
ГОСТ 11737-93 Ключи для винтов с внутренним шестигранником. Технические условия
Текст ГОСТ 11737-93 Ключи для винтов с внутренним шестигранником. Технические условия
ГОСТ 11737-93
(ИСО 2936-83)
Группа Г24
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КЛЮЧИ ДЛЯ ВИНТОВ С ВНУТРЕННИМ ШЕСТИГРАННИКОМ
Технические условия
Hexagon socket screw keys.
Specifications
ОКП 39 2654
Дата введения 1995-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 9.032-74 | 2.6; 4.4, приложение 2 |
ГОСТ 9.301-86 | 4.4 |
ГОСТ 9.303-84 | 2.6; 4.4; приложение 2 |
ГОСТ 9.306-85 | 2.6; приложение 2 |
ГОСТ 2789-73 | 2.5 |
ГОСТ 9013-59 | 4.3 |
ГОСТ 9378-93 | 4.2 |
ГОСТ 18088-83 | 2.8 |
ГОСТ 22133-86 | 4.4 |
ГОСТ 26810-86 | 3 |
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
3 Стандарт полностью соответствует международному стандарту ИСО 2936-83 «Инструмент монтажный для винтов и гаек. Ключи торцовые для винтов с внутренним шестигранником. Метрическая серия» с дополнительными требованиями, отражающими потребности народного хозяйства
4 ВВЕДЕН ВЗАМЕН ГОСТ 11737-74
5 ПЕРЕИЗДАНИЕ. Июль 2000 г.
Настоящий стандарт распространяется на ключи для винтов с внутренним шестигранником (далее — ключи).
Стандарт не распространяется на ключи, изготовляемые из материалов, предназначенных для работы во взрывоопасных условиях.
Требования настоящего стандарта являются обязательными, кроме разд.3. Стандарт пригоден для целей сертификации на безопасность по пп.2.3 и 4.5.
1. РАЗМЕРЫ
1. РАЗМЕРЫ
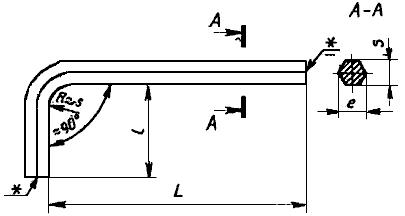
1.1. Основные размеры ключей должны соответствовать указанным на чертеже и в табл.1.
________________
* Кромки могут быть острыми, закругленными или с фасками. Радиус закругления или фаска должны быть не более половины разницы между размерами и .
Таблица 1
Размеры в мм
Обозначение | * | |||||||
номин. | пред. откл. | max | min | max | min | |||
7812-0365 | 0,7 | +0,011 | 0,711 | 0,698 | 0,79 | 0,76 | 32 | 6 |
7812-0366 | 0,9 | +0,011 | 0,889 | 0,0876 | 0,99 | 0,96 | 32 | 10 |
7812-0367 | 1,3 | -0,030 | 1,270 | 1,244 | 1,42 | 1,37 | 40 | 12 |
7812-0368 | 1,5 | h9 | 1,50 | 1,475 | 1,68 | 1,63 | 45 | 14 |
7812-0369 | 2 | h20 | 2,00 | 1,96 | 2,25 | 2,18 | 50 | 16 |
7812-0371 | 2,5 | 2,50 | 2,46 | 2,9 | 2,8 | 56 | 18 | |
7812-0372 | 3 | 3,00 | 2,96 | 3,4 | 3,2 | 63 | 20 | |
7812-0373 | 4 | 4,00 | 3,952 | 4,6 | 4,4 | 70 | 25 | |
7812-0374 | 5 | 5,00 | 4,952 | 5,8 | 5,5 | 80 | 29 | |
7812-0375 | 6 | 6,00 | 5,952 | 6,9 | 6,6 | 90 | 32 | |
7812-0376 | 8 | 8,00 | 7,942 | 9,2 | 8,8 | 100 | 36 | |
7812-0377 | 10 | 10,00 | 9,942 | 11,5 | 11,0 | 112 | 40 | |
7812-0378 | 12 | h21 | 12,00 | 11,89 | 13,8 | 13,2 | 125 | 45 |
7812-0379 | 14 | 14,00 | 13,89 | 16,2 | 15,5 | 140 | 56 | |
7812-0381 | 17 | 17,00 | 16,89 | 19,6 | 17,8 | 160 | 63 | |
7812-0382 | 19 | 19,00 | 18,87 | 21,9 | 21,1 | 180 | 70 | |
7812-0383 | 22 | 22,00 | 21,87 | 25,4 | 24,5 | 200 | 80 | |
7812-0384 | 24 | 24,00 | 23,87 | 27,7 | 26,8 | 224 | 90 | |
7812-0385 | 27 | 27,00 | 26,87 | 31,2 | 30,2 | 250 | 100 | |
7812-0386 | 32 | 32,00 | 31,84 | 36,9 | 35,8 | 315 | 125 | |
7812-0387 | 36 | 36,00 | 35,84 | 41,6 | 40,3 | 355 | 140 |
________________
* Размер диаметра описанной окружности для >2,5 мм по ГОСТ 8560.
Примечания:
1. Радиус должен быть не менее 1,5 мм.
2. При изготовлении из круглого прутка допускает шестигранную форму сечения ключа выполнять только на глубине вхождения 2 (табл.2).
Таблица 2
Размеры в мм
Размер ключа | Твердость ключа, HRC, не менее | Испытательный крутящий момент *, Н·м, не менее | Размер под ключ внутреннего шестигранника оправки | Глубина вхождения в оправку при испытаниях **, не менее | |
max | min | ||||
0,7 | 53 | 0,08 | 0,724 | 0,711 | 1,5 |
0,9 | 0,18 | 0,902 | 0,889 | 1,7 | |
1,3 | 0,53 | 1,295 | 1,270 | 2 | |
1,5 | 0,82 | 1,545 | 1,520 | 2 | |
2 | 1,9 | 2,045 | 2,020 | 2,5 | |
2,5 | 3,8 | 2,560 | 2,520 | 3 | |
3 | 6,6 | 3,080 | 3,020 | 3,5 | |
4 | 16 | 4,095 | 4,020 | 5 | |
5 | 30 | 5,095 | 5,020 | 6 | |
6 | 52 | 6,095 | 6,020 | 8 | |
8 | 51 | 120 | 8,115 | 8,025 | 10 |
10 | 49 | 220 | 10,115 | 10,025 | 12 |
12 | 370 | 12,142 | 12,032 | 15 | |
14 | 590 | 14,142 | 14,032 | 17 | |
17 | 46 | 980 | 17,230 | 17,050 | 20 |
19 | 1360 | 19,275 | 19,065 | ||
22 | 2110 | 22,275 | 22,065 | 26 | |
24 | 2750 | 24,275 | 24,065 | 29 | |
27 | 3910 | 27,275 | 27,065 | 32 | |
32 | 6510 | 32,330 | 32,080 | 38 | |
36 | 9260 | 36,330 | 36,080 | 43 |
________________
* , где — временное сопротивление разрыву (предел прочности при растяжении), МПа.
