Транс. В 2006 , 37, 839–845. [Google Scholar] [CrossRef]
- Tohmyoh, H.; Фукуи, С. Самозавершенная сварка сверхтонкой платиновой проволоки с помощью джоулева тепла. физ. Rev. B 2009 , 80, 155403. [Google Scholar] [CrossRef]
Рисунок 1. ( a ) Агрегация AgNW в растворе Isopar H; ( б ) дисперсия AgNW в базовом растворе Isopar H, Span-20 и CH-5; ( c ) Установка для приготовления основного раствора, нагретого в микроволновой печи.
Рисунок 1. ( a ) Агрегация AgNW в растворе Isopar H; ( b ) Дисперсия AgNW в базовом растворе Isopar H, Span-20 и CH-5; ( c ) Установка для приготовления основного раствора, нагретого в микроволновой печи.
Рисунок 2. AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
Рис. 2. AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
Рисунок 3. Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 3. Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 4. ( a ) Сеть AgNWs; ( b ) крупное изображение AgNW со средним диаметром 30 нм; ( c ) средний диаметр 90 нм; и ( d ) средний диаметр 120 нм. ( e ) Средний диаметр AgNW при различном добавлении CuCl 2 объем в процессе.
Рисунок 4. ( a ) Сеть AgNWs; ( b ) крупное изображение AgNW со средним диаметром 30 нм; ( c ) средний диаметр 90 нм; и ( d ) средний диаметр 120 нм. ( e ) Средний диаметр AgNW при различном добавленном объеме CuCl 2 в процессе.
Рисунок 5. Сравнение увеличения температуры основного раствора и воды при микроволновом нагреве.
Рисунок 5. Сравнение увеличения температуры основного раствора и воды при микроволновом нагреве.
Рисунок 6. ( a ) Изменение температуры AgNW в растворе неполярного основания при различных концентрациях; ( b ) изменение температуры AgNW в неполярном основном растворе при различной мощности микроволн.
Рисунок 6. ( a ) Изменение температуры AgNW в растворе неполярного основания при различных концентрациях; ( b ) изменение температуры AgNW в неполярном основном растворе при различной мощности СВЧ.
Рисунок 7. Изменение температуры дисперсии AgNW при мощности 300 Вт с концентрацией 0,05 мас.% для AgNW различного диаметра 30, 90 и 120 нм.
Рисунок 7. Изменение температуры дисперсии AgNW при мощности 300 Вт с концентрацией 0,05 мас.% для AgNW различного диаметра 30, 90 и 120 нм.
Рисунок 8. ( a ) Фотография двухслойной ПЭТ-пленки, покрытой AgNW; ( b ) структура нанопроволоки под оптическим микроскопом; ( c ) оптическое пропускание пленки AgNW.
Рис. 8. ( a ) Фотография двухслойной ПЭТ-пленки, покрытой AgNW; ( b ) структура нанопроволоки под оптическим микроскопом; ( c ) оптическое пропускание пленки AgNW.
Рисунок 9. ( a ) Соединение AgNW перед микроволновым нагревом; ( b ) соединение AgNW после микроволнового нагрева; ( c ) Соединение AgNWs путем чрезмерной обработки микроволнами.
Рис. 9. ( a ) Соединение AgNW перед микроволновым нагревом; ( b ) Соединение AgNW после микроволнового нагрева; ( c ) Соединение AgNWs путем чрезмерной обработки микроволнами.
Рисунок 10. ( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева с 1–5-слойными AgNW. ( f ) Относительное сопротивление R T /R 0 при различном времени СВЧ-нагрева с 1–5-слойными AgNW.
Рис. 10. ( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева с 1–5-слойными AgNW. ( f ) Относительное сопротивление R T /R 0 при различном времени СВЧ-нагрева с 1–5-слойными AgNW.
Рисунок 11. Рост клеток Т24 на AgNW в течение 72 ч и сравнение с таковым на культуральном планшете.
Рисунок 11. Рост клеток Т24 на AgNW в течение 72 ч и сравнение с таковым на культуральном планшете.
Рисунок 12. Электрод AgNWs ( a ) до и ( b ) после покрытия GO x ; ( c ) изгиб электрода.
Рисунок 12. Электрод AgNWs ( a ) до и ( b ) после покрытия GO x ; ( c ) изгиб электрода.
