
Министерство образования Республики Беларусь
%PDF-1.6 % 1 0 obj > /Metadata 4 0 R /OCProperties > > > ] /ON [ 5 0 R ] /Order [ ] /RBGroups [ ] >> /OCGs [ 5 0 R ] >> /Pages 7 0 R /StructTreeRoot 54 0 R /Type /Catalog >> endobj 2 0 obj /CreationDate (D:20130605114615+03’00’) /Creator (Microsoft Word 2013) /ModDate (D:20130605114854+03’00’) /Producer (Microsoft Word 2013) /Title >> endobj 3 0 obj > /Font > >> /Fields [ ] >> endobj 4 0 obj > stream application/pdf
Электродуговая сварка для начинающих — основные принципы
Содержание
- 1 Электродуговая сварка для начинающих
- 1.
 1 Классификация
1 Классификация
- 1.
- 2 Устройство электродуговой сварки
- 2.1 Вспомогательные инструменты
 1 Классификация
1 КлассификацияЭлектродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.
Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
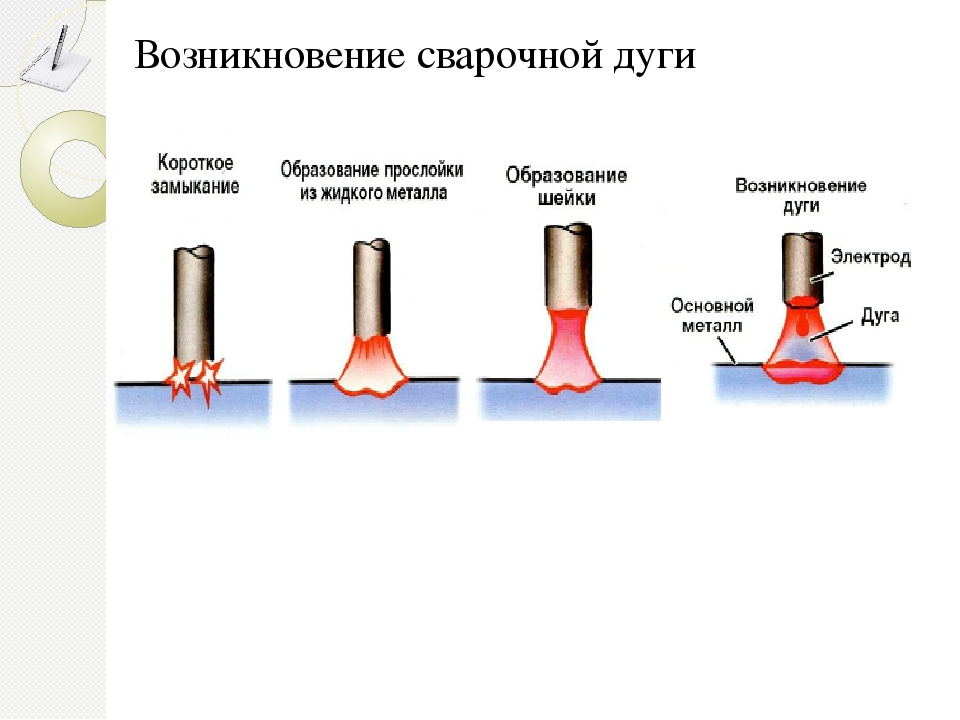
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.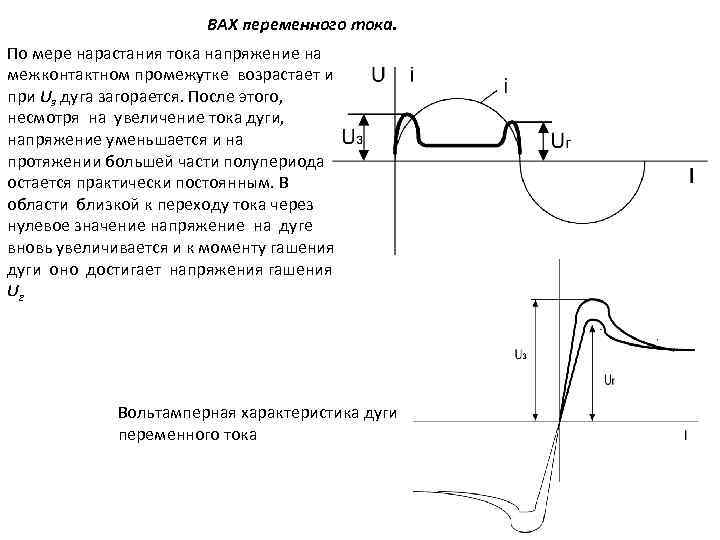
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.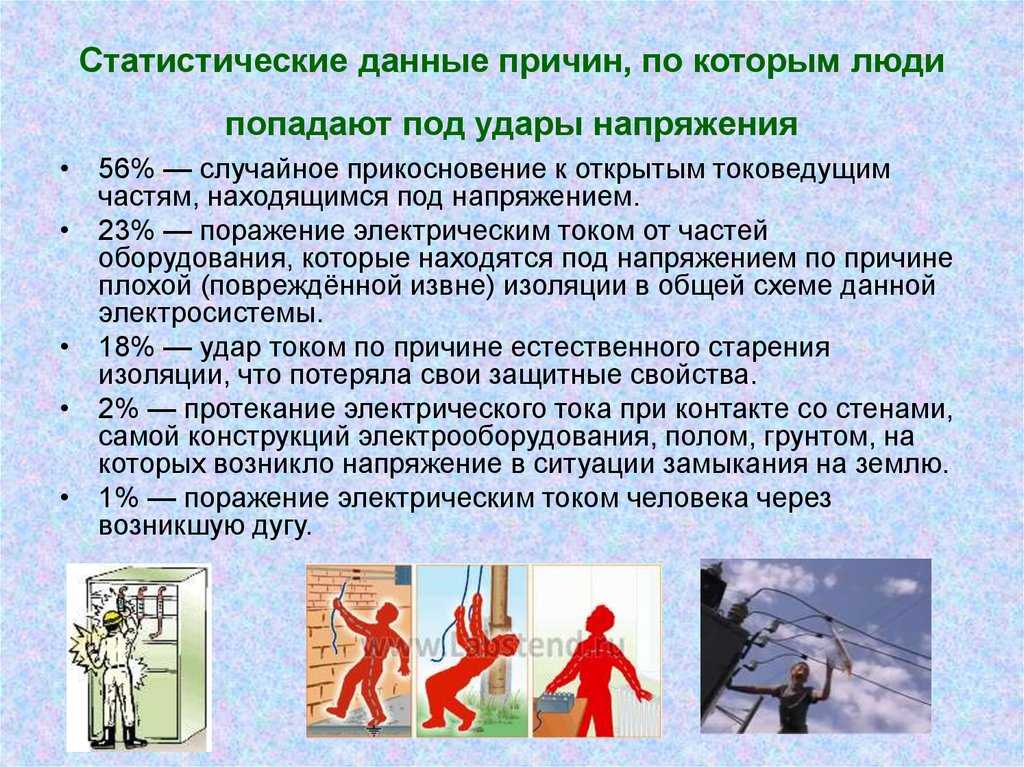
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
 Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.
Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
Постоянный ток обратной полярности (DCRP) при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке).
В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке).