** ( — для размеров меньше 1,5 мм).
Пример условного обозначения ключа для внутреннего шестигранника размером =10 мм с покрытием Х9:
Ключ 7812-0377 Х9 ГОСТ 11737-93
1.2. Допускается изготовление ключей с размерами по ИСО 2936, которые должны соответствовать указанным на чертеже и в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ключи должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ключи должны изготовляться из сталей, обеспечивающих выполнение технических требований и выдерживание нагрузок при испытаниях в соответствии с настоящим стандартом.
2.3. Твердость и крутящий момент ключей должны быть не ниже указанных в табл.2.
2.4. Допуск перпендикулярности торцев к осям ключа — не более ±4°.
2.5. Параметр шероховатости поверхностей ключа по ГОСТ 2789 — не более 12,5 мкм.
2.6. Ключи должны иметь защитно-декоративные покрытия по ГОСТ 9.306, ГОСТ 9.303 и ГОСТ 9.032. Виды покрытий указаны в приложении 2.
2.7. На ключах с размером шестигранника от 2 мм и выше должна быть четко нанесена маркировка:
— товарного знака предприятия-изготовителя;
— размера ключа.
Для ключей с размерами шестигранника меньше 2 мм маркировку наносят на упаковочной таре.
2.8. Маркировка транспортной и потребительской тары и упаковка — по ГОСТ 18088.
3. ПРИЕМКА
Приемка ключей — по ГОСТ 26810.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Размеры ключей должны проверяться универсальными или специальными средствами измерения.
4.2. Шероховатость поверхностей ключей проверяют сравнением с образцами шероховатости по ГОСТ 9378 профилометрами (профилографами) или с образцовыми инструментами, имеющими параметры шероховатости не более установленных в п.2.5.
4.3. Проверка твердости ключей — по ГОСТ 9013.
4.4. Качество гальванических покрытий проверяют по ГОСТ 9.301 и ГОСТ 9.303, лакокрасочных покрытий — по ГОСТ 9.032 и ГОСТ 22133.
4.5. Испытания на прочность ключей должны проводиться на оборудовании с приспособлением, имеющим оправку с внутренним шестигранником с размерами, указанными в табл.2. Оправка должна иметь твердость не ниже 61 HRC.
Ключ коротким концом вставляется в оправку на глубину , к длинному концу ключа прикладывается нагрузка, постепенно увеличивающаяся до достижения заданного крутящего момента (табл.2).
Нагрузка должна прикладываться плавно без толчков и ударов, как можно ближе к концу длинного плеча. Величина момента определяется как произведение приложенной нагрузки на расстояние между точкой его приложения и осью головки.
После испытания ключ не должен иметь остаточную деформацию или других дефектов — влияющих на его использование.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение ключей — по ГОСТ 18088.
6. ТРЕБОВАНИЯ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
6.1. При работе с ключами не допускается пользоваться дополнительными рычагами и применять удары по ключу.
6.2. Конец ключа при работе должен быть введен в шестигранное отверстие крепежной детали на всю глубину отверстия.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие ключей требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения, установленных настоящим стандартом.
7.2. Гарантийный срок эксплуатации — 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления — с момента получения потребителем.
ПРИЛОЖЕНИЕ 1 (обязательное). РАЗМЕРЫ КЛЮЧЕЙ ДЛЯ ВНУТРЕННЕГО ШЕСТИГРАННИКА ПО ИСО 2936
ПРИЛОЖЕНИЕ 1
Обязательное
* | |||||||
номин. | пред. откл. | max | min | max | min | ||
0,7 | +0,011 | 0,711 | 0,698 | 0,79 | 0,76 | 32 | 6 |
0,9 | +0,011 | 0,889 | 0,876 | 0,99 | 0,99 | 32 | 10 |
1,3 | -0,030 | 1,270 | 1,244 | 1,42 | 1,37 | 40 | 12 |
1,5 | h9 | 1,50 | 1,475 | 1,68 | 1,63** | 45 | 14 |
2 | h20 | 2,00 | 1,96 | 2,25 | 2,18*** | 50 | 16 |
2,5 | 2,50 | 2,46 | 2,82 | 2,75*** | 56 | 18 | |
3 | 3,00 | 2,96 | 3,39 | 3,31*** | 63 | 20 | |
4 | 4,00 | 3,952 | 4,53 | 4,44*** | 70 | 25 | |
5 | 5,00 | 4,952 | 5,67 | 5,58**** | 80 | 28 | |
6 | 6,00 | 5,952 | 6,81 | 6,71**** | 90 | 32 | |
8 | 8,00 | 7,942 | 9,09 | 8,97 | 100 | 36 | |
10 | 10,00 | 9,942 | 11,37 | 11,23 | 112 | 40 | |
12 | h21 | 12,00 | 11,89 | 13,65 | 13,44 | 125 | 45 |
14 | 14,00 | 13,89 | 15,93 | 15,70 | 140 | 56 | |
17 | 17,00 | 16,89 | 19,35 | 19,09 | 160 | 63 | |
19 | 19,00 | 18,87 | 21,63 | 21,32 | 180 | 70 | |
22 | 22,00 | 21,87 | 25,05 | 24,71 | 200 | 80 | |
24 | 24,00 | 23,87 | 27,33 | 26,97 | 224 | 90 | |
27 | 27,00 | 26,87 | 30,75 | 30,36 | 250 | 100 | |
32 | 32,00 | 31,84 | 36,45 | 35,98 | 315 | 125 | |
36 | 36,00 | 35,84 | 41,01 | 40,50 | 355 | 140 |
________________
* (для от 1,5 до 36), (для от 8 до 36).
