
ГОСТ 14861-91 — Тара производственная. Типы
Предлагаем прочесть документ: Тара производственная. Типы. Если у Вас есть информация, что документ «ГОСТ 14861-91» не является актуальным, просим написать об этом в редакцию сайта.
| Дата введения: | 01.01.1992 | |
|---|---|---|
| 05.02.1991 | Утвержден | Госстандарт СССР |
| Издан | Издательство стандартов | |
| Разработан | Министерство автомобильного и сельскохозяйственного машиностроения СССР | |
| Статус документа на 2016: | Актуальный |
Страница 1
Копировать ссылку Сохранить страницу Распечатать страницу
Страница 2
Копировать ссылку Сохранить страницу Распечатать страницу
Страница 3
Копировать ссылку Сохранить страницу Распечатать страницу
Страница 4
Копировать ссылку Сохранить страницу Распечатать страницу
Страница 5
Копировать ссылку Сохранить страницу Распечатать страницу
Страница 6
Копировать ссылку Сохранить страницу Распечатать страницу
Страница 7
Копировать ссылку Сохранить страницу Распечатать страницу
Страница 8
Копировать ссылку Сохранить страницу Распечатать страницу
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТАРА ПРОИЗВОДСТВЕННАЯ
ТИПЫ
ГОСТ 14861-91
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТАРА ПРОИЗВОДСТВЕННАЯ Типы Industrial packing. | ГОСТ |
 Types
TypesСрок действия с 01.01.92
до 01.01.97
1. Настоящий стандарт распространяется на производственную металлическую и деревянно-металлическую тару.
Все требования настоящего стандарт: являются обязательными.
2. Типы и исполнения производственной тары должны соответствовать указанным в табл. 1.
Таблица 1
Тип | Исполнение |
1 — ящичная | 1 — с опорами без крышки; 2 — с опорами с крышкой; 3 — с опорами сетчатая без крышки; 4 — с опорами сетчатая с крышкой; 5 — без опор без крышки; 6 — без опор с крышкой; |
2 — ящичная с опорами с открывающейся стойкой | 1 — без крышки; 2 — с крышкой; 3 — сетчатая без крышки; 4 — сетчатая с крышкой; |
3 — ящичная без опор с открытыми стойками | 1 — с одной открытой стенкой; 2 — с двумя открытыми стенками; |
4 — каркасная | |
5 — стоечная | |
6 — складная | 1 — с опорами и крышкой; 2 — с опорами и крышкой сетчатая. |

3. Основные параметры и размеры тары типа 1, исполнений 1-4 должны соответствовать указанным на черт. 1 и в табл. 2.
____________
* Размер в свету может быть на длинной или короткой стороне.
Черт. 1
Примечание к черт. 1-8. Чертежи не определяют конструкцию тары.
Таблица 2
Размеры, мм
L | B | L1 | В1 | H | l | b | h | h1 | Масса брутто, т, не белее |
не более | не менее | ||||||||
600 | 400 | 620 | 420 | 350; 400; 450; 500; | 500 | 300 | От 60 до 80 | От 100 до 130 | 0,05; 0,10; 0,16; 0,25; 0,50 |
800 | 600 | 840 | 640 | 500; 550; 600; 650; 700; 750; 800; 850 | 540 | 400 | От 60 до 100 | От 110 до 170 | 0,25; 0,50; 1,00 |
1000 | 800 | 1040 | 840 | 500; 550; 600; 650; 700; 750; 800; 850; 900; 1050; 1150 | 740 | 600 | |||
1200 | 800 | 1240 | 840 | 760 | 0,25; 0,50; 1,00; 2,00; 3,20 | ||||
1200 | 1000 | 1240 | 1040 | 800 | |||||
1600 | 1000 1200 | 1640 | 1040 | 600; 650; 700; 750; 800; 850; 900; 1050; 1150 | 1200 | 0,50; 1,00; 2,00; 3,20 | |||
Пример условного обозначения металлической тары типа 1, исполнения 1 с L = 1200 мм, B = 800 мм, H = 850 мм, массой брутто 2,00 т:
Тара 1 — 1 — 120 — 80 — 85 — 2,00М ГОСТ 14861-91
То же, для комбинированной тары
Тара 1 — 1 — 120 — 80 — 85 — 2,00К ГОСТ 14861-91
4. Основные параметры и размеры тары типа 1, исполнений 5, 6 должны соответствовать указанным на черт. 2 и в табл. 3.
Основные параметры и размеры тары типа 1, исполнений 5, 6 должны соответствовать указанным на черт. 2 и в табл. 3.
Черт. 2
Таблица 3
Размеры, мм
L | В | H, не более | H1 | Масса брутто, т, не более |
300 | 200 | 160 | 125 | 0,01; 0,02; |
200 | 160 | 0,04 | ||
400 | 300 | 100 | 80 | 0,05 |
160 | 125 | |||
200 | 160 | |||
240 | 200 |
Пример условного обозначения металлической тары типа 1, исполнения 5 с L = 300 мм, В = 200 мм, H = 160 мм, массой брутто 0,01 т:
Тара 1 — 5 — 30 — 20 — 16 — 0,01М ГОСТ 14861-91
5. Основные параметры и размеры тары типа 2, исполнений 1-4 должны соответствовать указанным на черт. 3 и в табл. 4.
Основные параметры и размеры тары типа 2, исполнений 1-4 должны соответствовать указанным на черт. 3 и в табл. 4.
___________
* Размер в свету может быть на длинной или короткой стороне.
Черт. 3
Таблица 4
Размеры, мм
L | В | L1 | B1 | Н | l | b | h | h1 | Масса брутто, т, не более |
не более | не менее | ||||||||
600 | 400 | 620 | 420 | 350; 500; | 500 | 300 | От 60 до 80 | От 100 до 130 | 0,10; 0,25 |
800 | 600 | 840 | 640 | 650; 750; 850 | 540 | 400 | Oт 60 до 100 | От 110 до 170 | 0,25; 0,50; 1,00 |
1000 | 800 | 1040 | 840 | 850; 950; 1050; 1150 | 740 | 600 | 0,25; 0,50; 1,00; 2,00; 3,20 | ||
1200 | 800 | 1240 | 840 | ||||||
1200 | 1000 | 1240 | 1040 | 760 | 800 | ||||
1600 | 1000 1200 | 1640 | 1040 1240 | 850; 950; 1050; 1150 | 1200 | 0,50; 1,00; 2,00; 3,20 | |||
Пример условного обозначения металлической тары типа 2, исполнения 3 с L = 1200 мм, В = 800 мм, H = 850 мм, массой брутто 2,00 т:
Тара 2 — 3 — 120 — 80 — 85 — 2,00М ГОСТ 14861-91
То же, для комбинированной тары:
Тара 2 — 3 — 120 — 80 — 85 — 2,00К ГОСТ 14861-91
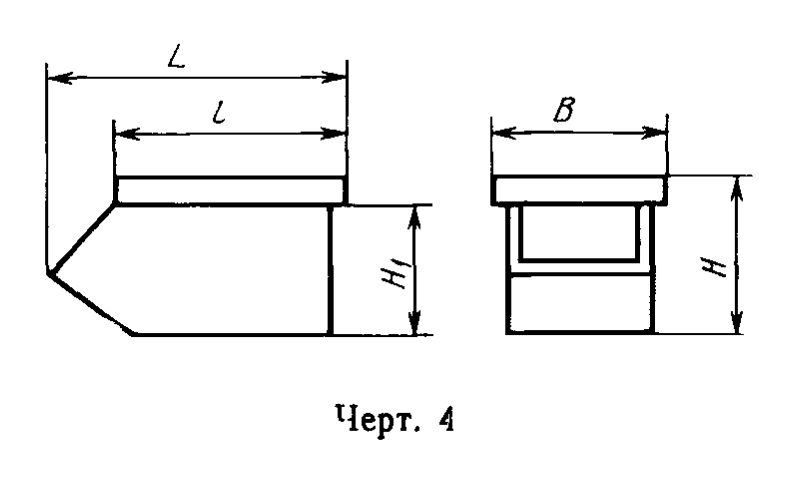
6. Основные параметры и размеры тары типа 3, исполнения 1 должны соответствовать указанным на черт. 4 и в табл. 5.
Основные параметры и размеры тары типа 3, исполнения 1 должны соответствовать указанным на черт. 4 и в табл. 5.
Черт. 4
Таблица 5
Размеры, мм
L | B | H, не более | H1 | l | Масса брутто, т, не более |
300 | 200 | 160 | 125 | 260 | 0,025 |
200 | 160 | 0,04 | |||
400 | 300 | 160 | 125 | 360 | 0,05 |
200 | 160 | ||||
240 | 200 |
Пример условного обозначения металлической тары типа 3, исполнения 1 с L = 400 мм, В = 300 мм, H = 160 мм, массой брутто 0,05 т:
Тара 3 — 1 — 40 — 30 — 16 — 0,05M ГОСТ 14861-91
7. Основные параметры и размеры тары типа 3, исполнения 2 должны соответствовать указанным на черт. 5 и в табл. 6.
Основные параметры и размеры тары типа 3, исполнения 2 должны соответствовать указанным на черт. 5 и в табл. 6.
