руппа В56
О’ОІДДА ССР
П
гост
19086—80
ЛАСТИНЫ СМЕННЫЕ МНОГОГРАННЫЕ
ТВЕРДОСПЛАВНЫЕ
Технические условия
Throw-away (indexable) carbide inserts.
Specifications
ОКП 19 6000
Дата введения 01.01.82
Настоящий стандарт распространяется на режущие, опорные пластины и стружколомы.
Требования стандарта в части разд. 1, 2, 4, 5 являются обязательными.
(Измененная редакция, Изм. № 1, 2, 6).
КОНСТРУКЦИЯ И РАЗМЕРЫ
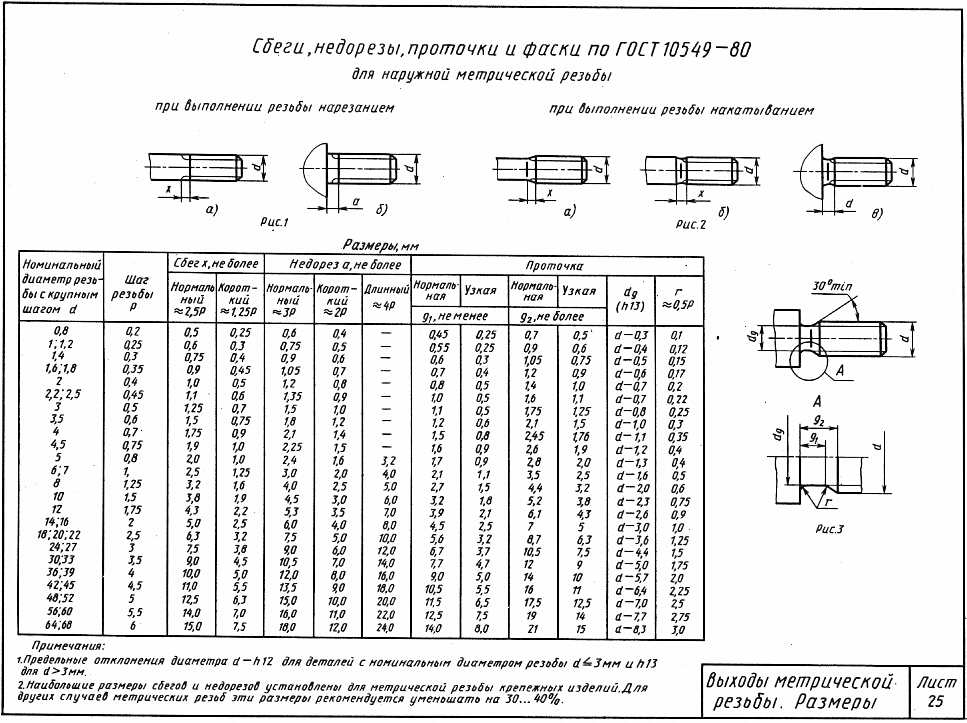
Конструкция и размеры пластин — по ГОСТ 19042-80 — ГОСТ 19053-80; ГОСТ 19056—80; ГОСТ 19057—80; ГОСТ 19059—80; ГОСТ 19061-80 — ГОСТ 19065-80; ГОСТ 19067-80 — ГОСТ 19081-80; ГОСТ 19083-80 — ГОСТ 19086-80; ГОСТ 24247-80 — ГОСТ 24257-80; ГОСТ 25403—82, ГОСТ 25418—82.


(Измененная редакция, Изм. № 6).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Материал пластин:
режущих — твердый сплав марок ВК6, ВК6-ОМ, ВК8, ВКЮ-ХОМ, ТТ20К9, ТТ7К12, ТТ8К6, ТТ10К8Б, Т5К10, Т14К8, Т15К6 и Т30К4 по ГОСТ 3882—74, безвольфрамовый твердый сплав марок КНТ16* и ТН20 и твердый сплав соответствующих марок с износостойким покрытием по технической документации, утвержденной в установленном порядке.
опорных — твердый сплав марки ВК15 по
* Пластины из безвольфрамового твердого сплава марки КНТ16 изготовля- ют только класса допуска U.
Издание официальное
★стружколомов — твердый сплав марки ВК8 по ГОСТ 3882—74.
Микроструктура, макроструктура и режущие свойства — по ГОСТ 4872—75 или по нормативно-технической документации.
(Измененная редакция, Изм. № 1, 6).
Режущие пластины должны изготовляться классов допусков по ГОСТ 19042—80 в зависимости от вида пластин.
Класс допуска указывается в стандартах на конструкцию и размеры пластин.
 Класс допуска указывается в стандартах на конструкцию и размеры пластин.
Класс допуска указывается в стандартах на конструкцию и размеры пластин.(Измененная редакция, Изм. № 4).
Все пластины со стружколомающими канавками и необработанными ленточками, кроме пластин из твердого сплава марки Т30К4, подвергаются виброабразивной обработке. По заказу потребителя допускается не подвергать пластины виброабразивной обработке.
Радиус округления режущих кромок должен соответствовать указанному в табл. 1.
Таблица 1
Марка сплава | Радиус округления при диаметре вписанной окружности, мм | |
до 15,875 | св. 15,875 | |
Т15К6, Т14К8, Т5К10, ТТ7К12, ТТ10К8Б, ВК8, ТТ20К9 | 0,03—0,05 | 0,05-0,08 |
ВК6, ВК6-ОМ, ВК1 О’ХОМ, ТТ8К6 | 0,02—0,03 | 0,02—0,03 |
По требованию потребителя режущие пластины изготавливаются с дополнительной обработкой режущих кромок:
с округлением режущих кромок;
с упрочняющей фаской;
с упрочняющей фаской и округлением режущих кромок.
Величина радиуса округления режущих кромок должна соответствовать указанной в табл. 2а.
Таблица 2а
Обозначение | Радиус округления г tмм |
02 03 05 08 | От 0,02 до 0,03 Св. 0,03 > 0,05 Св. 0,05 > 0,08 Св. 0,08 » 0,10 |
Таблица 26
Обозначение | Ширина фаски, мм | Обозначение | Угол |
0 | . | 0 | * |
1 | От 0,1 до 0,2 | 1 | 5° |
2 | Св. 0,2 » 0,3 | 2 | 10° |
3 | Св. 0,3 » 0,4 | 3 | 15° |
4 | Св. 0,4 > 0,5 | 4 | 20° |
5 | Св. 0,5 » 0,6 | 5 | 25° |
6 | Св. 0,6 » 0,7 | 6 | 30° |
7 | Св. 0,7 > 0,8 | 7 | 35° |
8 | Св. | 8 | 40е |

 0,8 » 0,9
0,8 » 0,92.4, 2.4.1, 2.4.2. (Измененная редакция, Изм. № 6).
