
Холодная сварка для алюминия – применяем правильно
- Холодная сварка деталей из алюминия при помощи специального клея
- Сварка деформацией – особенности технологии
- Стыковой метод
- Точечная технология
- Шовный способ
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение.
Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.
Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий.
Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.

Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
 Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний.
Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний.Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.

При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Холодная сварка для металла — разновидности, помощь в выборе
Во время строительства и ремонта возникают ситуации, когда нельзя проводить соединение металлических конструкций и деталей сварным швом при высоких температурах. Альтернативным вариантом для получения надежного крепления является холодная сварка. В чем причины популярности метода, поможет понять подробное знакомство с особенностями используемых материалов и технологией проведения работ.
Альтернативным вариантом для получения надежного крепления является холодная сварка. В чем причины популярности метода, поможет понять подробное знакомство с особенностями используемых материалов и технологией проведения работ.
Содержание
- 1 Что представляет сварочный состав, характеристики и виды
- 1.1 Состав клеящих композитов
- 1.2 Разновидности холодной сварки для металла
- 2 Особенности холодной сварки для алюминия
- 3 Термостойкая холодная сварка для металла
- 4 Как выбрать холодную сварку для металла
- 5 Лучшая холодная сварка для металла
- 6 Инструкция проведения холодной сварки для металла
- 7 Секрет популярности холодного сваривания
- 8 Заключение
Что представляет сварочный состав, характеристики и виды
Основой для сцепления металлических частей друг с другом служит специальный клей. Он представляет собой пластичную массу, глубоко проникающую внутрь металла. Под влиянием составляющих компонентов разрушается оксидная пленка и образуется прочная кристаллическая решетка. Процесс склеивания схож со сваркой давлением. Технология применяется для соединения цветных, черных и нержавеющих металлов.
Процесс склеивания схож со сваркой давлением. Технология применяется для соединения цветных, черных и нержавеющих металлов.
Состав клеящих композитов
Ингредиенты холодной сварки влияют на прочность шва, время застывания, параметры температурного режима, которые он выдерживает. От состава смеси зависит область ее применения. Основу клея различных производителей составляют:
- Эпоксидная смола. Компонент, обеспечивающий однородность структуры, сцепление частиц состава, и его пластичность.
- Отвердители. Вещества, ускоряющие полимеризацию и затвердевание клея.
- Наполнители. Металлические или минеральные порошки, повышающие прочность шва, устойчивость к воздействиям, температуру выдержки.
- Пластификаторы. Ингредиенты, придающие пластичность и увеличивающие сопротивляемость к ударам и механическим воздействиям.
Работу с каждым отдельным видом клея необходимо проводить в соответствии с технологической инструкцией. Эксплуатация обработанных объектов должна осуществляться с соблюдением условий, рекомендованных производителем.
Эксплуатация обработанных объектов должна осуществляться с соблюдением условий, рекомендованных производителем.
Разновидности холодной сварки для металла
По консистенции клей для сваривания бывает жидкий и твердый. В первом случае продукт представляет собой два компонента, которые смешиваются друг с другом перед применением. Твердая клеевая масса продается в виде однородной или двухслойной пасты. Оба состава после высыхания образуют прочное крепление.
В зависимости от сферы применения холодная сварка бывает четырех видов:
- Универсальная. Клей, в состав которого входят полимеры. Материал подходит для сцепления металлических, пластиковых, резиновых поверхностей.
- Автомобильная. Композит, предназначенный для заделки щелей и ликвидации незначительных повреждений на металлических частях автотранспорта.
- Высокотемпературная. Сварка, отличающаяся повышенной вязкостью и стойкостью к воздействию высоких температур. Сварной шов после застывания выдерживает t от -60°C до +1500°C.
- Водостойкая. Данный вид клея имеет двухкомпонентный состав, не теряющий прочности при постоянном нахождении в воде. Это идеальный материал для ремонта коммуникационных сетей.
 Сварной шов после застывания выдерживает t от -60°C до +1500°C.
Сварной шов после застывания выдерживает t от -60°C до +1500°C.Готовая масса для склеивания быстро становится непригодной к применению. Поэтому нецелесообразно перед началом работ делать заготовки в большом объеме.