Черт. 5
Таблица 6
Размеры, мм
L | В | H, не более | H1 | l | Масса брутто, т, не более |
300 | 200 | 160 | 125 | 220 | 0,02 |
200 | 160 | 0,04 | |||
400 | 300 | 160 | 125 | 250 | 0,05 |
200 | 160 |
Пример условного обозначения металлической тары типа 3, исполнения 2 с L = 400 мм, B = 300 мм, H = 160 мм, массой брутто 0,05 т:
Тара 3 — 2 — 40 — 30 — 16 — 0,05 М ГОСТ 14861-91
8. Основные параметры и размеры тары типа 4 должны соответствовать указанным на черт. 6 и в табл. 7.
Основные параметры и размеры тары типа 4 должны соответствовать указанным на черт. 6 и в табл. 7.
Черт. 6
Таблица 7
Размеры, мм
L | B | H, не более | H1 | Масса брутто, т, не более |
300 | 200 | 200 | 160 | 0,02 |
240 | 200 | |||
400 | 300 | 200 | 160 | 0,02; 0,05 |
240 | 200 | |||
600 | 400 | 200 | 160 | 0,05; 0,05; 0,10 |
240 | 200 | |||
350 | 320 |
Пример условного обозначения металлической тары типа 4 с L = 600 mm, B = 400 мм, H = 350 мм, массой брутто 0,10 т:
Тара 4 — 60 — 40 — 35 — 0,10М ГОСТ 14861-91
9. Основные параметры и размеры тары типа 5 должны соответствовать указанным на черт. 7 и в табл. 8.
Основные параметры и размеры тары типа 5 должны соответствовать указанным на черт. 7 и в табл. 8.
Черт. 7
Таблица 8
Размеры, мм
L | B | B1, | H | h, | Масса брутто, т, не более |
800 | 600 | 640 | 650; 750; 850; 950 | 120 | 0,5; 1,0 |
1000 | 800 | 840 | 1,0 | ||
1200 | 650; 750; 850; 950; 1050; 1150 | 2,0; 3,2 | |||
1000 | 1040 | ||||
1600 | 800 | 840 | |||
1000 | 1040 | ||||
2400 | 800 | 840 | 650; 750; 850; 950 | 5,0 | |
1000 | 1040 | ||||
3200 | 800 | 840 | 5,0; 10,0 | ||
1000 | 1040 | ||||
4000 | 1200 | 1240 | 1000 | 10,0 |
Пример условного обозначения металлической тары типа 5 с L = 1600 мм, B = 800 мм, H = 1050 мм, массой брутто 3,2 т:
Тара 5 — 160 — 80 — 105 — 3,2М ГОСТ 14861-91
10. Основные параметры и размеры тары типа 6, исполнений 1, 2 должны соответствовать указанным на черт. 8 и в табл. 9.
Основные параметры и размеры тары типа 6, исполнений 1, 2 должны соответствовать указанным на черт. 8 и в табл. 9.
___________
* Размер в свету может быть на длинной или короткой стороне.
Черт. 8
Таблица 9
Размеры, мм
L | B | L1 | B1 | H | l | b | h | h1 | Масса брутто, т, не более |
не более | не менее | ||||||||
1200 | 800 | 1240 | 840 | 950; 1050; 1150 | 760 | 600 | 110 | От 120 до 160 | 0,5; 1,0; 2,0 |
1600 | 1000 | 1640 | 1040 | 1200 | 800 | ||||
Пример условного обозначения металлической тары типа 6, исполнения 1 с L = 1600 мм, В = 1000 мм, H = 950 мм, массой брутто 0,5 т:
Тара 6 — 1 — 160 — 100 — 95 — 0,5М ГОСТ 14861-91
То же, для комбинированной тары:
Тара 6 — 1 — 160 — 100 — 95 — 0,5К ГОСТ 14861-91
11. По заказу потребителя тара типа 1, исполнений 1-4 и типа 2 может изготавливаться высотой 1250, 1400, 1600 мм.
По заказу потребителя тара типа 1, исполнений 1-4 и типа 2 может изготавливаться высотой 1250, 1400, 1600 мм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
РАЗРАБОТЧИКИ
С. Г. Новикова (руководитель темы), Р. Д. Антипов, Р. Д. Серова, А. М. Захаров, В. Н. Хоменко, В. И. Лагункова, Н. А. Чернышев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.02.91 № 107
3. Срок первой проверки — 1996 г.
4. Стандарт соответствует СТ СЭВ 227-87 и СТ СЭВ 317-76 в части размеров в плане
5. ВЗАМЕН ГОСТ 14861-86
ГОСТ 14861-91 Тара производственная. Типы
ГОСТ 14861-91
Группа Д94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТАРА ПРОИЗВОДСТВЕННАЯ
Типы
Industrial packing. Types
Types
МКС 55.020
ОКП 31 7632
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.02.91 N 107
3. Стандарт соответствует СТ СЭВ 227-87 и СТ СЭВ 317-76 в части размеров в плане
4. ВЗАМЕН ГОСТ 14861-86
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ. Май 2004 г.
1. Настоящий стандарт распространяется на производственную металлическую и деревянно-металлическую тару.
Все требования настоящего стандарта являются обязательными.
2. Типы и исполнения производственной тары должны соответствовать указанным в табл.1.
Таблица 1
Тип | Исполнение |
1 — ящичная | 1 — с опорами без крышки; |
2 — с опорами с крышкой; | |
3 — с опорами сетчатая без крышки; | |
4 — с опорами сетчатая с крышкой; | |
5 — без опор без крышки; | |
6 — без опор с крышкой; | |
2 — ящичная с опорами с открывающейся стенкой | 1 — без крышки; |
2 — с крышкой; | |
3 — сетчатая без крышки; | |
4 — сетчатая с крышкой; | |
3 — ящичная без опор с открытыми стенками | 1 — с одной открытой стенкой; |
2 — с двумя открытыми стенками; | |
4 — каркасная | — |
5 — стоечная | — |
6 — складная | 1 — с опорами и крышкой; |
2 — с опорами и крышкой сетчатая. |

3. Основные параметры и размеры тары типа 1, исполнений 1-4 должны соответствовать указанным на черт.1 и в табл.2.
______________
* Размер в свету может быть на длинной или короткой стороне.
Черт.1
Примечание к черт.1-8. Чертежи не определяют конструкцию тары.
Таблица 2
Размеры в миллиметрах
Масса брутто, т, не более | |||||||||
не более | не менее | ||||||||
600 | 400 | 620 | 420 | 350; 400; 450; 500 | 500 | 300 | От 60 до 80 | От 100 до 130 | 0,05; |
800 | 600 | 840 | 640 | 500; 550; | 540 | 400 | От 60 до 100 | От 110 до 170 | 0,25; |
1000 | 800 | 1040 | 840 | 500; 550; 600; 650; 700; 750; 800; 850; 900; 1050; 1150 | 740 | 600 | |||
1200 | 800 | 1240 | 840 | 760 | 0,25; | ||||
1200 | 1000 | 1240 | 1040 | 800 | |||||
1600 | 1000; 1200 | 1640 | 1040; 1240 | 600; 650; 700; 750; 800; 850; 900; 1050; | 1200 | 0,50; | |||
Пример условного обозначения металлической тары типа 1, исполнения 1 с 1200 мм, 800 мм, 850 мм, массой брутто 2,00 т:
Тара 1-1-120-80-85-2,00М ГОСТ 14861-91
То же, для комбинированной тары
Тара 1-1-120-80-85-2,00К ГОСТ 14861-91
4. Основные параметры и размеры тары типа 1, исполнений 5, 6 должны соответствовать указанным на черт.2 и в табл.3.
Основные параметры и размеры тары типа 1, исполнений 5, 6 должны соответствовать указанным на черт.2 и в табл.3.
Черт.2
Таблица 3
Размеры в миллиметрах
, не более | Масса брутто, т, не более | |||
300 | 200 | 160 | 125 | 0,01; 0,02 |
200 | 160 | 0,04 | ||
400 | 300 | 100 | 80 | 0,05 |
160 | 125 | |||
200 | 160 | |||
240 | 200 |
Пример условного обозначения металлической тары типа 1, исполнения 5 с 300 мм, 200 мм, 160 мм, массой брутто 0,01 т:
Тара 1-5-30-20-16-0,01М ГОСТ 14861-91
5. Основные параметры и размеры тары типа 2, исполнений 1-4 должны соответствовать указанным на черт.3 и в табл.4.
Основные параметры и размеры тары типа 2, исполнений 1-4 должны соответствовать указанным на черт.3 и в табл.4.
______________
* Размер в свету может быть на длинной или короткой стороне.
Черт.3
Таблица 4
Размеры в миллиметрах
Масса брутто, т, не более | |||||||||
не более | не менее | ||||||||
600 | 400 | 620 | 420 | 350; 500 | 500 | 300 | От 60 до 80 | От 100 до 130 | 0,10; |
800 | 600 | 840 | 640 | 650; | 540 | 400 | 0,25; 0,50; | ||
1000 | 800 | 1040 | 840 | 850; 950; | 740 | 600 | От 60 | От 110 | 0,25; 0,50; |
1200 | 800 | 1240 | 840 | ||||||
1200 | 1000 | 1240 | 1040 | 760 | 800 | ||||
1600 | 1000 | 1640 | 1040 | 850; 950; | 1200 | 0,50; 1,00; | |||
Пример условного обозначения металлической тары типа 2, исполнения 3 с 1200 мм, 800 мм, 850 мм, массой брутто 2,00 т:
Тара 2-3-120-80-85-2,00М ГОСТ 14861-91
То же, для комбинированной тары:
Тара 2-3-120-80-85-2,00К ГОСТ 14861-91
6. Основные параметры и размеры тары типа 3, исполнения 1 должны соответствовать указанным на черт.4 и в табл.5.