Предельные отклонения линейных и угловых размеров режущих, опорных пластин и стружколомов должны соответствовать величинам, указанным в табл. 3.
Неуказанные предельные отклонения линейных размеров до 1 мм не должны быть более ±0,15 мм; свыше 1 мм ±—
Предельные отклонения формы и расположения поверхностей должны соответствовать величинам, указанным в табл. 4.
(Измененная редакция, Изм. № 4, 5).
Выкрашивания на режущих кромках пластин классифицируются в зависимости от класса допуска по величине и расположению на режущей кромке.
Зоны расположения выкрашиваний указаны на черт. 1:
Л Черт. — на радиусе или фаске при вершине; В — на режущей кромке; С — на средней части режущей кромки, равной ‘ДІ, для форм ромбических и параллелограм* мных — на половине длины режущей кромки со стороны нерабочей частиКонтролируемые параметры | ||
и | ||
Длина L, ширина В, наружный диаметр круглых пластин, диаметр вписанной окружности d, d | до 10,0 | ±0,08 |
св. 10,0 до 12,7 | ±0,13 | |
св. 12,7 до 22,25 св. 22,25 до 30,0 св. | ±0,18 | |
±0,25 | ||
±0,25 | ||
Размер т* при диаметре d | до 10,0 св. 10,0 до 12,7 св. 12,7 до 22,25 | ±0,13 |
±0,20 | ||
±0,27 | ||
2В. 22,25 до 30,0 | ±0,38 | |
■в. 30,0 | ±0,38 | |
Толщина s Радиус при вершине г*** Диаметр отверстия d | ±0,13 ±0,20** | |
±0,1 | ||
±0,13 | ||
 30,0
30,0Та блица 3
Размеры, мм
Режущие пластины классов допусков | Опорные пластины | Стружколомы | |||||||||||
М | К | G | Е | С | А | ||||||||
все формы, кроме Д | форма Д | ||||||||||||
±0,05 | ±0,05 | ±0,025 | ±0,025 | ±0,025 | ±0,025 | -0,30 | — | |
±0,08 | ±0,08 | |||||||
±0,10 | ±0,10 | |||||||
±0,13 | ±0,13 | |||||||
±0,15 | ±0,15 | |||||||
±0,08 ±0,13 ±0,15 ±0,18 ±0,20 | ±0,11 ±0,15 ±0,18 | ±0,13 | ±0,025 | ±0,025 | ±0,013 | ±0,005 | — | — |
±0,13 | ±0,025 | ±0,13 | ±0,025 | ±0,025 | ±0,025 | ±0,13 | ±0,13 | |
±0,1 | ±0,1 | ±0,01 | ±0,1 | —— | ±0,2 | — | ||
±0,10 | — | ±0,10 | ±0,10 | ±0,10 | — | +0,10 —0,20 | — | |
Предельные отклонения ГОСТ 19086—80 Контролируемые параметры | Режущие пластины классов допусков | Опорные пластины | Стружколомы | |||||||||||||||||
и | м | К | G | Е | с | А | ||||||||||||||
все формы, кроме д | форма Д | |||||||||||||||||||
Предельные отклонения | ||||||||||||||||||||
Угол при вершине, мин. | без канавок | ±30 | ±30 | ±15 | ±5 | ±5 | ±5 | ±5 | ±30 | ±30 | ||||||||||
с канавками | — | ±10 | —. | — | — | |||||||||||||||
Задний угол, мин | ±30 | ±30 | ±20 | ±20 | ±20 | ±20 | ±20 | ±30 | — | |||||||||||
Углы расположения фасок в плане, мин. | от 0° до 20° | — | — | +15 | — | + 15 | + 15 | + 15 | —. | — | ||||||||||
от 20° включ, и более | ■» ‘И | — | — | ■— | — | +5 | +5 | — | — | |||||||||||
 , для пластин
, для пластин для пластин с задним углом
для пластин с задним углом‘Продолжение табл. 3
ГОСТ 19086—80
П
СП
Размер m служит для задания номинального положения вершины пластин, а предельные отклонения размера пг являются предельными отклонениями от номинального положения вершины пластины.
* Для пластин со стружколомающими канавками и шлифованными ленточками.
** Предельные отклонения радиуса г могут быть использованы только в той степени, которая обеспечит получение размера пг в пределах допуска.
(Измененная редакция, Изм. № 4, 5).
Таблица 4
Размеры, мм
Контролируемые параметры | Режущие пластины классов допуска | Опорные пластины | ||||||||
и | М, К | G. Е, С,А | ||||||||
Отклонение от перпендикулярности задних поверхностей к опорной, мин | ±30 | ±30 | ±15 | — | ||||||
Отклонение от симметричности отверстия относительно задних поверхностей | 0,100 | 0,100 | 0,200 | |||||||
Отклонение от плоскостности опорных поверхностей | выпуклость при длине режущих кромок | До 16 | 0,005 | 0,005 | 0,005 | 0,010 | ||||
От 16 до 27 | 0,010 | 0,010 | 0,005 | 0,010 | ||||||
Св. | 0,015 | 0,015 | 0,005 | 0,015 | ||||||
Отклонение от плоскостности задних поверхностей (выпуклость) | 0,030 | 0,030 | 0,010 | — | ||||||
 27
27Величина выкрашивания на режущих кромках пластин без стружколомающих канавок и со спрессованными или шлифованными стружколомающими канавками, не должна превышать значений, указанных в табл. 5, и на черт. 1а.
Черт. 1а
Общее количество выкрашиваний на всех режущих кромках односторонних пластин и на каждой из сторон двусторонних пластин не должно быть более трех. Из них допускается одно выкрашивание на одном из радиусов или фаске при вершине в соответствии с табл. 5.
На нерабочих режущих кромках допускаются размеры выкрашиваний не более 0,3 мм.
На радиусах при вершине опорных пластин, рабочей кромке стружколомов размеры выкрашиваний (а X b) не должны быть(более 0,15X0,30 мм.
(Исключен, Изм. № 5).