Рисунок 13. ( a ) Установка для измерения уровня глюкозы с электродом AgNW; ( b ) кривая циклической вольтамперометрии для определения глюкозы; ( c ) измеренный ток для различной концентрации глюкозы; ( d ) средний ток при различной концентрации глюкозы и линейной аппроксимации.
Рис. 13. ( a ) Установка для измерения уровня глюкозы с электродом AgNW; ( b ) кривая циклической вольтамперометрии для определения глюкозы; ( c ) измеренный ток для различной концентрации глюкозы; ( d ) средний ток при различной концентрации глюкозы и линейной аппроксимации.
Примечание издателя: MDPI остается нейтральным в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности. |
© 2021 авторами. Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (https://creativecommons.org/licenses/by/4.0/).
кто-нибудь собирал сварочный аппарат TIG своими руками?
01.05.2008 #1
Кто-нибудь собирал сварочный аппарат TIG своими руками?
В последнее время я много читал об этом — TIG — это просто гигантский источник постоянного тока, верно?
создание небольшого импульсного источника питания (т.
е. «инвертора») кажется не таким уж сложным. Кто-нибудь, интересующийся электроникой, увеличил его в 100 раз и сделал свой собственный инверторный сварочный аппарат?Ответить с цитатой
05-02-2008 #2
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Сотовый, это просто не практично.
Вы думаете о создании целого источника питания? Знаете ли вы, что есть дополнительные высокочастотные коробки, предназначенные для сварки TIG с источником питания для сварочных аппаратов?
Я недавно видел, как коробка Lincoln High Freq продается вместе с поддоном, полным сварочных товаров, менее чем за сто долларов; Я просто был не в настроении.
Я уверен, что менее чем за 500 долларов можно было бы найти хорошее подержанное дополнение, возможно, в комплекте с фонариком и дополнительными приспособлениями. Если уж на то пошло, вокруг полно дешевых бывших в употреблении TIG-машин. Лучше начните проверять Craigslist!
Удачи
Ответить с цитатой
05-02-2008 #3
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Я читал о паре.
Вот один я отметил просто из любопытства.http://www.cnczone.com/forums/showthread.php?t=21978
Ответить с цитатой
05-02-2008 #4
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Я уверен, что видел (в Интернете, а не в реальной жизни) какую-то деревенскую установку, основанную на старом автомобильном генераторе. Выглядело чертовски опасно, но бусы казались довольно хорошими.
Ответить с цитатой
05-02-2008 #5
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
denrep — не знал о высокочастотных надстройках, похоже, на это стоит обратить внимание.
Ответить с цитатой
05-02-2008 #6
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
dsw — вау, почти именно это я и собирался сделать.
спасибо за ссылку.Ответить с цитатой
05-02-2008 #7
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Вот кое-что, с чем я столкнулся.
http://classicbroncos.com/homemade-welder.shtml
http://igor.chudov.com/projects/Weld…berTig-Welder/
http://www3.telus.net/public/a5a26316/ TIG_Welder.html
http://www.geocities. com/CapeCanaver…tarter/hf.htmlОтветить с цитатой
21.05.2008 #8
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
небольшое обновление:
, поэтому, прочитав немного больше о «понижающих преобразователях» (то есть «инверторных» источниках питания), я понял, что один из режимов отказа связан с наличием 220 В на горелке. не смешно.
Итак, я все еще хотел бы построить инверторный сварочный аппарат, но я думаю, что сначала я создам старомодный (на основе трансформатора) блок питания переменного тока на 36 вольт. Мой инверторный сварочный аппарат по-прежнему будет работать (он снизит напряжение с 36 вольт примерно до 20), просто импульсный источник питания (то есть инвертор) будет работать с более высоким рабочим циклом.
таким образом, если мой проект выйдет из строя, в худшем случае у меня в руках будет 36 вольт.
Я в основном следую планам из Мастерской Дэна по сборке сварочного аппарата из микроволновых трансформаторов, только я просто буду делать блок питания (т.е. теперь способ ограничения тока — это произойдет в сварочном аппарате позже) .
На данный момент у меня есть 11 микроволновых печей, еще 2 ожидаются завтра. Чувак, я люблю craigslist
Я фотографировал процесс замены проводки трансформатора — я опубликую их через несколько дней.
Ответить с цитатой
21.
05.2008
#9Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
о, планы Дэна:
http://www.dansworkshop.com/Homebuil…20welder.shtml
у него много других интересных проектов. Мне особенно понравилось читать о его усилиях по литью металла.