По назначению и месту нанесения композит бывает:
- Точечный. Используется для устранения небольших зазоров, сваривания мелких деталей с крупными объектами.
- Шовный. Для ремонта герметичных тонкостенных емкостей и сосудов.
- Тавровый. Применяется для фиксации шпилек, обмоток трансформатора, шинопроводов.
- Стыковой. Используется для сварки проводки, замыкания концов, образования колец.
- Сварка сдвигом. Подходит для ремонта водопроводов и труб системы отопления.
От состава клея зависит способность сварного шва выдерживать определенный диапазон температур. Эти величины указываются на упаковке продукта. Соблюдение допустимых минимальных и максимальных параметров гарантирует прочность и надежность крепления.
Эти величины указываются на упаковке продукта. Соблюдение допустимых минимальных и максимальных параметров гарантирует прочность и надежность крепления.
Особенности холодной сварки для алюминия
Соединение заготовок из этого металла с помощью гаек и болтов не всегда образует прочное крепление. В тех случаях, когда нет возможности использовать электродуговую сварку, алюминиевые заготовки скрепляются специальными клеевыми составами. С их помощью быстро и качественно образуется надежный сварочный шов.
Данный способ позволяет без подготовки быстро и качественно получить неразъемное соединение. Ее применение актуально для устранения аварийных ситуаций и поломок.
Клей для алюминия выпускается в виде мастики или густой жидкости. В его состав входят:
- эпоксидная клеевая основа;
- стиральный порошок, упрочняющий соединение;
- специальные присадки, повышающие устойчивость к высоким температурам и агрессивным средам.
Компоненты, содержащиеся в мастике, придают застывшему покрытию повышенную прочность.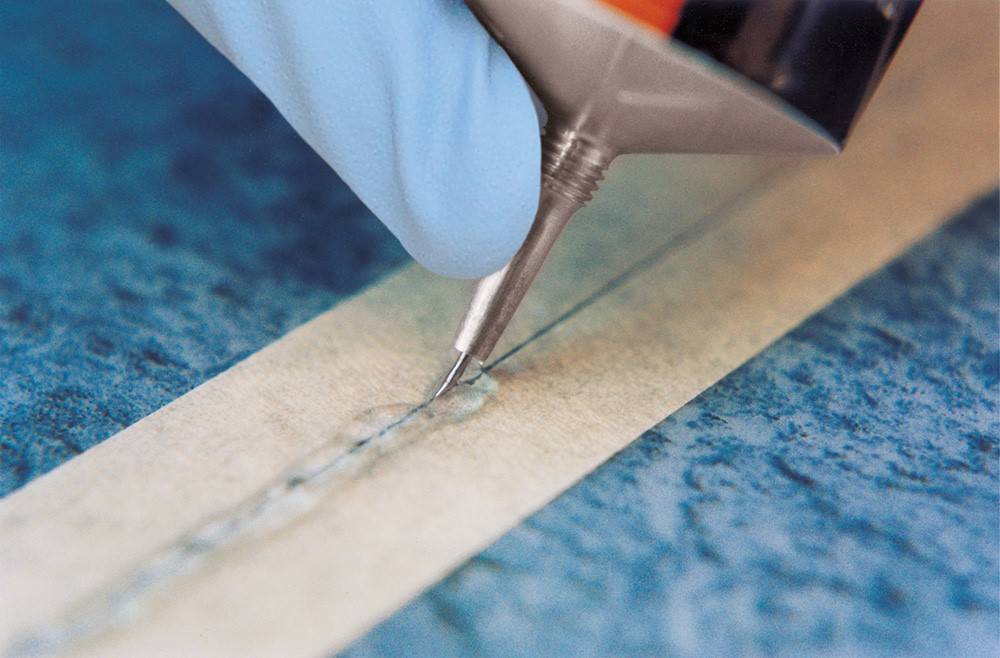 Сварной шов превосходит по прочности сам металл.
Сварной шов превосходит по прочности сам металл.
После завершения работы необходимо тщательно очистить инструмент и место сварки алюминиевых поверхностей от лишнего клея. Избавиться от излишков и наплывов материала после засыхания очень сложно.