** .
*** .
**** .
ПРИЛОЖЕНИЕ 2 (обязательное). ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
ПРИЛОЖЕНИЕ 2
Обязательное
Группа условий эксплуатации по ГОСТ 9.303 | Обозначение по ГОСТ 9.306 (ГОСТ 9.302) |
1 | Х9 Хим.Окс.прм. |
2-4 | Н12.Х1 Ц15.хр. |
5-8 | h24.H7.X1 Кд.хр. |
ПРИЛОЖЕНИЕ 3 (справочное). СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА МЕЖДУНАРОДНОМУ СТАНДАРТУ ИСО 2936
ПРИЛОЖЕНИЕ 3
Справочное
Размеры ключей торцовых для внутреннего шестигранника, установленные в настоящем стандарте, соответствуют ИСО 2936 и приведены в таблице приложения 1.
Методы испытания, твердость и значения испытательных крутящих моментов, установленные в настоящем стандарте, соответствуют ИСО 2936 и приведены в разд.2 и 4 стандарта.
В настоящем стандарте дополнительно включены требования к шероховатости, точности для изготовления ключей, а также требования к правилам приемки, маркировке, упаковке и транспортированию ключей, а также требования безопасности.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2000
ГОСТ 11737-93. Ключи для винтов с внутренним шестигранником. Технические условия
ГОСТ 11737-93. Ключи для винтов с внутренним шестигранником. Технические условия
Дата введения 1995-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
| ГОСТ 9.032-74 | 2.6; 4.4, приложение 2 |
| ГОСТ 9.301-86 | 4.4 |
| ГОСТ 9.303-84 | 2.6; 4.4; приложение 2 |
| ГОСТ 9.306-85 | 2.6; приложение 2 |
| ГОСТ 2789-73 | 2.5 |
| ГОСТ 9013-59 | 4.3 |
| ГОСТ 9378-93 | 4.2 |
| ГОСТ 18088-83 | 2.8 |
| ГОСТ 22133-86 | 4.4 |
| ГОСТ 26810-86 | 3 |
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
 | |
| 585 × 273 пикс.   Открыть в новом окне | |
3 Стандарт полностью соответствует международному стандарту ИСО 2936-83 «Инструмент монтажный для винтов и гаек. Ключи торцовые для винтов с внутренним шестигранником. Метрическая серия» с дополнительными требованиями, отражающими потребности народного хозяйства
4 ВВЕДЕН ВЗАМЕН ГОСТ 11737-74
5 ПЕРЕИЗДАНИЕ. Июль 2000 г.
Настоящий стандарт распространяется на ключи для винтов с внутренним шестигранником (далее — ключи).
Стандарт не распространяется на ключи, изготовляемые из материалов, предназначенных для работы во взрывоопасных условиях.
Требования настоящего стандарта являются обязательными, кроме разд.3. Стандарт пригоден для целей сертификации на безопасность по пп.2.3 и 4.5.
1. Размеры
1.1. Основные размеры ключей должны соответствовать указанным на чертеже и в табл.1.
 | |
| 405 × 216 пикс.   Открыть в новом окне | |
 и
и  .
. Таблица 1
Размеры в мм
| Обозначение | | * |  |  | ||||
| номин. | пред. откл. | max | min | max | min | |||
| 7812-0365 | 0,7 | +0,011 -0,002 | 0,711 | 0,698 | 0,79 | 0,76 | 32 | 6 |
| 7812-0366 | 0,9 | +0,011 -0,024 | 0,889 | 0,0876 | 0,99 | 0,96 | 32 | 10 |
| 7812-0367 | 1,3 | -0,030 -0,056 | 1,270 | 1,244 | 1,42 | 1,37 | 40 | 12 |
| 7812-0368 | 1,5 | h9 | 1,50 | 1,475 | 1,68 | 1,63 | 45 | 14 |
| 7812-0369 | 2 | h20 | 2,00 | 1,96 | 2,25 | 2,18 | 50 | 16 |
| 7812-0371 | 2,5 | 2,50 | 2,46 | 2,9 | 2,8 | 56 | 18 | |
| 7812-0372 | 3 | 3,00 | 2,96 | 3,4 | 3,2 | 63 | 20 | |
| 7812-0373 | 4 | 4,00 | 3,952 | 4,6 | 4,4 | 70 | 25 | |
| 7812-0374 | 5 | 5,00 | 4,952 | 5,8 | 5,5 | 80 | 29 | |
| 7812-0375 | 6 | 6,00 | 5,952 | 6,9 | 6,6 | 90 | 32 | |
| 7812-0376 | 8 | 8,00 | 7,942 | 9,2 | 8,8 | 100 | 36 | |
| 7812-0377 | 10 | 10,00 | 9,942 | 11,5 | 11,0 | 112 | 40 | |
| 7812-0378 | 12 | h21 | 12,00 | 11,89 | 13,8 | 13,2 | 125 | 45 |
| 7812-0379 | 14 | 14,00 | 13,89 | 16,2 | 15,5 | 140 | 56 | |
| 7812-0381 | 17 | 17,00 | 16,89 | 19,6 | 17,8 | 160 | 63 | |
| 7812-0382 | 19 | 19,00 | 18,87 | 21,9 | 21,1 | 180 | 70 | |
| 7812-0383 | 22 | 22,00 | 21,87 | 25,4 | 24,5 | 200 | 80 | |
| 7812-0384 | 24 | 24,00 | 23,87 | 27,7 | 26,8 | 224 | 90 | |
| 7812-0385 | 27 | 27,00 | 26,87 | 31,2 | 30,2 | 250 | 100 | |
| 7812-0386 | 32 | 32,00 | 31,84 | 36,9 | 35,8 | 315 | 125 | |
| 7812-0387 | 36 | 36,00 | 35,84 | 41,6 | 40,3 | 355 | 140 | |
* Размер диаметра описанной окружности для >2,5 мм по ГОСТ 8560.
Примечания:
1. Радиус должен быть не менее 1,5 мм.
2. При изготовлении из круглого прутка допускает шестигранную форму сечения ключа выполнять только на глубине вхождения 2 (табл.2).
Таблица 2
Размеры в мм
 | |
| 611 × 871 пикс.   Открыть в новом окне | |
 | |
| 611 × 175 пикс.   Открыть в новом окне | |
Ключ 7812-0377 Х9 ГОСТ 11737-93
1.2. Допускается изготовление ключей с размерами по ИСО 2936, которые должны соответствовать указанным на чертеже и в приложении 1.
