ГОСТ 10498-82 Трубы бесшовные особотонкостенные из коррозионно-стойкой стали. Технические условия
Обозначение:
ГОСТ 10498-82
Наименование:
Трубы бесшовные особотонкостенные из коррозионно-стойкой стали. Технические условия
Статус:
Действует
Дата введения:
06.30.1983
Дата отмены:
—
Заменен на:
—
Код ОКС:
23.040.10
Скачать ГОСТ 10498-82.pdf Скачать ГОСТ 10498-82.doc
Текст ГОСТ 10498-82 Трубы бесшовные особотонкостенные из коррозионно-стойкой стали. Технические условия
Изменение N 2
ГОСТ 10498-82 «Трубы бесшовные особотонкостенные из коррозионно-стойкой стали. Технические условия»*
______________
* Государство-разработчик Россия. Приказом Федерального агентства по техническому регулированию и метрологии от 05.07.2018 N 393-ст вводится в действие на территории РФ с 01.02.2019 (ИУС N 9, 2018 год). — .
МКС 23.040.10
Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 108-П от 30. 04.2018)
04.2018)
Зарегистрировано Бюро по стандартам МГС N 14061
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, BY, KG, KZ, RU [коды альфа-2 по МК (ИСО 3166) 004]
Дату введения в действие настоящего изменения устанавливают указанные национальные органы по стандартизации*
________________
* Дата введения в действие на территории Российской Федерации — 2019-02-01.
Пункт 1.1 дополнить абзацем:
«По согласованию изготовителя с потребителем трубы могут быть изготовлены наружным диаметром и толщиной стенки, не предусмотренными в таблице 1».
Пункт 1.2. Второй абзац. Заменить слова: «По требованию потребителя допускается изготовление труб мерной длины до 7 м» на «По согласованию изготовителя с потребителем трубы могут быть изготовлены мерной длиной до 8 м;».
Пункт 2.1. Таблица 4. Заголовок «Химический состав, %» заменить на: «Массовая доля элементов в стали, %».
Пункт 2.4. Таблица 5. Заголовок графы «Временное сопротивление разрыву , МПа (кгс/мм)». Исключить слово: «разрыву».
Исключить слово: «разрыву».
Пункт 2.5 изложить в новой редакции:
«2.5 Величина зерна металла труб должна быть не крупнее номера 7 по ГОСТ 5639. В партии допускается до 30% труб с величиной зерна не крупнее номера 6 по ГОСТ 5639».
Пункт 2.7. Исключить слово: «разрыву».
Пункт 2.13 исключить.
Пункт 4.3. Третий абзац. Заменить слова: «щупом по ТУ 2-034-225» на «набором щупов».
Пункт 4.7 изложить в новой редакции:
«4.7 Проверку склонности к межкристаллитной коррозии проводят по методу АМУ по ГОСТ 6032».
Информационные данные. Пункт 4. Заменить ссылки: «ГОСТ 3845-75» на «ГОСТ 3845-2017», «ГОСТ 5632-72» на «ГОСТ 5632-2014», «ГОСТ 6032-89» на «ГОСТ 6032-2017», «ГОСТ 10692-80» на «ГОСТ 10692-2015»;
исключить ТУ 2-034-225-87 и ссылку на него: «4.3»;
ГОСТ 5639-82. Графу «Номер пункта» дополнить ссылкой: «2.5;».
Электронный текст документа
и сверен по:
ИУС N 9, 2018
allgosts.ru
Превью ГОСТ 10498-82 Трубы бесшовные особотонкостенные из коррозионно-стойкой стали.