Основные параметры и размеры тары типа 3, исполнения 1 должны соответствовать указанным на черт.4 и в табл.5.
Черт.4
Таблица 5
Размеры в миллиметрах
, не более | Масса брутто, т, не более | ||||
300 | 200 | 160 | 125 | 260 | 0,025 |
200 | 160 | 0,040 | |||
160 | 125 | ||||
400 | 300 | 200 | 160 | 360 | 0,050 |
240 | 200 |
Пример условного обозначения металлической тары типа 3, исполнения 1 с 400 мм, 300 мм, 160 мм, массой брутто 0,050 т:
Тара 3-1-40-30-16-0,05М ГОСТ 14861-91
7. Основные параметры и размеры тары типа 3, исполнения 2 должны соответствовать указанным на черт.5 и в табл.6.
Основные параметры и размеры тары типа 3, исполнения 2 должны соответствовать указанным на черт.5 и в табл.6.
Черт.5
Таблица 6
Размеры в миллиметрах
, не более | Масса брутто, т, не более | ||||
300 | 200 | 160 | 125 | 220 | 0,02 |
200 | 160 | 0,04 | |||
400 | 300 | 160 | 125 | 250 | 0,05 |
200 | 160 |
Пример условного обозначения металлической тары типа 3, исполнения 2 с 400 мм, 300 мм, 160 мм, массой брутто 0,05 т:
Тара 3-2-40-30-16-0,05М ГОСТ 14861-91
8. Основные параметры и размеры тары типа 4 должны соответствовать указанным на черт.6 и в табл.7.
Основные параметры и размеры тары типа 4 должны соответствовать указанным на черт.6 и в табл.7.
Черт.6
Таблица 7
Размеры в миллиметрах
, не более | Масса брутто, т, не более | |||
300 | 200 | 200 | 160 | 0,02 |
240 | 200 | |||
400 | 300 | 200 | 160 | 0,02; 0,05 |
240 | 200 | |||
600 | 400 | 200 | 160 | 0,05* |
240 | 200 | |||
350 | 320 |
________________
* Текст документа соответствует оригиналу. — .
— .
Пример условного обозначения металлической тары типа 4 с 600 мм, 400 мм, 350 мм, массой брутто 0,10 т:
Тара 4-60-40-35-0,10М ГОСТ 14861-91
9. Основные параметры и размеры тары типа 5 должны соответствовать указанным на черт.7 и в табл.8.
Черт.7
Таблица 8
Размеры в миллиметрах
, не более | , не менее | Масса брутто, т, не более | |||
800 | 600 | 640 | 650; 750; 850; 950 | 0,5; 1,0 | |
1000 | 800 | 840 | 1,0 | ||
1200 | 650; 750; 850; 950; 1050; 1150 | 2,0; 3,2 | |||
1000 | 1040 | ||||
1600 | 800 | 840 | 120 | ||
1000 | 1040 | ||||
2400 | 800 | 840 | 650; 750; 850; 950 | 5,0 | |
1000 | 1040 | ||||
3200 | 800 | 840 | 5,0; 10,0 | ||
1000 | 1040 | ||||
4000 | 1200 | 1240 | 1000 | 10,0 |
Пример условного обозначения металлической тары типа 5 с 1600 мм, 800 мм, 1050 мм, массой брутто 3,2 т;
Тара 5-160-80-105-3,2М ГОСТ 14861-91
10. Основные параметры и размеры тары типа 6, исполнений 1, 2 должны соответствовать указанным на черт.8 и в табл 9.
Основные параметры и размеры тары типа 6, исполнений 1, 2 должны соответствовать указанным на черт.8 и в табл 9.
______________
* Размер в свету может быть на длинной или короткой стороне.
Черт.8
Таблица 9
Размеры в миллиметрах
Масса брутто, т, не более | |||||||||
не более | не менее | ||||||||
1200 | 800 | 1240 | 840 | 950; 1050; 1150 | 760 | 600 | 110 | От 120 до 160 | 0,5; 1,0; 2,0 |
1600 | 1000 | 1640 | 1040 | 1200 | 800 | ||||
Пример условного обозначения металлической тары типа 6, исполнения 1 с 1600 мм, 1000 мм, 950 мм, массой брутто 0,5 т:
Тара 6-1-160-100-95-0,5М ГОСТ 14861-91
То же, для комбинированной тары:
Тара 6-1-160-100-95-0,5К ГОСТ 14861-91
11. По заказу потребителя тара типа 1, исполнений 1-4 и типа 2 может изготавливаться высотой 1250, 1400, 1600 мм.
По заказу потребителя тара типа 1, исполнений 1-4 и типа 2 может изготавливаться высотой 1250, 1400, 1600 мм.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2004
ГОСТ 21931-76 / Ауремо
ГОСТ Р ИСО 5832-2-2014 ГОСТ Р ИСО 5832-3-2014 ГОСТ Р ИСО 5832-11-2014 ГОСТ Р 53777-2010 ГОСТ Р 52802-2007 ГОСТ 12341-81 ГОСТ 21931-76 ГОСТ 6902-75 ГОСТ 21930-76 ГОСТ 19658-81 ГОСТ 23137-78 ГОСТ 2169-69 ГОСТ 19738-74 ГОСТ 13498-79 ГОСТ 30649-99 ГОСТ Р 52245-2004 ГОСТ Р 52244-2004
- гост-21931-76.pdf (390,60 КиБ)
ГОСТ 21931-76
ГОСТ 21931-76
Группа В51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОЛОВО-ГРУНТЫ В ИЗДЕЛИЯХ
Технические условия
Припои оловянно-свинцовые в виде изделий. Технические характеристики
OKP 17 2300
Дата введения 1978–01–01
Информационные данные
1. Разработано и принято Министерством неплозной металлургии USSR
разработчиков
Vaarshinnikov; З. Я. Каменецкая; А.И. Даутова
Я. Каменецкая; А.И. Даутова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1449
Изменение №3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (Протокол №6 от 21.10.94)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Беларуси |
| Республика Грузия | Грузстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Узбекистан | Узгосстандарт |
| Украина | Gosstandart of Ukraine |
3. Замена GOST 1499–70, за исключением свиней
Замена GOST 1499–70, за исключением свиней
4. Справочная нормативные и технические документы:
| . Разработка нормативного документа, для которого справочник сделан 999 | |
| . Определение нормативного документа, для которого справочник сделан 999 | |
| . | Артикул |
| ГОСТ 12.0.004-90 | 2а.9 |
| ГОСТ 12.1.005-88 | 2а.3; 2а.4 |
| ГОСТ 12.1.007-76 | 2а.1; 2а.4 |
| ГОСТ 12.3.009-76 | 2а.6 |
| ГОСТ 12.3.010-82 | 2а.7 |
| ГОСТ 12.4.023-84 | 2а.11 |
| ГОСТ 12.4.028-76 | 2а.11 |
| ГОСТ 1429.0-77 | 2а.8; 4.6 |
| ГОСТ 1429.1-77 — ГОСТ 1429.15-77 | 4,6 |
| ГОСТ 2228-81 | 5,8; 5.10 |
| ГОСТ 2991-85 | 5. 10 10 |
| ГОСТ 3282-74 | 5.10 |
| ГОСТ 3560-73 | 5.10 |
| ГОСТ 4514-78 | 5,8 |
| ГОСТ 6128-81 | 5,5 |
| ГОСТ 6613-86 | 1,8 |
| ГОСТ 9723-73 | 4,7 |
| ГОСТ 10396-84 | 5,8; 5.10 |
| ГОСТ 14192-96 | 5.11 |
| ГОСТ 14861-91 | 2а.7; 5.10 |
| ГОСТ 17308-88 | 5,8 |
| ГОСТ 18477-79 | 5.10 |
| ГОСТ 19113−84 | 2.4 |
| ГОСТ 21140-88 | 5.10 |
| ГОСТ 21930-76 | 2.1; 2,5; 2,6; 5.13 |
| ГОСТ 21931-76 | 1,8 |
| ГОСТ 26663-85 | 5.10 |
| СНиП 2.09.04-87 | 2а. 12 12 |
5. Ограничение срока действия снято согласно протоколу Межгосударственного совета по стандартизации, метрологии и сертификации (ИСУ 2−93)
6. РЕВЕРСИЯ (февраль 1998 г.) с Изменениями №№ 1, 2, 3, утвержденными в декабре 1982 г., июне 1987 г., марте 1995 г. (ИСС 3-83, 9-87, 6-95)
Применяется настоящий стандарт к оловянно-свинцовым припоям в виде круглой проволоки, ленты, трехгранных, круглых и квадратных прутков, круглых трубок, заполненных флюсом, порошком, используемых для лужения и пайки деталей.
(Измененная редакция, версия № 3).
1. СОРТИРОВКА
1.1. Диаметры проволоки и предельные отклонения от них должны соответствовать указанным в таблице 1.
(Измененная редакция, Изменения N 1, 2, 3).
1.2. Диаметры круглых стержней, размеры сторон трехгранных и квадратных стержней и предельные отклонения от них должны соответствовать указанным в табл. 2.
(Измененная редакция, Ред. N 3).