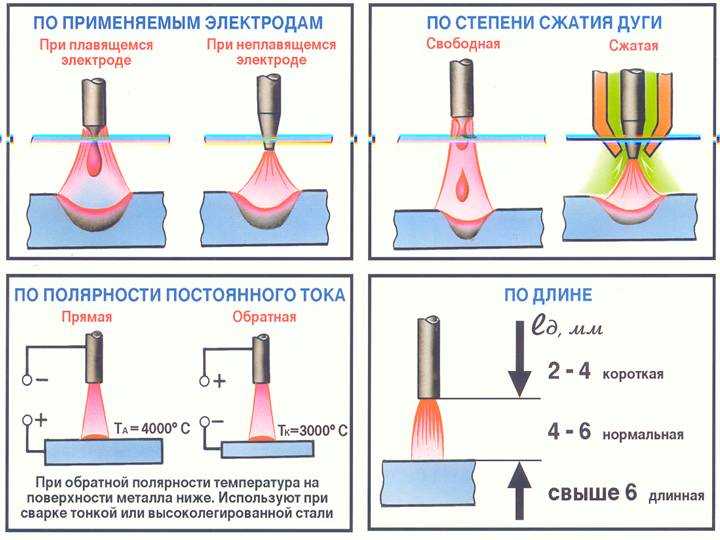
В зависимости от соединения основных металлов и электрода с портами питания, полярность постоянного тока можно разделить на две категории — прямую полярность постоянного тока (DCSP) и обратную полярность постоянного тока (DCRP). Следует отметить, что для питания переменного тока обе полярности встречаются друг за другом в каждом цикле определенное количество раз (равное частоте питания).
- DCSP или DCEN — опорная пластина положительная, а электрод отрицательный.
- DCRP или DCEP — опорная пластина отрицательная, а электрод положительный.

Когда электрод подключен к положительной клемме источника сварочного тока (типа постоянного тока), а основные металлы подключены к отрицательной клемме, такое соединение называется обратной полярностью постоянного тока (DCRP). Его также называют положительным электродом постоянного тока (DCEP), поскольку электрод является положительным полюсом. Следовательно, электроны испускаются из базовой пластины (отрицательный вывод) и текут к электроду (положительный вывод) через небольшой зазор между ними. Лавинный поток таких электронов в конечном итоге образует электрическую дугу.
Здесь электроны, освобождаясь от поверхности пластины основания, ускоряются по направлению к электроду из-за разности потенциалов между ними и, наконец, ударяются о кончик электрода с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую энергию, поэтому на кончике электрода выделяется большое количество тепла. Считается, что около 2/3 rd всего тепла дуги (т. е. около 66%) выделяется на конце электрода; тогда как остальная часть тепла генерируется вблизи опорной плиты. Это приводит к быстрому плавлению электрода и высокой скорости осаждения наполнителя.
е. около 66%) выделяется на конце электрода; тогда как остальная часть тепла генерируется вблизи опорной плиты. Это приводит к быстрому плавлению электрода и высокой скорости осаждения наполнителя.
- Подробнее: Разница между прямой полярностью и обратной полярностью.
Лучшее действие очистки дуги — Когда электроны высвобождаются из базовой пластины, они удаляют грязь, покрытие или оксидный слой, присутствующие на рабочей поверхности, и это действие называется очисткой дуги. Полярность DCRP обеспечивает отличную очистку дуги и, таким образом, снижает вероятность дефектов включения. Читайте: Феномен очистки дуги при сварке.
Высокая скорость объемного осаждения —Поскольку вблизи кончика электрода выделяется больше тепла, поэтому скорость осаждения присадочного металла увеличивается, если электрод является расходуемым. Иногда это полезно, поскольку может снизить требования к количеству проходов сварки. Для нерасходуемых электродов объемную скорость осаждения можно регулировать в соответствии с требованиями.
Предпочтительно для соединения тонких листов — Благодаря сравнительно меньшему тепловыделению основного металла различные дефекты, возникающие при соединении тонких листов, могут быть устранены за счет использования обратной полярности. Такие дефекты включают деформацию, подрезку, остаточное напряжение, полную резку и т. д.
Подходит для соединения металлов с более низкой температурой плавления — Сварка меди, алюминия и т. д. требует меньшего количества тепла для надлежащего сплавления базовых пластин, поскольку их температура плавления сравнительно ниже. В таких случаях DCRP является лучшим выбором; однако необходимо учитывать другие факторы.