2. Технические требования
2.1. Ключи должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ключи должны изготовляться из сталей, обеспечивающих выполнение технических требований и выдерживание нагрузок при испытаниях в соответствии с настоящим стандартом.
2.3. Твердость и крутящий момент ключей должны быть не ниже указанных в табл.2.
2.4. Допуск перпендикулярности торцев к осям ключа — не более ±4°.
2.5. Параметр шероховатости поверхностей ключа по ГОСТ 2789 — не более 12,5 мкм.
12,5 мкм. 2.6. Ключи должны иметь защитно-декоративные покрытия по ГОСТ 9.306, ГОСТ 9.303 и ГОСТ 9.032. Виды покрытий указаны в приложении 2.
2.7. На ключах с размером шестигранника от 2 мм и выше должна быть четко нанесена маркировка:
— товарного знака предприятия-изготовителя;
— размера ключа.
Для ключей с размерами шестигранника меньше 2 мм маркировку наносят на упаковочной таре.
2.8. Маркировка транспортной и потребительской тары и упаковка — по ГОСТ 18088.
3. Приемка
Приемка ключей — по ГОСТ 26810.
4. Методы испытания
4.1. Размеры ключей должны проверяться универсальными или специальными средствами измерения.
4.2. Шероховатость поверхностей ключей проверяют сравнением с образцами шероховатости по ГОСТ 9378 профилометрами (профилографами) или с образцовыми инструментами, имеющими параметры шероховатости не более установленных в п.2.5.
4.3. Проверка твердости ключей — по ГОСТ 9013.
4.4. Качество гальванических покрытий проверяют по ГОСТ 9.301 и ГОСТ 9.303, лакокрасочных покрытий — по ГОСТ 9.032 и ГОСТ 22133.
4.5. Испытания на прочность ключей должны проводиться на оборудовании с приспособлением, имеющим оправку с внутренним шестигранником с размерами, указанными в табл.2. Оправка должна иметь твердость не ниже 61 HRC .
. Ключ коротким концом вставляется в оправку на глубину
 , к длинному концу ключа прикладывается нагрузка, постепенно увеличивающаяся до достижения заданного крутящего момента (табл.2).
, к длинному концу ключа прикладывается нагрузка, постепенно увеличивающаяся до достижения заданного крутящего момента (табл.2). Нагрузка должна прикладываться плавно без толчков и ударов, как можно ближе к концу длинного плеча. Величина момента определяется как произведение приложенной нагрузки на расстояние между точкой его приложения и осью головки.
После испытания ключ не должен иметь остаточную деформацию или других дефектов — влияющих на его использование.
5. Транспортирование и хранение
Транспортирование и хранение ключей — по ГОСТ 18088.
6. Требования безопасной эксплуатации
6.1. При работе с ключами не допускается пользоваться дополнительными рычагами и применять удары по ключу.
6.2. Конец ключа при работе должен быть введен в шестигранное отверстие крепежной детали на всю глубину отверстия.
| ||||||||
ГОСТ 11737-93 — Ключи для винтов с внутренним шестигранником. Технические условия
ГОСТ 11737-93(ИСО 2936-83)
Группа Г24
ОКП 39 2654
Дата введения 1995-07-01
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 9.032-74 | 2.6; 4.4, приложение 2 |
ГОСТ 9.301-86 | 4.4 |
ГОСТ 9.303-84 | 2.6; 4.4; приложение 2 |
ГОСТ 9.306-85 | 2.6; приложение 2 |
ГОСТ 2789-73 | 2.5 |
ГОСТ 9013-59 | 4.3 |
ГОСТ 9378-93 | 4.2 |
ГОСТ 18088-83 | 2.8 |
ГОСТ 22133-86 | 4.4 |
ГОСТ 26810-86 | 3 |
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
3 Стандарт полностью соответствует международному стандарту ИСО 2936-83 «Инструмент монтажный для винтов и гаек. Ключи торцовые для винтов с внутренним шестигранником. Метрическая серия» с дополнительными требованиями, отражающими потребности народного хозяйства
4 ВВЕДЕН ВЗАМЕН ГОСТ 11737-74
5 ПЕРЕИЗДАНИЕ. Июль 2000 г.
Настоящий стандарт распространяется на ключи для винтов с внутренним шестигранником (далее — ключи).
Стандарт не распространяется на ключи, изготовляемые из материалов, предназначенных для работы во взрывоопасных условиях.
Требования настоящего стандарта являются обязательными, кроме разд.3. Стандарт пригоден для целей сертификации на безопасность по пп.2.3 и 4.5.
1. РАЗМЕРЫ
1.1. Основные размеры ключей должны соответствовать указанным на чертеже и в табл.1.
________________
* Кромки могут быть острыми, закругленными или с фасками. Радиус закругления или фаска должны быть не более половины разницы между размерами и .
Таблица 1
Размеры в мм
Обозначение | * | |||||||
номин. | пред. откл. | max | min | max | min | |||
7812-0365 | 0,7 | +0,011 | 0,711 | 0,698 | 0,79 | 0,76 | 32 | 6 |
7812-0366 | 0,9 | +0,011 | 0,889 | 0,0876 | 0,99 | 0,96 | 32 | 10 |
7812-0367 | 1,3 | -0,030 | 1,270 | 1,244 | 1,42 | 1,37 | 40 | 12 |
7812-0368 | 1,5 | h9 | 1,50 | 1,475 | 1,68 | 1,63 | 45 | 14 |
7812-0369 | 2 | h20 | 2,00 | 1,96 | 2,25 | 2,18 | 50 | 16 |
7812-0371 | 2,5 | 2,50 | 2,46 | 2,9 | 2,8 | 56 | 18 | |
7812-0372 | 3 | 3,00 | 2,96 | 3,4 | 3,2 | 63 | 20 | |
7812-0373 | 4 | 4,00 | 3,952 | 4,6 | 4,4 | 70 | 25 | |
7812-0374 | 5 | 5,00 | 4,952 | 5,8 | 5,5 | 80 | 29 | |
7812-0375 | 6 | 6,00 | 5,952 | 6,9 | 6,6 | 90 | 32 | |
7812-0376 | 8 | 8,00 | 7,942 | 9,2 | 8,8 | 100 | 36 | |
7812-0377 | 10 | 10,00 | 9,942 | 11,5 | 11,0 | 112 | 40 | |
7812-0378 | 12 | h21 | 12,00 | 11,89 | 13,8 | 13,2 | 125 | 45 |
7812-0379 | 14 | 14,00 | 13,89 | 16,2 | 15,5 | 140 | 56 | |
7812-0381 | 17 | 17,00 | 16,89 | 19,6 | 17,8 | 160 | 63 | |
7812-0382 | 19 | 19,00 | 18,87 | 21,9 | 21,1 | 180 | 70 | |
7812-0383 | 22 | 22,00 | 21,87 | 25,4 | 24,5 | 200 | 80 | |
7812-0384 | 24 | 24,00 | 23,87 | 27,7 | 26,8 | 224 | 90 | |
7812-0385 | 27 | 27,00 | 26,87 | 31,2 | 30,2 | 250 | 100 | |
7812-0386 | 32 | 32,00 | 31,84 | 36,9 | 35,8 | 315 | 125 | |
7812-0387 | 36 | 36,00 | 35,84 | 41,6 | 40,3 | 355 | 140 | |
________________
* Размер диаметра описанной окружности для >2,5 мм по ГОСТ 8560.
