ГОСТы по сварке. Все ГОСТы по сварочным технологиям.
В этом разделе Вы можете просмотреть ГОСТы по сварке: способам сварки, сварочному оборудованию и материалам, дефектам и т.д.
Внимание : для Вашего удобства на сайте работает поиск по ГОСТам !
“У человека должен быть здравый смысл, для всего остального есть ГОСТ.”
| № п/п | Название стандарта | Описание |
|---|---|---|
| 1 | ГОСТ EN 1011-6-2017 Сварка. Рекомендации по сварке металлических материалов. Часть 6. Лазерная сварка. (398 Загрузок) | Область применения: Настоящий стандарт устанавливает требования для лазерной сварки и связанных с ней процессов обработки металлических материалов для всех видов изделий (например, литых, штампованных, экструдированных, кованых). |
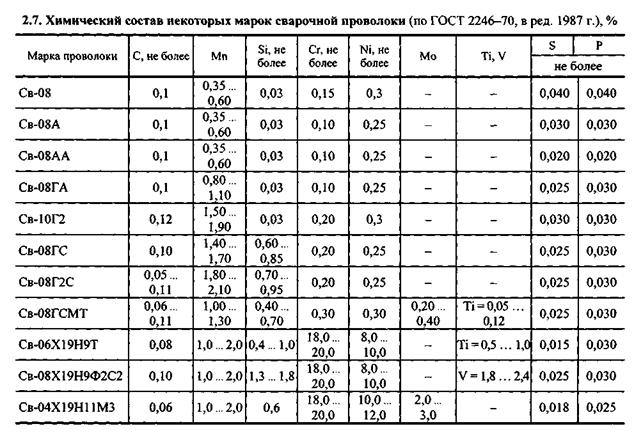
| 2 | ГОСТ 2246-70 Проволока стальная сварочная. Технические условия. (242 Загрузки) | Настоящий стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной стали. |
| 3 | ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий. (472 Загрузки) | Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов. Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе. |
| 4 | ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (Одна Загрузка) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов ни жилезоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80. |
| 5 | ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.  (244 Загрузки) (244 Загрузки) | Название англ.: Flux welding. Welded joints. Main types design elements and dimensions. Область применения: Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037. |
| 6 | ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров. (444 Загрузки) | Настоящий стандарт распространяется на оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки (резка, сварка) металлов. Стандарт не распространяется на оборудование бытового назначения. |
| 7 | ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. 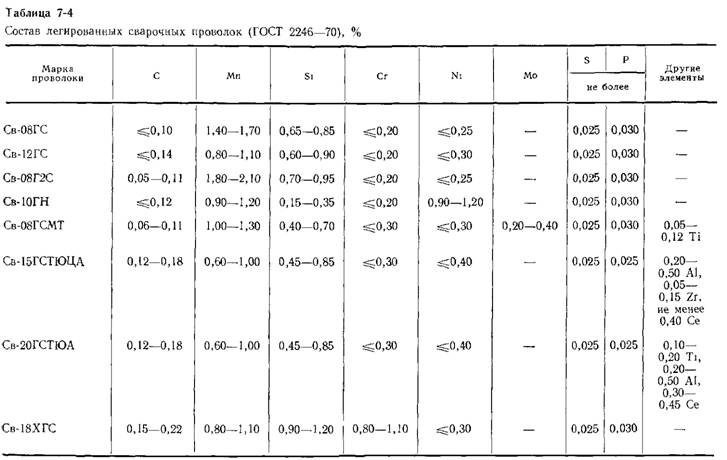 Основные типы, конструктивные элементы и размеры. (357 Загрузок) Основные типы, конструктивные элементы и размеры. (357 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. |
| 8 | ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. (342 Загрузки) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами. |
| 9 | ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения. (253 Загрузки) | Настоящий стандарт распространяется на сварные швы, выполняемые сваркой плавлением как в один, так и в несколько слоев, и устанавливает основные положения сварки и их обозначения. |
| 10 | ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. (478 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80. |
| 11 | ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. (253 Загрузки) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой. |
| 12 | ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.  Соединения сварные. Основные типы, конструктивные элементы и размеры. (183 Загрузки) Соединения сварные. Основные типы, конструктивные элементы и размеры. (183 Загрузки) | Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно. Стандарт не распространяется на сварные соединения трубопроводов. Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва. |
| 13 | ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (117 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой. Стандарт не распространяется на сварные соединения из коррозионно-стойких сталей. |
