
2.1.2. Вольт-амперная характеристика дуги (вах)
Важнейшей характеристикой дуги является зависимость напряжения на ней от величины тока. Эта характеристика называется волтамперной. Имеет место статическая вольт-амперная характеристика и динамическая вольт-амперная характеристика.
С ростом тока i увеличивается
температура дуги, усиливается термическая
ионизация, возрастает число ионизированных частиц в разряде и падает
электрическое сопротивление дуги  . Напряжение на дуге равно
. Напряжение на дуге равно  .
.
Зависимость напряжения на дуге от тока при медленном его изменении называется статической вольт-амперной характеристикой дуги.
Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.
а) Статическая вольт-амперная характеристика
 ,
,
где:
 — напряжение на дуге;
— напряжение на дуге;
 — сумма околоэлектродного
падений напряжений;
— сумма околоэлектродного
падений напряжений;
 — напряженность поля
в столбе дуги;
— напряженность поля
в столбе дуги;
l —
Величина l зависит от тока и условий, в которых горит дуга. Статические вольт-амперные характеристики дуги имеют вид:
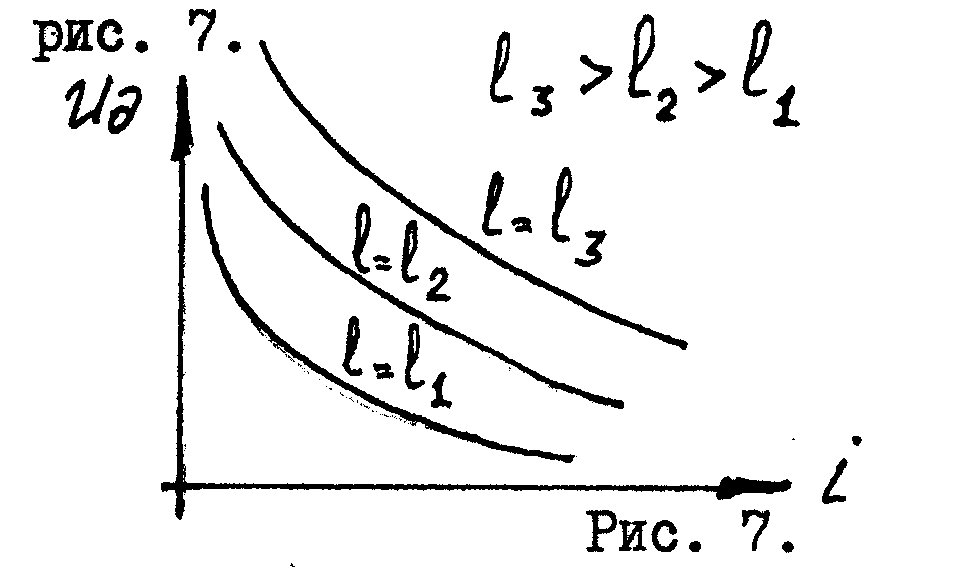
Рис. 1.
Чем больше длина дуги, тем выше лежит ее статическая вольт-амперная характеристика. С ростом давления среды, в которой горит дуга, также увеличивается напряженность Е и поднимается вольт-амперная характеристика. Охлаждение дуги существенно влияет на эту характеристику. Чем интенсивнее охлаждение дуги, тем больше от нее отводится мощность. При этом должна возрастать мощность, выделяемая дугой. При заданном токе это возможно за счет увеличения напряжения на дуге. Таким образом, с ростом охлаждения вольт-амперная характеристика поднимается. Этим широко пользуются в дугогасительных устройствах аппаратов.
ВАХ дуги (рис.1) приведена для небольших плотностей токов (до 100 А/мм2). При дальнейшем увеличении тока ВАХ становится горизонтальной. Если продолжить увеличение тока – напряжение начнет увеличиваться.
б) Динамическая вольт-амперная характеристика дуги.
В реальных установках ток может меняться довольно быстро. Вследствие тепловой инерции дугового столба изменение сопротивления дуги отстает от изменения тока.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольт-амперной характеристикой.
При возрастании тока динамическая характеристика идет выше статической (кривая В на рис. 2), так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток. При уменьшении — ниже, поскольку в этом режиме сопротивление дуги меньше, чем при медленном изменении тока (кривая С на рис.2).