Термостойкая холодная сварка для металла
Высокотемпературные клеевые составы широко используются в промышленной сфере и для ремонта в быту. Главное отличие термостойкого клея – способность образовывать шов, выдерживающий температуру свыше 1000°C. Компоненты, входящие в смесь, улучшают эксплуатационные характеристики материала. Под воздействием экстремально высоких температур, прочность сварного соединения увеличивается.
Композит поступает в продажу в готовом виде. Перед его применением не требуется специальной подготовки и перемешивания. Затвердевшая поверхность не поддается коррозии и воздействию агрессивных сред. Места склеивания легко шлифуются песком.
При выборе клеевого состава, необходимо учитывать температуру плавления самого металла. Не имеет смысла покупать клей с термостойкостью, превышающей этот показатель у обрабатываемых деталей.
Не имеет смысла покупать клей с термостойкостью, превышающей этот показатель у обрабатываемых деталей.
Как выбрать холодную сварку для металла
Грамотный подход к подбору композиционного материала – залог получения надежного сварного шва. Перед покупкой посмотрите следующие характеристики:
- тип свариваемых поверхностей;
- минимальные и максимальные границы температур, подходящих для эксплуатации;
- срок годности;
- время, необходимое для проведения работы;
- период полного застывания композита.
Клей поступает в продажу в упаковке различного размера и объема. Расход материала рассчитывается исходя из минимально допустимой плотности нанесения состава.
Лучшая холодная сварка для металла
Различные марки клея имеют в своем составе одинаковую основу. Главным отличием являются модификаторы и пластификаторы, которые используются производителями. Отечественные композиты заслуживают внимания не меньше чем зарубежные материалы. Популярность у потребителей завоевали следующие марки:
Популярность у потребителей завоевали следующие марки:
- «Контакт». Двухкомпонентная холодная сварка из полиэпоксидной смолы и отвердителя. С ее помощью восстанавливают форму обрабатываемого объекта, устраняют полости и герметизируют соединения. Клей-пластилин отличается стойкостью к воздействию воды, растворителей и нефтепродуктов. Материал поступает в продажу в готовом к использованию виде. Кроме металлов и сплавов склеивает: стекло, дерево, фарфор, камень, бетон, жесткий ПВХ, мягкие пластики. Сварной шов выдерживает эксплуатацию при t от-30°C до +160°C.
- Hi-Gear или «Быстрая сталь». Продукт производства США состоит из двух компонентов, в состав которых входит металлический порошок. Затвердевшая поверхность композита устойчива к температурам до +260°C и воздействию агрессивной среды.
- «Металлопластилин алюмополимерный». Клей повышенной вязкости содержит мелкодисперсную алюминиевую пыль. Материал отличается высоким сцеплением с цветными металлами, стойкостью к воздействию воды, антифриза и бензина. Его используют для сварки высоколегированных нержавеющих сталей, алюминия, латуни и меди.
- «Эпокси-титан». Особо прочный композит с регулируемой эластичностью. Он применяется для соединения: металла, керамики, гранита, пластмассы, дерева. С его помощью надежно заделываются трещины, отверстия в трубопроводах, радиаторах, крепежных элементах. Предел прочности застывшего шва при сдвиге составляет более 30 МПа. Это позволяет проводить сварку объектов, подверженных вибрации, деформации на изгиб и ударным нагрузкам.
 Его используют для сварки высоколегированных нержавеющих сталей, алюминия, латуни и меди.
Его используют для сварки высоколегированных нержавеющих сталей, алюминия, латуни и меди.Инструкция проведения холодной сварки для металла
Производители клея обязаны прилагать к своему продукту руководство по применению. Перед началом работ необходимо ознакомиться с рекомендациями, указанными в нем. Общая схема проведения сварки любых марок состоит из следующих этапов:
- Место склеивания зачищается наждачной бумагой.
- Металлические поверхности обезжириваются спиртом или ацетоном.
- Композит подготавливается к работе. Если клей двухкомпонентный и находится в разных тюбиках, их содержимое смешивается в отдельной посуде.
- Клеевая масса наносится на место сварки и плотно прижимается.
