Предельные контуры — Энциклопедия по машиностроению XXL
Совместим контуры отверстий и отдельно валов, изготовленных по предельным размерам так, чтобы совпадали их осевые липни (рис. 4.3, в). Тогда действительные размеры всех годных деталей окажутся в зонах, ограниченных предельными размерами. Сумма этих зон, расположенных симметрично относительно оси, выражает допуски отверстия ТО и вала Тй (0,57 2 = Т). Однако такое изображение допусков неудобно. Для упрощения и повышения наглядности эскизов удобнее изображать зоны допусков отверстий и валов целиком (рис. 4.3, г). Для этого предельные контуры отверстий и валов совмещают нижними образующими. Тогда при тех же размерах допуски можно изобразить зонами, расположенными между верхними образующими совмещенных контуров. [c.42]Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудое.мок, поэтому его применяют для точных резьб ходовых винтов, резьбовых калибров, метчиков и т. и. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например о приведенном среднем диаметре резьбы. Комп,лексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контура. п1.
Взаимозаменяемость резьбовых изделий обеспечивается ограничением предельных контуров резьбы сопрягаемых деталей на всей длине свинчивания сумма погрешностей основных параметров резьбы должна находиться в поле допуска.
В последнее время, также при контроле заготовок, находят применение приспособления с прозрачными стенками из целлулоида и плексигласа, на которых наносятся предельные контуры проверяемых деталей. Разумеется, область использования и точность измерения подобными приспособлениями весьма ограничены. [c.218]
Поле предельных контуров изделий 5—27 [c.71]
Размеры 5 — 37, 38, 39 Резьбы круглые 2 — 843 Допуски 5 — 56 — Схемы расположения полей 5 — 56 Резьбы метрические 2 — 837, 846 Допуски — Схемы расположения полей 5 — 45 Номинальный диаметр 7 — 29 Предельные контуры 5 — 31 [c.241]
При отсутствии специальных указаний в чертежах или технических условиях все отклонения от правильной цилиндрической формы должны быть ограничены полем допуска изделия так, как это показано на фиг. 25. Поле допуска определяет положение предельных контуров изделия, которые должны ограничить действительные его размеры в любом проверяемом месте на всей длине, равной длине соединения. Специальными указаниями в чертежах или в технических.условиях могут устанавливаться допустимые числовые отклонения от правильной цилиндрической формы независимо от поля допуска изделия либо с одновременным указанием, что эти отклонения ограничиваются полем допуска изделия. В этих
Для взаимозаменяемости резьбовых изделий необходимо обеспечить ограничение предельных контуров резьбы сопрягаемых деталей на всей длине их свинчивания. Так, для метрической резьбы предельные контуры могут быть иллюстрированы фиг. 34, на которой показаны поля допусков резьбы болта и гайки. Действительный контур проверяемых изделий не должен выходить из этих полей на любом участке, равном длине свинчивания.
Нарушение предельных контуров резьбы сопрягаемых деталей вызывается а) несоблюдением предельных размеров наружного или внутреннего диаметра резьбы сопрягаемых деталей б) несоблюдением предельных размеров приведённого среднего диаметра резьбы (наибольшего для болта и наименьшего для гайки), допуск которого включает погрешности собственно среднего диаметра, диаметральные компенсации погрешностей шага и диаметральные компенсации погрешностей половины
В производственной практике соблюдение предельных контуров резьбы сопрягаемых деталей обеспечивается комплексным методом контроля, базирующимся главным образом на применении калибров, причём проходной калибр должен представлять собой прототип сопряжённой детали и ограничивать все элементы, а непроходной калибр предназначен только для проверки собственного среднего диаметра . Отклонения шага, половины угла профиля и собственно среднего диаметра ограничиваются при такой проверке полем суммарного допуска на средний диаметр, лежащего между предельными контурами резьбы (фиг. 34). Отклонения этих элементов связаны определённой зависимостью, вытекающей из приведённых ниже геометрических построений.
При такой системе проверки изделий, направленной к строгому соблюдению предельных контуров, величина 8а явилась бы суммарным допуском, включающим отклонения всех элементов резьбы. Но трубные конические резьбы обычно проверяются только проходными резьбовыми калибрами с полным профилем, поэтому допуск базорасстояния 8 а не является суммарным допуском. Допуск [c.62]
Взаимозаменяемость резьбовых изделий обеспечивается ограничением предельных контуров резьбы сопрягаемых деталей на всей длине
Отклонения и допуски шлицевых комплексных калибров отсчитываются от размеров наибольшего предельного контура вала и наименьшего предельного контура отверстия, определяемых специально установленными для комплексных калибров суммарными отклонениями. [c.629]
Комплексный метод измерения сводится к прямому измерению эксплуатационного параметра, определяемого суммой нескольких элементарных параметров. Для обычных в машиностроении соединений (гладких, резьбовых, зубчатых, шлицевых и др.) комплексный метод направлен к ограничению предельных контуров проверяемого объекта, определяемых величинами и расположением полей допусков отдельных элементов этого объекта.