Примечания:
1. Радиус должен быть не менее 1,5 мм.
2. При изготовлении из круглого прутка допускает шестигранную форму сечения ключа выполнять только на глубине вхождения 2 (табл.2).
Таблица 2
Размеры в мм
Размер ключа | Твердость ключа, HRC, не менее | Испытательный крутящий момент *, Н·м, не менее | Размер под ключ внутреннего шестигранника оправки | Глубина вхождения в оправку при испытаниях **, не менее | |
max | min | ||||
0,7 | 53 | 0,08 | 0,724 | 0,711 | 1,5 |
0,9 | 0,18 | 0,902 | 0,889 | 1,7 | |
1,3 | 0,53 | 1,295 | 1,270 | 2 | |
1,5 | 0,82 | 1,545 | 1,520 | 2 | |
2 | 1,9 | 2,045 | 2,020 | 2,5 | |
2,5 | 3,8 | 2,560 | 2,520 | 3 | |
3 | 6,6 | 3,080 | 3,020 | 3,5 | |
4 | 16 | 4,095 | 4,020 | 5 | |
5 | 30 | 5,095 | 5,020 | 6 | |
6 | 52 | 6,095 | 6,020 | 8 | |
8 | 51 | 120 | 8,115 | 8,025 | 10 |
10 | 49 | 220 | 10,115 | 10,025 | 12 |
12 | 370 | 12,142 | 12,032 | 15 | |
14 | 590 | 14,142 | 14,032 | 17 | |
17 | 46 | 980 | 17,230 | 17,050 | 20 |
19 | 1360 | 19,275 | 19,065 | ||
22 | 2110 | 22,275 | 22,065 | 26 | |
24 | 2750 | 24,275 | 24,065 | 29 | |
27 | 3910 | 27,275 | 27,065 | 32 | |
32 | 6510 | 32,330 | 32,080 | 38 | |
36 | 9260 | 36,330 | 36,080 | 43 | |
________________
*  , где — временное сопротивление разрыву (предел прочности при растяжении), МПа.
, где — временное сопротивление разрыву (предел прочности при растяжении), МПа.
**  (
( — для размеров меньше 1,5 мм).
— для размеров меньше 1,5 мм).
Пример условного обозначения ключа для внутреннего шестигранника размером =10 мм с покрытием Х9:
Ключ 7812-0377 Х9 ГОСТ 11737-93
1.2. Допускается изготовление ключей с размерами по ИСО 2936, которые должны соответствовать указанным на чертеже и в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ключи должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ключи должны изготовляться из сталей, обеспечивающих выполнение технических требований и выдерживание нагрузок при испытаниях в соответствии с настоящим стандартом.
2.3. Твердость и крутящий момент ключей должны быть не ниже указанных в табл.2.
2.4. Допуск перпендикулярности торцев к осям ключа — не более ±4°.
2.5. Параметр шероховатости поверхностей ключа по ГОСТ 2789 — не более 12,5 мкм.
2.6. Ключи должны иметь защитно-декоративные покрытия по ГОСТ 9.306, ГОСТ 9.303 и ГОСТ 9.032. Виды покрытий указаны в приложении 2.
2.7. На ключах с размером шестигранника от 2 мм и выше должна быть четко нанесена маркировка:
— товарного знака предприятия-изготовителя;
— размера ключа.
Для ключей с размерами шестигранника меньше 2 мм маркировку наносят на упаковочной таре.
2.8. Маркировка транспортной и потребительской тары и упаковка — по ГОСТ 18088.
3. ПРИЕМКА
Приемка ключей — по ГОСТ 26810.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Размеры ключей должны проверяться универсальными или специальными средствами измерения.
4.2. Шероховатость поверхностей ключей проверяют сравнением с образцами шероховатости по ГОСТ 9378 профилометрами (профилографами) или с образцовыми инструментами, имеющими параметры шероховатости не более установленных в п.2.5.
4.3. Проверка твердости ключей — по ГОСТ 9013.
4.4. Качество гальванических покрытий проверяют по ГОСТ 9.301 и ГОСТ 9.303, лакокрасочных покрытий — по ГОСТ 9.032 и ГОСТ 22133.
4.5. Испытания на прочность ключей должны проводиться на оборудовании с приспособлением, имеющим оправку с внутренним шестигранником с размерами, указанными в табл.2. Оправка должна иметь твердость не ниже 61 HRC.
Ключ коротким концом вставляется в оправку на глубину , к длинному концу ключа прикладывается нагрузка, постепенно увеличивающаяся до достижения заданного крутящего момента (табл.2).
Нагрузка должна прикладываться плавно без толчков и ударов, как можно ближе к концу длинного плеча. Величина момента определяется как произведение приложенной нагрузки на расстояние между точкой его приложения и осью головки.
После испытания ключ не должен иметь остаточную деформацию или других дефектов — влияющих на его использование.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение ключей — по ГОСТ 18088.
6. ТРЕБОВАНИЯ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
6.1. При работе с ключами не допускается пользоваться дополнительными рычагами и применять удары по ключу.