Таблица 1
мм
| Номинальный диаметр проволоки | Предельное отклонение |
| 0,4 | ± 0,05 |
| 0,5 | ± 0,05 |
| 0,6 | ± 0,06 |
| 0,8 | ± 0,08 |
| 0,95 | ± 0,08 |
| 1,0 | ± 0,10 |
| 1,2 | ± 0,10 |
| 1,5 | ± 0,10 |
| 1,8 | ± 0,10 |
| 2,0 | ± 0,10 |
| 2,5 | ± 0,12 |
| 3,0 | ± 0,15 |
| 3,5 | ± 0,17 |
| 4,0 | ± 0,17 |
| 5,0 | ± 0,17 |
| 6,0 | ± 0,18 |
| 7,0 | ± 0,20 |
стол 2
мм
| Круглые стержни | Стержни трехгранные | Прутки квадратные | |||
| Номинальный диаметр | Предельное отклонение | Размер сторон | Предельное отклонение | Размер сторон | Предельное отклонение |
| 8 | ± 0,24 | 10 | ± 0,30 | 5 | ± 0,25 |
| 10 | ± 0,30 | 12 | ± 0,36 | 7-й | ± 0,35 |
| 12 | ± 0,36 | 14 | ± 0,42 | 9 | ± 0,45 |
| одиннадцать | ± 0,55 | ||||
| 15 | ± 0,45 | 16 | ± 0,48 | 13 | ± 0,55 |
| 40 | ± 1,2 | 15 | ± 0,55 | ||
1. 3. Длина стержней должна быть (400 ± 20) мм.
3. Длина стержней должна быть (400 ± 20) мм.
Разница в длине стержней в связке должна быть не более 10 мм.
(Измененная редакция, ред. № 2).
1.4. Размеры ремней должны соответствовать указанным в таблице 3, предельные отклонения размеров ремней — в таблице 4.
Table 4
mm
| Nominal tape thickness | Предельное отклонение | Номинальная ширина ремня | Предельное отклонение |
| 0,8 | ± 0,08 | 5,0 | ± 0,5 |
| 1,0 | ± 0,10 | 6,0 | ± 0,6 |
| 1,5 | ± 0,10 | 7,0 | ± 0,7 |
| 2,0 | ± 0,10 | 8,0 | ± 0,8 |
| 2,5 | ± 0,10 | 9,0 | ± 0,9 |
| 3,0 | ± 0,12 | 10,0 | ± 1,0 |
| 4,0 | ± 0,16 | 15,0 | ± 1,0 |
| 5,0 | ± 0,20 |
1,5. Диаметры труб и предельные отклонения наружного диаметра должны соответствовать указанным в таблице 5.
Диаметры труб и предельные отклонения наружного диаметра должны соответствовать указанным в таблице 5.
Таблица 5
мм
| Номинальный внешний диаметр трубы | Предельное отклонение Внешний диаметр |
| 1,0 | ± 0,05 |
| 1,5 | ± 0,07 |
| 2,0 | ± 0,07 |
| 2,5 | ± 0,07 |
| 3,0 | ± 0,09 |
| 3,5 | ± 0,1 |
| 4,0 | ± 0,12 |
| 5,0 | ± 0,15 |
(Измененная редакция, ред. N 1, 3).
1.6. По согласованию потребителя с изготовителем допускается изготовление изделий других форм и размеров.
1.7. Длина длины провода и трубки должна быть не менее 20 м, ленты — не менее 10 м.
(Измененная редакция, Ред. № 1).
1.8. Гранулометрический состав порошка припоя должен соответствовать указанному в таблице 6.
Таблица 6
| Номер сетки по ГОСТ 6613 | Остаток порошка на сите, %, не более | Порошок, проходящий через сито, %, не менее |
| 008 | 0,5 | — |
| 0071 | — | 80 |
Условное обозначение припоев следующее:
Со следующими сокращениями:
наименование сортамента профиля:
проволока — прв;
прут — пт;
Лента— L;
трубка — Т;
порошок — пор;
формы сечения:
круглый — CD;
квадрат — КБ;
трехгранный — TRG.
Вместо отсутствующего показателя поставить знак «Х».
Примеры символа
Припой в виде проволоки круглого сечения диаметром 2 мм марки ПОСу 61-0,5:
Припой Прв КР2 ПРЕСС 61-0,5 ГОСТ 21931-76
5 То же,
2 То же, в форме квадратного стержня со стороной 9 мм квадрат марки ПОСу 40-0,5: Припой ПтКВ 9,0 ПОСу 40-0,5 ГОСТ 21931-76
То же, в виде креста-трехгранника сечение с размером сторон 14 мм ПОС 61:
Припой ПтТРГ 14 ПОС 61 ГОСТ 21931-76
То же, в виде ленты толщиной 0,8 мм, шириной 8 мм ПОС 40:
Припой Л 0,8х8 ПОС 40 20 70901 ГОСТ 219001
То же, в виде трубки наружным диаметром 5 мм с наполнителем канифоль марки ПОССУ 25-2:
Припой Т 5 ПОСу 25-2 ГОСТ 21931-76
То же , в виде порошка ПОСу 30-2:
Порт припоя ПОСТ 30-2 ГОСТ 21931−76
(Измененная редакция, Изменения N 1, 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в изделиях изготавливаются в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав оловянно-свинцовых припоев должен соответствовать требованиям ГОСТ 21930.
(Измененная редакция, ред. № 1, 2).
2.2. Поверхность стержней, проволоки, лент и трубок не должна иметь посторонних включений, трещин и расслоений.
На поверхности стержней, проволоки и ленты допускаются отдельные невскрывшиеся пузырьки воздуха, не имеющие шлаковых включений.
(Измененная редакция, ред. № 2, 3).
2.3. В обрыве проволоки, прутка, ленты и трубки не должно быть посторонних включений.
(Измененная редакция, ред. № 2).
2.4. В качестве флюса (наполнителя) трубок припоя используется сосновая канифоль по ГОСТ 19113. Флюс должен быть сплошным по всей длине трубки.
По согласованию потребителя с изготовителем допускается использование в качестве наполнителя более активных флюсов. Масса флюса в трубке должна составлять (2,5 ± 0,5)% от массы трубки.
(Измененная редакция, ред. № 2, 3).
2.5. Физико-механические свойства припоев приведены в приложении 1 ГОСТ 21930.
2.6. Области преимущественного применения припоев приведены в приложении 2 ГОСТ 21930.
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Процессы производства и пайки (лужения) оловянно-свинцовых и оловянно-свинцово-кадмиевых припоев могут сопровождаться выделением токсичных веществ свинца и оксида кадмия, которые по ГОСТ 12.1.007 отнесены к веществам 1 класса. опасности.
2а.2. Выделение вредных веществ в организм человека в условиях изготовления и применения припоев возможно при вдыхании загрязненного воздуха, а также с водой и пищей при несоблюдении правил личной гигиены.
Действие свинца на организм человека заключается в поражении нервной системы, крови, сосудов. Кадмий влияет на органы дыхания, желудочно-кишечный тракт, внутренние органы, скелетные мышцы и костную ткань, вызывает раздражение кожи.
2а.3. Предельно допустимая концентрация свинца в воздухе рабочей зоны производственных помещений составляет 0,01 мг/м, оксида кадмия — 0,1 мг/м по ГОСТ 12.1.005.
2а.4. Контроль за содержанием вредных веществ в воздухе рабочей зоны следует проводить по ГОСТ 12.1.005 и ГОСТ 12.1.007. Анализ проб воздуха на оксиды свинца и кадмия проводят по методикам, утвержденным Минздравом СССР.
2а.5. Устройство, оборудование и отделка производственных помещений и рабочих мест при производстве и применении свинецсодержащих сплавов должны соответствовать правилам безопасности производства олова и сплавов на его основе, утвержденным Госгортехнадзором СССР, и санитарным правилам для организация пайки мелкогабаритных изделий свинецсодержащими сплавами, одобренными Минздравом СССР.
2а.6. При погрузочно-разгрузочных работах должны соблюдаться требования безопасности по ГОСТ 12.3.009 и правилам безопасности для предприятий и организаций металлургической промышленности, утвержденным Госгортехнадзором СССР.
2а.7. Требования безопасности при эксплуатации промышленной тары, изготовленной по ГОСТ 14861, по ГОСТ 12.3.010.
2а.8. Требования безопасности при определении химического состава — по ГОСТ 1429..0 .
2а.9. Работники с припоями должны пройти: инструктаж по технике безопасности
по ГОСТ 12.0.004;
обучение приемам работы со свинцовыми и кадмийсодержащими припоями и правилам обращения со средствами защиты;
Предварительно при приеме на работу и периодических медицинских осмотрах.
2а.10. Профилактика отравления свинцом при работе с припоями — согласно нормативной документации, утвержденной Минздравом СССР.
2а.11. Все работы с расплавленными оловянно-свинцовыми припоями следует проводить в сухой спецодежде и средствах защиты.
При работе с расплавленными оловянно-свинцовыми припоями, обслуживании ванн для лужения и пайки, работе с порошком из припоев и транспортно-складских работах рабочие должны использовать средства индивидуальной защиты органов дыхания — респираторы ШБ-1 «Лепесток» по ГОСТ 12. 4. 028. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо головными щитками по ГОСТ 12.4.023.
2а.12. Для работы с оловянно-свинцовыми припоями должны быть выделены бытовые помещения в соответствии со СНиП 2.09.04 для группы производственных процессов IIIа. В санузлах должны быть созданы условия для соблюдения правил личной гигиены.