| 14 | ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.  (Одна Загрузка) (Одна Загрузка) | Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой. Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла. |
| 15 | ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры. (254 Загрузки) | Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. Требования настоящего стандарта являются обязательными. |
| 16 | ГОСТ 16038-80 Сварка дуговая. 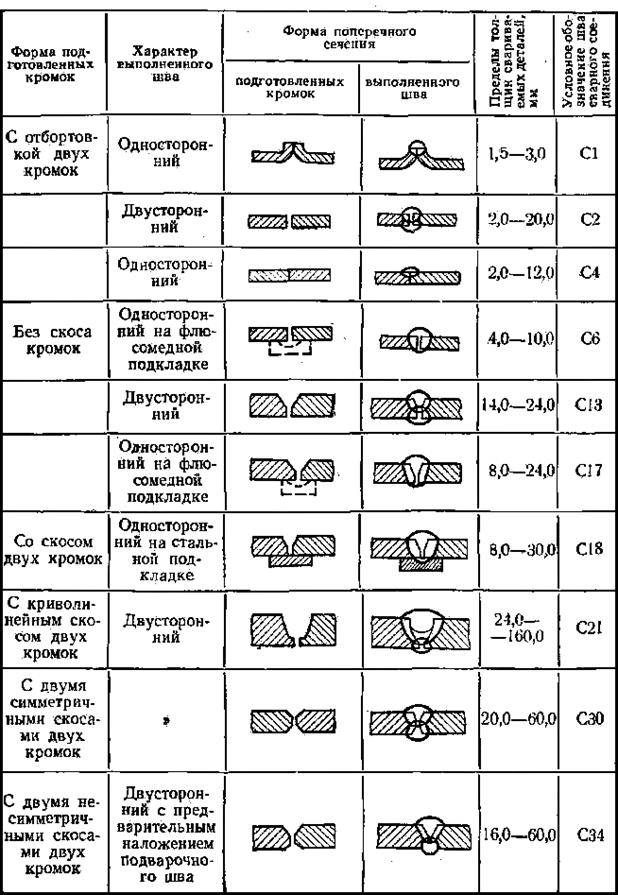 Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (128 Загрузок) Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (128 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492, с фланцами из латуни марки Л90 по ГОСТ 15527 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175 или БрАЖНМц 9-4-4-1. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. |
| 17 | ГОСТ 19521-74 Сварка металлов. Классификация. (355 Загрузок) | Настоящий стандарт устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим призракам. |
| 18 | ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов.  Типовой технологический процесс. (86 Загрузок) Типовой технологический процесс. (86 Загрузок) | Настоящий стандарт устанавливает типовой технологический процесс диффузионной сварки в вакууме вставок из твердых металлокерамических сплавов марок ВК15, ВК20 и ВК25 по ГОСТ 3882-74 с основаниями рабочих элементов разделительных и формообразующих штампов из сталей марок 5ХНВ, 5ХНМ, 5ХНСВ по ГОСТ 5950-73 и марок 38ХН3МФА и 18Х2Н4ВА по ГОСТ 4543-71. |
| 19 | ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля. (156 Загрузок) | Название англ.: Non-destructive testing. Fusion welding of metals. Welds classification by radiography testing results. Настоящий стандарт распространяется на сварные соединения, выполненные сваркой плавлением изделий из металлов и их сплавов с толщиной свариваемых элементов от 1 до 400 мм и устанавливает семь классов сварных соединений по максимальным допустимым размерам пор, шлаковых, вольфрамовых и окисных включений, выявляемых при радиографическом контроле. |
| 20 | ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. (Одна Загрузка) | Название англ.: Welding of metals. Methods for determination of diffusible hydrogen in deposited weld metal and fused metal. Настоящий стандарт устанавливает хроматографический и вакуумный методы определения содержания диффузного водорода в наплавленном металле и металле шва и распространяется на покрытые электроды, порошковую проволоку, стальную сварочную проволоку, предназначенные для сварки низкоуглеродистых и низколегированных сталей. |
| 21 | ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. (240 Загрузок) | Название англ.: Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions. Welded joints. Main types, design elements and dimensions.Область применения: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитных газах. |
| 22 | ГОСТ 25997-83 Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля. (134 Загрузки) | Название англ.: Fusion welding of metals. Statistical quality evaluation by nondestructive testing results. Область применения: Настоящий стандарт устанавливает правила статистической оценки стабильности статистически управляемых технологических процессов сварки соединений из металлов и их сплавов для изделий массового или серийного производства по результатам неразрушающего контроля. |