Таблица 5
мм
Длина режущей кромки | Обозначение зоны на черт. | Расположение выкрашиваний | Размеры выкрашиваний (ахЬ) пластин классов допусков | |||
G, Е. С, К. А | и. м | |||||
без канавок | с канавками | без канавок | с канавками | |||
До 16 | А | на радиусе (фаске) | 0,05X0,10 | 0,10X0,20 | 0,10X0,20 | 0,15X0,30 |
. | 055X0,50 | |||||
От 27 | А | на радиусе (фаске) | 0,40X0,20 | 0,15X0,30 | 0,15X0,30 | 0,25X0,50 |
В | на режущей кромке | 0,15X0,30 | 0,20X0,40 | 050X0,40 | 0,30X0,60 | |
С | на средней части режущей кромки | 0,20X0,40 | 0,25X0,50 1 1 | 0,25X0,50 | 0,35X0,70 | |
На режущей кромке пластин круглой формы на расстоянии не менее 4 мм друг от друга | 0,10X0,20 | 0,15X0,30 І 1 | 0,15X0,30 | 0,20X0,40 | ||
 0X0,40
0X0,40Скачать бесплатно
GOST19086-80 Пластины сменные многогранные твердосплавные (ГОСТы по ОКТРЭС) — PDF
Файл «GOST19086-80 Пластины сменные многогранные твердосплавные» внутри архива находится в следующих папках: ГОСТы по ОКТРЭС, ГОСТ. PDF-файл из архива «ГОСТы по ОКТРЭС»,
который расположен в категории «».
Всё это находится в предмете «технология эвс» из раздела «», которые можно найти в файловом архиве МАИ.
Не смотря на прямую связь этого архива с МАИ, его также можно найти и в других разделах. Архив можно найти в разделе «остальное», в предмете «технология эвс» в общих файлах.
PDF-файл из архива «ГОСТы по ОКТРЭС»,
который расположен в категории «».
Всё это находится в предмете «технология эвс» из раздела «», которые можно найти в файловом архиве МАИ.
Не смотря на прямую связь этого архива с МАИ, его также можно найти и в других разделах. Архив можно найти в разделе «остальное», в предмете «технология эвс» в общих файлах.
УДК 621.9 025Л:669.016 25:00В.854 Г О С У Д А Р С Т В Е Н Н Ы унпа В56 А С С Р ПЛАСТИНЫ СМЕННЫЕ МНОГОГРАННЫЕ ТВЕРДОСПЛАВНЫЕ гост 19086 †Технические условнн ТЬгои -аь ау бпдехао1е) сагьме !лзегбь Зреси1са11опз ОКП 19 6000 Дата введении 01.01.82 1. КОНСТРУКЦИЯ И РАЗМЕРЫ 1.1.
Конструкция и размеры пластин — по ГОСТ 19042-80— ГОСТ 19053-80; ГОСТ 19056 — 80; ГОСТ 19057 — 80; ГОСТ 19059 — 80; ГОСТ ! 9061-80 — ГОСТ 19065-80; ГОСТ 19067-80— ГОСТ 19081-80; ГОСТ 19083-80 — ГОСТ 19086-80; ГОСТ 24247-80 — ГОСТ 24257-80; ГОСТ 25403 — 82, ГОСТ 25418 — 82. (Измененная редакция, Изм. лй 6). 2. ТЕХ Н И Ч ЕС К И Е ТРЕ БОВА Н ИЯ 2. 1.
1.
Материал пластин: режущих — твердый сплав марок ВК6, ВК6-ОМ, ВК8, ВК10-ХОМ, ТТ20К9, ТТ7К!2, ТТ8К6, ТТ10К8Б, Т5К10, Т14К8, Т15К6 и ТЗОК4 по ГОСТ 3882 — 74, безвольфрамовый твердый сплав марок КНТ16* н ТН20 н твердый сплав соответствующих марок с износостойкнм покрытием по технической документации, утвержденной в установленном порядке. опорных — твердый сплав марки ВК15 по ГОСТ 3882 — 74; е Пластины пз Везаольфрамоаого твердого сплава марки КНТ16 изготовляизт только класса доп ска У.
Издание официальное * Настоящий стандарт распространяется на режущие, опорные пластины и стружколомы. Требования стандарта в части разд. 1, 2, 4, 5 являются обязательными. (Измененнаи редакция, Изм. зта 1, 2, 8). ГОСТ 1аоВ — Ва С. В стружколомов — твердый сплав марки ВК8 по ГОСТ 3882 — 74. Микроструктура, макроструктура и режущие свойства — по ГОСТ 4872 — 75 или по нормативно-технической документации. (Измененная редакция, Изм. М 1, 6). 2.2, Режущие пластины должны изготовляться классов допусков по ГОСТ 19042 — 80 в зависимости от вида пластин.
Класс допуска указывается в стандартах на конструкцию и размеры пластин. (Измененная редакция, Изм. п1 » 4). 2.3. Все пластины со стружколомающими канавками и необработанными ленточками, кроме, пластин из твердого сплава марки ТЗОК4, подвергаются виброабразивной обработке. По заказу потребителя допускается не подвергать пластины виброабразивной обработке. Радиус округления режущих кромок должен соответствовать указанному в табл.
1. Таблица 1 Радиус округление при диаметре впи- санной окружности, мм Марка сплава до !5,875 са. !5,875 Т15К6, Т14К8, Т5К10, ТТ7К12, ет!ОК8Б, ВК8, ТТ20К9 ВК6, ВК6-ОМ, ВК10-ХОМ, ТТ8К6 0,05 — 0,08 0,03 — 0,05 0,02 — 0,03 0,02 — 0,03 Таблица 2а РаДиУс окРУгленич гн, мм Обо » качение От 0,02 до 0,03 С. 0,03 » 0,05 Си.
0,05 » 0,08 Си. 0,08 » 0,10 02 03 05 08 2,4. По требованию потребителя режущие пластины изготавливаются с дополнительной обработкой режущих кромок: с округлением режущих кромок; с упрочняющей фаской; с упрочняющей фаской и округлением режущих кромок. 2.4.1. Величина радиуса округления режущих кромок должна соответствовать указанной в табл. 2а. С. 3 ГОСТ 18086 — 80 2.4.2, Размеры упрочняющей фаски (ширинаХугол) должны соответствовать указанным в табл. 2б.
2.4.1. Величина радиуса округления режущих кромок должна соответствовать указанной в табл. 2а. С. 3 ГОСТ 18086 — 80 2.4.2, Размеры упрочняющей фаски (ширинаХугол) должны соответствовать указанным в табл. 2б.