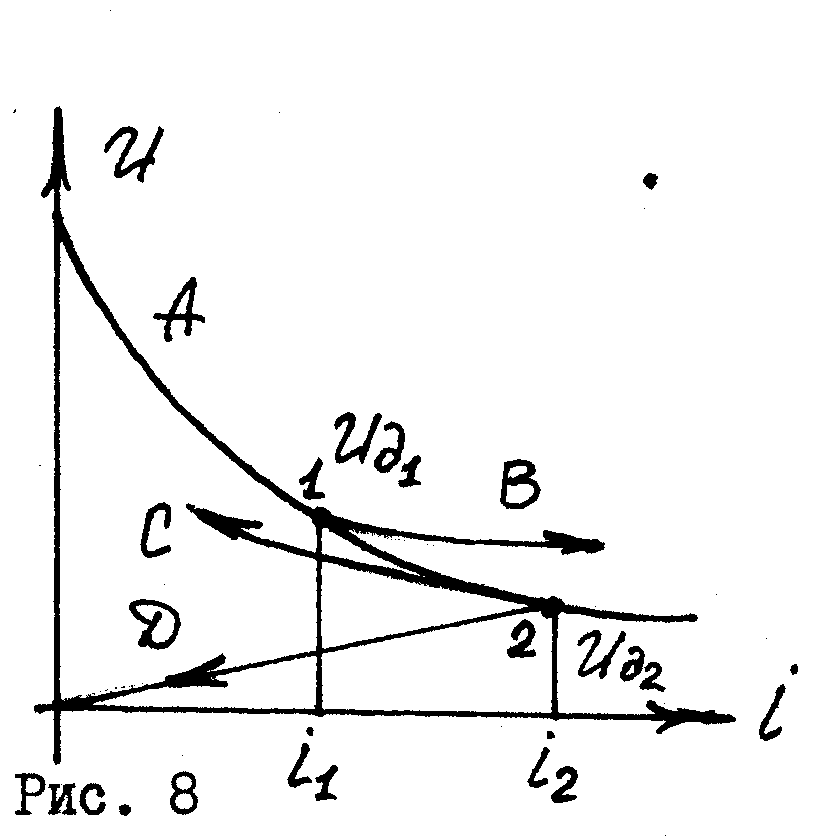
Рис.2
Динамическая характеристика в значительной степени определяется скоростью изменения тока в дуге. Если в цепь ввести очень большое сопротивление за время, бесконечно малое по сравнению с тепловой постоянной времени дуги, то в течение времени спада тока до нуля сопротивление дуги остается постоянным. В этом случае динамическая характеристика изобразится прямой проходящей из точки 2 в начало координат (прямая Д), т.е. дуга ведет себя как металлический проводник, так как напряжение на дуге пропорционально току.
В реальном аппарате после размыкания контактов расстояние между ними меняется и дуга имеет переменную длину. В этом случае процесс отключения можно представить следующим образом.