| 23 | ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами.  Основные типы, конструктивные элементы и размеры. (124 Загрузки) Основные типы, конструктивные элементы и размеры. (124 Загрузки) | Название англ.: Arc welding of aluminium and aluminim alloys in inert gases. Acute and blunt weld joints. Main types, design elements and dimensions. Область применения: Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инетрных газах. Стандарт не распространяется на сварные соединения трубопроводов. |
| 24 | ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. (127 Загрузок) | Название англ.: Laser beam impulse welding. Button welds. Main types, design elements and dimensions. Область применения: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами. |
| 25 | ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу. (116 Загрузок) | Название англ.: Arc welding of structural cast irons. Requirements for technological process. Область применения: Настоящий стандарт распространяется на технологические процессы ручной и механизированной дуговой сварки, применяемые при исправлении дефектов чугунного литья, восстановлении поврежденных чугунных деталей и создании литосварных изделий из чугуна. |
| 26 | ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу. (Одна Загрузка) | Название англ.: Electroslag welding of steels. Requirements for technological process. Область применения: Настоящий стандарт устанавливает требования к технологическому процессу электрошлаковой сварки проволочным электродом или плавящимся мундштуком углеродистых и низколегированных сталей с содержанием легирующих элементов не более 2,5%. |
| 27 | ГОСТ 33857-2016 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования. (189 Загрузок) | Название англ.: Pipeline valves. Welding and quality control of welded joints. Technical requirements. Область применения: Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов для опасных производственных объектов (ОПО), атомных станций 4-го класса безопасности и других областей применения. Стандарт устанавливает основные требования к сварочным материалам, подготовке кромок под сварку, сборке, технологии сварки и термообработке сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте трубопроводной арматуры. |
| 28 | ГОСТ 34061-2017 Сварка и родственные процессы.  Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (112 Загрузок) Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (112 Загрузок) | Название англ.: Welding and allied processes. Determination of hydrogen content in deposited metal and arc weld metal. Область применения: Настоящий стандарт устанавливает отбор образцов и аналитическую процедуру определения диффузионного водорода в наплавленном металле и металле шва дуговой сварки с присадочным материалом для сталей мартенситного, бейнитного и ферритного классов |

 Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.
Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.25.160.40 Сварочные швы и сварка, ГОСТы
Товары в корзине: 0 шт Оформить заказ
- Электроэнергия
- 25 МАШИНОСТРОЕНИЕ
- 25.160 Сварка, пайка твердым и мягким припоем
- 25.160.40 Сварочные швы и сварка
- 25.160 Сварка, пайка твердым и мягким припоем
- 25 МАШИНОСТРОЕНИЕ
- ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 11534-75 Ручная дуговая сварка.
 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры - ГОСТ 14098-85 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры
ГОСТ 14098-91Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры. Заменен на ГОСТ 14098-2014.- ГОСТ 14771-76
- ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
- ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
- ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 15878-79 Контактная сварка.