Комплексный метод измерения, основанный на определении суммы погрешностей отдельных элементов. Для гладких, резьбовых, зубчатых (шлицевых) и других соединений комплексный метод направлен к ограничению предельных контуров проверяемых объектов, определяемых величинами и расположением полей допусков отдельных элементов этих объектов. При комплексном методе, наиболее надежном с точки зрения обес- ечения взаимозаменяемости, отклонения всех составляющих элементов ограничиваются полем суммарного допуска. [c.75]
Дифференцированный метод намерения, при котором каждый элемент проверяется отдельно, независимо от других. Этот метод не дает непосредственной уверенности в соблюдении предельных контуров проверяемых изделий. Результаты измерений каждого отдельного влемента суммируются и сопоставляются с нормированными предельными размерами проверяемого. объекта. Например, при проверке отдельно среднего диаметра, шага и половины угла профиля резьбы необходимо путем суммирования результатов измерения этих элементов убедиться в том, что приведенный средний диаметр резьбы, включающий отклонения шага н половины угла профиля, лежит в заданных пределах.
Комплексный контроль обеспечивает соблюдение предельных контуров сопрягаемых резьб по длнне их свинчивания. При этом одновременно проверяются средний диаметр, шаг, у симметричных резьб половина угла профиля, внутренний и наружный диаметры. Комплексный контроль определяет заданный характер резьбового соединения, сохраняя суммарный допуск на средний диаметр резьбы по длине свинчивания. Этот диаметр, включающий отклонения шага и половины угла профиля, называют приведенным средним диаметром.
Номинальный резьбовой контур — исходный профиль резьбы 00 (фиг. 13), определяемый номинальными размерами, служащий началом отсчета отклонений при построении полей допусков и предельных контуров. [c.37]
Комплексный метод контроля. При комплексном методе контроля выявляется положение действительного контура относительно предельных контуров, заданных стандартом, и обеспечивается соответствующая посадка по всей длине свинчивания. Этот метод предопределяет одновременный контроль резьбы по всем параметрам, кроме наружного диаметра болта и внутреннего диаметра гайки.
Конкретные задачи производства требуют обоснованного подхода к определению принципа измерения и допустимой погрешности применяемых средств. Калибры позволяют проводить комплексный контроль внешнего предельного контура, проходной границы поля допуска. Рациональная конструкция калибра может обеспечить высокую производительность контроля. Однако, нестабильность измерительного усилия увеличивает погрешность контроля и износ.
Свинчиваемость резьбовых деталей и требуемое качество соединения обеспечиваются, если действительные контуры болта и гайки не будут выходить за соответствующие предельные контуры на всей длине свинчивания, [c.156]
| Фиг. 1. Методы нормирования погрешностей геометрической формы а — допуск независимый б — зависи-МЫЙ допуск / — наибольший предельный контур 2 наименьший предельный контур. Конусность и овальность ступеней Л и O не более 0,005 лш, несоосность не более 0,010 мм (допуск независимый). |  |
Вместе с тем качественное резьбовое соединение будет получено в том случае, если нижние отклонения основных размеров резьбы гайки не могут ухудшить работоспособность резьбового соединения, т. е. будут находиться в допустимых п[)еделах. Из этих соображений и определяется положение нижнего для винта н верхнего для гайки предельных контуров резьбы/ Таким образом, действительные размеры реальных резьбовых поверхноетей на всей длине свинчивания I не должны выходить за номинальные и предельные контуры резьбы [c.156]
При дифференциальном методе измеряемую величину сравнивают с известной величиной, воспроизводимой мерой. Этим методом, например, определяют отклонение контролируемого диаметра детали на оптиметре после его настройки на ноль по блоку концевых мер длины. Нулевой метод — также разновидность метода сравнения с мерой, при котором результирующий эффект воздействия величин на прибор сравнения доводят до нуля. Подобным методом измеряют электрическое сопротивление по схеме моста с полным его уравновешиванием. При методе совпадений разность между измеряемой величиной и величиной, воспроизводимой мерой, определяют используя совпадения отметок шкал или периодических сигналов (например, при измерении штангенциркулем используют совпадение отметок основной и ноннусной шкал). Поэлементный метод характеризуется измерением каждого параметра изделия в отдельности (например, эксцентриситета, овальности, огранки цилиндрического вала). Комплексный метод характеризуется измерением суммарного noi asa-теля качества, на который оказывают влияния отделыгые его составляющие (например, измерение радиального биения цилиндрической детали, на которое влияют эксцентриситет, овальность и др. контроль положения профиля по предельным контурам и т. п.). [c.111]
В тех случаях, когда отклонения от правильной цилиндрической формы не заданы, можно ограничиться проверкой изделий только калибрами, обеспечивающими соблюдение предельных контуров изделия (фиг. 25). Для этого проходная сторона калибра должна соответствовать всей измеряемой поверхности контролируемого изделия, а для непроходной стороны целесообразно приближение к точечному контакту, для того чтобы установить, имеются ли в отдельных местах профиля недопустимые отклонения. Такому требованию соответствуетконтроль валов проходным кольцом и непроходнон скобой с точечным измерительным контактом и контроль отверстий проходной цилиндрической пробкой и непроходным штихмасом. [c.27]