Таблица 26 Обозначение Угол Ширина баски, мм Обозначение ба 10′ 1ба 20е 25′ 30е 35′ 40″ От 0,1 до 0,2 Св. а,’2 » 0,’3 Св. 0,3 » 0,4 Св. 0,4 » 0,5 Св. 0,5 » 0,6 Св. 0,6 » 0,7 Св. 0,7 » 0,8 Св. 0,8 » 0,9 2.4, 2.4.1, 2.4.2. (Измененная редакция, Изм. М 6). А — на радиусе или фаске нри вершине;  — иа режущей кромке; С вЂ” на сред. ней части режущей кромки, равной ~Ы, дла форм ромбнческих и параллелограм. иных — на половине длины режущей кромки со стороны нерабочей части Черт. 1 2.5. Предельные отклонения линейных и угловых размеров режущих, опорных пластин и стружколомов должны соответствовать величинам, указанным в табл.
8. 2.6. Неуказанные предельные отклонения линейных размеров г!’14 до 1 мм не должны быть более -1-0,15 мм; свыше 1 мм ~- 2.7, Неуказанные предельные отклонения угловых размеров по АТ 16. 2.8. Предельные отклонения формы и расположения поверхно » стей должны соответствовать величинам, указанным в табл. 4. (Измененная редакция, Изм.рй 4, 5). 2.9. Выкрашивания на режущих кромках пластин классифицируются в зависимости от класса допуска по величине н расположению на режущей кромке.
2.8. Предельные отклонения формы и расположения поверхно » стей должны соответствовать величинам, указанным в табл. 4. (Измененная редакция, Изм.рй 4, 5). 2.9. Выкрашивания на режущих кромках пластин классифицируются в зависимости от класса допуска по величине н расположению на режущей кромке.
2.9.1. Зоны расположения выкрашиваний указаны на черт. 1: Таблица 3 Контроннруамые параметры до 10,0 ~0 08 . 1О,О до 12,7 ~0 13 -+-О, 025 0,025 0,025 -0,30 0,025 св. 30,0 0,08 0,11 до 10,0 -~0,13 Размер т* прн диаметре с! 0,13 -+-0,15 ~0,20 :Ь0,27 0,025 0,025 0,013 0,005 0,15 -«-0,18 :в. 22,25 до 30,0 ~с0,20 в.
30,0 -«-0,38 -«-0,13 «о со ое св -«-0,13 -«-0,025 Толщина з -«-0,025 ~0,13 ~0,20ее 0,13 ! — 1 Радиус при вершине г*» 0,1 -+-0,1 .+-0,01 0,2 =е0,1 Диаметр отверстии 4 -«-0,10 0,10 0,10 ~с0,10 +0,10 -0,20 Длина Ь, ширина В, наружный диаметр круглых пластин, диаметр вписанной окруж ности д, 4о св. 12,7 до 22,25 св. 22,25 до 30,0 св. 10,0 до 12,7 св. 12,7 до 22,25 Рааме ы, мм реыущне ннастнны каассов допусков Предельные отклоненнн ~0,05 ~0,05 :Ю,08 ~0,08 ~0,10 ~0,10 ~0,13 ~0,13 =Е0,15 ~0,15 -ЬО,!3 п0,025 а о З о «з ттродолакемие табл.
3 ут Ремуптие пластвиы классов допусков Контролируемые параметры Предельиые отклонения 5 Угол при верши- не, мии., для пластин без канавок ~30 с канавками 20 20 20 +.20 -~ 30 Задний угол„мин ~30 -г! 5 +15 +15 от 0′ до 20′ от 20″ включ. и более ‘ Размер ш служит для задания номинального положения вершины пластин, а предельные отклонения размера лт являются предельными отклонениями от номинального положения вершины пластины.
е’ для пластин со стружколомающими канавками и шлифованными ленточками. ‘*е Предельные отклонения радиуса г могут быть использованы только в той степени, которая обеспечит получение размера ш в пределах допуска. (Измененная редакция, Изм.
М 4, 5). Углы расиоложе- ния фасок в яла- не, мии. для плас- тин с задним уг- лом все формы, форма кроме Д д ~ и х Ки ом хх ой и и о о й о б ГОСТ 16056 — аа С. 6 Таблица 4 Размеры, мм режупсне пластины классов допуска Опорные пластины Контролнруеныс парэнетры Отклонение от перпендикулярности задних поверхностей к опорной, мии +30 «30 Отклонение от симметричности отверстия относительно задних поверхно- стей 0„100 0,100 Отклонение от плоскост» ности опорных по- верхностей 0,005 0,005 До 16 выпуклость при длине режущих кромок От 15 до 27 0,010 0,010 Св.
27 0,0! 5 0,015 Отклонение от плоскостности задних поверхностей (выпуклость] 0,030 0,030 2.9.2. Величина выкрашивания на режущих кромках пластин без стружколомающнх канавок и со спрессованными или шлифованными стружколомающнми канавками, не должна превышать значений, указанных в табл. 5, и на черт. 1а. Черт. 1а 2.9.3. Общее количество выкрашиваний на всех режущих кромках односторонних пластин и на каждой нз сторон двусторонних пластин не должно быть более трех, Из них допускается одно выкрашнванне на одном из радиусов:или фаске при вершине в соответствии с табл.
5. На нерабочих режущих кромках допускаются размеры выкрашнваннй не более 0„3 мм. С. 7 ГОСТ 16086 — 80 2.9.4, На радиусах при вершине опорных пластин, рабочей кромке стружколомов размеры выкрашиваний (аХЬ) недолжны быть, более 0,15ХО,ЗО мм. 2.9.5. (Исключен, Изм. М 5). Таблица 5 Размеры вмкришнвеина (акМ пластин классов допусков длине режущее кромки Расположение вмкрешнвиниа с,е,с,к.А с канавками аве канавок Еее канавок с квиивквми 0,15 ХО,ЗО 0,20Х0,40 О, ! ОХ 0,20 0,10Х0,20 0,15ХО,ЗО 1 0. 15ХО,ЗО на радиусе (фаске) Ло 16 В; С на режущей.
15ХО,ЗО на радиусе (фаске) Ло 16 В; С на режущей.