- Затвердевшая поверхность шлифуется.
 Если клей двухкомпонентный и находится в разных тюбиках, их содержимое смешивается в отдельной посуде.
Если клей двухкомпонентный и находится в разных тюбиках, их содержимое смешивается в отдельной посуде.Нанесение композита рекомендуется проводить поэтапно, несколькими слоями. Это способствует повышению прочности соединения.
Секрет популярности холодного сваривания
Это универсальное средство для ремонтных работ в быту и промышленной сфере. Преимущества применения специального клея:
- простота в использовании;
- стойкость полученного соединения к коррозии и воздействию агрессивных сред;
- соответствие нормам экологической безопасности;
- экономия затрат на газ и электроэнергию;
- затвердевание поверхности в течение 3 часов;
- отсутствие отходов после завершения работ;
- податливость обработке песком.
Для того чтобы проводить холодную сварку, не требуется дополнительное оборудование и профессиональная подготовка.
Заключение
Применение холодной сварки не способно полностью заменить традиционные способы. Благодаря неоспоримым достоинствам композитных материалов, они подходят для восстановления и ремонта металлических конструкций и элементов.
Используемая литература и источники:
- Статья на Википедии
- Сварка металлов. Термины и определения основных понятий. — М.: ИПК Издательство стандартов, 1984.
- Гладков Э. А., Бродягин В. Н., Перковский Р. А. . Автоматизация сварочных процессов. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2014.
- Howard B Cary; Scott C. Helzer Modern Welding Technology. Upper Saddle River, New Jersey: Pearson Education. (2005).
Холодная сварка: соединение металлов без нагрева
Холодная сварка — один из лучших способов сварки цветных металлов.
Veritasium/YouTube
Когда вы думаете о процедуре сварки, самое первое, что приходит на ум, это, вероятно, использование тепла. Такие методы, как дуговая сварка, сварка трением, ультразвуковая сварка и лазерная сварка, так или иначе связаны с нагревом. Фактически, тепло считается синонимом сварки и в приведенных выше примерах имеет решающее значение для соединения двух металлов вместе.
Фактически, тепло считается синонимом сварки и в приведенных выше примерах имеет решающее значение для соединения двух металлов вместе.
Однако это не единственный способ. Вы можете, хотите верьте, хотите нет, на самом деле сплавлять металлы вместе в процессе, называемом холодной сваркой.
Широко используется в авиации и электротехнике и считается одним из лучших способов соединения металлов (и других материалов) друг с другом.
Это может показаться невозможным, но на самом деле это один из самых популярных методов сварки. Давайте узнаем немного больше об этом.
Тепловая сварка эффективно делает детали достаточно пластичными, чтобы могла происходить диффузия атомов либо между двумя деталями, либо с другой средой посередине. Хотя это традиционно делается путем применения тепла, существуют и другие способы уговорить атомы диффундировать.
Холодная сварка является одним из предпочтительных методов в авиационной промышленности. Источник: US Gov. Military Air Force/Wikimedia Commons Холодная сварка (также известная как холодная сварка давлением и контактная сварка) использует давление в условиях вакуума вместо тепла для соединения двух материалов посредством процесса, называемого твердотельной диффузией.
Его также можно использовать для склеивания других материалов, таких как пластмассы.
Тем не менее, возникает вопрос: «Прочна ли холодная сварка?» Как оказалось да.
Полученная связь обычно такая же прочная, как и у исходных материалов после завершения процесса.
Во время процесса металл не расплавляется, и материалы обычно не нагреваются до заметной степени. Однако этот процесс зависит от необходимости сначала удалить любые оксидные слои с рассматриваемых металлов.
В основном это связано с тем, что металлы обычно содержат поверхностный оксидный слой, который действует как тонкий барьер на поверхности материалов, предотвращая диффузию атомов металла между металлическими частями.
Большинство металлов при нормальных условиях имеют некоторый тип оксидного слоя на открытых поверхностях, даже если он не виден невооруженным глазом. Они также могут собирать слои других загрязняющих веществ, таких как жир, пыль и т. д.