Особое значение при выборе методов измерений имеет их разделение на комплексные и диференцированные методы. При комплексном методе измерений ограничиваются предельные контуры проверяемых объектов и, таким образом, соблюдается суммарный допуск, включающий погрешности всех составляющих элементов. Этот метод измерений практически осуществляется с помощью калибров, сконструированных по принципу Тейлора . Комплексный метод измерений может быть также осуществлен с помощыб проекторов, если контролируемый объект полностью проектируется на экран, где по заранее вычерченному в увеличенном масштабе чертежу устанавливается, вписывается ли действительный контур в поле допуска на всей длине сопряжения. [c.171]
Для резьбовых соединений отклонения каладого из основных параметров резьбы отдельно не нормируют, а устанавливают суммарный (полный) допуск 6 на средний диаметр резьбы, ограничиваюш,ий предельные контуры резьбы на длине свинчивания [c.487]
Комплексные пробки. Отклонения и допуски комплексных калибров-пробок D, d и Ь) отсчитываются от размеров наименьшего предельного контура отверстия, определяемого предельными суммарными отклонениями (см. табл. 44, фиг. 23 и т. 1, гл. VIII). В табл. 45 приведены допустимые отклонения толщины зубьев и другие погрешности калибров. [c.633]
Комплексные кольца. Отклонения и допуски для диаметров D, d к ширины впадин Ь колец (фиг. 23) отсчитываются от размеров наибольшего предельного контура вала, определяемого предельными суммарными отклонениями (см. табл. 46 и т. 1, гл. VIII). [c.633]
Дифференцированный (элементный) метод измерения сводится к независимой проверке каладого элемента отдельно. Метод не дает непосредственной уверенности в соблюдении предельных контуров проверяемого изделия. [c.662]
Непроходные калибры полной цилиндрической формы не обеспечивают соблюдения предельных контуров изделия, так как отклонения от правильной геог метрической формы в этом случае не ограничиваются полем допуска и могут достигнуть произвольного значения (фиг. 5). [c.77]
| Фиг. 5. Схема пpoвepкl отверстия полными пробками при наличии овальности (соблюдение предельных контуров изделиа не обеспечивается). |  |
В общем случае контроль отклонений формы возможно совмещать с проверкой годности поверхности по размеру, используя для этого двухпредельные калибры. Однако в каждом конкретном случае надо анализировать, как да1жен быть построен сам процесс проверки. Если допуск формы меньше допуска на размер, то при измерении и контроле действительного отклонения формы поверхности прилегающая поверхность не совпадает с предельными контурами поверхностей (с проходным и ие-проходным ее пределами). В этом случае для контроля отклонений формы тоже можно применять комплект из двух предельных калибров (проходного и непроходного), но размеры этих калибров будут отличаться от размеров калибров, контролирующих допуск линейного размера поверхности. Кроме того, придется предусматривать несколько комплектов калибров. Число комплектов будет равно отношению допуска на размер к допуску формы поверхности. [c.70]
Контроль профиля зуба- 1) профильными шаблонами (фиг. 104) 2) у мелкомодульных зубчатых колес — на проекторах сравнением увеличенного изображения действительного профиля зуба 1 с предельными контурами 2 проекторного чертежа 3, располом[c.103]
Контроль позиционных отклонений при зависимых допусках осуществляется обычно комплексными калибрами (по ГОСТ 16085—80 ). Небольшие детали можно контролировать на проект торах, сличай изображение детали о чертежом, на котором в соответствующем масштабе нанесены предельные контуры контролируемых поверхностей с учетом позиционных допусков. При незз висимьгх допусках позиционные отклонения могут быть определены [c.493]
Для обеспечения требований взаимозаменяемости свинчиваемых изделий [9] устанавливают предельные контуры резьбы болта и гайки. На рис. 4.12 толстой линией показан номинальный контур метрической резьбы (посадка с нулевым гарантированным зазором), ЯВЛЯЮП1.ИЙСЯ наибольшим,предельным контуром резьбы болта и наименьшим предельным контуром резьбы гайки. От номинального контура в налравляиии, перпендикулярном к оси резьбы, отсчиты,вают отклонения диаметров и располагают поля допусков, определяющие, наименьший предель ый контур болта и наибольший — гайки (см. рис. 4.12). [c.156]
Резьба предельные контуры — Энциклопедия по машиностроению XXL
Для взаимозаменяемости резьбовых изделий необходимо обеспечить ограничение предельных контуров резьбы сопрягаемых деталей на всей длине их свинчивания. Так, для метрической резьбы предельные контуры могут быть иллюстрированы фиг. 34, на которой показаны поля допусков резьбы болта и гайки. Действительный контур проверяемых изделий не должен выходить из этих полей на любом участке, равном длине свинчивания. [c.31]Резьбовое соединение считается надежным, если нижние отклонения основных размеров наружной резьбы и верхние отклонения основных размеров внутренней резьбы находятся в допустимых пределах. Из этих соображений и определяется положение нижнего для наружной и верхнего для внутренней резьбы предельных контуров Ч Таким образом, действительные размеры реальных резьбовых поверхностей на всей длине свинчивания I не должны выходить за предельные контуры резьбы. [c.206]
Для обеспечения взаимозаменяемости резьбовых изделий необходимо ограничить предельные контуры резьбы сопрягаемых деталей на всей длине их свинчивания. Так, для метрической резьбы предельные контуры могут быть иллюстрированы фиг. 48, на которой показаны поля допусков резьбы болта и гайки. [c.158]
Начертите эскизы продольных разрезов резьбы вниз а, резьбы гайки и их соединения. На эскизах покажите основные размеры, поля допусков по контуру резьбы, предельные отклонения, размеры, зазоры и натяги. Рассмотреть одно из резьбовых соединений, указанных в вопросе 11.25. [c.134]
Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудое.мок, поэтому его применяют для точных резьб ходовых винтов, резьбовых калибров, метчиков и т. и. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например о приведенном среднем диаметре резьбы. Комп,лексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контура. п1. [c.295]