кромке 0,15 ХО,ЗО 0,20Х0,40 0,10ХО,20 0.10Х0,20 ! на радиусе (фаске) От 16 До 27 на режуш ей кромке О,! 5ХО,ЗО 0,15ХО,ЗО 0,25 ХО,50 0,20Х0,40 0,20Х0,40 на средней части режу- щей кромки 0,25Х0,50 0,15ХО,ЗО 0,15ХО,ЗО А на радиусе О.ЗОХ0,60 0,20Х0,40 ~ 0,20Х0,40 на режущей кромке От 27 0,25Х0,50 ~ 0,25Х0,50 0,35Х0,70 на средней части режу шей кромки 0,20Х0,40 О,! 5 ХО ЗО О,! 5ХО ЗО ! ! На режущей кромке пластин круглой формы на расстоянии не менее 4 мм друг от друга 2.9.6. Размеры заусенцев или выкрашнваннй, возникающих при скалывании заусенцев, для пластин с прессованнымистружколомающими канавками и необработанными ленточками не должны превышать размера а, равного 0,07 мм.
2.9.2 — 2.9.6. (Измененная редакция, Изм.,% 4). 2.10. Параметр шероховатости поверхностей пластин по ГОСТ 2789 †должен соответствовать указанному в табл. 6. гост 16066 — 60 с. а Таблица а Передние 0,З2 О,З2 0,20 Опорные 0,63 0,63 0,63 0,63 Обработанные Задние 0,25 0,16 Упрочняющие фаски, ленточки 0,63 0,63 О,6З П р и м е ч а н и е.![]()
Допускается шлифование пластин со стружколомаиппнмн канавками и задними углами по задним цоверхностям на щирииу не менее 1,0 мм от режущей кромки. Пластины должны подвергаться следующей обработке в зависимости от класса допусков: все классы допусков — передние поверхности с прессованными стружколомающимн канавками пластин всех классов допусков ие шлифуются.
: Металлургия: образование, работа, бизнес :: MarkMet.ru
ГОСТ 24248-80
Группа В56
МЕЖГОСУДАРСТВЕННЫЙ СТАНДAPT
ПЛАСТИНЫ РЕЖУЩИЕ СМЕННЫЕ МНОГОГРАННЫЕ ТВЕРДОСПЛАВНЫЕ
КВАДРАТНОЙ ФОРМЫ С ОТВЕРСТИЕМ И СТРУЖКОЛОМАЮЩИМИ
КАНАВКАМИ НА ДВУХ СТОРОНАХ
Конструкция и размеры
Square throw-away (indexable) carbide cutting inserts with cylindrical
holes and chip-breaking flutes on both faces. Design and dimensions
МКС 25.100
77.160
ОКП 19 6000
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.06.80 N 2907
3. В настоящий стандарт введен международный стандарт ИСО 3364-85 «Пластины сменные твердосплавные с радиусами при вершине с цилиндрическим крепежным отверстием. Размеры» в части пластин SNMG
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 19042-80 | 5 |
ГОСТ 19086-80 | 6 |
6. Ограничение срока действия снято Постановлением Госстандарта СССР от 29. 12.90 N 3627
12.90 N 3627
7. ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в октябре 1984 г., апреле 1987 г., декабре 1990 г. (ИУС 2-85, 8-87, 4-91)
Требования настоящего стандарта являются обязательными.
(Введено дополнительно, Изм. N 3).
1. (Исключен, Изм. N 2).
2. Конструкция и размеры пластин должны соответствовать указанным на чертеже и в таблице.
мм
Обозначение пластин класса допуска М | |||||||
цифровое | буквенно- | Применяемость* | |||||
03125-090304 | SNMG-090304 | 9,525 | 3,18 | 0,4 | 1,808 | 3,81 | |
03125-090308 | SNMG-090308 | 0,8 | 1,644 | ||||
03125-120404 | SNMG-120404 | 12,700 | 4,76 | 0,4 | 2,465 | 5,16 | |
03125-120408 | SNMG-120408 | 0,8 | 2,301 | ||||
03125-120412 | SNMG-120412 | 1,2 | 2,137 | ||||
03125-150412 | SNMG-150412 | 15,875 | 1,2 | 2,795 | 6,35 | ||
03125-150416 | SNMG-150416 | 1,6 | 2,630 | ||||
03125-150608 | SNMG-150608 | 6,35 | 0,8 | 2,959 | |||
03125-150612 | SNMG-150612 | 1,2 | 2,795 | ||||
03125-190612 | SNMG-190612 | 19,050 | 1,2 | 3,452 | 7,93 | ||
03125-190616 | SNMG-190616 | 1,6 | 3,288 | ||||
03125-250716 | SNMG-250716 | 25,400 | 7,93 | 1,6 | 4,598 | 9,12 | |
03125-250724 | SNMG-250724 | 2,4 | 4,274 | ||||
________________
* См. приложение 4.
приложение 4.
Пример условного обозначения при заказе пластины из твердого сплава марки ВК6, класса допуска М, длиной режущей кромки =9,525 мм, радиусом =0,4 мм:
19 6524 2055 090304
(Измененная редакция, Изм. N 2, 3).
3. Форма и размеры стружколомающих канавок указаны в приложении 1.
4. Ориентировочная масса пластин указана в приложении 2.
5. Система обозначений пластин по ГОСТ 19042.
6. Технические требования — по ГОСТ 19086.
7. Применяемые марки сплавов указаны в приложении 3.
(Введен дополнительно, Изм. N 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Форма и размеры стружколомающих канавок на передних поверхностях пластин указаны на чертеже и в таблице.