Ответить с цитатой
21.05.2008 #10
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
11 микроволновок + еще 2 на подходе.
Похоже, вы проходите прослушивание в Разрушители мифов!Ответить с цитатой
21.05.2008 #11
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
я не желаю
Ответить с цитатой
21.
05.2008
#12Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Я не хочу портить вам настроение, но я не понимаю, как микроволновый трансформатор сможет справиться с требуемой мощностью. Конечно, возможно, он будет работать с стержнем 1/16″ или 5/64″, но для выполнения большой полезной работы трансформатор должен выдерживать мощность 7000-10 000 Вт.
Ответить с цитатой
22-05-2008 №13
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
наконец-то получил несколько фотографий: http://jason.
pepas.com/photos/junked…-power-supply/Я использовал ленточнопильный станок по металлу, чтобы нарезать вторичную обмотку, и пресс, чтобы протолкнуть старые обмотки вне:
контрольная сборка. этот трансформатор подходит для 6 обмоток провода #6. это самый маленький трансформатор, который у меня есть; самый большой поместится на 15 обмоток.
Ответить с цитатой
22.05.2008 №14
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
поэтому, когда я разбираю все эти микроволновые печи, я думаю про себя: «Если сварочная промышленность движется к инверторам, почему микроволновая промышленность не сделала того же?».
ну и чудо, микроволновка №12 была инвертором!
http://jason.pepas.com/photos/smps-microwave/
Ответить с цитатой
24.05.2008 №15
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Я только что купил инверторный сварочный аппарат за 470 долларов. и это не дешевый китайский бренд. это BOC smootharc MMA170, он предназначен для сварки MMA, но, поскольку он работает только на постоянном токе, он очень хорошо управляет TIG.
Фонарь BOC для старта с нуля стоил 160 долларов, поэтому за 600 долларов я получил отличный тиг, настроенный с гарантией и рассчитанный на 200 А. Посмотрев на стоимость рабочей силы и деталей, было бы лучше купить одну из этих установок, чем пытаться построить ее из микроволновых печей.Ответить с цитатой
26.05.2008 №16
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
больше прогресса!
Ответить с цитатой
26.
05.2008
# 17Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Похоже, это будет ТЯЖЕЛАЯ работа наверняка.
Миллер Тандерболт 225
Миллерматик 130 XP
Линкольн HD 100
Аппарат дуговой сварки Forney C-5bt
Плазменный резак Gianteach Cut40A
Ленточная пила Cent Machinery
Cent Machinery 16-скоростной сверлильный станок
Чикаго Электрик 130 ампер tig/90 Arc
Катушка Hobart 190 Mig готоваОтветить с цитатой
26.
05.2008
# 18Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
так что это грубый набросок плана. проще нарисовать, чем описать.
Итак, шаг 1 почти завершен.
Ответить с цитатой
28.05.2008 # 19
Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
по крайней мере, вы можете сказать, что создали что-то
Ответить с цитатой
28.
05.2008
#20Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Очень интересный проект.
Первоначально написал ячейка
…этот трансформатор подходит для 6 обмоток провода #6. это самый маленький трансформатор, который у меня есть; самый большой поместится на 15 обмоток.
Все ли первичные обмотки одинаковы?
Вы пытаетесь совместить вторичный выход или просто наматываете столько #6, сколько поместится?Спасибо за сообщения.
Ответить с цитатой
29.
05.2008
# 21Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Все первичные обмотки кажутся немного разными, поскольку я вижу немного разные напряжения, даже когда я наматываю одинаковое количество витков на вторичные обмотки двух одинаковых трансформаторов.
На самом деле я пытаюсь сделать и то, и другое (обернуть столько, сколько поместится, а также сопоставить общее выходное напряжение между двумя группами трансформаторов) — я написал небольшой скрипт на Python, который бы взял 9 трансформаторов и попробовал все возможные комбинации. разделить их на две группы и найти наиболее близкое совпадение.
Я начал с этих напряжений (я обозначил их от «a» до «i»):
a 5,20 В
б 5.17в
c 7,67 В
д 9.44в
е 14.14В
ф 13,60 В
г 12,65 В
ч 4,97 В
i 6.25vи получилась такая конфигурация:
b, c, e, g: 39.63v
a, d, f, h, i: 39,46vдовольно точно совпадают — мне повезло!