Холодная сварка решает эту проблему путем подготовки металлов перед сваркой. Процесс подготовки включает очистку или чистку металлов щеткой до такой степени, что верхний оксидный или барьерный слой удаляется.
Процесс подготовки включает очистку или чистку металлов щеткой до такой степени, что верхний оксидный или барьерный слой удаляется.
Самый популярный
Металлы должны быть максимально очищены от жировых и оксидных слоев при холодной сварке. Источник: Андрезадник/ВикискладЭто обычно включает сочетание химических и механических методов. Обезжиривание, проволочная щетка. и другие методы используются для обеспечения того, чтобы любые металлические поверхности были максимально свободны от оксидного слоя.
Как упоминалось ранее, любые металлы, которые будут подвергаться холодной сварке, должны быть предварительно очищены от оксидных слоев.
После достижения желаемой чистоты поверхности оба материала механически прижимаются друг к другу с применением необходимого усилия. Это усилие зависит от самого материала, так как некоторые материалы можно сваривать только при высоком давлении.
Но есть и другие требования.
Одним из условий, необходимых для холодной сварки, является то, что по крайней мере один из материалов должен быть пластичным и не подвергаться сильной закалке. Это, очевидно, сужает список материалов, которые могут быть кандидатами на холодную сварку.
Это, очевидно, сужает список материалов, которые могут быть кандидатами на холодную сварку.
Мягкие металлы, такие как алюминий или медь, лучше всего подходят для холодной сварки.
Холодная сварка может использоваться для соединения разнородных металлов, таких как медь и алюминий. Источник: mtiweldingНаиболее распространенные соединения, которые возможны при холодной сварке:
- Стыковое соединение
- Соединение внахлестку
В стыковом соединении удаление барьерного слоя металла требуется не часто, так как пластическая деформация, возникающая в процессе соединения, автоматически разрушает барьер. Этот тип соединения чаще всего применяется к металлам, таким как алюминиевые или медные провода, диаметром от 0,02 дюйма (0,5 мм) до 0,4 дюйма (10 мм).
Стыки внахлестку, напротив, требуют специальной обработки, поскольку в противном случае материалы не будут прилипать друг к другу. Соединения внахлест чаще используются при сварке листов вместе или листов к стержням.
Холодная сварка также широко используется с проволокой, включая алюминий, медь, цинк, латунь 70/30, никель, серебро, серебряные сплавы и золото.
Впервые холодная сварка была официально признана еще в 1940-х годах, но есть некоторые свидетельства того, что она может иметь еще более раннее происхождение.
В 1724 году, например, преподобный Дж. И. Дезагюлье успешно соединил два металла методом холодной сварки. Он показал, что если сжать и скрутить вместе два свинцовых шарика одинакового диаметра, они прилипнут друг к другу. Суставы были несколько неустойчивыми, но оказались такими же прочными, как и у родительских свинцовых шаров.
Какой бы полезной ни была холодная сварка, она далеко не без ограничений — как и любая другая форма сварки.
Холодная сварка имеет некоторые преимущества перед другими видами сварки. Источник: Силы обороны Новой Зеландии/Flickr Очень сложно добиться идеального холодного сварного шва. Это связано с несколькими причинами, включая оксидные слои, которые образуются поверх металла в атмосферных условиях, неровности поверхности, загрязнение поверхности и многое другое. Достичь идеальных условий может быть сложно и дорого, особенно для крупномасштабных сварочных проектов.
Достичь идеальных условий может быть сложно и дорого, особенно для крупномасштабных сварочных проектов.
Оптимальные холодные сварные швы получаются только тогда, когда две сжимаемые поверхности чистые и не содержат каких-либо загрязнений. Это требует дополнительных подготовительных шагов и может занять некоторое время.
Кроме того, чем ровнее и ровнее будет поверхность, тем легче и равномернее будет сварка. Идеально ровная и гладкая поверхность не всегда возможна, особенно на микро- и наноуровне.
Другим ограничением являются типы металлов, которые можно сваривать холодной сваркой. По крайней мере, один из них должен быть пластичным, а мягкие цветные металлы — единственные реальные кандидаты, подходящие для холодной сварки. Медь и алюминий являются двумя наиболее часто свариваемыми металлами.