Разобьем путь, который
проходит контакт, на участки и нанесем
статические вольт-амперные характеристики,
соответствующие концу каждого участка
(рис. 3). Если индуктивность цепи мала,
то по мере увеличения длины дуги ток
будет быстро принимать значения,
соответствующие точке пересечения
статических характеристик с прямой 
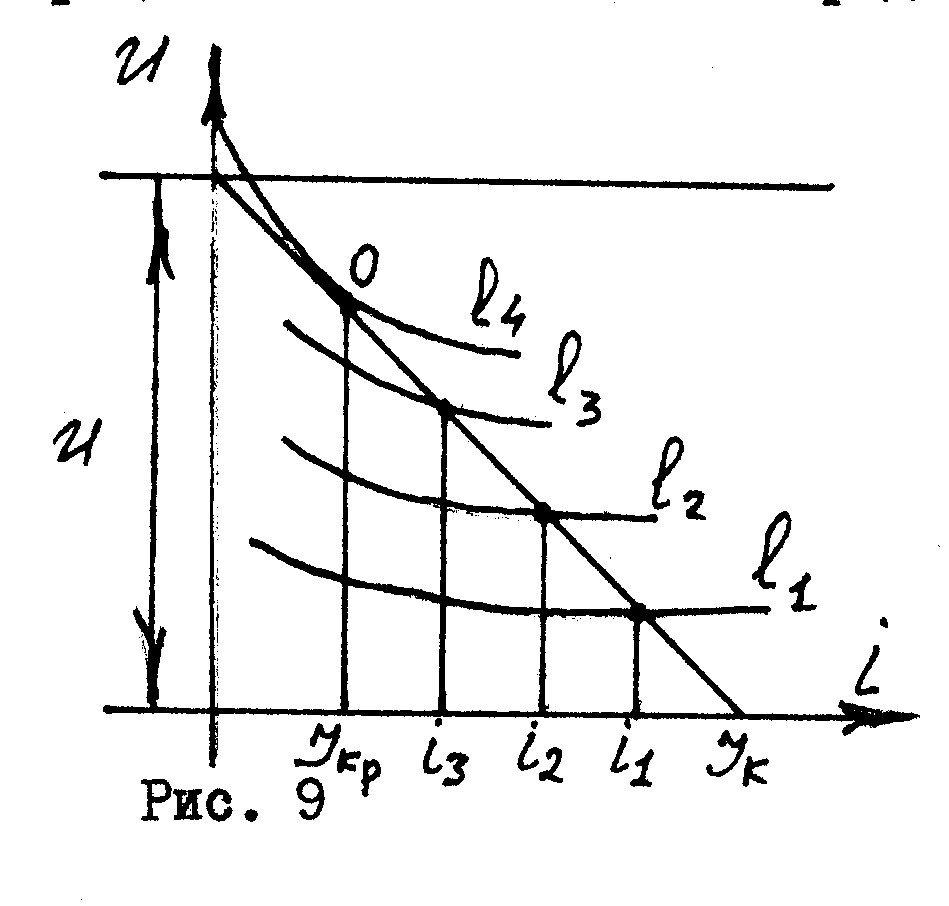
Рис. 3
Длина дуги, при которой
статическая характеристика касается
прямой  ,
называется критической длиной дуги.
После точкиО ток
быстро уменьшается до нуля, дута гаснет.
,
называется критической длиной дуги.
После точкиО ток
быстро уменьшается до нуля, дута гаснет.
В цепи с большой индуктивностью
спадание тока из-за большой величины
индуктивности замедляется; вольт-амперная
характеристика дуги сразу же после
расхождения контактов поднимается выше
прямой  . В момент гашения дуги
возможны большие перенапряжения.
. В момент гашения дуги
возможны большие перенапряжения.
При отключении активной нагрузки гашение происходит быстро, никаких перенапряжений не происходит.
2.1.3. Статическая вольтамперная характеристика электрической
дуги постоянного тока
Напряжение на дуге равно irд. При увеличении тока сопротивление дуги уменьшается так резко, что напряжение на дуге падает, несмотря на то, что ток в цепи возрастает. Каждому значению тока в установившемся режиме соответствует свой динамический баланс числа заряженных частиц.
Зависимость напряжения на дуге от тока при медленном его изменении называется статической вольтамперной характеристикой дуги.
Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.
Статические вольтамперные характеристики дуги имеют вид кривых, изображенных на рис. 2.3.
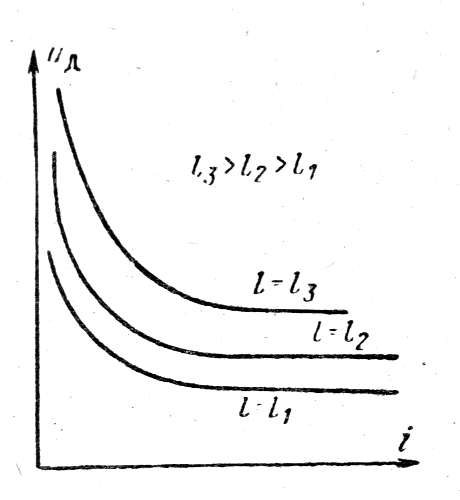
Рис. 2.3. Статические вольтамперные характеристики дуги
Чем больше длина дуги, тем выше лежит ее статическая вольтамперная характеристика. С ростом давления среды, в которой горит дуга, также увеличивается напряженность ЕД и поднимается вольтамперная характеристика аналогично рис. 2.3.