Сокращение срока службы электрода — В случае использования неплавящегося электрода (например, при сварке TIG) использование DCRP может привести к быстрому плавлению (образованию шариков на кончике) электрода, что приведет к сокращению срока службы электрода. Это может привести даже к дефекту включения вольфрама.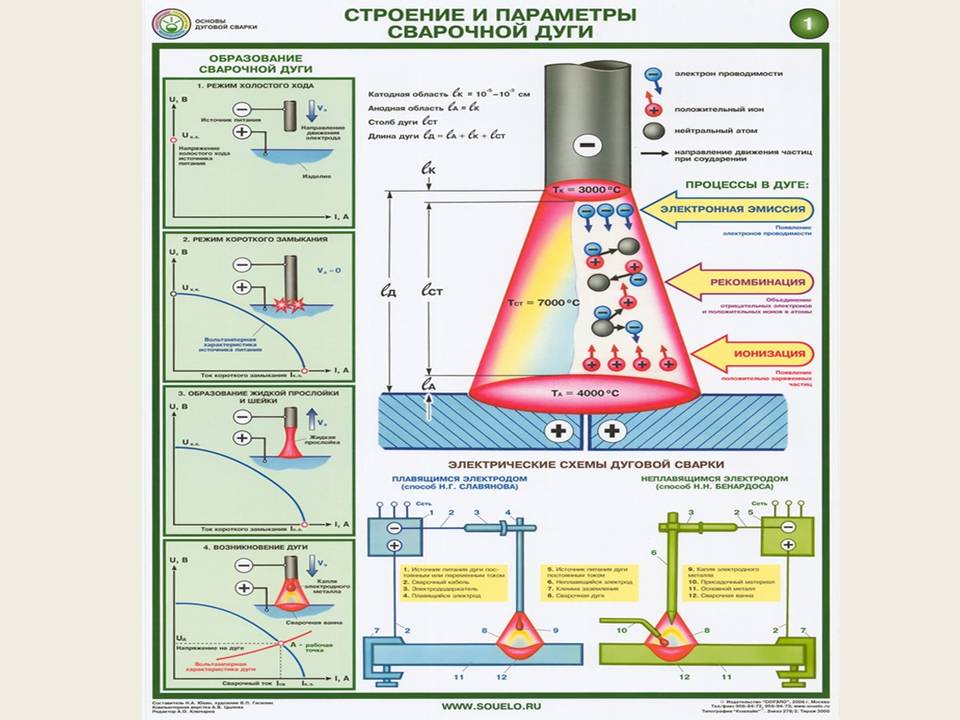
Высокое армирование —Сварка плавящимися электродами, скорость наплавки присадочного металла увеличивается. Так что если скорость или подготовка кромки выбраны не оптимально, то армирование может увеличиться. Армирование не добавляет прочности соединению; вместо этого это ухудшает внешний вид и вызывает потери присадочного металла.
Недостаточное плавление и отсутствие провара — Меньший уровень тепловыделения у основных металлов может привести к различным дефектам, таким как недостаточное плавление, отсутствие провара и т. д.
Не подходит для металлов с высокой температурой плавления — Нержавеющая сталь стали, титану и т. д. требуется большое количество тепла для правильного плавления, поэтому DCRP не подходит для сварки таких металлов.
Полярность при дуговой сварке – прямая, обратная и переменная полярность
Дуговая сварка – это один из видов процесса сварки плавлением, при котором основные металлы сплавляются под воздействием тепла для образования коалесценции. Требуемое тепло обеспечивается электрической дугой, образованной между положительной и отрицательной клеммами электрической цепи, встроенной в источник питания. Для сварки рабочий металл выполнен одним стержнем, а электрод — другим, и таким образом во внешней цепи между ними образуется дуга. Так как электроны всегда текут от отрицательного вывода к положительному выводу любой внешней цепи, то исходя из установленного соединения возможны два случая:
Требуемое тепло обеспечивается электрической дугой, образованной между положительной и отрицательной клеммами электрической цепи, встроенной в источник питания. Для сварки рабочий металл выполнен одним стержнем, а электрод — другим, и таким образом во внешней цепи между ними образуется дуга. Так как электроны всегда текут от отрицательного вывода к положительному выводу любой внешней цепи, то исходя из установленного соединения возможны два случая:
- Электрод подключается к отрицательной клемме источника питания; тогда как основные металлы связаны с положительным полюсом.