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
- ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
- ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
- ГОСТ 16971-71 Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования
- ГОСТ 19292-73 Соединения сварные элементов закладных деталей сборных железобетонных конструкций. Контактная и автоматическая сварка плавлением. Основные типы и конструктивные элементы
- ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
- ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
- ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
- ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
- ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества
- ГОСТ 26294-84 Соединения сварные. Методы испытаний на коррозионное растрескивание
- ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
- ГОСТ 26389-84
- ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 28277-89 Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования
- ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
- ГОСТ 29297-92 Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
- ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
- ГОСТ 3242-79 Соединения сварные. Методы контроля качества
- ГОСТ 34061-2017 Сварка и родственные процессы. Определение содержания водорода в наплавленном металле и металле шва дуговой сварки
- ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
- ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
- ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ ISO 12932-2017 Сварка. Гибридная лазерно-дуговая сварка сталей, никеля и никелевых сплавов. Уровни качества для дефектов
- ГОСТ ISO 13919-1-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 1. Сталь
- ГОСТ ISO 13919-2-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть
- ГОСТ ISO 15614-11-2016 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
- ГОСТ ISO 17635-2018 Неразрушающий контроль сварных соединений. Общие правила для металлических материалов
- ГОСТ ISO 17638-2018 Неразрушающий контроль сварных соединений. Магнитопорошковый контроль
- ГОСТ ISO 22826-2017 Испытания разрушающие сварных швов металлических материалов. Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу)
- ГОСТ ISO 9692-3-2020 Сварка и родственные процессы. Типы подготовки соединений. Часть 3. Сварка дуговая в инертном газе плавящимся и вольфрамовым электродом алюминия и его сплавов
- ГОСТ Р 54790-2011 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
- ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов.
- ГОСТ Р 55142-2012 Испытания сварных соединений листов и труб из термопластов. Методы испытаний
- ГОСТ Р 56143-2014 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
- ГОСТ Р ИСО 17637-2014 Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением
 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
 Классификация сварных соединений по результатам радиографического контроля
Классификация сварных соединений по результатам радиографического контроля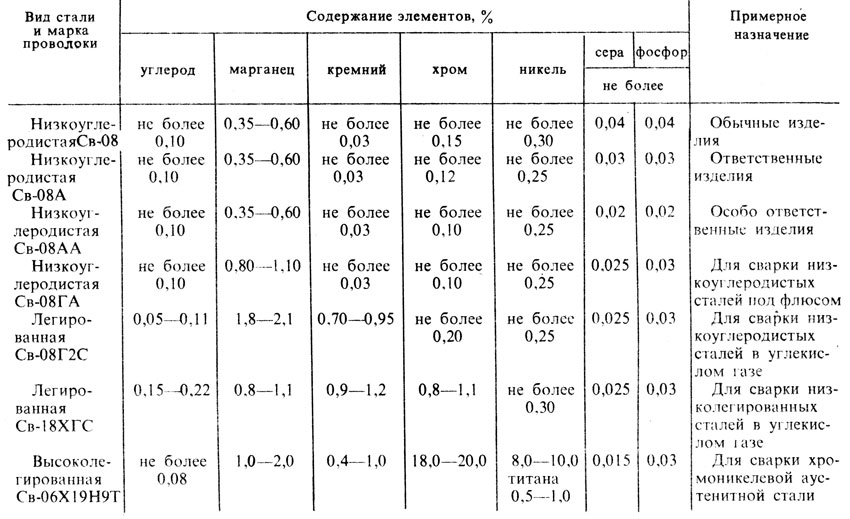 Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением Соединения сварные. Основные типы, конструктивные элементы и размеры
Соединения сварные. Основные типы, конструктивные элементы и размеры Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
Купить алюминиевую проволоку по доступной цене у поставщика Evek GmbH / Evek
Нельзя не согласиться с философами, что форма — высшее содержание. Эту идею наглядно иллюстрирует алюминиевый провод, без которого сегодня невозможно представить современную электротехнику.
