Как регулировать ток трансформатора в сварочном трансформаторе
Автор Andrey Ku На чтение 7 мин Опубликовано
Одним из видов соединения и резки металлов является электросварка. Она выполняется при помощи сварочных аппаратов и электродов или специальной проволоки. Необходимая сила тока при этом зависит от диаметра электрода, вида работ – сварка или резка и толщины металла. Поэтому ее необходимо регулировать.
Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
Содержание
- Устройство и принцип действия сварочного трансформатора
- Сварочный выпрямитель
- Сварочный полуавтомат
- Параметры аппаратов
- Выходной ток и напряжение
- Динамическая характеристика
- Регулировка сварочного аппарата
- С подвижными обмотками и сердечником
- Подмагничивание сердечника постоянным напряжением
- Балластные сопротивления
- Тиристорное управление
- Регулировка первичной обмотки
Устройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки.
 На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В. - Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.
 На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.

Эти трансформаторы изготавливаются разной мощности и предназначенные для подключения различного количества постов:
- Однопостовые. Используются только одним сварщиком. Регулировка осуществляется как на рабочем месте, так и внутри аппарата. Вольтамперная характеристика может быть крутопадающей (мягкой), пологопадающей (жесткой), а также переключаемой.
- Многопостовые. Имеют достаточную мощность для подключения нескольких (до 9) постов. Характеристика только жесткая, регулировать процесс сварки можно только на рабочем месте при помощи балластных сопротивлений.

Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.![]()
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.
Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.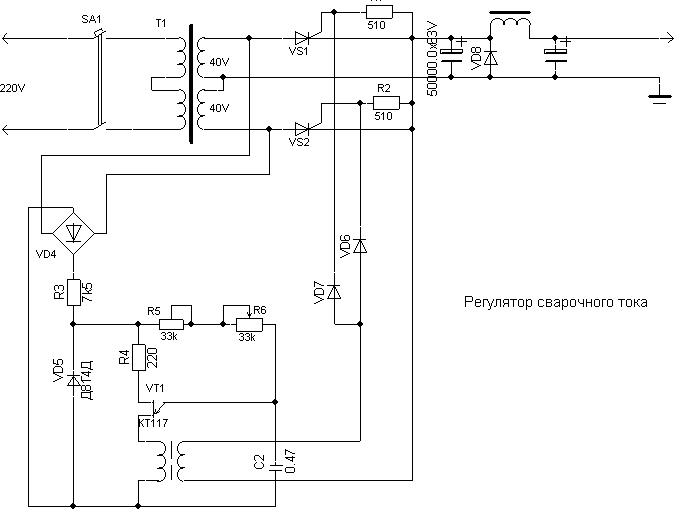
Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.
 Устанавливается последовательно со вторичной обмоткой до диодного моста.
Устанавливается последовательно со вторичной обмоткой до диодного моста.Тиристорное управление
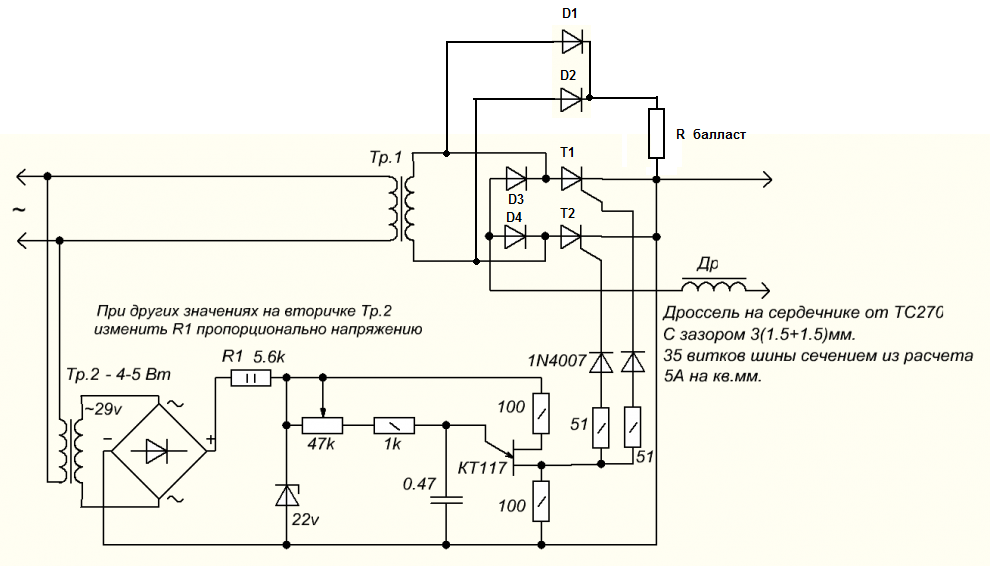
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.