Охлаждение дуги существенно влияет на эту характеристику. Чем интенсивнее охлаждение дуги, тем больше от нее отводится мощность. При этом должна возрасти мощность, выделяемая дугой. При заданном токе это возможно за счет увеличения напряжения на дуге. Таким образом, с ростом охлаждения вольтамперная характеристика располагается выше. Этим широко пользуются в дугогасительных устройствах аппаратов.
2.1.4. Динамическая вольтамперная характеристика электрической
дуги постоянного тока
Если ток в цепи изменяется медленно, то току i1 соответствует сопротивление дуги rД1, а большему току i2 соответствует меньшее сопротивление rД2, что отражено на рис 2.4. (см. статическую характеристику дуги – кривая А).
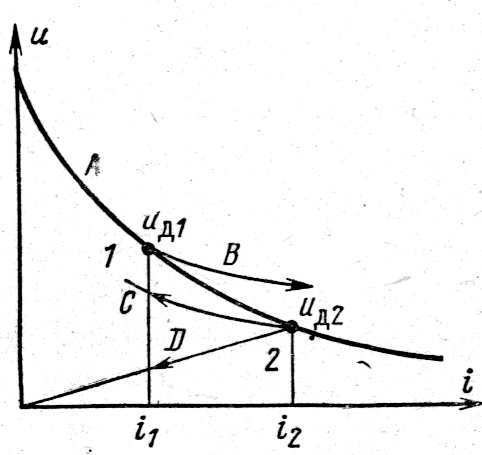
Рис. 2.4. Динамическая вольтамперная характеристика дуги.
В реальных установках ток может меняться довольно быстро. Вследствие тепловой инерции дугового столба изменение сопротивления дуги отстает от изменения тока.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольтамперной характеристикой.
При резком возрастании тока динамическая характеристика идет выше статической (кривая В), так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток. При уменьшении – ниже, поскольку в этом режиме сопротивление дуги меньше, чем при медленном изменении тока (кривая С).
Динамическая характеристика в значительной степени определяется скоростью изменения тока в дуге. Если в цепь ввести очень большое сопротивление за время, бесконечно малое по сравнению с тепловой постоянной времени дуги, то в течение времени спада тока до нуля сопротивление дуги останется постоянным. В этом случае динамическая характеристика изобразится прямой, проходящей из точки 2 в начало координат (прямая D), т. е. дуга ведет себя как металлический проводник, так как напряжение на дуге пропорционально току.
Статическая вольт-амперная характеристика дуги
Статическая ВАХ дуги
При различных величинах скорости сварки, в зависимости от напряжения зависимость сварочного тока будет различной.
1 область: — РДС
2 область: — сварка под слоем флюса
3 область: — сварке в среде защитных газов
Такие плотности тока характерны для определенных видов сварки. Чем больше температура катодного пятна, тем больше электронов и больше сварочный ток.
Когда увеличиваем ток, температура пятна растет. Количество электронов тоже резко возрастает и проводимость столба дуги растет быстрее, чем падение напряжения.
При дальнейшем увеличении тока в области 1, растет и площадь пятна катода.
Во 2 области вся площадь торца превращается в катодное пятно. Увеличение тока возможно только за счет увеличения температуры катода, проводимость растет пропорционально току, напряжение постоянно.
В 3 области при сварке в среде углекислого газа вынуждены применять сварочную проволоку значительно меньшего сечения, чем при сварке под флюсом, т.к. горелку сварщик держит в руках.
Металл закипает, повышение температуры на торце электрода невозможно, вся площадь занята площадью катода. Увеличить количество электронов за счет повышение температуры катода невозможно.
Чтобы возрастало количество энергии в дуге, возрастает падение напряжения и автоэлектронная эмиссия преволирует над термоэлектронной за счет увеличения напряжения на дуге.
В связи с наличием 3-х областей статической характеристик дуги и их соответствия определенным способам сварка каждому из этих способов необходимо формировать специальную характеристику источника питания для того чтобы дуга горела стабильно и условия возбуждения были доступны.
Статическая устойчивость системы
«источник питания-сварочная дуга»
В устойчивом состоянии дуговой разряд происходит непрерывно в течении заданного периода времени при заданном токе и напряжении дуги.