Металлы, содержащие углерод, обычно не подлежат холодной сварке.
Наиболее примечательным преимуществом холодной сварки является то, что получаемые сварные швы имеют такую же или очень близкую прочность соединения основного материала. Этот подвиг очень трудно воссоздать в других формах металлообработки без полной плавки и повторной отливки.
Этот подвиг очень трудно воссоздать в других формах металлообработки без полной плавки и повторной отливки.
Холодная обработка также может использоваться для сварки алюминиевых сплавов серий 2xxx и 7xxx, которые нельзя сваривать плавлением из-за их склонности к горячему растрескиванию и которые очень трудно соединить с другими формами сварки.
Пример ручного аппарата для холодной сварки. Источник: PWM Cold Pressure Welding Machines/YouTube. В промышленности холодная сварка известна своей способностью сваривать алюминий и медь, которые также часто трудно сваривать другими методами сварки. Однако связь между двумя материалами при холодной сварке очень прочная.
Холодная сварка обеспечивает чистые и прочные швы без образования хрупких интерметаллидов.
Холодная сварка в основном применяется в сварочной проволоке. Поскольку нет нагрева и процесс может быть выполнен быстро, холодная сварка может обеспечить идеальное сваривание проволоки, в основном с алюминием, медью, латунью 70/30, цинком, серебром и серебряными сплавами, никелем и золотом.
Существуют даже ручные инструменты, которые можно использовать для холодной сварки проволоки, что делает их очень портативными и простыми в использовании — конечно, после того, как металлические поверхности будут достаточно очищены.
Холодная сварка также используется в тех случаях, когда необходимо соединить разнородные металлы, например, между медью и алюминием.
Холодная сварка обеспечивает один из самых прочных сварных швов для создания соединений, подобных основному металлу. Не требует тепловой энергии и специальных инструментов. Среди самых популярных методов сварки холодная сварка показывает, что нагрев не нужен, если вы соединяете определенные типы материалов.
For You
культура
Morningstar построила метавселенную, когда Марку Цукербергу было два года. Он не видит никакой разницы в своей версии и той, которую сейчас строит Мета.
Амейя Палеха | 03.08.2022
инновацииБританский ракетный стартап ставит перед собой задачу сделать запуски спутников
Крис Янг| 25. 10.2022
10.2022
инновацииКосмический цемент уже здесь: как его можно использовать для строительства домов на Марсе и Луне
Дина Тереза| 9/16/2022
More Stories
инновации
Китай заявляет, что «первый в мире» керосиновый двигатель может развивать реактивные самолеты в девять раз быстрее звука
Баба Тамим| 20.11.2022
наука
Взгляд в небо! Астрогеолог объясняет, почему космические камни так важны
Дина Тереза| 06.08.2022
культура
Что означает «хардкорный» стиль управления Илона Маска для Twitter
Разговор| 27.11.2022
JB Сварочная направляющая для холодного ремонта алюминия, пластика, чугуна
Что такое JB Weld?
JB сварка метод холодной сварки. JB Weld представляет собой двухкомпонентную эпоксидную соединительную систему, изготовленную из синтетических смол. Это одна из лучших альтернатив традиционным процессам сварки плавлением, которые могут повредить свойства материала и закончиться из-за тепла сварки. С другой стороны, являясь методом холодной сварки, сварка JB полностью безопасна для материалов без ущерба для прочности.
Это одна из лучших альтернатив традиционным процессам сварки плавлением, которые могут повредить свойства материала и закончиться из-за тепла сварки. С другой стороны, являясь методом холодной сварки, сварка JB полностью безопасна для материалов без ущерба для прочности.