Регулировка первичной обмотки
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.
Трансформатор машины контактной сварки
Полезная модель относится к электротехнике, а именно к трансформаторам для машин контактной сварки. Цель полезной модели — расширение диапазона сварочных токов трансформатора для машин контактной сварки без значительного увеличения количества витков в первичной обмотке трансформатора. Трансформатор состоит из стержневого тороидального сердечника, в котором два стержня соединены через два ярма. На первом стержне расположена первая катушка первичной обмотки, а на втором стержне — вторая. Одна или обе катушки могут иметь отводы для регулировки сварочного тока. Поверх катушек первичной обмотки расположена вторичная обмотка следующим образом: один или более одного витка вторичной обмотки расположены вокруг первой катушки первичной обмотки, а вокруг второй катушки расположен неполный виток вторичной обмотки, витки соединены между собой последовательно, т.е. форма обмотки напоминает греческую строчную букву «дельта». Из начала вторичной обмотки выходит гибкий проводник, который позволяет выполнить электрическое подсоединение к ней. В результате такого расположения первичных и вторичной обмоток получается, что ток во вторичной обмотке зависит не только от того, какие отводы первичной обмотки подключены, но и от комбинации включения катушек первичной обмотки. При подключении к сети одной первой катушки выходной ток будет больше, чем при подсоединении одной второй катушки, при тех же входных и выходных напряжениях трансформатора. Это происходит за счет того, что магнитное рассеяние при подключении первой катушки больше, т.к. более мощная часть вторичной обмотки будет расположена не на том стержне, где находится вторая катушка, а на другом, где первая.
Поверх катушек первичной обмотки расположена вторичная обмотка следующим образом: один или более одного витка вторичной обмотки расположены вокруг первой катушки первичной обмотки, а вокруг второй катушки расположен неполный виток вторичной обмотки, витки соединены между собой последовательно, т.е. форма обмотки напоминает греческую строчную букву «дельта». Из начала вторичной обмотки выходит гибкий проводник, который позволяет выполнить электрическое подсоединение к ней. В результате такого расположения первичных и вторичной обмоток получается, что ток во вторичной обмотке зависит не только от того, какие отводы первичной обмотки подключены, но и от комбинации включения катушек первичной обмотки. При подключении к сети одной первой катушки выходной ток будет больше, чем при подсоединении одной второй катушки, при тех же входных и выходных напряжениях трансформатора. Это происходит за счет того, что магнитное рассеяние при подключении первой катушки больше, т.к. более мощная часть вторичной обмотки будет расположена не на том стержне, где находится вторая катушка, а на другом, где первая. Поверх второй катушки будет находиться менее мощная часть вторичной обмотки. Катушки первичной обмотки можно соединить между собой параллельно, при этом выходной ток значительно вырастет. Для того, чтобы уменьшить разрыв между ступенями сварочного тока, можно применить отводы от катушек первичных обмоток. Тогда увеличивается число комбинаций включения катушек первичных обмоток, соответственно увеличится число ступеней регулирования сварочного тока. Если нужно еще сильнее расширить диапазон токов, то можно применить также последовательное включение катушек первичной обмотки. Таким образом обеспечивается широкий диапазон регулирования сварочного тока. Подбирая, насколько неполным должен быть виток вторичной обмотки вокруг второй катушки, также подбирая количество витков в отводах и количество отводов, можно добиться наиболее подходящих значений сварочного тока.
Поверх второй катушки будет находиться менее мощная часть вторичной обмотки. Катушки первичной обмотки можно соединить между собой параллельно, при этом выходной ток значительно вырастет. Для того, чтобы уменьшить разрыв между ступенями сварочного тока, можно применить отводы от катушек первичных обмоток. Тогда увеличивается число комбинаций включения катушек первичных обмоток, соответственно увеличится число ступеней регулирования сварочного тока. Если нужно еще сильнее расширить диапазон токов, то можно применить также последовательное включение катушек первичной обмотки. Таким образом обеспечивается широкий диапазон регулирования сварочного тока. Подбирая, насколько неполным должен быть виток вторичной обмотки вокруг второй катушки, также подбирая количество витков в отводах и количество отводов, можно добиться наиболее подходящих значений сварочного тока.