(Измененная редакция, версия № 3).
Раздел 2. (Введен дополнительно, ред. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партии.
Каждая партия должна состоять из припоев одной марки, одного типа и одного размера. Вес партии не ограничен.
Партии должен быть выдан один документ о качестве, содержащий:
товарный знак или наименование и товарный знак производителя;
условное обозначение припоя;
номер партии;
результаты химического анализа;
Масса нетто и партия брутто в килограммах;
дата изготовления;
(Измененная редакция, Изменения N 1, 2, 3).
3.2. Проверке и измерению подвергают каждый моток, моток и 0,5% партии от массы партии.
3.3. Для проверки химического состава припоя из партии берут 0,3% (по массе) мотков проволоки, трубку диаметром до 2,5 мм, ленты толщиной до 2,5 мм; 0,05% (по массе) мотков проволоки, трубки диаметром более 2,5 мм и ленты толщиной более 2,5 мм и ленты толщиной более 2,5 мм *, но не менее двух мотков; 0,03% (по массе) брусков, но не менее пяти брусков.
_________________
* Текст соответствует оригиналу. — Примечание «КОД».
Для проверки химического и гранулометрического состава порошка от партии отбирают 20 % банок, но не менее пяти банок.
(Измененная редакция, ред. № 2).
3.4. При получении неудовлетворительных результатов испытаний даже по одному из показателей проводятся повторные испытания на удвоенной пробе, взятой из той же партии. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности прутков, проволоки, лент, труб производится без применения увеличительных приборов.
4.2. Для отбора комбинированной пробы с концов мотков и мотков проволоки, трубки, ленты берут отрезки 30-40 см. Образец получают токарной обработкой полного поперечного сечения или фрезерованием пучка концов. Стержни фрезерованы в трех местах — посередине и с обоих концов.
На предприятии-изготовителе при изготовлении труб и проволоки допускается отбор проб для определения химического состава заготовок и распределение результата анализа на партии различных диаметров, изготовленные из этих заготовок. При этом определение содержания флюса в трубах проводят в каждой партии. При изготовлении изделий методом горячего прессования допускается отбирать образцы из расплавленного металла равномерно в начале, середине и конце выпуска партии в виде стержней с последующей их обточкой или фрезерованием.
Полученные опилки перемешивают, подвергают магнитной сепарации, восстанавливают квартингом до получения лабораторной пробы массой 200 г. Пробу делят на две части, одну из которых отправляют на химический анализ, вторую оставляют на случай разногласий в оценке качества припоев.
Лабораторная проба из трубчатого припоя перед анализом должна быть отмыта от канифоли спиртом или другими растворителями.
(Измененная редакция, Изменения N 1, 2, 3).
4.3. Проба порошка берется зондом из каждой выбранной банки. Зонд опускают на всю глубину банки не менее чем в трех разных точках. Образец перемешивают и квартуют.
На заводе-изготовителе допускается отбор проб порошка автоматическим пробоотборником.
4.4. Диаметр стержней, проволоки и труб измеряют не менее чем в двух взаимно перпендикулярных направлениях одного и того же поперечного сечения любым измерительным инструментом, обеспечивающим заданную точность измерения.
4.5. Для получения надлома припой надрезается на глубину не более одной трети диаметра или толщины и отламывается надрезом. Осмотр перелома проводят без применения увеличительных приборов.
4.6. Анализ химического состава припоев проводят по ГОСТ 1429.0 — ГОСТ 1429.15.
Допускается определение химического состава припоя другими методами, обеспечивающими требуемую точность определения.
В случае разногласий в оценке химического состава припоя определение производится по ГОСТ 1429.0 — ГОСТ 1429.11.
(Измененная редакция, ред. № 2).
4.7. Гранулометрический состав порошка определяют по ГОСТ 9723.
4.8. Для определения содержания флюса () в трубке с концов отобранных витков (мотков) берут образцы длиной 30-40 см и разрезают их на отрезки длиной 3-5 см. Масса образца должна быть 140−160 г.
Проба делится на две части: одна часть отправляется на анализ, другая сохраняется на случай разногласий в оценке качества партии. Образцы массой 20 г помещают в чистый фарфоровый тигель и нагревают до полного расплавления, затем тщательно перемешивают и охлаждают. Затвердевший припой очищают от флюса, промывают в спирте от остатков, сушат и взвешивают. Содержание потока () в процентах рассчитывается по формуле
.
За окончательный результат берется среднее арифметическое результатов испытаний трех образцов.
(Измененная редакция, ред. N 2).
4.9. Непрерывность потока в трубке обеспечивается технологией изготовления.
(введен дополнительно, ред. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Проволока, ленты и трубки с флюсом поставляются в бухтах. Проволока диаметром до 1 мм и трубы с флюсом диаметром до 1,5 мм поставляются намотанными на бухты. Масса нетто мотков и мотков проволоки и трубок с флюсом должна быть 1,5-15 кг. На бухты допускается наматывать провода и трубки других диаметров.
(Измененная редакция, ред. N 2).
5.2. Каждый моток должен быть туго перевязан шпагатом или скотчем не менее чем в трех местах, равномерно расположенных по периметру мотка.
5.3. (Исключен, ред. N 2).
5.4. Прутки поставляются в упаковках не более 15 кг.
5.5. Порошок расфасован в металлические банки по ГОСТ 6128. Масса нетто банок не должна быть более 30 кг.
Допускается по согласованию изготовителя с потребителем расфасовывать порошок в металлические банки, изготовленные по рабочим чертежам, утвержденным в установленном порядке, с размерами, указанными в таблице 7.
Таблица 7
Размеры, мм
Объем, см
Диаметр Предельное отклонение Высота Предельное отклонение Внутреннее внешний внутренний для улицы 8092
215 218 ± 5 223 232 ± 5
(Измененная редакция, ред. N 1, 2).
5.6. На каждый моток, моток проволоки, ленты и трубки и на каждый пучок прутков припоя прикрепляется этикетка, на которой должны быть указаны:
товарный знак изготовителя;
условное обозначение припоя;
номер партии;
номер контролера отдела технического контроля;
дата изготовления.
(Измененная редакция, ред. № 1, 2).
5.7. В каждом банке вы вносите документ, в котором необходимо указать:
товарный знак производителя;
условное обозначение припоя;
номер партии;
номер банка;
масса нетто в килограммах;
дата изготовления;
обозначение настоящего стандарта.
На каждой этикетке указаны одни и те же данные.
(Измененная редакция, ред. № 2).
5.8. Рукава из проволоки, трубок, лент и пучков стержней оборачивают бумагой по ГОСТ 10396, ГОСТ 2228 или другой нормативной документации и перевязывают обвязочным материалом по ГОСТ 17308, ГОСТ 4514 в трех местах, включая место нахождения этикетки. закреплен.
(Измененная редакция, ред. № 2, 3).
5.9. К каждому мотку или коробке в верхней части упаковки прикрепляется этикетка, на которой должны быть указаны:
товарный знак изготовителя;
условное обозначение припоя;
номер партии;
обозначение настоящего стандарта.
5.10. Мотки, мотки проволоки, ленты, трубки, пучки прутков, банки с порошком транспортируют в универсальных контейнерах по ГОСТ 18477 или специализированных металлических контейнерах (ящиках) типа I, исполнение 1 1200х800х750 мм по ГОСТ 14861 масса брутто не более 1,3 тн, нетто не более 1,2 тн. Допускается перевозка мотков проволоки, труб, лент и связок прутков в специализированной таре по ГОСТ 14861 и универсальной таре по ГОСТ 18477 без упаковки в бумагу; дно и стенки тары закрывают и каждый ряд продукции перекрывается слоем бумаги по ГОСТ 10396, ГОСТ 2228 или другой нормативной документации.
Мелкие партии продукта транспортируют в ящиках бортовых типа II-I по ГОСТ 2991 по ГОСТ 21140, массой брутто не более 50 кг. Ящики формируют на деревянных поддонах в транспортные пакеты по ГОСТ 26663 с обвязкой металлической лентой по ГОСТ 3560 или проволокой по ГОСТ 3282. Масса брутто пакета не более 1,0 т.
5.9, 5.10. (Измененная редакция, Изменения N 1, 2, 3).
5.11. Транспортная маркировка — по ГОСТ 14192.
(Измененная редакция, Ред. № 1).
5.12. Припои транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, и Техническими условиями на погрузку и крепление, утвержденными МПС РФ.
(Измененная редакция, ред. № 1, 3).
5.13. Хранение оловянно-свинцовых припоев в изделиях — по ГОСТ 219.30 .
(введен дополнительно, ред. № 1).
Раздел 6… (Исключен, Изменение № 1).