6.2. Конец ключа при работе должен быть введен в шестигранное отверстие крепежной детали на всю глубину отверстия.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие ключей требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения, установленных настоящим стандартом.
7.2. Гарантийный срок эксплуатации — 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления — с момента получения потребителем.
ПРИЛОЖЕНИЕ 1 (обязательное). РАЗМЕРЫ КЛЮЧЕЙ ДЛЯ ВНУТРЕННЕГО ШЕСТИГРАННИКА ПО ИСО 2936
ПРИЛОЖЕНИЕ 1
Обязательное
* | |||||||
номин. | пред. откл. | max | min | max | min | ||
0,7 | +0,011 | 0,711 | 0,698 | 0,79 | 0,76 | 32 | 6 |
0,9 | +0,011 | 0,889 | 0,876 | 0,99 | 0,99 | 32 | 10 |
1,3 | -0,030 | 1,270 | 1,244 | 1,42 | 1,37 | 40 | 12 |
1,5 | h9 | 1,50 | 1,475 | 1,68 | 1,63** | 45 | 14 |
2 | h20 | 2,00 | 1,96 | 2,25 | 2,18*** | 50 | 16 |
2,5 | 2,50 | 2,46 | 2,82 | 2,75*** | 56 | 18 | |
3 | 3,00 | 2,96 | 3,39 | 3,31*** | 63 | 20 | |
4 | 4,00 | 3,952 | 4,53 | 4,44*** | 70 | 25 | |
5 | 5,00 | 4,952 | 5,67 | 5,58**** | 80 | 28 | |
6 | 6,00 | 5,952 | 6,81 | 6,71**** | 90 | 32 | |
8 | 8,00 | 7,942 | 9,09 | 8,97 | 100 | 36 | |
10 | 10,00 | 9,942 | 11,37 | 11,23 | 112 | 40 | |
12 | h21 | 12,00 | 11,89 | 13,65 | 13,44 | 125 | 45 |
14 | 14,00 | 13,89 | 15,93 | 15,70 | 140 | 56 | |
17 | 17,00 | 16,89 | 19,35 | 19,09 | 160 | 63 | |
19 | 19,00 | 18,87 | 21,63 | 21,32 | 180 | 70 | |
22 | 22,00 | 21,87 | 25,05 | 24,71 | 200 | 80 | |
24 | 24,00 | 23,87 | 27,33 | 26,97 | 224 | 90 | |
27 | 27,00 | 26,87 | 30,75 | 30,36 | 250 | 100 | |
32 | 32,00 | 31,84 | 36,45 | 35,98 | 315 | 125 | |
36 | 36,00 | 35,84 | 41,01 | 40,50 | 355 | 140 | |
________________
*  (для от 1,5 до 36),
(для от 1,5 до 36),  (для от 8 до 36).
(для от 8 до 36).
**  .
.
***  .
.
****  .
.
ПРИЛОЖЕНИЕ 2 (обязательное). ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
ПРИЛОЖЕНИЕ 2
Обязательное
Группа условий эксплуатации по ГОСТ 9.303 | Обозначение по ГОСТ 9.306 (ГОСТ 9.302) |
1 | Х9 Хим.Окс.прм.
|
2-4 | Н12.Х1 Ц15.хр.
|
5-8 | h24.H7.X1 Кд.хр. |
ПРИЛОЖЕНИЕ 3 (справочное). СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА МЕЖДУНАРОДНОМУ СТАНДАРТУ ИСО 2936
ПРИЛОЖЕНИЕ 3
Справочное
Размеры ключей торцовых для внутреннего шестигранника, установленные в настоящем стандарте, соответствуют ИСО 2936 и приведены в таблице приложения 1.
Методы испытания, твердость и значения испытательных крутящих моментов, установленные в настоящем стандарте, соответствуют ИСО 2936 и приведены в разд.2 и 4 стандарта.
В настоящем стандарте дополнительно включены требования к шероховатости, точности для изготовления ключей, а также требования к правилам приемки, маркировке, упаковке и транспортированию ключей, а также требования безопасности.
ГОСТ 11069-74 Алюминий первичный. Марки (с Изменениями N 1-7), ГОСТ от 23 января 1974 года №11069-74
ГОСТ 11069-74
Группа В51
АЛЮМИНИЙ ПЕРВИЧНЫЙ
Марки
Primary aluminium.
Grades
ОКП 17 1211
Дата введения 1975-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
А.А.Костюков, М.Б.Гохштейн, З.Б.Баева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министром СССР от 23.01.74 N 220
3. Стандарт полностью соответствует СТ СЭВ 951-86
4. Стандарт полностью унифицирован с TGL 14712
5. ВЗАМЕН ГОСТ 11069-64
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
|
|
7. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 N 1124
8. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, 5, 6, 7, утвержденными в августе 1976 г., январе 1980 г., октябре 1984 г., мае 1987 г., октябре 1987 г., марте 1989 г., сентябре 1992 г. (ИУС 10-76, 3-80, 2-85, 8-87, 1-88, 7-89, 12-92)
1. Настоящий стандарт устанавливает марки первичного алюминия в форме чушек, слитков, катанки, ленты, в жидком виде и т.д.
(Измененная редакция, Изм. N 4).
2. В зависимости от химического состава первичный алюминий подразделяется на алюминий особой, высокой и технической чистоты.
3. Марки первичного алюминия и химический состав должны соответствовать указанным в таблице.