Причина, по которой я хотел, чтобы они были как можно ближе друг к другу, заключается в том, что на этой картинке:
выходы постоянного тока чередуются между каждой ветвью 220В (точнее, пониженными источниками 39В), поэтому, если бы я их не согласовал (например, 40 вольт и 38 вольт), результирующий выход постоянного тока был бы один горб 40 В, за которым следует один горб 38 вольт и т. д. (что на самом деле не так уж и важно).
Ответить с цитатой
31.
05.2008
# 22Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Будут ли все трансформаторы «синфазными»?
Соединительный 2 шт. Трансформаторы на 500 кВА не могли быть реализованы в проекте, над которым я работал, из-за другого «тактового числа». Но тогда у этих трансформаторов были двойные вторичные катушки, насколько я понял.
Как насчет электромагнитной совместимости?
Ответить с цитатой
31.
05.2008
# 23Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
хорошо, шаг 2 был проверен. Я не знаю, почему я решил, что мне нужен H-мост — простой мостовой выпрямитель работает так же хорошо.
фотографий: http://jason.pepas.com/photos/240v-bridge-rectifier/
Теперь мне просто нужно найти диоды, которые могут выдержать 100+ ампер!
Ответить с цитатой
31.
05.2008
# 24Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
el guapo: Я не совсем уверен, что понял вопрос. две группы трансформаторов будут в фазе по отношению друг к другу (так что напряжения складываются, а не компенсируют друг друга). единственная функция трансформаторов — дать мне эквивалент 240 В (т. е. две линии по 120 В, которые сдвинуты по фазе на 180 градусов), но для безопасности понизили до 40 В.
что такое ЭМС? электромагнитная муфта?
Ответить с цитатой
31.
05.2008
# 25Re: Кто-нибудь собирал сварочный аппарат TIG своими руками?
Я имел в виду, что разные трансформаторы могут быть немного не в фазе по сравнению друг с другом, поэтому при их объединении они не работают на 100%. Может быть, это видно по прицелу.
EMC — это электромагнитная совместимость, то есть не выбрасывать в сеть слишком много дерьма вроде «высших гармоник», как мы их здесь называем. По этой причине преобразователи частоты оснащены обязательными сетевыми фильтрами.
Для диодов попробуйте их поставщики/механики преобразователя частоты.
Ответить с цитатой
ЭМП-излучение при сварке — скрытая опасность
Вы можете не знать об опасности, но сварка относится к числу профессий с самым высоким риском воздействия электромагнитных полей (ЭМП).
ЭМП представляют собой форму неионизирующего излучения , которая, как известно, вызывает серьезные заболевания и другой вред здоровью человека.
Более того, исследования, проведенные почти 70 лет назад, и более поздние исследования связывают воздействие ЭМП с лейкемией и другими видами рака, бесплодием, сердечными заболеваниями, неврологическими состояниями, потерей памяти и проблемами с уровнем сахара в крови.
Хотя Американское общество сварщиков настаивает на том, что «проведенные на сегодняшний день исследования показывают, что нет подтвержденных доказательств проблем со здоровьем из-за ЭМП», это не так.
Например, исследование 2005 года, проведенное шведскими учеными, выявило более высокие показатели эндокринного рака среди сварщиков.
В 2013 году европейские сварочные компании были обязаны контролировать воздействие электромагнитного излучения на рабочих и принимать контрмеры всякий раз, когда воздействие превышает максимальные пределы безопасности.
Это руководство призвано побудить сварщиков в США и других странах узнать больше об этой малоизвестной угрозе.
Далее следует краткое описание ЭМП в типичной сварочной среде, более общий обзор беспроводного излучения, рекомендации, которые помогут вам защитить себя, и ссылки на другие веб-сайты для получения дополнительной информации.
Как создаются ЭМП
ЭМП присутствуют во всех видах сварки, где используется электричество.
Например, при дуговой сварке большие токи генерируются источником питания, проходящим через силовой кабель к вашей горелке и электроду, пересекая сварочную дугу и входя в заготовку.
Вообще говоря, чем выше ток, тем интенсивнее ЭДС.
Чем ближе тело сварщика находится к компонентам цепи (аппарату, кабелям, горелке и заготовке), тем выше потенциал вредного электромагнитного излучения, изменяющего кровоток и вызывающего широкий спектр других симптомов, таких как головные боли , усталость, кожная сыпь и учащенное сердцебиение.
Ваши руки и руки, область от туловища до бедер и ваши половые органы — это области, которые подвергаются наибольшему воздействию каждый раз, когда вы свариваете.