Взаимозаменяемость резьбовых изделий обеспечивается ограничением предельных контуров резьбы сопрягаемых деталей на всей длине свинчивания сумма погрешностей основных параметров резьбы должна находиться в поле допуска. [c.319]
Размеры 5 — 37, 38, 39 Резьбы круглые 2 — 843 Допуски 5 — 56 — Схемы расположения полей 5 — 56 Резьбы метрические 2 — 837, 846 Допуски — Схемы расположения полей 5 — 45 Номинальный диаметр 7 — 29 Предельные контуры 5 — 31 [c.241]
Нарушение предельных контуров резьбы сопрягаемых деталей вызывается а) несоблюдением предельных размеров наружного или внутреннего диаметра резьбы сопрягаемых деталей б) несоблюдением предельных размеров приведённого среднего диаметра резьбы (наибольшего для болта и наименьшего для гайки), допуск которого включает погрешности собственно среднего диаметра, диаметральные компенсации погрешностей шага и диаметральные компенсации погрешностей половины [c.31]
В производственной практике соблюдение предельных контуров резьбы сопрягаемых деталей обеспечивается комплексным методом контроля, базирующимся главным образом на применении калибров, причём проходной калибр должен представлять собой прототип сопряжённой детали и ограничивать все элементы, а непроходной калибр предназначен только для проверки собственного среднего диаметра . Отклонения шага, половины угла профиля и собственно среднего диаметра ограничиваются при такой проверке полем суммарного допуска на средний диаметр, лежащего между предельными контурами резьбы (фиг. 34). Отклонения этих элементов связаны определённой зависимостью, вытекающей из приведённых ниже геометрических построений. [c.31]
При такой системе проверки изделий, направленной к строгому соблюдению предельных контуров, величина 8а явилась бы суммарным допуском, включающим отклонения всех элементов резьбы. Но трубные конические резьбы обычно проверяются только проходными резьбовыми калибрами с полным профилем, поэтому допуск базорасстояния 8 а не является суммарным допуском. Допуск [c.62]
Взаимозаменяемость резьбовых изделий обеспечивается ограничением предельных контуров резьбы сопрягаемых деталей на всей длине [c.486]
Комплексный контроль позволяет только установить — находится ли контур резьбы внутри контуров, ограниченных предельными отклонениями. Полная взаимозаменяемость резьбовых изделий может быть обеспечена при комплексной проверке их предельными калибрами. [c.516]
Дифференцированный метод намерения, при котором каждый элемент проверяется отдельно, независимо от других. Этот метод не дает непосредственной уверенности в соблюдении предельных контуров проверяемых изделий. Результаты измерений каждого отдельного влемента суммируются и сопоставляются с нормированными предельными размерами проверяемого. объекта. Например, при проверке отдельно среднего диаметра, шага и половины угла профиля резьбы необходимо путем суммирования результатов измерения этих элементов убедиться в том, что приведенный средний диаметр резьбы, включающий отклонения шага н половины угла профиля, лежит в заданных пределах. [c.76]
Комплексный контроль обеспечивает соблюдение предельных контуров сопрягаемых резьб по длнне их свинчивания. При этом одновременно проверяются средний диаметр, шаг, у симметричных резьб половина угла профиля, внутренний и наружный диаметры. Комплексный контроль определяет заданный характер резьбового соединения, сохраняя суммарный допуск на средний диаметр резьбы по длине свинчивания. Этот диаметр, включающий отклонения шага и половины угла профиля, называют приведенным средним диаметром. [c.219]
Номинальный резьбовой контур — исходный профиль резьбы 00 (фиг. 13), определяемый номинальными размерами, служащий началом отсчета отклонений при построении полей допусков и предельных контуров. [c.37]
Комплексный метод контроля. При комплексном методе контроля выявляется положение действительного контура относительно предельных контуров, заданных стандартом, и обеспечивается соответствующая посадка по всей длине свинчивания. Этот метод предопределяет одновременный контроль резьбы по всем параметрам, кроме наружного диаметра болта и внутреннего диаметра гайки. [c.98]
В производственной практике соблюдение предельных контуров резьбы сопрягаемых деталей обеспечивается комплексным методом контроля, базирующимся главным образом на применении предельных калибров. [c.337]
При такой системе проверки изделий, направленной к строгому соблюдению предельных контуров, величина 8Л явилась бы суммарным допуском, включающим отклонения всех элементов резьбы. Но трубные конические резьбы обычно проверяются только проходными резьбовыми калибрами с полным профилем, поэтому допуск базорасстояния не является суммарным. Этот допуск может быть выдержан при отклонениях отдельных элементов за счет соответствующего и ничем не ограничиваемого изменения собственно среднего диаметра резьбы. Отклонения отдельных элементов затем сказываются на условиях свинчивания трубы и муфты, предварительно проверенных калибрами, подобно тому как это было показано для. цилиндрических резьб. [c.382]
Предельные контуры резьбы. На длине свинчивания резьбовых деталей расположено несколько витков резьбы, образующих резьбовой контур. На рис. 1.66 жирной линией показан номинальный контур резьбы со-скользящей посадкой, определяющий наибольший предельный контур резьбы болта и наименьший гайки. От номинального контура в направлении к оси резьбы отложены поля допусков диаметров резьбы болта, в противоположную сторону — поля допусков диаметров резьбы гайки, определяющие наименьший предельный-контур для болта-и,наибольший для гайки. [c.140]