ГОСТ 21931-76 / Ауремо
ГОСТ Р ИСО 5832-2-2014
ГОСТ Р ИСО 5832-3-2014
ГОСТ Р ИСО 5832-11-2014
ГОСТ Р 53777-2010
ГОСТ Р 52802-2007
ГОСТ 12341-81
ГОСТ 21931-76
ГОСТ 6902-75
ГОСТ 21930-76
ГОСТ 19658-81
ГОСТ 23137-78
ГОСТ 2169-69
ГОСТ 19738-74
ГОСТ 13498-79
ГОСТ 30649-99
ГОСТ Р 52245-2004
ГОСТ Р 52244-2004
- гост-21931-76. pdf (390,60 КиБ)
ГОСТ 21931-76
GOST 21931–76
GRUPA B51
Стандарт Stan ZSRR
Cyna-Ołów lutowniczy W Urządzeniu
Specyfikacje
Lutowanie Cyna-waciww waciw waciw waci waci. specyfikacje
OKP 17 2300
Data wprowadzenia 1978-01-01
Dane informacyjne
1. opracowane i wprowadzone przez Ministrystwo metalurgii metali DEV00RRnieżelaznych Z000EL
03
В.А.Аршинников; З.Я.Каменецкая; A.I.Dautova
2. Zatwierdzone I Wprowadzone w życie decyzją państwowego komitetu rady ministrów zsrr norm z 16.06.76 n 1449
zmiana n3 rucstate radę do normalizacji, metrologalologlogalogi -i (metryty zmiana n3 zsrr. Głosowaliśmy za przyjęciem:
tytuł stan Nazwa organu krajowego
standaryzacja
Republika Azerbejdżanu Азгостстандарт сейчас
Республика Армения Армгосстандарт
Белорусская Республика Стан Комитет Нормализации Белоруси
Республики Грузии Грузстандарт
Республика Казахстан Стандарт Стан Республики Казахстан
Кыргызстан Киргизстандарт
Республика Молдова MoldStandart
Федерация Росийская Стандарт Стан Росжи
Республика Узбекистану Узгосстандарт
Украина Ukraina State Standardowy
3. Zamiast GOST 1499−70, z wyjątkiem świń
4. REFERENCE normatywne i techniczne dokumenty:
dokument odniesienia, do których odesłania
Номер артикула ГОСТ 12.0.004−90
2А.9 ГОСТ 12.1.005-88
2А.3; 2А.4 ГОСТ 12.1.007-76
2а.1; 2А.4 ГОСТ 12.3.009-76
2А.6 ГОСТ 12.3.010-82
2А.7 ГОСТ 12.4.023-84
2а.11 ГОСТ 12.4.028-76
2а.11 ГОСТ 1429.0-77
2А.8; 4.6 ГОСТ 1429.1-77 — ГОСТ 1429.15-77
4,6 ГОСТ 2228-81
5,8; 5.10 ГОСТ 2991-85
5.10 ГОСТ 3282-74
5.10 ГОСТ 3560-73
5. 10 ГОСТ 4514-78
5,8 ГОСТ 6128-81
5,5 ГОСТ 6613-86
1,8 ГОСТ 9723-73
4,7 ГОСТ 10396-84
5,8; 5.10 ГОСТ 14192-96
5.11 ГОСТ 14861-91
2А.7; 5.10 ГОСТ 17308-88
5,8 ГОСТ 18477-79
5.10 ГОСТ 19113-84
2.4 ГОСТ 21140-88
5.10 ГОСТ 21930-76
2,1; 2,5; 2,6; 5.13 ГОСТ 21931-76
1,8 ГОСТ 26663-85
5.10 СНиП 2.09.04-87
2a.12
5. Ограничение конечной остановки по протоколу Рады Межгосударственная нормализация, метрология и сертификация (ICS 2−93)
6. poprawiona (luty 1998) ze zmianą N 1, 2, 3, zatwierdzonym w grudniu 1982, czerwiec 1987 marzec 1995 (IMS 3-83, 9-87, 6-95)
Standard stop ten dotytownzyczyów cynowo-ołowiowych, w postaci okrągłego drutu, wstążki, trójkątnych, kwadratowych i okrągłych prętów, rur okrągłych wypełniającego topnika proszek używany konserwantów i lutowącego topnika proszek używany konserwantów i lutowęciwantów.
(Видание поправоне, Зм н. 3).
1. ассортимент
1.1. Średnice drutów i tolerancji na nich powinny być takie, jak podano w tabeli 1.
(Выдание поправоне, Zm n. 1, 2, 3).
1.2. Średnice prętów okrągłych, kwadratowych and wielkości partii trójkątne pręty i tolerancje na nich powinien być jak podano w tabeli 2.
(Wydanie poprawione, Zm n. 3).
Табела 1
мм
Номинальная средняя часть максимальное одчиление
0,4
± 0,05 0,5
± 0,05 0,6
± 0,06 0,8
± 0,08 0,95
± 0,08 1,0
± 0,10 1,2
± 0,10 1,5
± 0,10 1,8
± 0,10 2,0
± 0,10 2,5
± 0,12 3,0
± 0,15 3,5
± 0,17 4,0
± 0,17 5,0
± 0,17 6,0
± 0,18 7,0
± 0,20
Табеля 2
мм
круглое покрытие трехконтурный пакет pręty kwadratowe
średnica oceniono
максимальное одчиление боки розмер максимальное одчиление боки розмер максимальное одчиление 8
± 0,24 10 ± 0,30 5 ± 0,25 10
± 0,30 12 ± 0,36 7 ± 0,35 12
± 0,36 14 ± 0,42 9 ± 0,45 11 ± 0,55 15
± 0,45 16 ± 0,48 13 ± 0,55 40
± 1,2 15 ± 0,55
1. 3. Двуугольный повинный пух (400 ± 20) мм.
Ружница с двухслойным покрытием с диаметром 10 мм.
(Видание Поправоне, Зм. N2).
1.4. Помир Тэшми Пауйнни Бедач Таки, Jak Podano W Tabeli 3, Tolerancje Rozmiarów Taśmy — W Tabeli 4.
Tabela 3
MM
Nominalna Gruboś Taś Taś
Nominalna Gruboć Taś
997 Номинальная крупошь тасмы 0,8
8−10 1,0
1,5
5-10; 15 2.0
2,5
3.0
4.0
5.0
TABELA 4
mm
Nominalna грубость тасмы
максимальное одчиление Номинальная крупошь тасмы
максимальное одчиление
0,8
± 0,08 5,0
± 0,5 1,0
± 0,10 6,0
± 0,6 1,5
± 0,10 7,0
± 0,7 2,0
± 0,10 8,0
± 0,8 2,5
± 0,10 9,0
± 0,9 3,0
± 0,12 10,0
± 1,0 4,0
± 0,16 15,0
± 1,0 5,0
± 0,20
1. 5. Średnice rur i dopuszczalne odchylenia średnicy zewnętrznej powinny być takie, jak podano w tabeli 5.
Табела 5
мм
ny ny0015 średnica rury
maxsymalne odchylenie
zewnętrzna średnica
1,0
± 0,05 1,5
± 0,07 2,0
± 0,07 2,5
± 0,07 3,0
± 0,09 3,5
± 0,1 4,0
± 0,12 5,0
± 0,15
(Выдание поправоне, Зм н. 1, 3).
1.6. W porozumieniu z clientem productent możliwe jest wytwarzanie produktów o innych kształtach i rozmiarach.
1.7. Двусторонняя одцинка друту и рурки powinna być mniejsza niż 20 m, taśma — nie mniejsza niż 10 m.
(Выдание поправоне, Zm. N = 1).
1.8. rozkład wielkości cząstek w proszku lutowniczym powinna być jak przedstawiono w tabeli 6.
ТАБЕЛА 6
Сетка лицевая ГОСТ 6613 Pozostałość proszku na sicie%
więcej nie
Przejście proszku przez site%, nie mniej 008
0,5 — 0071
— 80
lutowanie symbol odłożyć za pomocą schematu:
Понижнее редукцe:
:filuźka nazwa wswa0003
Друт — ПРВ;
барий — pt;
Канал — А;
Трубка — T;
прошек — пор;
Kształt przekroju:
тур — KR;
место — КБ;
трехконтурный — TWG.
Przeciwnie, brak wskaźników postawić znak «X».
PrzyKłady Symbol
Lutowniczy W Postaci Drutu O Okrągłym Przekroju o średnicy 2 мм znaku os 61-0,5:
Lutowa Prb Kr2.
JEDNAK W BARZE PRZEJUJU KWADRATOWYM O BOKU MM MARKI KWADRAT 9 Posse 40,0,5:
Lutowniczej Ptkv 9,0. Trójkątnym przekroju poprzecznym, O Bokach O Wymiarach 14 мм zaznaczyć pic 61:
Lutowniczej Pttrg 14 Pic 61 Gost 21931-76
Tak Samo Jak W Postaci Taśmy, o graki zma zma zma zma zma zma zma zma zma zma zma zma zma zma zma zma z. :
0,8×8 лютовач ПОС 40 ГОСТ 21931–76
TAK SAMO JAK W FROMIE RUURY O Zewnętrznej średnicy 5 мм z kalafonii klasy wypełniacza os 25–2:
9000. прошку Posse 30−2: Lutować Por ГОСТ 21931−76 30−2 Posse
(Wydanie poprawione, Zm n. 1, 2, 3).
2. WYMAGANIA TECHNICZNE
2.1. Cyna-ołów lutu w produktach wytworzonych zgodnie z wymogami niniejszego standardu w instrukcjach technicznych, należycie zatwierdzony. Склад химической продукции циново-оловьевого лута муси спеленьяч wymagania ГОСТ 21930 .
(Видание поправоне, Зм н. 1, 2).
2.2. Powierzchnia prętów, drutów, taśm i rur, nie może być obcych wtrąceń, pęknięć i wiązki.
Na powierzchni prętów, drutów i taśm oddzielić nierozwiązanych dozwolony pęcherzyków powietrza bez wtrąceń żużlowych.
(Видание поправоне, Зм н. 2, 3).