Размеры, мм
Цифровое обозначение пластин | |||||
03125-090304 | 0,2 | 1,50 | 0,8 | 0,22 | 26°10′ |
03125-090308 | |||||
03125-120404 | 1,95 | 1,2 | 0,24 | 17°30′ | |
03125-120408 | |||||
03125-120412 | |||||
00125-150412 | 0,3 | 2,05 | |||
03125-150416 | |||||
03125-190612 | 0,4 | 2,25 | 1,7 | 18°50′ | |
03125-190616 | |||||
03125-250716 | 0,8 | 2,80 | 2,0 | 17°30′ | |
03125-250724 | |||||
03125-150608 | 0,3 | 2,05 | 1,2 | ||
03125-150612 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2
Справочное
Ориентировочная масса пластин
Обозначение пластин | Ориентировочная масса пластин, г из твердого сплава марок | |||||
ВК6 | ВК8 | Т5К10 | T14К8 | Т15К6 | из безвольфрамовых твердых сплавов марки ТН20 | |
03125-090304 | 3,39 | 3,34 | 2,93 | 2,66 | 2,61 | 1,32 |
03125-090308 | 3,37 | 3,32 | 2,91 | 2,65 | 2,60 | 1,31 |
03125-120404 | 8,92 | 8,79 | 7,71 | 6,99 | 6,86 | 3,47 |
03125-120408 | 8,91 | 8,78 | 7,70 | 6,98 | 6,85 | 3,47 |
03125-120412 | 8,87 | 8,74 | 7,67 | 6,95 | 6,83 | 3,45 |
03125-150412 | 13,90 | 13,70 | 12,10 | 10,90 | 10,70 | 5,43 |
03125-150416 | 13,90 | 13,70 | 12,00 | 10,80 | 10,60 | 5,43 |
03125-190612 | 26,60 | 26,20 | 23,00 | 20,80 | 20,50 | — |
03125-190616 | 26,50 | 26,10 | 22,90 | 20,70 | 20,40 | — |
03125-250716 | 61,20 | 60,30 | 52,90 | 48,00 | 47,10 | — |
03125-250724 | 61,00 | 60,10 | 52,70 | 47,80 | 46,90 | — |
03125-150608 | 18,60 | 18,30 | 16,20 | 14,60 | 14,32 | 7,30 |
03125-150612 | 18,54 | 18,26 | 16,14 | 14,54 | 14,27 | 7,24 |
ПРИЛОЖЕНИЕ 2.![]() (Измененная редакция, Изм. N 3).
(Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Применяемые марки сплавов пластин
Цифровое обозначение пластин | Основное применение | Дополнительное применение | Применение по специальному заказу |
05125-120404 | N 1, N 3, N 2, N 7, N 11 | — | N 5, N 6 |
05125-120408 | N 1, N 2, N 7, N 11 | N 5, N 6 | |
05125-120412 | |||
05125-160608 | N 1, N 11 | N 5 | N 2, N 3, N 6, N 7 |
05125-160612 | |||
05125-190608 | N 5, N 11 | N 1 | N 3, N 2, N 6, N 7 |
05125-190612 | N 5 | N 1, N 3, N 2, N 7 | N 6 |
05125-190616 |
N 1 — ВК10-ХОМ; N 2 — ВК6-ОМ; N 3 — ВК6; N 5 — Т5К10; N 6 — Т14К8; N 7 — Т15К6; N 11 — ВП1255
ПРИЛОЖЕНИЕ 4
Справочное
Применяемость пластин
Обозначение | Пластины со стружколомающими канавками на двух сторонах | |||||
радиус при вершине | ||||||
0,4 | 0,8 | 1,2 | 1,6 | 2,4 | ||
12,7 | CNMG 1204 | + | + | + | ++ | +++ |
15,875 | CNMG 1606 | +++ | + | + | ++ | +++ |
19,05 | CNMG 1906 | +++ | + | + | + | ++ |
25,4 | CNMG 2509 | +++ | +++ | +++ | +++ | ++ |
Примечание. + — пластины основного применения, стандартизованные.
+ — пластины основного применения, стандартизованные.
++ — пластины ограниченного применения, нестандартизованные.
+++ — пластины, не рекомендуемые для применения.
ПРИЛОЖЕНИЯ 3, 4. (Введены дополнительно, Изм. N 3).
Кимберли Гост, Литтлер Мендельсон
Кимберли Гост, Литтлер МендельсонВоспользуйтесь расширенным поиском , чтобы получить более точные результаты.
- Войти
Клиенты
- Day & Zimmermann
- Granite City Food & Brewery
- Кадровые решения Integrity
- Регент BlueCross BlueShield
- ООО «СОЦ»
- Компания Боинг
Всего (10)
- 07 мая 2019 г.
Деннис против SOC LLC и др., Невада
Гражданские права: американцы с ограниченными возможностями – трудоустройство | Невада
- 06 марта 2019 г. SARGENT против ГОСУДАРСТВЕННОГО ДЕПАРТАМЕНТА и др., округ Колумбия
Гражданские права: Работа | округ Колумбия
- 22 августа 2016 г.
Грин и др. против Granite City Food & Brewery, Ltd., Миннесота
Труд: Справедливые стандарты | Миннесота
 SARGENT против ГОСУДАРСТВЕННОГО ДЕПАРТАМЕНТА и др., округ Колумбия
SARGENT против ГОСУДАРСТВЕННОГО ДЕПАРТАМЕНТА и др., округ КолумбияЧтобы просмотреть все результаты и углубиться в детали, воспользуйтесь бесплатной пробной версией прямо сейчас.
Попробуйте Law360 БЕСПЛАТНО в течение семи дней
Уже подписаны? Нажмите здесь, чтобы войти в систему
Получите мгновенный доступ к универсальному источнику новостей для бизнес-юристов
Зарегистрируйтесь сейчас!Зарегистрируйтесь сейчас, чтобы получить бесплатный доступ к этому контенту
Введите свои данные ниже и выберите интересующие вас области, чтобы оставаться на шаг впереди и получать ежедневные информационные бюллетени Law360
Электронная почта (ПРИМЕЧАНИЕ: бесплатные домены электронной почты не поддерживаются)
Имя
Фамилия
Пароль (не менее 8 символов)
Подтвердить Пароль
Выберите хотя бы один основной интерес:
Доступ к правосудию Аэрокосмическая промышленность и оборона Апелляция Управление активами Банковское дело Банкротство Преимущества Калифорния Каннабис Рынки капитала Классовый иск Коммерческие контракты Коммерческие судебные процессы в Великобритании Конкуренция Согласие Строительство Защита потребителя Корпоративный Корпоративные преступления и комплаенс Великобритания Кибербезопасность и конфиденциальность Делавэр Трудоустройство Работа в Великобритании Энергия Относящийся к окружающей среде Финансовые услуги Великобритании Финтех Флорида Еда и напитки Грузия Государственные контракты Здоровье гостеприимство Иллинойс Иммиграция Страхование Страхование Великобритания Интеллектуальная собственность Международный арбитраж Международная торговля Юридическая этика Науки о жизни Массачусетс СМИ и развлечения Слияния и поглощения Коренной американец Нью-Джерси Нью-Йорк Пенсильвания Личные травмы и врачебная ошибка Частный акционерный капитал Ответственность производителя Проектное финансирование Публичная политика Недвижимость Розничная торговля и электронная коммерция Ценные бумаги Спорт и ставки Технологии Телекоммуникации Техас Сделки в Великобритании Транспорт Испытания Вашингтон Белый воротничок
Law360 может связаться с вами в рамках вашей профессиональной деятельности и предоставить информацию о других наших продуктах, услугах и мероприятиях, которые, по нашему мнению, могут представлять интерес.