Устойчивость горения и стабильность режима сварки зависит как от физико-химических условий существования дугового разряда, так и от свойств и параметров источника питания.
Рассмотрим влияние свойств и параметров источника питания на устойчивость дуги и определим требования к характеристикам источника питания с учетом свойств дуги.
Для случая когда в системе « ИП-дуга» происходит незначительное отклонение от состояния равновесия.
Для анализа примем, что источник питания обладает электромагнитной инерцией, обусловленной только индуктивностью сварочной цепи и не будем учитывать явление саморегулирования дуги с плавящимся электродом.
Запишем для этой схемы динамическое уравнение равновесия. Источник питания является генератором энергии, которая расходуется на горение дуги и плавления металла.
(1)
Так как в процессе горения дуги сварочный ток меняется от величины короткого замыкания до рабочего и даже более меньших значений, то на индуктивность сварочной цепи будет падение напряжения.
Допустим , что в момент времени t=0 произойдет отклонение тока от рабочего:
и величина тока станет равной
— текущее отклонение величины сварочного тока , которая является функцией времени.
Подставим в уравнение (1) текущее отклонение тока, тогда
, (2)
,
,
Из графика видно. что уравнение (1) можно записать
, (3)
,
Выражение (3) подставим в формулу (2)
С учетом, что в левой и правой части уравнения сократятся значение получим в левой части:
,
Перенесем все в левую часть и получим:
,
Обозначим выражение в скобках
— коэффициент устойчивости системы
(5)
Это нелинейное уравнение при условии, что рассматриваем очень небольшое изменение и на этом участке функции линейные, тогда корнями уравнения являются:
, тогда
Это требование является абсолютным, но не достаточным.
Выражение графически определяется как касательная к графику функции, проведенной через точку пересечения.
Абсолютные значения равны тангенсу угла наклона касательной
,
,
Представим себе что функция и и на рассматриваемом очень малом отрезке, эти функции линейны
Источник напряжения – источник питания ИП (U)
Источник питания выдает напряжения на величину большую, чем нужное необходимое для горения дуги:
, где R – сопротивление дуги
Из-за разницы в напряжении, ток в системе будет прирастать на и это будет до тех пор, пока разница между напряжениями не выравнивается и система не придет в исходное состояние.
Допустим, что ток в дуге возрос и стал
В этом случае источник питания выдает напряжение меньше, чем нужно для поддержания горения дуги
дуге не хватает напряжения и она начинает угасать, т.е. ток дуги изменяется в сторону уменьшения и это будет пока , т.е. пока система не придет в точку А0.
Поэтому инженеры для РДС проектируют источники питания именно с характеристикой падающей формы.
Если рассмотрим т. А1- в случае уменьшения величины тока Ш источник питания будет выдавать напряжения, меньше. чем нужно для поддержания горения дуги.
В случае увеличения тока относительно т. А1, он будет возрастать. пока система не придет в точку А0.
Условие является абсолютным для всех способов сварки и областей статической характеристики дуги, но не достаточным.
Также по теме:
Дуга переменного тока. Горение дуги на переменном токе.
Режимы работы источника питания. Режимы ИП для РДС.