Поэтому в резьбовых сопряжениях, не предназначенных для передачи перемещений заданной точности, отклонения каждого из основных пара-.метров резьбы отдельно не нормируются, а устанавливается суммарный (комплексный) допуск, который ограничивает предельные контуры резьбы на длине свинчивания. Этот допуск называют полным допуском на средний диаметр резьб, величина которого для многозаходной резьбы определяется следующим образом [c.185]Резьбовые калибры предназначены для комплексного контроля резьбовых изделий. При этом обеспечивается соблюдение предельных контуров сопрягаемых резьб на длине их свинчивания. Проходным калибром контролируется приведенный средний диаметр резьбы, включаюш,ий диаметральные компенсации погрешностей шага и угла профиля, причем калибр должен иметь полный профиль резьбы и длину, равную длине свинчивания. [c.399]
В производственной практике соблюдение предельных контуров резьбы со- [c.755]
Комплексный метод контроля резьб заключается в выявлении положения действительного контура относительно предельных контуров, заданных стандартом, и обеспечении соответствующей посадки на всей длине свинчивания резьбовой пары. При комплексном методе осуществляется контроль резьбы одновременно по всем параметрам 4 8 с1 (гайки), ii (болта) за исключением наружного диаметра болта и внутреннего диаметра гайки. [c.134]
Комплексный метод контроля, имеющий целью обеспечение предельных контуров резьбы сопрягаемых деталей, в производственной практике осуществляется предельными калибрами. [c.437]
Для обеспечения взаимозаменяемости резьбовых изделий необходимо ограничение предельных контуров резьбы сопрягаемых деталей на всей длине их Гайка [c.498]
Предельные контуры резьбы. На длине свинчивания резьбовых деталей расположено несколько витков резьбы, образующих резьбовой контур. Для обеспечения свинчиваемости деталей устанавливают предельные контуры резьбы болта и гайки. [c.397]
На рис. 9.4 показаны предельные контуры резьбового соединения с метрической резьбой со скользящей посадкой. Жирной линией изображен номинальный контур резьбы, соответствующий наибольшему предельному контуру резьбы болта и наименьшему — гайки. Наименьший предельный контур для резьбы болта и наибольший — для резьбы гайки определяют соответственно положение наименьшего собственно среднего диаметра резьбы болта и наибольшего— резьбы гайки. Номинальный контур является контуром [c.397]
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее размеров, возможна неконцентричность винтовой и цилиндрической поверхностей и другие погрешности, которые могут нарушить свинчиваемость деталей. Для обеспечения свинчиваемости действительные контуры резьбы деталей, определяемые действительным значением диаметров, угла и шага резьбы, не должны выходить за номинальный контур на всей длине свинчивания, Соблюдение номинального контура лучше всего проверяется проходными калибрами (они должны свинтиться с проверяемой резьбой), соблюдение наименьшего предельного контура резьбы болта и наибольшего — гайки проверяется непроходными калибрами (они не должны свинчиваться с проверяемой резьбой) или универсальными измерительными средствами. Соблюдение предель- [c.398]
Допускаемые отклонения от номинальных параметров резьбы определяют предельные контуры резьбы в них должны включаться действительные контуры резьбовых изделий для обеспечения свинчивания наружной резьбы с внутренней резьбой по всей длине. [c.249]
Вместе с тем качественное резьбовое соединение будет получено в том случае, если нижние отклонения основных размеров резьбы гайки не могут ухудшить работоспособность резьбового соединения, т. е. будут находиться в допустимых п[)еделах. Из этих соображений и определяется положение нижнего для винта н верхнего для гайки предельных контуров резьбы/ Таким образом, действительные размеры реальных резьбовых поверхноетей на всей длине свинчивания I не должны выходить за номинальные и предельные контуры резьбы [c.156]
Для резьбовых соединений отклонения каладого из основных параметров резьбы отдельно не нормируют, а устанавливают суммарный (полный) допуск 6 на средний диаметр резьбы, ограничиваюш,ий предельные контуры резьбы на длине свинчивания [c.487]
Для обеспечения требований взаимозаменяемости свинчиваемых изделий [9] устанавливают предельные контуры резьбы болта и гайки. На рис. 4.12 толстой линией показан номинальный контур метрической резьбы (посадка с нулевым гарантированным зазором), ЯВЛЯЮП1.ИЙСЯ наибольшим,предельным контуром резьбы болта и наименьшим предельным контуром резьбы гайки. От номинального контура в налравляиии, перпендикулярном к оси резьбы, отсчиты,вают отклонения диаметров и располагают поля допусков, определяющие, наименьший предель ый контур болта и наибольший — гайки (см. рис. 4.12). [c.156]
Элементный контроль заключается в независимом контроле каждого элемепта в отдельности. Такой контроль не дает уверенности в соблюде-ппл предельных контуров контролируемых изделий. Для этой цели результаты измерений каждого элемента должны быть суммированы и сопоста-Елены с нормированными предельными размерами проверяемого объекта. Так, например, при проверке отдельно среднего диаметра, шага и половины угла рофиля крепежной резьбы необходимо путем суммирования результатов измерений этих элементов убедиться в том, что приведенный средний диаметр резьбы, включающий диаметральные компенсации отклонений шага и поло-пимы угла профиля, находится в пределах допуска. [c.290]
Проекторы предназначаются для контроля деталей со сложными фасонными поверхностями, как, например, кулачков, резьбовых калибров, мелкомодульных зубчатых колес, часовых резьб, шаблонов, червячных и дисковых фрез и др. Имеется много различных типов отечественных и зарубежных проекторов, используемых в машиностроении и в приборостроении. Принцип действия почти всех типов проекторов мало чем отличается один от другого и заключается в том, что контролируемая деталь или часть ее проектируется в увеличенном виде на экран. На светлом фоне экрана получается теневое изображение детали. На экран может помещаться чертеж, выполненный на стекле или кальке, с одним или двумя предельными контурами детали, в масштабе, равном увеличению проектора. Такой чертеж называется проек- [c.346]
Цены на Контур.Экстерн — Контур.Экстерн — СКБ Контур
Заполните, пожалуйста, все поля.