ГОСТ 10498-82 / Ауремо
ГОСТ ИСО 13680-2016 ГОСТ 34004-2016 ГОСТ Р 57385-2017 ГОСТ 19277-2016 ГОСТ Р 54864-2016 ГОСТ Р ИСО 13679-2016 ГОСТ Р 56594-2015 ГОСТ 32931-2015 ГОСТ Р 51906-2015 ГОСТ 32678-2014 ГОСТ 33228-2015 ГОСТ 32528-2013 ГОСТ Р 56349-2015 ГОСТ Р 56329-2014 ГОСТ Р 56175-2014 ГОСТ Р 56030-2014 ГОСТ Р 55942-2014 ГОСТ Р 54918-2012 ГОСТ Р ИСО 21809-2-2013 ГОСТ 31448-2012 ГОСТ Р 55436-2013 ГОСТ Р 54929-2012 ГОСТ Р 54864-2011 ГОСТ Р 54159-2010 ГОСТ Р 54157-2010 ГОСТ Р ИСО 2531-2008 ГОСТ Р 53365-2009ГОСТ Р 53384-2009 ГОСТ Р 53383-2009 ГОСТ Р ИСО 3183-1-2007 ГОСТ Р ИСО 3183-3-2007 ГОСТ Р ИСО 3183-2-2007 ГОСТ 6238-77 ГОСТ 11017-80 ГОСТ 12132-66 ГОСТ 8646-68 ГОСТ 8645-68 ГОСТ 8733-74 ГОСТ 8965-75 ГОСТ 10707-80 ГОСТ 632-80 ГОСТ 8644-68 ГОСТ 8966-75 ГОСТ 9567-75 ГОСТ 8967-75 ГОСТ 8968-75 ГОСТ 8969-75 ГОСТ 21945-76 ГОСТ 10706-76 ГОСТ 24950-81 ГОСТ 9941-81 ГОСТ 631-75 ГОСТ 550-75 ГОСТ 21729-76 ГОСТ 800-78 ГОСТ 14162-79 ГОСТ 8696-74 ГОСТ 11249-80 ГОСТ 10498-82 ГОСТ 26250-84 ГОСТ 20295-85 ГОСТ 13663-86 ГОСТ 7909-56 ГОСТ 8638-57 ГОСТ 8642-68 ГОСТ 8731-74 ГОСТ 5654-76 ГОСТ 633-80 ГОСТ 24030-80 ГОСТ 5005-82 ГОСТ 8467-83 ГОСТ 1060-83 ГОСТ 22897-86 ГОСТ Р 50278-92 ГОСТ 30564-98 ГОСТ 22786-77 ГОСТ 11068-81 ГОСТ 10705-80 ГОСТ Р 52568-2006 ГОСТ 8639-82 ГОСТ 30563-98 ГОСТ 3262-75 ГОСТ 8732-78 ГОСТ 8734-75 ГОСТ 9940-81 ГОСТ 10704-91
- гост-10498-82.
 pdf (259,21 КиБ)
pdf (259,21 КиБ) ГОСТ 10498-82
 pdf (259,21 КиБ)
pdf (259,21 КиБ) ГОСТ 10498-82
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ БЕСШОВНЫЕ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ
Технические условия
Трубы бесшовные особо тонкостенные из коррозионностойкой стали.
Технические характеристики
ISS 23.040.10
OKP 13 6300
Дата введения 1983–07–01
Информационные данные
1. Разработано и введено Министерством металлургии USSR
V. P. P. Sokcur руководитель), Ковалева Л.Г.
2. Утверждено и внесено в действие решением Государственного комитета СССР по стандартам с 14,05,82 N 1921
3. Замените GOST 10498–63
4. Справочная нормативные и технические документы
| справочный документ со ссылкой | Артикул |
| ГОСТ 3845-75 | 2.7, 4.6 |
| ГОСТ 4380-93 | 4.3 |
| ГОСТ 5632-72 | 2. 1 1 |
| ГОСТ 5639-82 | 4.4 |
| ГОСТ 6032-89* | 4,7 |
| _____________ * СТ 6032-2003. — Обратите внимание на КОД. | |
| ГОСТ 6507-90 | 4.3 |
| ГОСТ 7502-98 | 4.3 |
| ГОСТ 8026-92 | 4.3 |
| ГОСТ 8695-75 | 4,5 |
| ГОСТ 10006-80 | 4,8 |
| ГОСТ 10692-80 | 3.1, 5.1 |
| ГОСТ 21401-75 | 4.3 |
| ГОСТ 24853-81 | 4.3 |
| ТУ 2−034−225−87 | 4.3 |
5. Ограничение действий, принятых Протоколом № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ с Изменением № 1, утвержденным в октябре 1987 г. (ИУС 1-88)
Настоящий стандарт распространяется на холодно- и теплодеформированные трубы, предназначенные для трубопроводов и сооружений различного назначения.
1. НАБОР
1.1. Трубы изготавливаются по наружному диаметру и размерам толщины стенки, указанным в табл.1.
Стол 1
мм
| Наружный диаметр | Толщина стенки |
| от 4 до 6 | 0,2−0,5 |
| СВ. от 6 до 10 | 0,12; 0,14; 0,16; 0,18; 0,20−0,70 |
| СВ. с 10 до 25 | 0,12; 0,14; 0,16; 0,18; 0,20−1,0 |
| СВ. от 25 до 60 | 0,3−1,0 |
| 63 | |
| 65 | |
| 68 | |
| 70 | |
| 73 | |
| 75 | |
| 80 | 0,4−1,0 |
| 83 | |
| 85 | |
| 90 | |
| 95 | |
| 100 | 0,5−1,0 |
| 102 | |
| 108 | |
| 110 | |
| One hundred twenty |
Notes:
1. Трубы наружным диаметром до 60 мм изготавливаются с шагом диаметра 0,5 мм.