Полезная модель относится к электротехнике, а именно к трансформаторам для машин контактной сварки.
Известны сварочные трансформаторы для машин контактной сварки, состоящие из сердечника броневого типа, когда катушка с первичной обмоткой, имеющей отводы для регулировки сварочного тока, расположена на среднем стержне сердечника, а поверх нее расположена вторичная обмотка. Сварочный ток регулируется с помощью отводов от первичной обмотки, за счет изменения выходного напряжения и за счет изменения индуктивного сопротивления трансформатора.
Сварочный ток регулируется с помощью отводов от первичной обмотки, за счет изменения выходного напряжения и за счет изменения индуктивного сопротивления трансформатора.
Известен сварочный трансформатор для машины контактной точечной сварки, в котором используется стержневой тороидальный сердечник, на каждом стержне которого расположены катушки первичной обмотки и вторичной обмотки, обмотки при этом соединены параллельно.
Известен способ фазового регулирования сварочного тока машин контактной сварки с помощью электронных схем управления. Но такая регулировка вносит серьезные помехи в электрическую сеть предприятия и не везде может применяться.
Цель полезной модели — расширение диапазона сварочных токов трансформатора для машин контактной сварки без значительного увеличения количества витков в первичной обмотке трансформатора.
Устройство трансформатора в разрезе показано на чертеже. Трансформатор состоит из стержневого тороидального сердечника, в котором два стержня соединены через два ярма. На первом стержне расположена катушка 1 первичной обмотки, а на втором стержне — катушка 2. Одна или обе катушки могут иметь отводы для регулировки сварочного тока.
На первом стержне расположена катушка 1 первичной обмотки, а на втором стержне — катушка 2. Одна или обе катушки могут иметь отводы для регулировки сварочного тока.
Поверх катушек первичной обмотки расположена вторичная обмотка следующим образом: один или более одного витка вторичной обмотки расположены вокруг катушки 1 первичной обмотки, а вокруг катушки 2 расположен неполный виток вторичной обмотки. Витки соединены между собой последовательно, т.е. форма обмотки напоминает греческую строчную букву «дельта».
Из начала вторичной обмотки выходит гибкий проводник, который позволяет выполнить электрическое подсоединение к ней.
В результате такого расположения катушек первичной и вторичной обмоток получается, что ток во вторичной обмотке зависит не только от того, какие отводы первичной обмотки подключены, но и от комбинации включения катушек первичной обмотки.
Для примера рассмотрим трансформатор, у которого неполный виток вторичной обмотки составляет примерно 85% от полного оборота. Вторичную обмотку можно рассматривать как две обмотки, соединенные между собой последовательно. Первая обмотка делает полный оборот вокруг катушки 1 первичной обмотки, а затем еще примерно 0.4 витка, т.е. получается 1.4 витка. Вторая обмотка делает вокруг катушки 2 всего 0.85 витка.
Вторичную обмотку можно рассматривать как две обмотки, соединенные между собой последовательно. Первая обмотка делает полный оборот вокруг катушки 1 первичной обмотки, а затем еще примерно 0.4 витка, т.е. получается 1.4 витка. Вторая обмотка делает вокруг катушки 2 всего 0.85 витка.
Значит, при подключении к сети одной катушки 1 выходной ток будет больше, чем при подсоединении одной катушки 2, при тех же входных и практически одинаковых выходных напряжениях трансформатора. Это происходит за счет того, что магнитное рассеяние при подключении катушки 2 больше, т.к. более мощная часть вторичной обмотки (1.4 витка) будет расположена не на том стержне, где находится катушка 2, а на другом. А поверх катушки 2 будет находиться менее мощная часть вторичной обмотки
(0.85 витка). Т.е. получается уже два разных сварочных тока. Также катушки первичной обмотки можно соединить между собой параллельно, при этом выходной ток значительно вырастет.
Например, при сечении сердечника трансформатора 80 см2, входном напряжении 380 В, при работе на нагрузочный резистор, который представляет собой медный проводник длиной 1 м, сечением 500 мм2, получается: при подключении к сети катушки 1 — выходной ток 8. 6 кА (килоампер), при подключении катушки 2 — выходной ток 6.5 кА, при параллельном подключении двух катушек — выходной ток 16.5 кА. Итого, без применения отводов от катушек первичной обмотки и практически без изменения выходного напряжения холостого хода получается три выходных тока: 6.5 кА, 8.6 кА, 16.5 кА.