Преимущества
Алюминий очень технологичен, легко плавится при 600°С — на огне газовой плиты. Он дешев, устойчив к коррозии, обладает высокой электро- и теплопроводностью, слабыми магнитными свойствами. Основное преимущество – высокая прочность при минимальном весе. Алюминиевая проволока устойчива к разрушению почвенной и атмосферной влагой, биологически инертна, соответствует гигиеническим требованиям СНиП в пищевой промышленности. Сварка алюминиевым плавящимся электродом позволяет получить высокопрочное коррозионностойкое пластиковое соединение.
Основное преимущество – высокая прочность при минимальном весе. Алюминиевая проволока устойчива к разрушению почвенной и атмосферной влагой, биологически инертна, соответствует гигиеническим требованиям СНиП в пищевой промышленности. Сварка алюминиевым плавящимся электродом позволяет получить высокопрочное коррозионностойкое пластиковое соединение.
Продукция
Производство алюминиевой сварочной проволоки регламентируется ГОСТ 7871-75 из сплавов марок АМц, АМг5, АМг3, АК5 и АМг6 (химический состав ГОСТ 4784-97). Проволоку для холодной высадки изготовляют по ГОСТ 14 838-78 из сплава В65 и технического алюминия АД1 (химический состав нормирован по ГОСТ 4784-97). Подготовку и отбор проб для контроля химического состава проводят по ГОСТ 24 231-80. Деформируемые сплавы АМц АМГ5, АМГ3 и АМГ6 легко поддаются обработке, сварке, устойчивы к различным видам коррозии. Проволока АД1 обладает высокой пластичностью, электропроводностью и коррозионной стойкостью. Алюминиевая проволока АК5 изготавливается минимального диаметра из литейных алюминиевых сплавов. Благодаря обогащению медью и кремнием такая проволока обладает повышенной твердостью. Сплав марки В65 относится к высокопрочному дюралюминию. Для защиты от коррозии используется плакирование или анодное оксидирование.
Благодаря обогащению медью и кремнием такая проволока обладает повышенной твердостью. Сплав марки В65 относится к высокопрочному дюралюминию. Для защиты от коррозии используется плакирование или анодное оксидирование.
Классификация
По назначению и технологии изготовления:
— ГОСТ 7871-75 -: проволока для холодной высадки (диаметр 0,8 — 12,5 мм)
Б — тянутая;
П-прессованный;
— ГОСТ 14 838-78 — проволока сварочная;
— ТУ 16. К71-088-90 — электротехническое;
— ТУ 16-705.472-87 — проволока круглая для воздушных линий электропередачи.
Точность изготовления:
— обычная точность;
— П — точность.
Обработка материалов:
— проволока алюминиевая без термической обработки;
— М — проволока отожженная
— Н — цементированная
— ПТ — полузакаленная,
— Т — закаленная и естественно состаренная;
— Т1 — закаленные и искусственно состаренные.
Путем отжига значительно улучшается обрабатываемость и пластичность материала резанием, а холодная деформация способствует упрочнению сплава.
По способу поставки:
— БТ — в бухтах;
— в бухтах;
— в пачках.
| Провод | ГОСТ | Марка | Размер |
|---|---|---|---|
| Алюминиевая проволока | 14 838-78; 7871-75 ТУ 16-705.472-87 | АВЛ, АД, АД1, АД1М, АД1Н, АДН, АДМ, АК5Н, АМг3, АМг3Н, АМг5П, АМг5ПН, АМг6, АМг6М, АМз, АМзМ, Б48, Б65, Д16П, Д18, Д18П, Д19П, Д1П, СвА85Т, СвАК5 , СвАК5Н, СвАМг3, СвАМг3Н, СвАМг5, СвАМг6М, СвАМг6, СвАМг6Н, СвАМц, СвАМцМ, СвАМцН | 1,6-5 |
Применение
Проволока алюминиевая применяется в машиностроении, пищевой промышленности, строительстве, энергетике. Из него изготавливают кабели, провода, мебельную фурнитуру и декоративные элементы. Актуальна в транспортном машиностроении, пивоваренной и колбасной промышленности. Применяется в качестве обвязочных и сварочных электродов при сварке цветных сплавов, особенно часто при сварке конструкций, контактирующих с атмосферной или почвенной влагой.