Химический состав, % | |||||||||
Алюминий, не менее | Примеси, не более | ||||||||
Обозна- | Железо | Крем- | Медь | Цинк | Титан | Прочие примеси каждой в отдельности | Сумма | Код ОКП | |
| |||||||||
А999 | 99,999 | — | — | — | — | — | — | 0,001 | 17 1211 0004 |
| |||||||||
А995 | 99,995 | 0,0015 | 0,0015 | 0,001 | 0,001 | 0,001 | 0,001 | 0,005 | 17 1211 0005 |
А99 | 99,99 | 0,003 | 0,003 | 0,003 | 0,003 | 0,002 | 0,001 | 0,010 | |
А97 | 99,97 | 0,015 | 0,015 | 0,005 | 0,003 | 0,002 | 0,002 | 0,03 | 17 1211 0007 |
А95 | 99,95 | 0,025 | 0,020 | 0,010 | 0,005 | 0,002 | 0,005 | 0,05 | 17 1211 0008 |
| |||||||||
А85 | 99,85 | 0,08 | 0,06 | 0,01 | 0,02 | 0,008 | 0,02 | 0,15 | 17 1211 0009 |
А8 | 99,8 | 0,12 | 0,10 | 0,01 | 0,04 | 0,01 | 0,02 | 0,20 | 17 1211 0011 |
А7 | 99,7 | 0,16 | 0,15 | 0,01 | 0,04 | 0,01 | 0,02 | 0,30 | 17 1211 0012 |
А7Е | 99,7 | 0,20 | 0,08 | 0,01 | 0,04 | 0,01* | 0,02 | 0,30 | 17 1211 0013 |
А6 | 99,6 | 0,25 | 0,18 | 0,01 | 0,05 | 0,02 | 0,03 | 0,40 | 17 1211 0014 |
А5Е | 99,5 | 0,35** | 0,10 | 0,02 | 0,04 | 0,015* | 0,02 | 0,50 | 17 1211 0015 |
А5 | 0,30 | 0,25 | 0,02 | 0,06 | 0,02 | 0,03 | 0,50 | 17 1211 0016 | |
А0 | 99,0 | 0,50 | 0,5 | 0,02 | 0,08 | 0,02 | 0,03 | 1,0 | 17 1211 0017 |
_________________
* Для суммы титана, ванадия, хрома и марганца.
** Допускается массовая доля железа не менее 0,18%.
Примечание. В алюминии марки А5Е, предназначенном для изготовления катанки марки АКЛП-5ПТ по ГОСТ 13843, допускается массовая доля кремния не более 0,12%.
(Измененная редакция, Изм. N 3, 4, 6).
4. В алюминии технической чистоты всех марок массовая доля мышьяка должна быть не более 0,015%.
В алюминии высокой чистоты всех марок массовая доля магния должна быть не более 0,005% и не учитывается при определении марки алюминия.
По требованию потребителя в рафинированном алюминии высокой чистоты массовая доля магния должна быть не более 0,001%. К обозначению марки такого алюминия добавляется буква Р.
(Измененная редакция, Изм. N 3, 4, 7).
5. В алюминии марки А5Е при массовой доле суммы примесей титана, ванадия, марганца и хрома не более 0,010% допускается массовая доля кремния до 0,15% при условии соответствия п.13.
(Измененная редакция, Изм. N 3).
6. Массовая доля алюминия, указанная в таблице для марок высокой и технической чистоты, определяется следующим образом:
для алюминия высокой чистоты — по разности между 100% и суммой массовых долей примесей железа, кремния, меди, цинка и титана; для алюминия технической чистоты по разности между 100% и суммой массовых долей железа, кремния, меди, цинка, титана и прочих примесей, массовая доля каждой из которых превышает 0,01%.
(Измененная редакция, Изм. N 4).
7. В алюминии высокой и технической чистоты массовая доля железа, кремния и меди должна контролироваться в каждой плавке или выливке и указываться в сертификате.
8. Массовая доля цинка, титана, марганца, магния и натрия в алюминии высокой и технической чистоты, а также массовая доля свинца и мышьяка в алюминии технической чистоты контролируется периодически, но не реже каждой 100-й плавки или не менее одного анализа на 2000 т алюминия.
(Измененная редакция, Изм. N 6).
9. По согласованию изготовителя с потребителем в рафинированном алюминии высокой и технической чистоты, предназначенном для производства алюминиевых деформируемых сплавов системы алюминий-магний, массовая доля натрия не должна быть более 0,001%.
В этом случае к обозначению марки алюминия добавляется буква Р.
(Измененная редакция, Изм. N 3).
10. По требованию потребителя алюминий марки А99 поставляется массовой долей меди до 0,005%.
10а. По соглашению сторон допускается поставка на экспорт алюминия марки А95 с массовой долей железа до 0,025%, кремния до 0,020% для анодирования.
(Введен дополнительно, Изм. N 1).
11. В алюминий технической чистоты, изготовляемый в виде слитков для обработки давлением, по согласованию изготовителя с потребителем вводится модификатор — титан или титан плюс бор — в количестве до 0,1% для марок А85, А8, А7, А6, А5 и до 0,15% для марки А0. В этих случаях при определении марки алюминия содержание модификатора в общей сумме примесей не учитывается.
12. Для производства деформируемых полуфабрикатов алюминий технической чистоты марок А85, А8, А7, А6, А5 и А0 изготовляется в чушках с отношением примесей железа к кремнию не менее 1,2:1,0, а в слитках — не менее 1,0:1,0. К обозначению марки такого металла добавляется буква П. При цветной маркировке добавляется наклонная полоса того же цвета, что и вертикальные полосы.
11, 12. (Измененная редакция, Изм. N 2).
13. Электрическое сопротивление при 20 °С проволоки, изготовленной из алюминия марок А7Е и А5Е и отожженной при 350±20 °С, в течение 3 ч должно быть не более:
0,0277 Ом/м — для марки А7Е;
0,0280 Ом/м — для марки А5Е.
(Измененная редакция, Изм. N 1).
14. Алюминий особой чистоты марки А999 контролируют по величине остаточного электрического сопротивления при температуре жидкого гелия , которое не должно превышать 4·10 Ом·см.
Допускается контроль чистоты алюминия марки А999 по величине затухания ультразвука, характеризуемого временем звучания , которое не должно превышать 500 мкс.
14а. По согласованию изготовителя с потребителем в алюминий, предназначенный для изготовления сплавов, компоненты которых являются нормируемыми примесями алюминия, допускается увеличение содержания этих примесей до уровня содержания компонента в соответствующем сплаве.
(Введен дополнительно, Изм. N 2).
15. Алюминий высокой и технической чистоты маркируют путем нанесения на чушки, слитки и т.д. полос следующих цветов:
для алюминия марки А995 — четыре зеленые вертикальные полосы;
для алюминия марки А99 — четыре черные вертикальные полосы;
для алюминия марки А97 — три желтые вертикальные полосы;
для алюминия марки А95 — три зеленые вертикальные полосы;
для алюминия марки А85 — две белые вертикальные и одна зеленая горизонтальная полосы;
для алюминия марки А8 — две белые вертикальные полосы;
для алюминия марки А7 — две желтые вертикальные полосы;
для алюминия марки А7Е — две желтые вертикальные полосы и одна желтая горизонтальная полоса, пересекающая вертикальные;
для алюминия марки А6 — две синие вертикальные полосы;
для алюминия марки А5 — две зеленые вертикальные полосы;
для алюминия марки А5Е — две зеленые вертикальные полосы и одна зеленая горизонтальная полоса, пересекающая вертикальные;
для алюминия марки А0 — две черные вертикальные полосы.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ. (Исключено, Изм. N 3).