Изображение вверху: железные опилки возле магнита выстраиваются в знакомую линию север-юг.На изображении ниже слайд PowerPoint демонстрирует, как магнитная сила полей ЭМП влияет на наши богатые железом клетки крови.
Обратите внимание, что ячейки образуют линии, как и опилки. Графика: Wikicommons, доктор Магда Хавас
Имейте в виду, что ЭМП, создаваемые высокочастотным сварочным оборудованием и компонентами, такими как инверторы и процессы импульсной сварки, могут создавать дополнительный тип ЭМП, известный как радиочастотное (РЧ) излучение. Радиочастотная энергия излучается через пространство в виде беспроводных волн или цифровых импульсов.
Представьте себе эффект «стен Иерихона», происходящий в каждой из ваших 70 триллионов клеток, поскольку эти волны постоянно их вибрируют.
Биохимик Мартин Палл продемонстрировал, как мембраны (стенки) клеток пропускают кальций, нарушая тонкую биоэлектрическую пульсацию, которая управляет функцией каждой клетки.
В ответ на запросы защитников безопасности ЭМП Полл составил простой список негативных биологических эффектов, которые могут развиться со временем.
Несварочные электроинструменты, особенно шлифовальное оборудование, также подвергают сварщиков воздействию ЭМП высокого уровня.
Согласно исследованию, проведенному в 2001 году Национальным институтом гигиены труда (NIOH) (NIOH), ручная шлифовальная машина создает магнитное поле силой 3000 мГс (мг), измеренное на груди оператора.
Большинство исследователей ЭМП и защитников безопасности предлагают избегать любого продолжительного воздействия выше 10 мг.
Однако считается, что клеточная патология развивается в результате ежедневного накопления, происходящего в течение месяцев или даже лет, так что краткосрочные воздействия сами по себе не считаются опасными. Это потому, что ваша иммунная система и защита от детоксикации, а также восстановительные мероприятия, такие как сон, могут частично или полностью обратить вспять ущерб, если вы в добром здравии.
В упомянутом выше опросе NIOH также обнаружил, что сварщики получают самую высокую среднюю суточную дозу ЭМП (90,5 мг) для всех профессий и самый высокий измеренный диапазон воздействия (от 1,4 до 66,1 мг для 90% рабочей силы).
Конечно, ЭМП не ограничиваются рабочим местом. Напротив, они стали обычным явлением в промышленно развитых странах с момента изобретения электричества, за которым последовала высокотехнологичная электроника, особенно мобильные телефоны, вышки сотовой связи, интеллектуальные счетчики, метеорологические радары и множество других беспроводных технологий.
Последнее создало явление, получившее название «электросмог», при котором радиочастотные (РЧ) волны распространяются по городам и жилым кварталам 24/7/365.
Самая распространенная частота передачи, 2,4 гигагерца, соответствует почти двум с половиной миллиардам волн, проходящих через человеческое тело каждую секунду.
Любопытно, что эта же частота используется в микроволновых печах для перемешивания молекул воды при разогреве пищи.
Правила безопасности при ЭМП
В то время как многие инициативы рассматриваются государственными учреждениями в США и большинстве других стран, воздействие ЭМП, влияющее на сварку и другие профессиональные сферы, на удивление остается незамеченным.
Однако в 2013 году Европейский парламент принял Директиву о физических агентах 2013/35/ЕС, которая конкретно направлена на воздействие электромагнитного излучения при сварке и других работах.
Правоприменение началось в июле 2016 года, поэтому теперь все европейские компании обязаны отслеживать уровни воздействия и разрабатывать меры по смягчению последствий превышения максимальных пределов (известных как «уровни действий»).
В частности, для реализации законодательства было разработано новое программное приложение под названием EMFWELD (www.emfweld.eu).
После того, как пользователь введет сведения об оборудовании, параметрах сварки и месте оператора для предлагаемого рабочего задания, программное обеспечение рассчитывает воздействие ЭМП на основе базы данных тестовых измерений.
Генерируется отчет с интерпретируемыми картами напряженности магнитного поля вокруг сварочного оборудования.
Это позволяет пользователю узнать, какие действия необходимы для снижения воздействия, если оно превышает установленные уровни действий.
Онлайн-программное обеспечение было разработано TWI, британской компанией, занимающейся исследованиями в области сварки и соединения.
К сожалению, пределы воздействия, определяющие уровни действия, основаны на спорных стандартах, выпущенных Международным сообществом по защите от неионизирующего излучения (ICNIRP).