Вы сможете обновить свои настройки связи с помощью ссылки для отказа от подписки, предоставленной в наших сообщениях.
Мы серьезно относимся к вашей конфиденциальности. Пожалйста, ознакомьтесь с нашими условиями конфиденциальности.
Регистр
Здравствуйте! Я автоматизированный бот службы поддержки Law360.
Чем я могу вам помочь сегодня?
Например, вы можете ввести:
- Я забыл пароль
- Я воспользовался бесплатной пробной версией, но не получил электронное письмо с подтверждением
- Как подписаться на информационный бюллетень?
Задай вопрос!
Число 102534, 0x019086, сто две тысячи пятьсот тридцать четыре
Свойства натурального числа 102534, 0x019086, 0x19086 :
Обозначения Основные свойства Полномочия, корни
Тригонометрия Хэши, криптография Языки программирования
Дата и время Цвет по номеру Интернет
Другие свойства
Рейтинг 0 из 10,
голосов: 0.
Обозначения, перевод в систему счисления
Десятичное число 102534
- 102534 в шестнадцатеричное значение
- 19086
- 102534 to binary value
- 11001000010000110
- 102534 to octal value
- 310206
Hexadecimal number 19086
- 19086 to decimal value
- 102534
- 19086 в двоичное значение
- 11001000010000110
- 19086 в восьмеричное значение 20133
Binary number 11001000010000110
- 11001000010000110 to decimal value
- 102534
- 11001000010000110 to hexadecimal value
- 19086
- 11001000010000110 to octal value
- 310206
Восьмеричное число 310206
- 310206 до десятичного значения
- 102534
- 310206 to hexadecimal value
- 19086
- 310206 to binary value
- 11001000010000110
Basic arithmetic and algebraic properties
- Number 102534 in English, number 102534 in words:
- сто две тысячи пятьсот тридцать четыре
- Паритет
- Четное число 102534
- Factorization, multipliers, divisors of 102534
- 2, 3, 23, 743, 1
- Prime or Composite Number
- Composite Number 102534
- First 8 numbers divisible by integer number 102534
- 205068, 307602, 410136, 512670, 615204, 717738, 820272, 922806
- The number 102534 multiplied by two equals
- 205068
- The number 102534 divided by 2
- 51267
- 8 prime numbers list before the number
- 102533, 102523, 102503, 102499, 102497, 102481, 102461, 102451
- Sum of decimal digits
- 15
- Number of digits
- 6
- Decimal logarithm for 102534
- 5. 010867
- 18
- Natural logarithm for 102534
- 11.537949729875
- Это число Фибоначчи?
- NO
- Число на 1 больше, чем число 102534,
Следующий номер - Номер 102535
- Число на 1 больше, чем число 102534,
- .
 010867
010867Степени, корни
- 102534 возведение во вторую степень
- 10513221156
- 102534 raising to the third power
- 1077962618009304
- Square root of 102534
- 320.20930654808
- Cubic, cube root of the number 102534 =
- 46.804682123422
Тригонометрические функции, тригонометрия.0129
- tangent, tg 102534 degrees, tg 102534°
- -2.2460367739
- sine, sin 102534 radians
- -0. 96383262869559
 96383262869559
96383262869559- cosine, cos 102534 radians
- 0.26650828103786
- tangent, tg 102534 radians equals
- -3.6165203758102
- 102534 degrees, 102534° =
- 1789.5558952399 radians
- 102534 radians =
- 5874765.4565944 degrees, 5874765.4565944°
Checksums, hashs, cryptography
- Hash MD5(102534)
- d6f26f82cfc20ea54af2f0b2cea8aedd
- CRC-32, CRC32(102534)
- 1922583545
- SHA-256 hash, SHA256(102534)
- 9edec922ca7b9c0a184727afc0ba3c0a92c507f87ca1e48c226546f8ddabf3f7
- SHA1, SHA-1(102534)
- 0e650936078074cef2a1766f42a1ee6f3b5207e6
- ГОСТ Р 34.11, GOST R 34.11-94, GOST(102534)
- 436249a045915f608a820191a0cbbf3c42dfe984521f77f2d0ff7211df4b9c3a
- Base64
- МТАйНТМ0
Языки программирования
- C++, CPP, C value 102534
- 0x019086, 0x19086
- Delphi, Pascal value for number 102534
- $019086
Date and time
- Convert UNIX-timestamp 102534 to date и время
- UTC
- в Лондоне, Соединенное Королевство
Internet
- Convert the number to IPv4 Internet network address, long2ip
- 0.1.144.134
- 102534 in Wikipedia:
- 102534
Other properties of the number
- Short link to this page DEC
- https://bikubik.com/en/102534
- Short link to this page HEX
- https: //bikubik.com/en/x19086
- Номер телефона
- 10-25-34
Цвет по номеру 102534
Цвет.
 019086 — (1, 144, 134)
019086 — (1, 144, 134)- Код цвета HTML CSS #019086
- .color-mn { color: #019086; }
.color-bg {цвет фона: #019086; }
Цвет текущего номера 102534
Здесь вы можете изменить цвет части номера 102534 или цвет 019086:
Квайетус | Новости | ИНТЕРВЬЮ: Future Artefacts
Все фотографии предоставлены Сэмом Бушем
Проходящая в эти выходные ярмарка Future Artefacts собирает продукцию прогрессивных производителей физических носителей, будь то звукозаписывающие компании, издатели, технологические компании или художники. Среди них есть сильная группа фаворитов Quietus — Diagonal, Ninja Tune, Stolen Recordings и PAN — вот некоторые из лейблов, демонстрирующих свои товары — и есть параллельная программа мероприятий, музыкальных и кинопоказов, с Bo Ningen при поддержке Jupiter- Си и Пумароза сегодня вечером в клубе Мотыльков. В четверг мы поговорили с тремя участниками — GOST Books, Stolen Recordings и REIFY — о концепции артефакта, а теперь мы поговорили с основателями Future Artefacts Беном Фрименом и Диано Джо, чтобы узнать больше о предыстория события.
Почему вы решили, что сейчас самое время отдать должное людям, производящим физические носители?
Артефакты будущего: кажется, что мы находимся на тонком конце массивной кривой с точки зрения технологической революции, и сейчас идеальное время для переоценки функции физического объекта в мире медиа.