— высокопрочный шов,
— предотвращение термических трещин,
— пластичность,
— стойкость к коррозии.
При сварке алюминиевой проволокой изменяется состав сварного шва. Вводимые при сварке легирующие элементы повышают прочность шва, но снижают пластичность и коррозионную стойкость. Для получения пластичного коррозионностойкого шва алюминиевые конструкции сваривают электродом с минимумом легирующих элементов. Для сварки алюминиевых сплавов, как правило, применяют проволоку с составом, близким к химическому составу компонента. Исключением является сплав Ai+Mg. С. магний при сварке легко испаряется, берите сварочную проволоку с более высоким процентом содержания магния. чем содержится в заготовке.
| Имя | Сплав марки | Марка сплава Примечание |
|---|---|---|
| Бытовая алюминиевая проволока | СвА5, СвА85Т, СвА97, СвА99 | чистый алюминий |
| Бытовая алюминиевая проволока | СвАМц | Марганцево-алюминиевый сплав |
| Бытовая алюминиевая проволока | СвАМг3, СвАМг5, СвАМг6, СвАМг61, СвАМг63, Св1557 | сплав магния и алюминия |
| Провод алюминиевый бытовой | СвАК10, СвАК5 | сплав кремния и алюминия |
| Бытовая алюминиевая проволока | Св1201 | медно-алюминиевый сплав |
| Импортная сварочная алюминиевая проволока: | ОК Autrod 18. 01 (аналог СвА97, СвА85, СвАМц) 01 (аналог СвА97, СвА85, СвАМц) | Сварка из чистого алюминия |
| Импортная сварочная алюминиевая проволока: | ОК Аврод 18.04 (аналог СвАК6, СвАК5) | сварка кремния и алюминия или сплавов кремния, магния и алюминия: АД35; АД33, АД31, |
| Импортная сварочная алюминиевая проволока: | ОК Autrod 18.11 (аналог Св1201) | сварка Al и его сплавов в пищевой промышленности, авиастроении |
| Импортная сварочная алюминиевая проволока: | ОК Autrod 18.15 (аналог СвАМг3) | Сварка сплавов, содержащих 3% Mg: АМг3, АМг4, АМг5, АМг6 с аналогичными сплавами |
| Импортная сварочная алюминиевая проволока: | ОК Autrod 18.16 (аналог SvAMg5) | сварка сплавов, содержащих до 5% Mg или алюминиево-марганцевых сплавов и нелегированных алюминиевых сплавов |
| Импортная сварочная алюминиевая проволока: | ОК Автрод 18.20 | сварка сплавов до 5 % Mg для высокопрочных соединений тавровой балки. |
| Импортная алюминиевая сварочная проволока: | OK Autrod 18.22 (SvAMg61 | сварка сплавов с содержанием магния до 6 %: АМг6, 1AlMg4,5Mn, AlMg5Mn и AlMg5Cr для высокопрочных тавровых балок |
Поставка
Мы предлагаем широкий выбор сертифицированной алюминиевой проволоки. Цена может меняться в зависимости от технических характеристик и других условий поставки. В техническую документацию включаются данные о процентном составе и эксплуатационных качествах продукции. У нас вы можете купить оптом любые полуфабрикаты для масштабных проектов. Мы также охотно сотрудничаем с розничными покупателями. Европейский уровень сервиса и оперативность обслуживания – это лицо нашей компании.