2.3. Pęknięcie przewodu, prętów, taśm i rur, nie może być obcych wtrąceń.
(Видание Поправоне, Зм. N2).
2.4. Яко струмень (выпелняч), rury lutu stosuje się sosnowy kalafonii ГОСТ 19113. Topnik może być ciągłe na całej długości rury.
W umowie z konsumentem przez productenta, może być stosowany jako wypełniacz bardziej aktywne topnik. Strumień masy w rucce powinien być (2,5 ± 0,5)% wagowych w stosunku do rury.
(Видание поправоне, Зм н. 2, 3).
2.5. Власть физичне и механичне стопув лютовничих са подане в заленку 1 ГОСТ 21930 .
2.6. Obszary stosowania lutów poboru wymienionych w załączniku 2 ГОСТ 21930 .
2а. WYMAGANIA BEZPIECZEŃSTWA
2a.1. Procesy wytwarzania i lutowania (cynowanie), cyna-ołów i cyna-kadm lutowniczy może towarzyszyć uwolnienie toksycznych tlenków ołowiu i kadmu, który zgodnie z GOST 12.1.007 odnosi się do substancji 1-ga klasy.
2а.2. Otrzymanie szkodliwych substancji do ciała ludzi w warunkach wytwarzania i stosowania lutów może wdychanie zanieczyszczonego powietrza, a także środków spożywczych i wody, gdy nie obserwuje się higienę pracy.
Wpływ ołowiu na organizm człowieka jest pokonanie układu nerwowego, naczyń krwionośnych. Kadm dotyczy układu oddechowego, przewodu pokarmowego, organów wewnętrznych, mięśni szkieletowych i kości, powoduje podrażnienia skóry.
2А.3. Максимально допущальне стенение оловиу с общими робочим локали пшемыслович — 0,01 мг/м тленек кадму — 0,1 мг/м ср 12.1.005.
2А.4. Контроля zawartości szkodliwych substancji w powietrzu w obszarze roboczym powinna być zgodna z 12.1.005 и ГОСТ 12.1.007. Analiza próbek powietrza ołowiu i tlenek kadmu prowadzi się według procedury zatwierdzonej przez Ministrystwo Zdrowia.
2А.5. Urządzenie, wyposażenie i wykończenie zakładów produkcyjnych i miejsc pracy w produkcji i stosowania stopów zawierających ołów muszą być zgodne z zasadami bezpieczeństwa podczas produkcji cyny i ich stopów, zatwierdzonego przez Dozoru Technicznego Państwowej ZSRR, a przepisy sanitarne organizacja lutowania małych elementów ze stopów zawierających ołów, zatwierdzonych przez Misterstwo Zdrowia.
2А.6. Przy załadunku i rozładunku muszą być spełnione wymogi bezpieczeństwa zgodnie z ГОСТ 12.3.009i bezpieczeństwa, przepisów dotyczących przedsiębiorstw i organizacji w przemyśle stalowym, które zostały zatwierdzone przez Dozoru Technicznego ZSRR państwa.
2А.7. Wymagania bezpieczeństwa dla funkcjonowania produkcji pojemników wykonanych zgodnie z GOST 14861, — według GOST 12.3.010 .
2А.8. Wymogi bezpieczeństwa w celu określenia składu chemicznego — według ГОСТ 1429,0 .
2А.9. Praca ze stopów lutowniczych powinno się odbyć:
instrukcja bezpieczeństwa zgodnie z GOST 12. 0.004 ;
szkolenie w zakresie pracy z ołowiu i stopów lutowniczych i wykonawcze do czynienia z urządzeń bezpieczeństwa zawierający kadmu;
Wstępna przy odbiorze do pracy i okresowych badań lekarskich.
2а.10. Zapobieganie zatrucia ołowiem przy użyciu lutów — для нормативных документов, zatwierdzonych przez Ministrystwo Zdrowia.
2а.11. Wszystkie prace na stopionych lutów cynowo-ołowiowych należy wykonywać wsuchych ubrań, rękawic i urządzeń zabezpieczających.
Podczas pracy z roztopionych lutów cynowo-ołowiowych, usługi kąpieli cynowania i lutowania, praca z proszku lutu oraz transport i maganowania robotnikówinna użytku ortustego ledhaty nedhaty-wdhory-wdhory-wdhory-wdhory-ledgegog. Aby uniknąć oparzeń, pracy z roztopionego lutu musi chronić nagolovnym tarcze twarz przez ГОСТ 12.4.023 .
2а.12. Praca z lutów cynowo-ołowiowych powinny być zaopatrzone w localach komunalnych zgodnie z SNIP 09.02.04 группы IIIA procesów produkcyjnych. Urządzenia sanitarne muszą być wykonane pod kątem zgodności z zasadami obsługi higieny osobistej.
(Выдание поправоне, Зм н. 3).
Секция 2. (Wprowadzone dodatkowo Zm. N = 1).
3. AKCEPTACJA WARUNKÓW
3.1. Lutowanie przyjęte w partii.
Każda partia powinna składać się z lutowniczych tej samej marki, tego samego rodzaju i tej samej wielkości. Partia Waga nie jest ograniczona.
Część zostać oprawione jako pojedynczy dokument, zawierający:
znak towarowy lub nazwa i znak towarowy productenta;
люту символы;
номер партии;
Выписки химического анализа;
Масса брутто в нетто в килограммах порциями;
производство данных;
(Видание поправоне, Зм н. 1, 2, 3).
3.2. Tonaż poddawany kontroli i każde pasmo prętów szpuli i 0,5% wagowych wsadu.
3.3. Контрольный склад химической стопы lutowniczego wybiera się z wsadu 0,3% (wagowo) zwojów drutu, średnicy rury, z 2,5 mm do 2,5 mm, grubość taśmy; 0,05% (wagowo) zwojów drutu, srednicy rury większa niż 2,5 мм, a грубый taśmy przekracza 2,5 мм, грубый taśmy o więcej niż 2,5 мм, *, lecz co najmniej dwie cewki; 0,03% (wagowo) z prętów, jednak nie mniej niż pięć barów.
_________________
* Исходный текст. — Увага: «КОД».
Aby sprawdzić rozmiar cząstek proszku i sład chemiczny wybranych partii puszki 20%, ale nie mniej niż puszek.
(Видание Поправоне, Зм. N2).
3.4. Jeśli wyniki badań są niezadowalające co najmniej jeden ze wskaźników, aby powtórzyć test przy podwojonej próbki pobranej z tej samej partii. powtarzające się wyniki badań odnoszą się do całej partii.
4. МЕТОДЫ BADAŃ
4.1. Pręty regulacyjne powierzchni, drutu, taśmy, rury wytwarzane bez powiększenia.
4.2. Сделайте selekcji probek z połączonych z koncami cewek i zwoje drutu, rury, taśmy mających długość od 30−40 cm. Próbkę przygotowano obrót pełnym przekroju lub mielenie więzadła końce. Bary frezowany w trzech miejscach — w środku i na obu końcach.
Fabryka w produkcji rur i przewodów można wykonać probki w celu określenia składu chemicznego preparatów oraz wyniki analizy przedłużony do partii o różnych srednicach, wykonany z półfa. W tym przypadku, w celu określenia zawartości strumienia w rurach produkowanych w każdej party. W produkcji wyrobów przez prasowanie na gorąco może pobierać probki z roztopionym metalem równomiernie na początku, w środku i na końcu partii wytwarzaniu w postaci prętów z późniejszym toczenia lub frezowania.
Otrzymany mieszano trociny, poddaje się separacji magnetycznej, w celu zmniejszenia Ćwiartowanie przygotowania próbki laboratoryjnej wadze 200 g, próbkę dzieli się na dwie części, z których jedna jest kierowana do analizy chemicznej, drugi rezerwa w przypadku braku zgodności z oceną jakości lutowniczych.
Лаборатория лабораторий rurowego lutowniczego przed badaniem powinno być wypłukiwane z alkoholu kalafoni lub innych rozpuszczalników.
(Видание поправоне, Зм н. 1, 2, 3).
4.3. Proszek próbka pobrana od siebie wybrane puszek sondy. Sonda jest obniżona do pełnej głębokości banków nie mniej niż trzy punkty. Zebrany probkę miesza się i zmniejsza na ćwierci.
Fabryka jest dozwolone próbkowanie proszku autosampler.
4.4. Pomiar średnicy prętów, drutów oraz rur wytwarza się w przynajmniej dwóch wzajemnie prostopadłych do siebie kierunkach do dowolnego jednego odcinka przyrządu pomarowego, zapewniając z gory pomreśloną dok.
4.5. Break lutu nacięcia do głębokości nie większej niż jednej trzeciej średnicy lub grubości i zerwać przy nacięciu. Badanie jest przeprowadzane bez złamania powiększeniu.
4.6. Анализ склада химического сырья по ГОСТ 1429,0 — ГОСТ 1429.15 .
Możesz określić skład chemiczny lutu innych method zapewnienia niezbędnej dokładności określania.
Gdy różnice w składzie chemicznym oceny lutowniczej w celu określenia jej zachowania na ГОСТ 1429,0 — ГОСТ 1429,11 .
(Видание Поправоне, Зм. N2).
4.7. Гранулометрия, которую можно получить по ГОСТ 9723 .