Чем для вас опыт получения искусства в физическом виде отличается от цифрового?
Ф.А.: Мы не чувствуем качественной разницы, это скорее другой тип потребления. Цифровые носители быстрее и удобнее, ярко освещены и эфемерны. Физические носители, как правило, медленнее потребляются и имеют дополнительный уровень тактильности, контролируемый производителем объекта, а не последовательной платформой цифрового устройства просмотра.
Есть ли опасность чрезмерного фетишизации физических носителей, которые демонстрирует Future Artefacts? Или люди слишком зацикливаются на фетишизации?
Ф.А.: Да, абсолютно. Мы прилагаем очень сознательные усилия, чтобы уйти от ностальгии по ремеслу ради ремесла. Все, кого мы выбрали для выставки Future Artefacts, сочетают в себе лучший в мире контент с продуманным дизайном и производством. Большинство экспонентов производят как цифровые, так и физические продукты, и мы видим, что люди относятся к работе как к проектам, которые существуют по-разному на разных платформах, а не упрямо придерживаются одного типа продукта.
Все, кого мы выбрали для выставки Future Artefacts, сочетают в себе лучший в мире контент с продуманным дизайном и производством. Большинство экспонентов производят как цифровые, так и физические продукты, и мы видим, что люди относятся к работе как к проектам, которые существуют по-разному на разных платформах, а не упрямо придерживаются одного типа продукта.
Вы говорили о сокращении расточительности. Влияют ли заботы об окружающей среде на ваши соображения о физических носителях?
FA: Если польза для окружающей среды является побочным продуктом того, что люди более внимательно относятся к тому, что они производят, это не может быть плохо. Кроме того, мы говорим не только о расточительности материала: это может относиться и к цифровым продуктам. Это скорее расточительство вывода в целом.
С точки зрения будущей траектории, куда бы вы хотели видеть развитие событий? Хотели бы вы, например, чтобы производственные методы небольших лейблов были переняты более крупными независимыми компаниями?
Ф. А.: Да, абсолютно. Мы хотели бы, чтобы медиаиндустрия устремилась в будущее, принимая во внимание человеческое стремление к тактильности и сопричастности. Большие этикетки движутся медленнее по своей природе; лейбл, управляемый одним человеком в своей спальне, может адаптироваться каждый день. Но они определяют повестку дня, и мы видим, как она просачивается спустя годы.
А.: Да, абсолютно. Мы хотели бы, чтобы медиаиндустрия устремилась в будущее, принимая во внимание человеческое стремление к тактильности и сопричастности. Большие этикетки движутся медленнее по своей природе; лейбл, управляемый одним человеком в своей спальне, может адаптироваться каждый день. Но они определяют повестку дня, и мы видим, как она просачивается спустя годы.
Есть ли у вас какие-то особенно любимые артефакты, выставленные в эти выходные?
FA: Нам нравится тотем REIFY HEALTH: напечатанный на 3D-принтере алгоритм песни, с которым можно взаимодействовать через разработанное ими приложение. InOtherWords представила свой новый набор игральных карт Martin Kippenberger со специальным выпуском блоков из золотой фольги на некоторых картах. Ditto выпустил издание Future Artefacts из 9 экземпляров.0657 Музей секса черепашек-ниндзя с черным пластиковым экраном, напечатанным черным цветом, как дань уважения Viacom и таможне США, обе из которых не согласились с оригинальной книгой.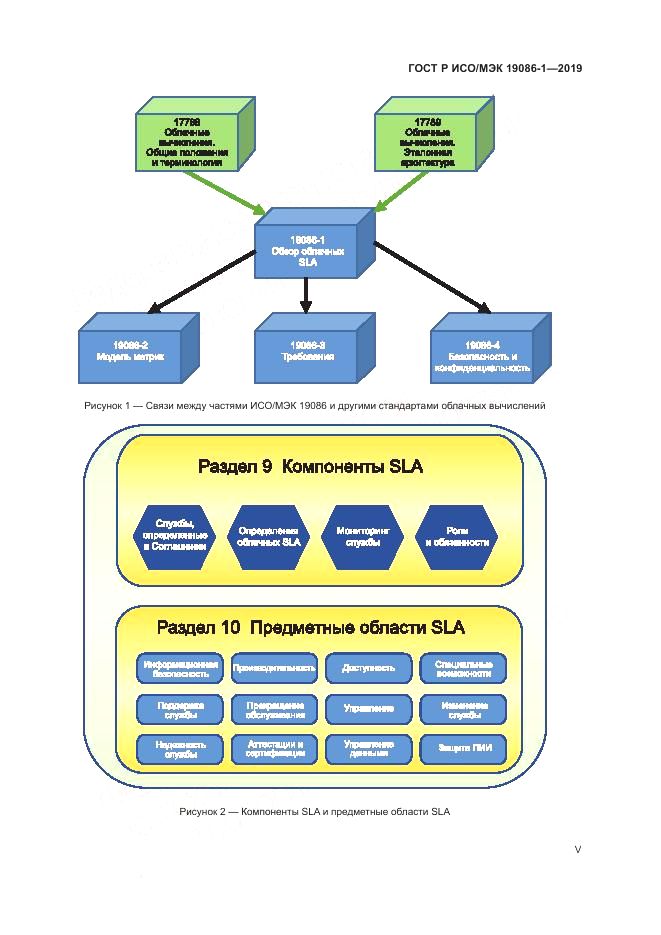
Как вы настроили сопутствующие события?
Ф.А.: С самого начала мы хотели дать нашей аудитории возможность испытать некоторые из артефактов в среде, которая является неотъемлемой частью их развития. Здорово выйти за пределы кассеты, пластинки или книги и принять участие в более широком проекте. Мы также хотели веселых, неакадемических, доступных мероприятий, и это стало серией клубных вечеров, живой музыкой и панельным докладом, организованным Dazed.
Наконец, есть ли какие-нибудь лейблы, издатели или производители, с которыми вы хотели бы работать в будущем?
FA: Пространство здесь довольно большое, но мы по-прежнему ограничены примерно 40 брендами. Мы хотели бы поработать еще с несколькими технологическими компаниями, людьми, которые производят потрясающие потребительские аудиопродукты. Также мы хотели бы иметь больше независимых, которых мы уважаем, таких как Blackest Ever Black, Hyperdub и The Trilogy Tapes. Галереи вроде White Cube и Gagosian тоже подойдут, они делают красивые книги и издания.