Кому:
Контур.Экстерн
Ваше имя: *
Электронная почта: *
Телефон:
Название организации:
ИНН:
Регион: *
01 – Республика Адыгея02 – Республика Башкортостан03 – Республика Бурятия04 – Республика Алтай05 – Республика Дагестан06 – Республика Ингушетия07 – Республика Кабардино-Балкария08 – Республика Калмыкия09 – Республика Карачаево-Черкесия10 – Республика Карелия11 – Республика Коми12 – Республика Марий Эл13 – Республика Мордовия14 – Республика Саха (Якутия)15 – Республика Северная Осетия — Алания16 – Республика Татарстан17 – Республика Тыва18 – Республика Удмуртия19 – Республика Хакасия20 – Республика Чечня21 – Республика Чувашия22 – Алтайский край23 – Краснодарский край24 – Красноярский край25 – Приморский край26 – Ставропольский край27 – Хабаровский край28 – Амурская область29 – Архангельская область30 – Астраханская область31 – Белгородская область32 – Брянская область33 – Владимирская область34 – Волгоградская область35 – Вологодская область36 – Воронежская область37 – Ивановская область38 – Иркутская область39 – Калининградская область40 – Калужская область41 – Камчатский край42 – Кемеровская область43 – Кировская область44 – Костромская область45 – Курганская область46 – Курская область47 – Ленинградская область48 – Липецкая область49 – Магаданская область50 – Московская область51 – Мурманская область52 – Нижегородская область53 – Новгородская область54 – Новосибирская область55 – Омская область56 – Оренбургская область57 – Орловская область58 – Пензенская область59 – Пермский край60 – Псковская область61 – Ростовская область62 – Рязанская область63 – Самарская область64 – Саратовская область65 – Сахалинская область66 – Свердловская область67 – Смоленская область68 – Тамбовская область69 – Тверская область70 – Томская область71 – Тульская область72 – Тюменская область73 – Ульяновская область74 – Челябинская область75 – Забайкальский край76 – Ярославская область77 – Москва78 – Санкт-Петербург79 – Еврейская АО83 – Ненецкий АО86 – Ханты-Мансийский АО87 – Чукотский АО89 – Ямало-Ненецкий АО91 – Республика Крым92 – Севастополь99 – Байконур
Вопрос: *
Колебательный контур — урок. Физика, 9 класс.
Колебательный контур — это устройство, в котором могут происходить свободные электромагнитные колебания.
Колебательный контур состоит из конденсатора и катушки индуктивности. Электроёмкость конденсатора — \(C\), индуктивность катушки — \(L\).
Изображение на схемах

Обрати внимание!
В колебательном контуре периодически происходит переход энергии электрического поля в энергию магнитного поля и наоборот.
На некоторое время с помощью переключателя зарядим конденсатор, замкнув его на источник тока (рис. А). Затем наш заряженный конденсатор подсоединим к катушке (рис. Б).
t1=T4. Заряженный конденсатор, подключённый к катушке, начнёт через неё разряжаться. Нижняя обкладка заряжена положительно. Разрядный ток, проходящий по катушке, создаст вокруг неё магнитное поле. Явление самоиндукции будет препятствовать резкому возрастанию тока через катушку, поэтому ток растёт постепенно и через некоторое время приобретает максимальное значение. В этот момент конденсатор будет полностью разряжен. Произошло превращение энергии электрического поля в энергию магнитного поля | |
2t1=T2. Так как конденсатор разряжен, то в следующий момент времени ток должен мгновенно исчезнуть, но в результате самоиндукции, которая препятствует убыванию тока, он некоторое время поддерживается в цепи. Индукционный ток сонаправлен с уходящим током цепи и благодаря этому конденсатор заряжается, только заряд на обкладках поменяется на противоположный знак. Энергия магнитного поля перешла в энергию электрического поля. Если рассматривать идеальную модель колебательного контура, который не имеет сопротивления, то энергия в нём не потратится, и конденсатор вновь зарядится до максимального значения. В реальности такого не бывает, потому что часть энергия уйдёт на преодоление сопротивления проводников и превратится в тепловую энергию. В реальном колебательном контуре в этот момент времени конденсатор зарядится уже не полностью | |
| 3t1=3T4. В третьей четверти периода конденсатор начнёт разряжаться, только теперь ток разряда будет протекать в другом направлении, т. к. полярность напряжения на конденсаторе поменялась. Самоиндукция катушки вновь будет препятствовать быстрому росту тока, который постепенно всё же приобретёт максимальное значение, а конденсатор к тому времени полностью разрядится. Снова энергия электрического поля переходит в энергию магнитного поля | |
| 4t1=T. Последняя четверть периода будет похожа на вторую четверть, только ток уже будет протекать в другом направлении. Убыванию тока будет вновь препятствовать самоиндукция, поэтому ток будет убывать постепенно и вновь зарядит конденсатор. И вновь энергия магнитного поля переходит в энергию электрического поля. В идеальном контуре не было бы потерь, и амплитуда колебаний оставалась постоянной |
За промежуток времени 4t1 произошло одно полное колебание. Значит, 4t1 \(=T\), где \(T\) — период колебаний.