Сварка JB лучше всего подходит для самостоятельных работ дома, в школе или офисе, аварийного ремонта холодной сваркой труб, автомобильных запчастей, садового оборудования или предметов домашнего обихода. Его можно использовать для соединения множества типов материалов. Его можно использовать при температуре окружающей среды или при повышенных температурах.
| Image | Product | Details | Get Best Price | ||
|---|---|---|---|---|---|
| JB Weld Original Cold Weld | Setting time: 4- 6 Hours Curing time : 15-24 часа Цвет после отверждения: Темно-серый Прочность: 5020 фунтов/кв.  дюйм дюйм | Проверить цену0157| Setting time: 6 minutes | Curing time: 4- 6 Hours Color after curing: Dark Gray Strength: 3127 PSI Check Price | | |
| JB Weld EXTREMEHEAT Paste | Время отверждения: 1 час Время отверждения: 24 часа Цвет после отверждения: Темно-серый Температурный предел: До2°F Проверить цену | |
Сварной шов JB для высоких и повышенных температур
Сварочный клей JB для высоких температур можно использовать при температуре до 450ºF для непрерывной высокой температуры и до 500ºF для условий прерывистого нагрева. JB Weld ExtremeHeat подходит для температур до 1000°F. JB Weld Extremeheat можно использовать для соединения чугуна, меди, алюминия, стали или любых других жаропрочных сплавов.
JB Weld ExtremeHeat подходит для температур до 1000°F. JB Weld Extremeheat можно использовать для соединения чугуна, меди, алюминия, стали или любых других жаропрочных сплавов.
Проверить последнюю цену на сварку JB ExtremeHeat на Amazon
Сварной шов JB Extremeheat имеет прочность 800 фунтов на квадратный дюйм при температуре окружающей среды и 600 фунтов на квадратный дюйм при высокой температуре до 400°F. Он очень хорош для выхлопных труб, коллекторов и автомобильных деталей, таких как блоки цилиндров или глушители.
Работает ли сварка JB на алюминии или стали?
Да, сварка JB может использоваться для выполнения холодной сварки/соединения алюминия с алюминием, алюминия со сталью или любого другого металла без каких-либо проблем. Следуйте рекомендациям производителя для достижения наилучших результатов.
Вы можете выбрать лучшие типы сварки JB, как описано в этом посте, исходя из ваших реальных рабочих требований.
Сварка JB для алюминия Сварка
Чтобы соединить алюминий, подготовьте поверхность, удалив любые присутствующие на поверхности загрязнения, такие как масло, жир, краска, пыль или любое покрытие. Используйте грубую наждачную бумагу или напильник, чтобы сделать поверхность шероховатой. Шероховатая поверхность увеличит площадь контакта на микроскопическом уровне, что обеспечит максимальную прочность соединения.
Используйте грубую наждачную бумагу или напильник, чтобы сделать поверхность шероховатой. Шероховатая поверхность увеличит площадь контакта на микроскопическом уровне, что обеспечит максимальную прочность соединения.
Проверить последнюю цену на оригинал JB Weld на Amazon
Для оригинала JB Weld: Смешайте обе эпоксидные смолы в равном количестве и тщательно перемешайте, чтобы обеспечить полное смешивание обеих паст. Используйте металлическую или деревянную палочку, чтобы нанести равномерный слой/слои смешанного сварного шва JB на ремонтируемую поверхность. Нанесите как плоскую поверхность, так и экструдированную форму по мере необходимости. Дайте достаточному отверждению в течение 24 часов для максимальной прочности. Вы можете заметить это по темно-серому цвету.
Вы также можете использовать JB Quik Weld Professionala l для быстрого отверждения, но он имеет низкую прочность по сравнению с
Проверьте последнюю цену на JB Quik Weld на Amazon
90 Что JB сварки лучше всего и как выбрать тип сварки JB?Прежде чем сделать окончательный выбор лучшего сварного шва JB, задайте себе следующие вопросы:
- Какой тип прочности вам требуется?
- Какое максимальное время отверждения вы ищете?
- Какое максимальное время схватывания?
- Какова рабочая температура соединяемой детали?
Основываясь на этих ответах, вы можете выбрать тип сварки JB с указанными ниже характеристиками. Ознакомьтесь с ними и найдите то, что вам подходит.
Ознакомьтесь с ними и найдите то, что вам подходит.
Какой тип JB Weld лучше всего подходит для ремонтных соединений алюминия?
Продукты JBweld доступны в различных типах с разным временем отверждения, прочностью и температурой применения. Для холодной сварки алюминия, JB QuikWeld — очень хороший вариант, обеспечивающий прочность 3127 фунтов на квадратный дюйм с быстрым временем отверждения 4–6 часов. Время схватывания JB Quikweld составляет всего 6 минут.