6 кА (килоампер), при подключении катушки 2 — выходной ток 6.5 кА, при параллельном подключении двух катушек — выходной ток 16.5 кА. Итого, без применения отводов от катушек первичной обмотки и практически без изменения выходного напряжения холостого хода получается три выходных тока: 6.5 кА, 8.6 кА, 16.5 кА.
Для того, чтобы уменьшить разрыв между максимальным и средним током, можно применить отводы от катушек первичных обмоток. Если на каждой катушке сделать всего по одному отводу, то уже получится 8 комбинаций включения катушек первичных обмоток — если не использовать последовательное включение катушек.
Т.к. нет параллельного включения катушек вторичных обмоток, то при любой комбинации включения первичных обмоток трансформатор работает нормально, увеличения тока холостого хода выше допустимых пределов не происходит, сколько-нибудь значительного падения КПД также не происходит. Диапазон токов теперь составляет 6.5 — 19 кА, т.е. максимальный ток выше минимального почти в 3 раза, а нарастание тока происходит значительно плавнее.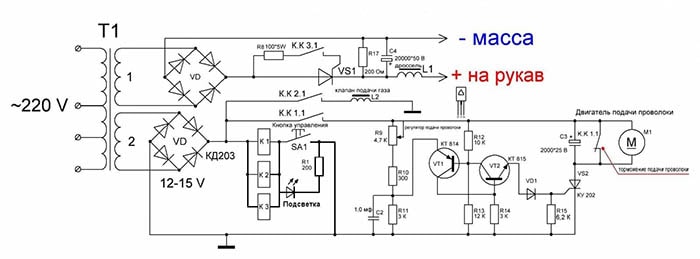 И это всего при одном отводе от катушек первичной обмотки и при том, что первичная обмотка содержит только на 25% больше витков, чем минимально необходимое количество.
И это всего при одном отводе от катушек первичной обмотки и при том, что первичная обмотка содержит только на 25% больше витков, чем минимально необходимое количество.
При установке такого трансформатора на машину контактной точечной сварки диапазон сварочных токов получился 4.5 — 12 кА.
Если нужно еще сильнее расширить диапазон токов, то можно применить также последовательное включение катушек первичной обмотки. Тогда диапазон токов значительно расширится, а количество комбинаций включения увеличится.
Таким образом, обеспечивается широкий диапазон регулирования сварочного тока без большого количества дополнительных витков провода в первичной обмотке и без применения фазовой регулировки, если ее нельзя применять по той или иной причине.
Если неполный виток вторичной обмотки сделать не 85%, а например, 50%, то диапазон токов, станет еще шире, но максимальный ток при этом несколько снизится. Подбирая, насколько неполным должен быть виток вторичной обмотки вокруг катушки 2, также подбирая количество витков в отводах и количество отводов, можно добиться наиболее подходящих значений сварочного тока.
Подобную конструкцию можно применять и в трансформаторах для электродуговой сварки, только в этом случае поверх одной катушки первичной обмотки будет расположено большее количество витков вторичной обмотки, а вокруг второй катушки -меньшее. Катушки вторичной обмотки должны быть соединены между собой последовательно.
Трансформатор машины контактной сварки, состоящий из магнитопровода, в котором два стержня соединены через два ярма, двух катушек первичной обмотки, выполненных с отводами для регулировки сварочного тока или без отводов, при этом одна катушка расположена на одном стержне магнитопровода, а вторая на другом стержне магнитопровода, и вторичной обмотки, отличающийся тем, что вторичная обмотка состоит из одного и более витка, расположенного вокруг одной катушки первичной обмотки, и неполного витка, расположенного вокруг второй катушки первичной обмотки, при этом витки вторичной обмотки соединены между собой последовательно.
Что такое отводы на сварочном трансформаторе? (Полное руководство)
Последнее обновление
Сварочный трансформатор — это важный элемент оборудования, который снижает напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте.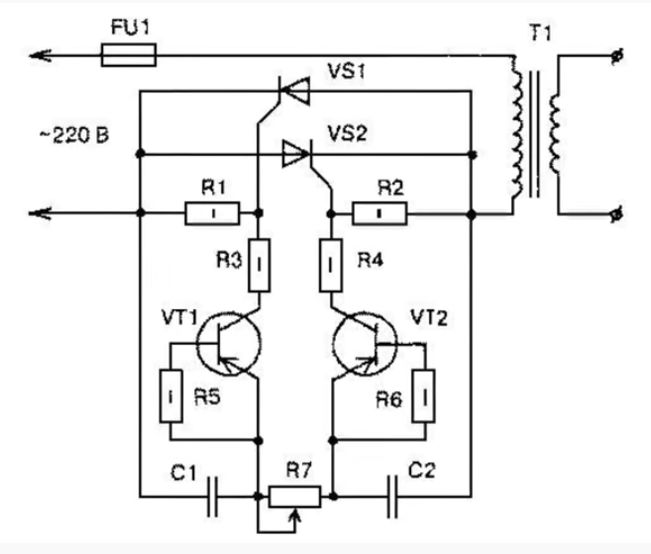 посмотрите, как устроены эти краны.
посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом за счет минимизации необходимого напряжения. Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Отводы находятся в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.
Между метчиками с номерами четыре и пять на части метчика в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших самых популярных постов
- Что такое кузнечная сварка? Тщательное понимание
- Как склеить алюминий без сварки (быстро и просто) Электродная сварка
- : что это такое и как выбрать? (с диаграммой)
Авторы избранных изображений: pinger, Pixabay
- Что такое сварочный трансформатор?
- Как работает сварочный трансформатор?
- Как устроены отводы сварочного трансформатора?
- Где расположены отводы в сварочном трансформаторе?
- Конструкции отводов сварочного трансформатора
6.6 Запуск, остановка и регулировка источника питания дуговой сварки для SMAW
 См. Заголовок 6.4. Аппарат для дуговой сварки нельзя запускать или останавливать под нагрузкой (когда электрод или держатель соприкасаются с заготовкой или столом). Перед включением или выключением аппарата убедитесь, что держатель электрода подвешен на изолированной подвеске. Держатель электрода нельзя оставлять на рабочем столе.
См. Заголовок 6.4. Аппарат для дуговой сварки нельзя запускать или останавливать под нагрузкой (когда электрод или держатель соприкасаются с заготовкой или столом). Перед включением или выключением аппарата убедитесь, что держатель электрода подвешен на изолированной подвеске. Держатель электрода нельзя оставлять на рабочем столе. Аппараты для дуговой сварки, работающие от сети переменного тока, легко запускаются и останавливаются. На машине имеется выключатель или кнопки. Для того, чтобы машина для дуговой сварки с приводом от двигателя начала работать, двигатель должен быть запущен. Когда двигатель заработает и достигнет своей рабочей скорости, сварочный ток можно включить с помощью двухпозиционного выключателя.
Машины для дуговой сварки постоянным током используются для процессов ручной дуговой сварки. Нужный ток устанавливается на автомате. Элементы управления силой тока (током) различаются по внешнему виду, расположению и работе на машинах разных производителей.
На рис. 6-12 показана машина, в которой для грубой регулировки тока используется рычажное управление, а для точной регулировки — кривошип в верхней части машины. При вращении рукоятки первичная катушка перемещается для изменения выходного тока. Стрелка перемещается вместе с первичной катушкой, указывая текущую настройку на шкале снаружи корпуса.
На рис. 6-13 показан аппарат для дуговой сварки защищенным металлом, в котором используется грубая регулировка тока и точная регулировка тока. Точная регулировка тока осуществляется с помощью поворотной ручки. Элементы управления точной регулировкой часто обозначаются числами от 0 до 10 или от 0 до 100. Эти числа представляют не текущие значения, а процента . Как только выбран грубый диапазон тока, точная регулировка отрегулирует ток в процентах от этого грубого диапазона. Машина будет подавать силу тока, установленную на нижнем пределе грубой настройки, плюс процент диапазона, установленного на точной настройке.
Элементы управления точной регулировкой часто обозначаются числами от 0 до 10 или от 0 до 100. Эти числа представляют не текущие значения, а процента . Как только выбран грубый диапазон тока, точная регулировка отрегулирует ток в процентах от этого грубого диапазона. Машина будет подавать силу тока, установленную на нижнем пределе грубой настройки, плюс процент диапазона, установленного на точной настройке.
Пример 1:
Если грубая настройка диапазона составляет от 100 до 200 А, подаваемый ток = 100 А, нижний предел грубой настройки.
плюс
Если настройка мелкой регулировки составляет 50%, то ток доставлен:
50% × диапазон тока = ток доставлен
0,50 × (200–100) A = 0,50 ×
= 50A
Общий потребляемый ток = (100 А + 50 А) = 150 А
Пример 2:
Если настройка грубого диапазона составляет от 100 до 250 А, подаваемый ток = 100 А.