Период полученных свободных колебаний равен собственному периоду колебательного контура.
Обрати внимание!
Формула для определения периода свободных электромагнитных колебаний: T=2 π ·LC.
Из формулы видно, что период колебательного контура зависит от параметров составляющих его элементов: индуктивности катушки \(L\) и электроёмкости конденсатора \(C\).
Работа колебательного контура представлена на рисунке.
Колебательный контур входит в состав генератора высокочастотных электромагнитных колебаний, который применяется в радиовещании (т. е. передаче звуковой информации на большие расстояния).
Монолитные ребристые перекрытия с плитами, опертыми по контуру. Конструктивная схема, расчет и конструирование.
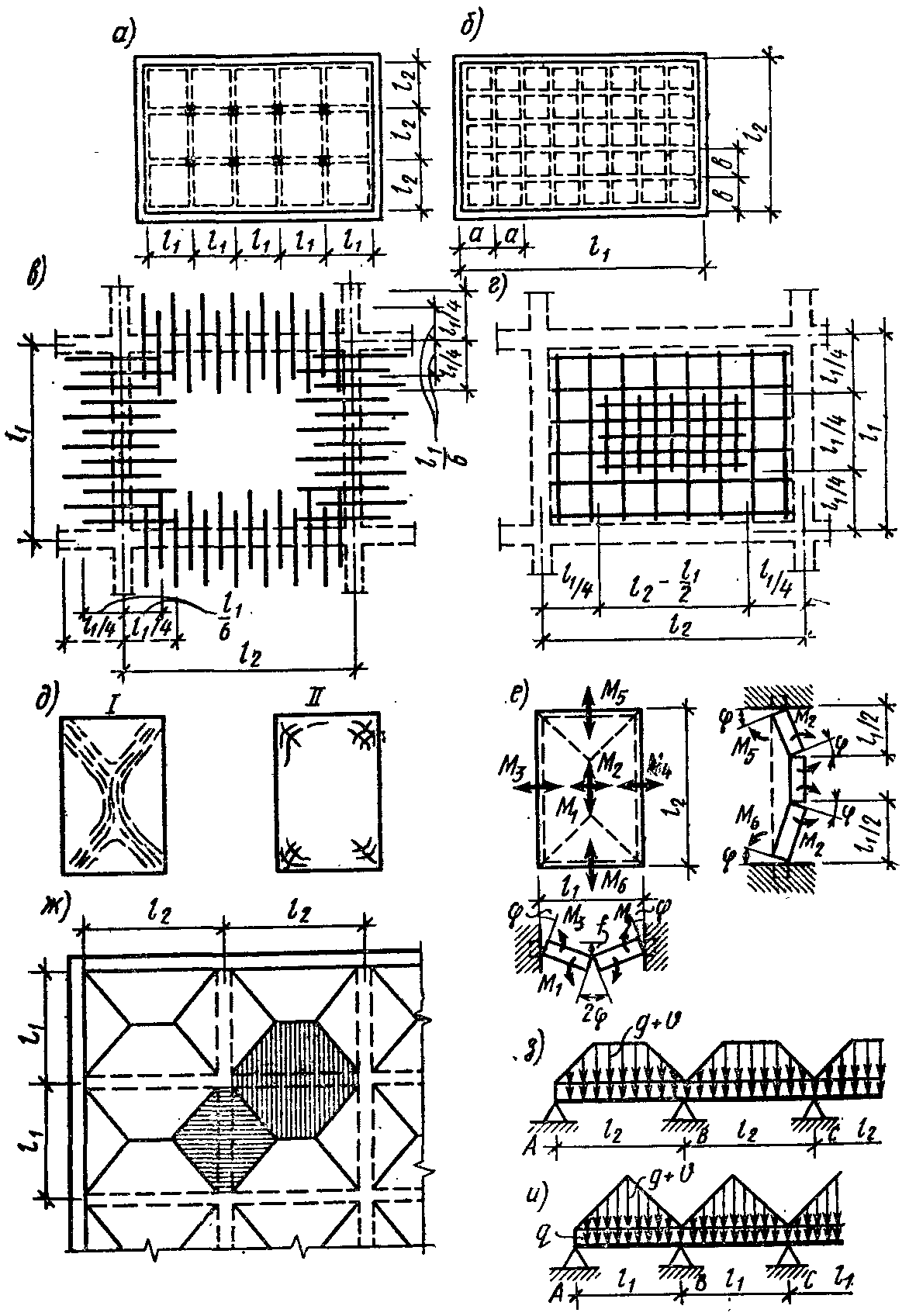
Существует два вида таких перекрытий. В перекрытиях первого вида балки располагаются по осям колонн, шаг которых 4…6 м (рис. 9.8,а). Балки имеют одинаковую высоту поперечных сечений. Соотношение сторон плит 1… 1,5. Перекрытия второго вида, называемые кессонными, отличаются более частым расположением балок, отсутствием промежуточных колонн и малыми размерами плит, не превышающими 2 м (рис. 9,8,6). Перекрытия с плитами, опертыми по контуру, менее экономичны, чем с балочными плитами, при той же сетке колонн, но эстетически они выглядят лучше и применяются для перекрытия зданий общественного назначения: вестибюлей, залов и т. п.