В последние годы эта группа подверглась тщательной проверке из-за ее предполагаемых связей с электронной промышленностью.
Исследователи ЭМП и защитники безопасности оспаривают максимальные пределы, утверждая, что они как минимум в тысячу раз выше.
Коалиция исследователей ЭМП, известная как Рабочая группа по биоинициативе, в 2012 году предложила гораздо более низкий набор максимальных пределов воздействия. Тем не менее, они еще не официально признаны большинством правительств.
В 2015 году базирующийся в Германии Институт строительной биологии установил свои собственные ограничения, основанные на рекомендациях BWG, известные как SBM 2015.
Институт наблюдает за работой тысяч строительных инспекторов по всему миру, которые помогают домовладельцам сделать свои дома безопасными для жизни.
Предельные значения ЭМП для SBM 2015 представлены на рисунке ниже.
Предотвращение и смягчение воздействия ЭМП
Чтобы измерить собственное воздействие при сварке, рассмотрите возможность аренды или покупки портативного измерителя ЭМП или РЧ.
Эти портативные устройства измеряют радиочастотные (беспроводные) поля, магнитные поля и/или электрические поля.
Они могут помочь вам определить интенсивность РЧ и ЭМП на разных расстояниях от источника ЭМП, такого как сварочный аппарат.
Что касается принятия контрмер для ограничения воздействия, вот несколько предложений, перечисленных Lincoln Electric Canada:
- Прокладывайте электрод и рабочие кабели вместе. Закрепите их лентой или стяжками, если это возможно. Если кабели проложены вместе, поле ЭДС в этой точке уменьшается. Некоторые кабели даже включают электроды и рабочие проводники внутри одного кабеля, что может быть удобным способом уменьшить воздействие ЭМП.
- Обматывание кабелей вокруг тела увеличивает воздействие ЭМП. Не располагайтесь между электродом и рабочим кабелем. Если кабель электрода находится с правой стороны, рабочий кабель также должен быть с правой стороны. На каждом кабеле и между ними существует поле ЭДС.
- Сварка рядом с источником сварочного тока увеличивает воздействие ЭМП из-за поля, расположенного у сварщика.
- Вы можете дополнительно свести к минимуму воздействие ЭМП, используя такие процессы дуговой сварки, как TIG, или сварку с самыми низкими настройками выходного постоянного тока, приемлемыми для вашего сварочного применения. Это особенно важно, если у вас есть кардиостимулятор или дефибриллятор.
- Если у вас есть кардиостимулятор или дефибриллятор и вы хотите продолжать сварку, вы должны поговорить со своим врачом и следовать его советам. Ваш врач может захотеть связаться с производителем кардиостимулятора, чтобы получить его рекомендацию относительно дуговой сварки. В некоторых случаях ваш врач может посоветовать не продолжать сварку.
Вы также можете использовать электромагнитное экранирование, чтобы блокировать или уменьшать интенсивность ЭМП, проникающих в ваше тело.
В настоящее время доступно множество продуктов, включая одежду, нижнее белье, головные уборы, ткани, фольгу и специально разработанные металлические сплавы.
Магазин оборудования с полным спектром услуг | Строительные материалы Марвина
Марвина Фейсбук Места Свяжитесь с нами
- Акции
- Текущие акции
- Садовый клуб
- Товары
- Обзор продуктов
- Строительные материалы
- Двери и окна
- Электрический
- Аппаратное обеспечение
- Домашний декор и товары для дома
- Изделия из пиломатериалов
- На открытом воздухе / газон и сад
- Краска
- Сантехника
- Инструменты
- Милуоки Инструменты
- Проекты стали проще
- Основы кормления оленей
- Уборка во время COVID-19
- Посадка фруктовых деревьев
- Грили и приготовление гриля
- Строительство бетонного патио
- Время расти
- Прекрасный ландшафтный дизайн
- Раскрась город
- Посадка кустарников
- Краска для крыльца и пола
- Стандартные туалеты 101
- Услуги
- Коммерческий кредит
- Карточка от начала до конца
- Склад пиломатериалов
- О нас
- История, ценности и видение
- Политика конфиденциальности
- Политика возврата
- Военная скидка
- Карьера
- Свяжитесь с нами
- Зарегистрироваться
Добро пожаловать в Marvin’s! Мы с гордостью обслуживаем домовладельцев и профессиональных подрядчиков на юго-востоке с 1945 года.