4.8. Ocreślenie strumien () W rurce z konca wybranych cewki (cewki) Побегание пробека 30−40 см и покрой на двойке 3−5 см. Масса пробки powinna wynosić 140−160 г
Пробка зостала подзелона на две части: едина чешсть просто wysyłanych do analizy, a druga jest przechowywanych w przypadocci rozbieżennośpartci w Пробки о масии 20 г umieszcza się w czystym tyglu porcelanowym i ogrzewano aż do całkowitego stopienia, a następnie dokładnie miesza się i chłodzi. Zestalony topnika do lutowania jest oczyszczany z, przemyto alkoholem w celu usunięcia jego pozostałość suszy się i waży się w celu otrzymania masy , Zawartość topnika () W procentach oblicza się według wzoru
,
Dla koncowego wyniku średniej arytmetycznej wyników badań trzech probek.
(Видание Поправоне, Зм. N2).
4.9. Ciągłość strumienia rury znajduje się w technologii wytwarzania.
(Wprowadzone dodatkowo Zm. N = 2).
5. znakowania, pakowania, transport i przechowywanie
5.1. Drutu, taśmy i rury do strumienia jest dostarczany w zwojach. Średnica drutu 1 mm, a średnica rury strumienia do 1,5 mm, włącznie dostarczania nawinięty na szpulę. pasemek netto masy ciała oraz kręgi rury i wyroby z topnikiem się 1,5−15 кг. Dopuszczalne nawojowym i rury innych średnice bębnów.
(Видание поправионе, Зм. N2).
5.2. Każde pasmo musi być bezpiecznie przywiązany sznurkiem lub taśmą co najmniej w trzech miejscach równo rozmieszczonych na obwodzie pasmo.
5.3. (Usunięto, Zm. N2).
5.4. Pręty są dostarczane w opakowaniach o masie ciała mniejszej niż 15 кг.
5.5. Прошка запакованная с металлической пусковой пушкой ГОСТ 6128. Пушечная упаковка нетто powinien wynosić nie więcej niż 30 кг.
Zostanie zatwierdzony przez productenta proszku opakowanie detaliczne z puszek metalowych, wykonanych na rysunkach roboczych odpowiednio zatwierdzone, wymiary podane w tabeli 7 poniżej.
TABELA 7
Wymiary w mm
Pojemność zobacz
Средница максимальное одчиление высокий Максимальное одчиление Wewnętrzny зевнентрзный домофония Зевнетрзный 8092
215 218 ± 5 223 232 ± 5
(Видание поправоне, Зм н. 1, 2).
5.6. W każdym paśmie, że druty nawojowe, taśmy i rury i do każdej prętów dołączonych do lutowania pakietów etykiet, które należy wymienić:
znak towarowy productenta;
люту символы;
номер партии;
Регулятор pokojowy z dzialu kontroli technicznej;
данных продуктов.
(Видание поправоне, Зм н. 1, 2).
5.7. W każdym słoiku umieścić dokument, który powinien zawierać:
товарный знак производителя;
люту символы;
номер партии;
liczba banków;
Вес нетто, вес кг;
производство данных;
Знак стандарта.
На каждый слой przyklejona etykieta z tych samych danych.
(Видание Поправоне, Зм. N2).
5.8. Zwoje Drutu, Rury, Taśmy I Opakowań Papierowych Owinięty Pręt Według Gost 10396, Gost 2228 Lub Inne Materiał I Dokumentację Регулакджи Злиговано Олджания Gost 17308, Gost 4514 WrzeCH -wznia -wznial -zrinia zrynia zrinia zrynia zrynia zrynia gonia zlyia zrynia gonia zlynia z
(Выдание поправоне, Зм н. 2, 3).
5.9. Do każdej rolki lub pola na wierzchu opakowania, przymocowana jest etykieta, który musi zawierać:
znak towarowy productenta;
люту символы;
номер партии;
Знак стандарта.
5.10. Cewki, cewki z drutu, taśmy, pręty opakowań, pojemniki są przekazywane z proszkiem uniwersalnych pojemników według GOST 18477 lub specjalnych pojemników metalowych (pudełka) typu I, typu 1 mm wielkości 1200h800h750 GOST 14861 masę całkowitą nie większą niż 1,3 m, ciężar. нетто, nie więcej niż 1,2 m jest dozwolone w porozumienie productenta and konsumenta transportu zwojów drutu, rury, taśmy i prętów wyspecjalizowanych packs pojemnikach według ГОСТ 14861 и uniwersalnych pojemnikow GOST14861 i uniwersalnych pojemnikow GOST144ugnia w pojemnikach według; oraz dolną ściankę pojemnika i słabo przesunięcia każdy rząd artykułów na warstwie papieru ГОСТ 10396, ГОСТ 2228 lub innych dokumentów prawnych.
Маленькое предприятие по транспортировке грузов с грузоподъемностью II-I типа ГОСТ 2991 по стандарту ГОСТ 21140, масса груза 50 кг.
То же, в виде креста-трехгранника сечение с размером сторон 14 мм ПОС 61:
То же, в виде ленты толщиной 0,8 мм, шириной 8 мм ПОС 40:
То же, в виде трубки наружным диаметром 5 мм с наполнителем канифоль марки ПОССУ 25-2:
Припой Т 5 ПОСу 25-2 ГОСТ 21931-76
То же , в виде порошка ПОСу 30-2:
(Измененная редакция, Изменения N 1, 2, 3).

 Масса флюса в трубке должна составлять (2,5 ± 0,5)% от массы трубки.
Масса флюса в трубке должна составлять (2,5 ± 0,5)% от массы трубки.

 4. 028. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо головными щитками по ГОСТ 12.4.023.
4. 028. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо головными щитками по ГОСТ 12.4.023.
_________________
* Текст соответствует оригиналу. — Примечание «КОД».


За окончательный результат берется среднее арифметическое результатов испытаний трех образцов.
 N 2).
N 2).
Размеры, мм
Объем, см

.jpg)
 pdf (390,60 КиБ)
pdf (390,60 КиБ) ГОСТ 21931-76
GOST 21931–76
standaryzacja
 Zamiast GOST 1499−70, z wyjątkiem świń
Zamiast GOST 1499−70, z wyjątkiem świń 10
10 poprawiona (luty 1998) ze zmianą N 1, 2, 3, zatwierdzonym w grudniu 1982, czerwiec 1987 marzec 1995 (IMS 3-83, 9-87, 6-95)
poprawiona (luty 1998) ze zmianą N 1, 2, 3, zatwierdzonym w grudniu 1982, czerwiec 1987 marzec 1995 (IMS 3-83, 9-87, 6-95)мм
мм
 3. Двуугольный повинный пух (400 ± 20) мм.
3. Двуугольный повинный пух (400 ± 20) мм.MM
mm
 5. Średnice rur i dopuszczalne odchylenia średnicy zewnętrznej powinny być takie, jak podano w tabeli 5.
5. Średnice rur i dopuszczalne odchylenia średnicy zewnętrznej powinny być takie, jak podano w tabeli 5.мм
zewnętrzna średnica
 N = 1).
N = 1).więcej nie
Понижнее редукцe:
Lutowniczy W Postaci Drutu O Okrągłym Przekroju o średnicy 2 мм znaku os 61-0,5:
Lutowa Prb Kr2.
JEDNAK W BARZE PRZEJUJU KWADRATOWYM O BOKU MM MARKI KWADRAT 9 Posse 40,0,5:
 Trójkątnym przekroju poprzecznym, O Bokach O Wymiarach 14 мм zaznaczyć pic 61:
Trójkątnym przekroju poprzecznym, O Bokach O Wymiarach 14 мм zaznaczyć pic 61:Tak Samo Jak W Postaci Taśmy, o graki zma zma zma zma zma zma zma zma zma zma zma zma zma zma zma zma z. :
TAK SAMO JAK W FROMIE RUURY O Zewnętrznej średnicy 5 мм z kalafonii klasy wypełniacza os 25–2:
(Wydanie poprawione, Zm n. 1, 2, 3).
 Склад химической продукции циново-оловьевого лута муси спеленьяч wymagania ГОСТ 21930 .
Склад химической продукции циново-оловьевого лута муси спеленьяч wymagania ГОСТ 21930 .

 0.004 ;
0.004 ;

_________________
* Исходный текст. — Увага: «КОД».
 W tym przypadku, w celu określenia zawartości strumienia w rurach produkowanych w każdej party. W produkcji wyrobów przez prasowanie na gorąco może pobierać probki z roztopionym metalem równomiernie na początku, w środku i na końcu partii wytwarzaniu w postaci prętów z późniejszym toczenia lub frezowania.
W tym przypadku, w celu określenia zawartości strumienia w rurach produkowanych w każdej party. W produkcji wyrobów przez prasowanie na gorąco może pobierać probki z roztopionym metalem równomiernie na początku, w środku i na końcu partii wytwarzaniu w postaci prętów z późniejszym toczenia lub frezowania.
 Масса пробки powinna wynosić 140−160 г
Масса пробки powinna wynosić 140−160 гDla koncowego wyniku średniej arytmetycznej wyników badań trzech probek.
 pasemek netto masy ciała oraz kręgi rury i wyroby z topnikiem się 1,5−15 кг. Dopuszczalne nawojowym i rury innych średnice bębnów.
pasemek netto masy ciała oraz kręgi rury i wyroby z topnikiem się 1,5−15 кг. Dopuszczalne nawojowym i rury innych średnice bębnów.Wymiary w mm
Pojemność zobacz
 1, 2).
1, 2). 2, 3).
2, 3).