Плита, опертая по контуру, работает в двух направлениях и армируется сварными сетками, укладываемыми в пролете понизу, а у опор (над балками) — поверху. При пролетах плиты более 2,5 м применяют раздельное армирование. Нижнюю арматуру выполняют из двух сеток с одинаковой площадью сечения рабочей арматуры в каждом направлении. В целях экономии одна сетка доводится до опор, а другая размещается в средней части и не доводится до опор на расстояние 1/4l1, если плита примыкает к балке (рис. 9.8,г), или на 1/8l1 при свободномопирании плиты. Верхняя арматура плиты (над балками) выполняется в виде сеток, у которых рабочие стержни располагаются в направлении, перпендикулярном балке, и заходят в пролеты через один на расстояния 1/4l1 и 1/8l1 (рис. 9.8,6).
Для расчета плит, опертых по контуру, существуют два практических метода: по упругой стадиии по предельному равновесию. Расчет по упругой стадии применяют для плит, в которых трещины не допускаются. Точный расчет плит, опертых по контуру, представляет достаточно сложную задачу теории упругости. Он сводится к интегрированию дифференциальных уравнений упругой пластинки. Для плит из однородного материала эта теория разработана достаточно подробно. Для практических расчетов плит в упругой стадии существуют приближенные методы и составлены вспомогательные таблицы, позволяющие определить усилия в плитах при разных граничных условиях и нагрузках.
Расчет плит, в которых по условиям эксплуатации допускаются трещины, производят методом предельного равновесия. При его использовании должна быть известна схема разрушения конструкции. Опытами установлено, что в предельном состоянии по прочности в плите образуется ряд линейных пластических шарниров: на опорах — сверху вдоль балок, в пролетах — снизу по биссектрисам углов плиты и в середине пролета — вдоль длинной стороны плиты (рис. 9.8, д). Исходя из этого, плиту рассматривают как систему жестких дисков, соединенных между собой пластическими шарнирами по линиям излома. Значение момента в пластическом шарнире на единицу его длины зависит от площади сечения рабочей арматуры As и определяется по формуле

В общем случае каждая панель плиты перекрытия испытывает действие шести изгибающих моментов: двух пролетных M1 и М2 и четырех опорных М3, М4, М5, М6(рис. 9.8, е).
Для обеспечения равновесия плиты необходимо и достаточно, чтобы имело место равенство работ внешних Aq и внутренних AM усилий на возможных перемещениях.
Работа внешней нагрузки
Работа
внутренних усилий — изгибающих моментов
на соответствующих углах поворота  (рис. 9.8, е)
(рис. 9.8, е)

Учитывая
небольшую величину  ,
принимают
,
принимают

Из условия равенства работ:

Основное уравнение метода предельного равновесия, выражающего связь между внутренними усилиями, нагрузкой и размерами:

Приведенные формулы содержат шесть неизвестных моментов. Задавшись их соотношениями, получим только одно неизвестное М, определив которое, по принятым соотношениям находят и остальные моменты.
После вычисления моментов подбирают арматуру в пролетах и на опорах как для элементов прямоугольного сечения с одиночной арматурой.
В плитах, окаймленных по всему контуру монолитно связанными с ними балками, возникает распор, повышающий их несущую способность. Поэтому при подборе арматуры значения моментов, определенные расчетом, следует уменьшать до 20%.
Плиты, опертые по контуру, передают нагрузку на балки в соответствии с грузовыми площадями (рис.9.8,ж). Балки рассчитывают как обычные неразрезные с учетом перераспределения усилий. При этом расчетные пролеты принимают равными расстоянию между гранями колонн, а для крайних пролетов — между гранью колонны и осью опоры на стене.
Моменты в первом пролете и на первой промежуточной опоре

в средних пролетах и на средних опорах
где M0 — момент в свободно опертой балке;
при треугольной нагрузке (рис. 9.8, и)
при трапецеидальной нагрузке (рис. 9.8, з)

где (q+v) — расчетная нагрузка на 1 м2 плиты; q — нагрузка от массы балки и части перекрытия с временной нагрузкой на ней.
Площадь сечения продольной рабочей арматуры в пролетах определяют как для тавровых сечений, а на опорах — как для прямоугольных. И в пролетах и на опорах балки армируют сварными каркасами.