- Неблагородные металлы соединяются с отрицательной клеммой источника питания; тогда как электрод соединен с положительной клеммой.
Однако, если источник питания обеспечивает переменный ток (AC), то оба состояния возникают одно за другим в каждом цикле. В основном источники питания для дуговой сварки могут обеспечивать постоянный или переменный ток. Некоторые современные источники питания также имеют возможность преобразования одного из другого (встроенного в преобразователь переменного тока в постоянный), поэтому эти источники могут обеспечивать питание как переменного, так и постоянного тока. Следовательно, дуговая сварка может выполняться на любой из следующих трех полярностей; однако каждый из них имеет определенные преимущества перед другими, как подробно описано в последующих разделах.
Следовательно, дуговая сварка может выполняться на любой из следующих трех полярностей; однако каждый из них имеет определенные преимущества перед другими, как подробно описано в последующих разделах.
Полярность указывает направление протекания тока (другими словами – электронов) между опорными пластинами и электродом во внешней цепи. Помните, что направление потока тока считается противоположным направлению потока электронов.
- Постоянный ток Прямая полярность — происходит, когда электрод становится отрицательным, а опорные пластины — положительным. Таким образом, электроны текут от кончика электрода к опорным пластинам.
- Постоянный ток, обратная полярность — возникает, когда электрод становится положительным, а опорные пластины — отрицательным. Таким образом, электроны текут от базовых пластин к электроду.
- Полярность переменного тока — если источник питания обеспечивает переменный ток, то указанные выше два случая будут происходить друг за другом в каждом цикле. В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
 В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.При использовании источника питания постоянного тока (DC), когда электрод соединен с положительной клеммой, а базовые пластины — с отрицательной клеммой, это называется положительным электродом постоянного тока (DCEP) или обратной полярностью постоянного тока (DCRP). Таким образом, электроны освобождаются от базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток лавины электронов в небольшом проходе производит дугу (источник тепла).
Электроны, испускаемые базовыми пластинами (отрицательная полярность), ускоряются из-за наличия разности потенциалов и могут ударяться об электрод (положительная полярность) с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую энергию, что в конечном итоге приводит к сильному выделению тепла вблизи кончика электрода. По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
При ударе кинетическая энергия электронов преобразуется в тепловую энергию, что в конечном итоге приводит к сильному выделению тепла вблизи кончика электрода. По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
- Подробнее: Постоянный ток обратной полярности (DCRP) при дуговой сварке.
- Лучшее очищающее действие дуги, что снижает вероятность дефектов включения.
- Высокая скорость наплавки расходуемого электрода для более быстрой сварки.
- Лучшая производительность при сварке тонких листов. Снижает уровень деформации, остаточное напряжение, полную резку и т. д.
- Подходит для соединения металлов с низкой температурой плавления, таких как медь и алюминий.
- Меньший срок службы неплавящихся электродов.
- Более высокий уровень усиления, если скорость не отрегулирована должным образом.
- Недостаточное плавление и неполное проплавление.
- Не может правильно сплавить толстые пластины или металлы с высокой температурой плавления.
В отличие от DCEP, когда электрод соединен с отрицательной клеммой, а опорные пластины — с положительной клеммой, это называется отрицательным электродом постоянного тока (DCEN) или прямой полярностью постоянного тока (DCSP). Таким образом, электроны текут от электрода к опорным пластинам. Следовательно, на опорной пластине выделяется больше тепла, чем на электроде, поэтому скорость осаждения металла снижается. Также устраняют различные дефекты, вызванные непроваром основного металла. Но DCEN не обладает очищающим действием, поэтому могут возникнуть дефекты включения, если опорные плиты не будут должным образом очищены перед сваркой. Плюсы и минусы полярности DCEN обсуждаются ниже.