JB Оригинальный сварной шов также обеспечивает высокую прочность 5020 PIS, но время схватывания составляет 4-6 часов, а время отверждения составляет 15-24 часа. Таким образом, по мере увеличения требований к прочности увеличивается и время отверждения.
Другим вариантом ремонта алюминия, который требует высокой прочности и высоких температур, является сварка JB ExtremeHeat, которая подходит для температур до 1000°F.
Насколько прочен сварной шов JB для ремонта алюминия и стали при холодной сварке?
Различные типы эпоксидной смолы для сварки JB доступны с различными уровнями прочности от 3000 PSI до 5000 PSI. В то время как прочность алюминия составляет 45000 фунтов на квадратный дюйм в случае алюминия марки 6061-T6 (наиболее часто используемого).
В то время как прочность алюминия составляет 45000 фунтов на квадратный дюйм в случае алюминия марки 6061-T6 (наиболее часто используемого).
Основная цель использования JB сварки заключается в соединении алюминия для ремонта любой трещины или утечки или соединения с каким-либо другим материалом. Прочность сварного шва JB более чем достаточна в большинстве этих случаев. Он успешно используется для соединения алюминиевых деталей в автомобилях, дома и в домашних условиях.
как удалить сварной шов JB?
Сварной шов JB представляет собой сплошной ремонт холодной сваркой, устойчивый к воде, химическим веществам и кислотам. После отверждения эпоксидной смолы JB единственным способом ее удаления является шлифовка, механическая обработка или нагревание. После полного отверждения он достигает максимальной прочности и его очень трудно удалить.
как долго прослужит сварка JB?
Сварка JB — это постоянный тип ремонта холодной сваркой. После полного отверждения вы можете рассчитывать на полный срок службы 25 лет, заявленный производителем. Срок службы также зависит от условий эксплуатации. Сварка JB, если она используется в неблагоприятных условиях, таких как высокая температура выше расчетной, истирание, высокая влажность и т. д., сократит срок службы сварного соединения JB.
Срок службы также зависит от условий эксплуатации. Сварка JB, если она используется в неблагоприятных условиях, таких как высокая температура выше расчетной, истирание, высокая влажность и т. д., сократит срок службы сварного соединения JB.
Наилучший срок службы шва JB достигается при использовании в пределах проектных параметров с использованием правильной техники нанесения, хорошо подготовленной поверхности, полного отверждения перед нанесением и соблюдения рекомендаций производителя.
Удаляет ли ацетон шов jb?
Сварные швы JB становятся устойчивыми к воде, бензину или химикатам/кислотам после полного отверждения (после закалки). Так вот, после отверждения (после затвердевания) его нельзя удалить ни ацетоном, ни какой-либо кислотной обработкой, к сожалению.
Еще один вариант — применение тепла. Но не забудьте проверить тип используемого сварного шва JB. Оригинал JB Weld, тип Qwikweld и другие типы можно удалить, нагревая до температуры выше 600°F. Для удаления JB Weld EXTREME HEAT требуется температура выше 1000°F.
Удаление сварного шва JB перед отверждением может быть выполнено с помощью ацетона или стружкой.
Как ускорить отверждение сварного шва JB после нанесения на работу?
Не рекомендуется изменять время отверждения сварного шва JB, так как он не достигнет полной прочности. Сокращение или ускорение времени отверждения приведет к ухудшению свойств холодного сварного шва, что повлияет на срок службы ремонта сварного шва JB.
К каким материалам сварка JB не прилипает?
JB Weld не прилипает к скользким поверхностям и таким материалам, как свинец, полированные металлы или материалы. Перед нанесением JB Weld необходимо очистить и подготовить шероховатую поверхность.
Работает ли сварка jb на пластике?
Да, сварка JB хорошо работает с пластиковыми и керамическими предметами. Эпоксидную смолу JB можно использовать для соединения пластика, пластика с металлом или другими материалами. Подождите достаточное и необходимое время схватывания и отверждения для максимальной прочности.