Купить по выгодной цене
Evek GmbH имеет на складе широкий ассортимент продукции из цветных металлов. Поставляем алюминиевую проволоку любых параметров отечественных и зарубежных производителей. Наши сотрудники всегда рады оказать Вам квалифицированную помощь в выборе металлопродукции. У нас работают одни из самых опытных менеджеров-консультантов. Строгое соблюдение стандартов производства, отличное качество продукции и минимальные сроки изготовления – лицо нашей компании. Современная технология производства позволяет выполнять индивидуальные заказы при отсутствии в базовой версии необходимого вида продукции. Вся продукция проходит ультразвуковой контроль на наличие брака. Обработка заказов занимает минимальное время. Дисконтные скидки введены для постоянных клиентов.
У нас работают одни из самых опытных менеджеров-консультантов. Строгое соблюдение стандартов производства, отличное качество продукции и минимальные сроки изготовления – лицо нашей компании. Современная технология производства позволяет выполнять индивидуальные заказы при отсутствии в базовой версии необходимого вида продукции. Вся продукция проходит ультразвуковой контроль на наличие брака. Обработка заказов занимает минимальное время. Дисконтные скидки введены для постоянных клиентов.
Сварка алюминиевых сплавов огнеупорными модификаторами – эффективный метод повышения характеристик
Обработка огнеупорными модификаторами сварочных алюминиевых сплавов – эффективный метод повышения характеристик
- Калинина Наталья Евграфовна ;
- Носова Татьяна Валерьевна ;
- Калинин Александр Васильевич ;
- Мамчур Стелла Игоревна ;
- Шахов Антон Альбертович ;
- Мамчур Игорь Александрович
Аннотация
Определено влияние модифицирования тугоплавкими дисперсными составами на зернистую структуру и свойства свариваемых алюминиевых сплавов. Исследованы алюминиевые сплавы системы Al-Mg-Mn химического состава: 4,8-6,0 % магния, 0,3-0,5 % марганца; 0,45 – 0,90 % железа; алюминий — основа. Содержание железа соответствовало доэвтектическому и послеэвтектическому составам системы алюминий-железо. Порошки модификатора карбида титана (TiC) дисперсностью 1-5 мкм, полученные методом плазмохимического синтеза. Микроструктуру сплавов изучали с помощью оптических микроскопов МИМ-8 и Неофот-2. Прочностные свойства сплавов определяли на машине МУП-20. Изготовление образцов осуществлялось по ГОСТ 149.7-84 и ГОСТ 9454-80. Текучесть определяли методом спирального образца. Исследованы свойства сплавов до и после модифицирования. Улучшение технологических свойств алюминиевых сплавов после модифицирования. Повышение текучести сплавов АМг5 и 1420 на 1,5% и 6% соответственно. Получена однородная дисперсная структура алюминиевых сплавов после модифицирования. Прочностные характеристики модифицированных сплавов повышаются на 20 %. Проведены опыты по влиянию типа шихты на структуру и свойства технически чистого алюминия и алюминиевых сплавов АМг5 и 1420.
Исследованы алюминиевые сплавы системы Al-Mg-Mn химического состава: 4,8-6,0 % магния, 0,3-0,5 % марганца; 0,45 – 0,90 % железа; алюминий — основа. Содержание железа соответствовало доэвтектическому и послеэвтектическому составам системы алюминий-железо. Порошки модификатора карбида титана (TiC) дисперсностью 1-5 мкм, полученные методом плазмохимического синтеза. Микроструктуру сплавов изучали с помощью оптических микроскопов МИМ-8 и Неофот-2. Прочностные свойства сплавов определяли на машине МУП-20. Изготовление образцов осуществлялось по ГОСТ 149.7-84 и ГОСТ 9454-80. Текучесть определяли методом спирального образца. Исследованы свойства сплавов до и после модифицирования. Улучшение технологических свойств алюминиевых сплавов после модифицирования. Повышение текучести сплавов АМг5 и 1420 на 1,5% и 6% соответственно. Получена однородная дисперсная структура алюминиевых сплавов после модифицирования. Прочностные характеристики модифицированных сплавов повышаются на 20 %. Проведены опыты по влиянию типа шихты на структуру и свойства технически чистого алюминия и алюминиевых сплавов АМг5 и 1420.