Сварочная дуга. Характеристика сварочной дуги
 Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
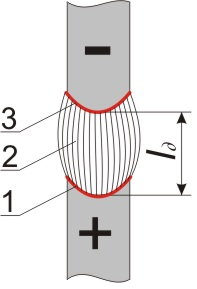
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
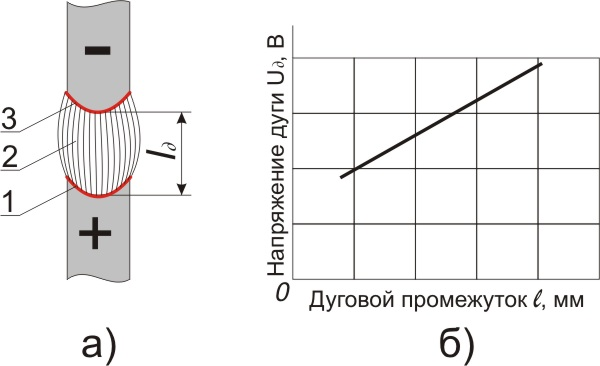
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
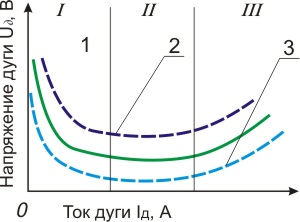
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
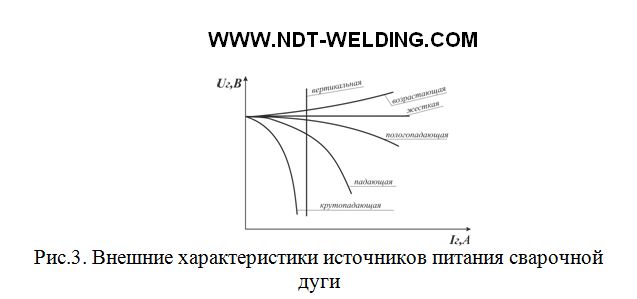
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
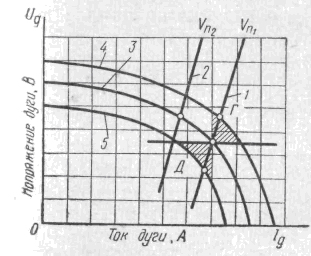
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
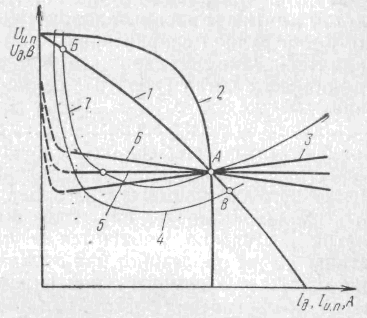
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
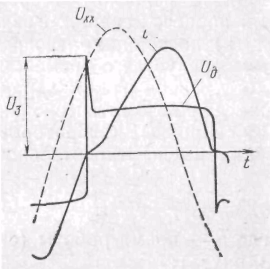
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Дополнительный материал Вольт-амперная характеристика дуги
Вольт-амперная характеристика (ВАХ) дуги
Статическая ВАХ дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
Характеристика имеет три области
I. Падающая. Характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Вызвана тем, что при увеличении тока сварки происходит увеличение площади, а, следовательно, и электропроводности столба дуги.
II. Жесткая. Увеличение тока сварки не вызывают изменения напряжения дуги. Это происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
III. Возрастающая. С увеличением сварочного тока возрастает напряжение на дуге Uд. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги, и напряжение на дуге увеличивается.
Род тока при сварке — постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении — пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
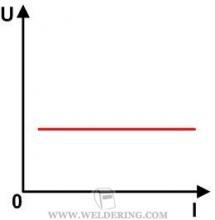
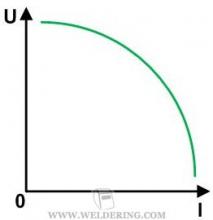
Возрастающая Жесткая Падающая
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой — при полуавтоматической сварке, с жесткой и возрастающей — при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической ВАХ сварочной дуги на статическую ВАХ источника питания (называемую также внешней характеристикой источника питания).
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания.
При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока.
Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2 — 1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока — напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток — допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги — характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Статическая вольт-амперная характеристика дуги. Внешняя характеристика источника питания
Статическая характеристика дуги – это зависимость напряжения дуги от тока Uд = f(Icв) при постоянной её длине (lд = сonst).
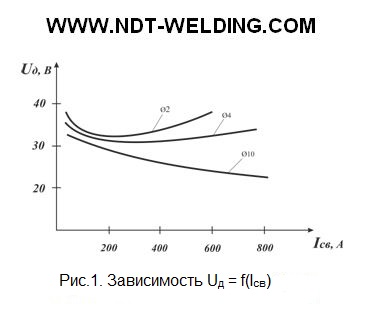
Многочисленными исследованиями было установлено, что, хотя и есть отличия для различных дуг (несущественных), общим для всех дуг является то, что зависимость для дуги Uд = f(Icв), – т.е. статическая характеристика дуги, – является нелинейной (рис. 1). Это отличает дугу от других потребителей энергии, например, резистора, который обладает линейной характеристикой (зависимость U = f(I)в соответствии с законом Ома линейна). Это связано с другим механизмом электропроводности в дуге, чем в металлах.