Текст документа сверен по:
официальное издание
Цветные металлы. Алюминий:
Сб. ГОСТов. — М.: Издательство стандартов, 2000
ГОСТ 13961-74 Переходники прямые для соединения трубопроводов по наружному конусу. Конструкция и размеры, ГОСТ от 10 сентября 1974 года №13961-74
ГОСТ 13961-74
Группа Г18
Дата введения 1975-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 10 сентября 1974 г. N 2124
Ограничение срока действия снято Постановлением Госстандарта от 16.01.86 N 127
ВЗАМЕН ГОСТ 13961-68
ПЕРЕИЗДАНИЕ
1. Конструкция и размеры прямых переходников должны соответствовать указанным на чертеже и в таблице.
Чертеж
________________
* Размер для справок.
** .
Размеры в мм | |||||||||||||||
Масса 100 шт., кг | |||||||||||||||
Наруж- | При- |
| Наруж- |
|
| Алюми- | Сталь | Бронза | |||||||
|
|
|
| 4 | 2,7 | M10х1 | 13,8 | 12 | 14 | 16 | 32 | — | — | 1,20 | |
|
|
|
|
| 17 | 34 | — | 1,92 | 1,85 | ||||||
|
|
|
|
| 18 |
| 0,74 | 2,06 | 1,98 | ||||||
|
|
| 17 | 1,00 | 2,78 | 2,68 | |||||||||
19,6 | 17 |
| 36 | 1,08 | 3,01 | 2,79 | |||||||||
6 | 3,7 | M12x1 | 15 | 10 | 7,5 | M1 6×1 | 16 | 37 | 1,18 | 3,28 | 3,16 | ||||
12 | 9,5 | M20x1,5 | 25,4 | 22 | 20 | 22 | 41 | 1,72 | 4,78 | 4,62 | |||||
10 | 7,5 | M16x1 | 19,6 | 17 | 16 | 19 | 37 | 1,28 | 3,56 | 3,43 | |||||
8 | 5,5 | М14х1 | 12 | 9,5 | M20x1,5 | 25,4 | 22 |
|
| 1,82 | 5,07 | 4,88 | |||
14 | 11,5 | М22х1,5 | 27,7 | 24 | 2,26 | 6,29 | 6,06 | ||||||||
12 | 9,5 | М20х1,5 | 25,4 | 22 | 20 | 23 |
| 1,91 | 5,32 | 5,12 | |||||
10 | 7,5 | М16х1 | 16 | 14 | 11,5 | М22х1,5 | 27,7 | 24 | 22 | 2,37 | 6,60 | 6,35 | |||
16 | 13,5 | М24х1,5 | 31,2 | 27 | 21 |
| 44 | 2,99 | 8,32 | 8,02 | |||||
12 | 14 | 11,5 | М22х1,5 | 27,7 | 24 | 20 | 46 | 2,80 | 7,79 | 7,50 | |||||
9,5 | М20х1,5 | 16 | 13,5 | М24х1,5 | 31,2 | 27 | 24 | 3,25 | 9,05 | 8,71 | |||||
20 | 18 | 15,5 | М27х1,5 | 34,6 | 30 |
| 23 |
| 4,02 | 11,20 | 10,78 | ||||
16 | 13,5 | М24х1,5 | 31,2 | 27 | 3,51 | 9,77 | 9,41 | ||||||||
14 | 11,5 | М22х1,5 | 18 | 15,5 | М27х1,5 | 34,6 | 30 |
| 4,16 | 11,52 | 11,15 | ||||
20 | 17,0 | М30х1,5 | 36,9 | 32 | 22 | 50 | 5,19 | 14,43 | 13,90 | ||||||
|
|
| 18 | 15,5 | М27х1,5 | 34,6 | 30 | 21 | 49 | 4,16 | 11,52 | 11,15 | |||
|
|
|
|
|
|
|
| 5,22 | 14,54 | 14,00 | |||||
|
|
| 21 | 5,65 | 15,73 | 15,14 | |||||||||
|
| 56 | 6,51 | 18,12 | |||||||||||
|
|
|
| М33х2 | 41,6 | 36 | 26 | 30 |
| 6,80 | 18,93 | ||||
|
| 7,02 | 19,54 | ||||||||||||
| 19,0 | 61 | 7,75 | 21,56 | — | ||||||||||
М33х2 | 26 |
|
| 8,80 | 24,50 | ||||||||||
|
| М39х2 | 47,4 | 41 | 27 | 31 |
| 8,90 | 24,80 | ||||||
|
| 8,69 | 24,14 | ||||||||||||
|
|
|
| 63 | 10,01 | 27,82 | |||||||||
34 | 30,0 | М45х2 | 53,1 | 46 | 28 | 32 | 64 | 10,80 | 30,10 | ||||||
Пример условного обозначения прямого переходника к трубопроводам =10 мм и =14 мм из алюминиевого сплава:
Переходник прямой 10-14-31А ГОСТ 13961-74
То же, из стали марки 45:
Переходник прямой 10-14-22A ГОСТ 13961-74
То же, из стали марки 12Х18Н9Т:
Переходник прямой 10-14-13А ГОСТ 13961-74
То же, из стали марки 13X11Н2В2МФ:
Переходник прямой 10-14-11А ГОСТ 13961-74
То же, из бронзы:
Переходник прямой 10-14-41А ГОСТ 13961-74
То же, для изделий общего применения:
Переходник прямой 10-14-31 ГОСТ 13961-74
Переходник прямой 10-14-22 ГОСТ 13961-74
Переходник прямой 10-14-13 ГОСТ 13961-74
Переходник прямой 10-14-11 ГОСТ 13961-74
Переходник прямой 10-14-41 ГОСТ 13961-74
2. Резьбовая часть переходников — по ГОСТ 13955-74.
3. Маркировать и клеймить — по ГОСТ 13977-74.
4. Технические условия — по ГОСТ 13977-74.
Текст документа сверен по:
официальное издание
Соединения трубопроводов
по наружному конусу: Сб. ГОСТов. —
М.: ИПК Издательство стандартов, 2002