Следовательно, на опорной пластине выделяется больше тепла, чем на электроде, поэтому скорость осаждения металла снижается. Также устраняют различные дефекты, вызванные непроваром основного металла. Но DCEN не обладает очищающим действием, поэтому могут возникнуть дефекты включения, если опорные плиты не будут должным образом очищены перед сваркой. Плюсы и минусы полярности DCEN обсуждаются ниже.
- Подробнее: Постоянный ток прямой полярности (DCSP) при дуговой сварке.
- Подробнее: Разница между DCEN и DCEP при дуговой сварке.
- Может быть достигнуто достаточное плавление основных металлов и, следовательно, надлежащий провар.
- Меньшая вероятность включения вольфрама (при сварке ВИГ), а также низкое армирование.
- Лучший выбор для сварки металлов с высокой температурой плавления, таких как титан, нержавеющая сталь и т. д.
- Толстые листы также можно правильно соединить.
- Нет действия по очистке дуги, поэтому есть вероятность включения дефектов.
- Высокий уровень искажений.
- Образование высокого остаточного напряжения на сварных деталях.
- Более широкая зона термического влияния (ЗТВ).
- Более низкая производительность из-за более низкой скорости наплавки.
- Не подходит для сварки тонких листов.
Полярность переменного тока дает преимущества как DCEN, так и DCEP; однако лишь в некоторой степени. С источником переменного тока в половине цикла электрод становится отрицательным, а в следующей половине цикла электрод становится положительным. Этот цикл повторяется 50 или 60 раз в секунду в зависимости от частоты питания (50 Гц или 60 Гц). Некоторые источники питания также предусматривают возможность изменения этой частоты.
- Подробнее: Полярность переменного тока при дуговой сварке.
- Подробнее: Сравнение полярностей сварки DCEN, DCEP и AC.
- Умеренная очистка дуги.
- Совместим с большинством типов электродов (но не со всеми).
- Лучшее плавление и проплавление металла шва.
- Подходит для листов различной толщины.
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед сваркой сварщик должен выбрать соответствующую полярность в зависимости от требований, типа наполнителя, типа электрода и основного материала. В следующем списке показаны параметры, на которые обычно влияет полярность сварки. Подробнее читайте: Как полярность влияет на качество дуговой сварки?
- Нанесение наполнителя — При использовании расходуемого электрода полярность DCEP увеличивает скорость осаждения металла. Читайте: Какая полярность дает максимальную скорость наплавки при дуговой сварке и почему?
- Проплавление сварного шва —Полярность DCEN увеличивает проплавление сварного шва. Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему?
- Очистка опорной плиты — DCEP помогает очищать опорные плиты во время сварки, что снижает вероятность включения дефектов. Читайте: Какая полярность обеспечивает лучшую очистку от окислов при дуговой сварке и почему?
- Армирование — DCEP вызывает шаровидный перенос металла, поэтому увеличивается ширина валика сварного шва.
- ЗТВ —Полярность DCEN быстро нагревает опорные плиты и если скорость не регулируется, то ЗТВ становится шире.
- Внешний вид сварного шва —AC, сильно зависит от многих других факторов.
 Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему?
Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему?Следует отметить, что при выборе полярности сварки необходимо учитывать большое количество факторов; однако ниже обсуждаются лишь несколько основных факторов. Необходимо соблюдать надлежащую осторожность при выборе полярности для конкретного приложения.
- Если основным металлом является алюминий или магний, лучше использовать DCEP, поскольку он может разрушить оксидный слой (оксид алюминия — Al 2 O 3 ), присутствующий на поверхности пластины.