Лесков Г. И., например (см. рис.1.), показал, что характеристика Uд = f(Icв) зависит от диаметра электрода. Однако, если перестроить этот график так, чтобы по оси абсцисс отложить значение плотности тока в электроде: j=Iсв/(πd2/4),
(где d – диаметр электрода), тогда зависимостьUд = f(j) для всех значений диаметра электрода одна и та же. По данным других исследователей для других дуг (сварка в СО2, Ar и т.д.) имеет место аналогичная зависимость Uд = f(j) (см. рис. 2).
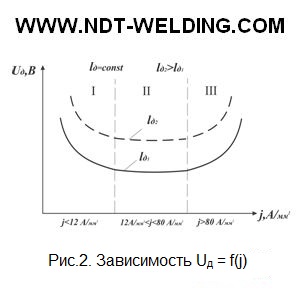
Вольт амперная статическая характеристика для всех дуг является U-образной. Такая форма характеристики дуги обусловлена, в основном, явлениями в столбе дуги и связана с размерами диаметра дуги (столба её), температуры и проводимости.
На участке I – падающая статическая характеристика дуги – по мере роста тока (точнее j). Темп роста числа носителей электричества в дуге опережает темп роста тока (интенсивнее возрастает). На участке II с ростом Icв(j) пропорционально росту Iувеличивается проводимость дуги. На участке III – возрастающая статическая характеристика дуги – дуга ведёт себя как обычный резистивный элемент. Это связано с тем, что на участке III число носителей электричества не возрастает, т.е. образовались все возможные носители электричества и для увеличения тока (I) необходимо увеличивать энергию электрического поля между электродами, т.е. увеличивать напряжение дуги.
Статическую вольтамперную характеристику дуги снимают при установившемся горении дуги (длительном горении при заданных параметрах режима) при постоянной её длине. Строят характеристику по точкам, фиксируя значения Icв, Uд (изменяя Icв за счет регулировки источника питания). Вольтамперная характеристика дуги характеризует энергетические потребности дуги. На единицу тока в области I – уменьшается, в II – const, в III – растут.
Внешняя характеристика источника питания дуги (тоже вольтамперная) снимается при изменении активного или индуктивного сопротивления нагрузки, включаемой вместо дуги. При этом измеряют напряжение на клеммах источника питания и ток в сварочной цепи. Внешние характеристики источников питания дуги могут быть возрастающими, жесткими, пологопадающими, крутопадающими и вертикальными (рис.3). Внешние характеристики источников питания дуги отражают энергетические возможности источников. При жесткой внешней характеристике эти возможности ограничиваются только расчётными параметрами сварочной цепи. При падающей внешней характеристике эти возможности источника с ростом I сначала возрастают, а при дальнейшем росте I снижаются.
Вольт-амперная характеристика дуги (ВАХ) — Shindaiwa


Статическая вольт-амперная характеристика дуги – показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине. Электрическая дуга, как элемент цепи тока, обладает ярко выраженной нелинейностью, т. е. между ее током I и напряжением U нет пропорциональной связи. Зависимости U = f (I) при прочих неизменных условиях для таких элементов чаще всего изображаются в виде кривых, называемых вольт-амперными характеристиками (см. рис.).
Если величины U измерены в состояниях устойчивого равновесия разряда при разных токах, то характеристики называются статическими. Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.
Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Статическая ВАХ имеет три области
- Первая область I характеризуется резким падением напряжения U на дуге с увеличением тока сварки I. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
- Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
- В третьей области III с увеличением сварочного тока возрастает напряжение на дуге U. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольт-амперной характеристикой.
При возрастании тока динамическая характеристика идет выше статической, так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги и источника питания.
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой – при полуавтоматической сварке, с жесткой и возрастающей – при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
В представленных на сайте сварочных агрегатах Shindaiwa предусмотрена возможность переключения типа ВАХ – СС (крутопадающая) и CV (жесткая). За счет этого агрегаты могут использоваться для многих видов сварочных работ (DGW500DM DGW400DMK DGW310MC).