Трубы наружным диаметром до 60 мм изготавливаются с шагом диаметра 0,5 мм.
2. Толщина стенки трубы выполнена с шагом 0,1 мм.
По требованию заказчика трубы наружным диаметром от 14 до 60 мм с толщиной стенки 0,2 мм и более изготавливаются по внутреннему диаметру и толщине стенки.
1.2. Длина трубы изготовления:
длины:
от 0,5 до 3 м диаметром от 4 до 6 мм;
от 0,5 до 5 м диаметром свыше 6 мм до 25 мм;
калибровочная длина с остатком до 15% труб произвольной длины.
По желанию заказчика могут быть изготовлены трубы длиной до 7 м;
размерная длина в пределах немерной длины, с припуском на каждый рез до 5 мм и минимальной длиной фальца 100 мм;
произвольной длины от 0,5 до 8 м.
1.3. Предельные отклонения по длине трубы размерной и кратной длины не должны превышать 10 мм.
1.4. Предельные отклонения наружного диаметра приведены в табл.2, толщины стенки — в табл. 3.
3.
Таблица 2
| Наружный диаметр, мм | Предельные отклонения в прецизионном производстве | |||
| высокие | Особович | |||
| толщина стенки до 0,5 мм | толщина стенки от 0,6 до 1,0 мм | толщина стенки до 0,5 мм | толщина стенки от 0,6 до 1,0 мм | |
| До 6 | ±0,05 мм | — | ±0,03 мм | — |
| СВ. от 6 до 10 | ±0,07 мм | ±0,2 мм | ±0,05 мм | ±0,08 мм |
| «10» 20 | ±0,07 мм | ±0,2 мм | ±0,05 мм | ±0,15 мм |
| «20» 35 | ±0,08 мм | ±0,2 мм | ±0,06 мм | ±0,15 мм |
| «35» 60 | ±0,8% | ±0,8% | ±0,08 мм | ±0,5% |
| «60» 120 | ±1,0% | ±1,0% | ±0,12 мм | ±0,6% |
Таблица 3
| Толщина стенки, мм | Предельные отклонения в прецизионном производстве | |
| высокие | Особович | |
| 0,2 | ±0,03 мм | ±0,02 мм |
СВ. от 0,2 до 0,3 от 0,2 до 0,3 | ±0,05 мм | ±0,03 мм |
| «0,3» 0,5 | ±0,07 мм | ±0,04 мм |
| «0,5» 1,0 | ±10% | ±8% |
Допуски на внутренний диаметр не должны превышать соответствующие предельные отклонения для наружного диаметра.
По согласованию с потребителем допускается изготовление труб с более жесткими предельными отклонениями, а также с комбинированными предельными отклонениями по наружному диаметру и толщине стенки.
1.5. Кривизна трубы любого отрезка длиной 1 м не должна превышать:
5 мм при наружном диаметре 5 мм;
2 мм с наружным диаметром от 5 до 10 мм и более 60 мм;
1,5 мм с наружным диаметром от 10 до 60 мм.
Кривизна длины трубы менее 1 м пропорциональна отношению длины трубы к 1 м.
1.6. Овальность труб не должна превышать предельных отклонений по наружному диаметру.
1.7. Концы труб должны быть обрезаны под прямым углом и очищены от заусенцев
Примеры условных обозначений
Труба наружный диаметр 60 мм, толщина стенки 0,4 мм, высокой точности (б) произвольной длины, сталь 06Х28Н10Т:
Труба 60 вх0,4 — 06Х28Н10Т ГОСТ 10498-82 Очовая
9 То же прецизионная (s) измерительная длина 3000 мм:Труба 60 овх0,4 овх3000 — 06Х28Н10Т ГОСТ 10498-82
Одинаковая высокая точность (в) диаметре, особ(и) длины стенки кратны 9000 мм3:
Труба 60 вх0,4овх1000 у. е. — 06Х28Н10Т ГОСТ 10498−82
е. — 06Х28Н10Т ГОСТ 10498−82
Труба внутренний диаметр (ВН) 30 мм, толщина стенки 0,5 мм, высокой точности (б) произвольной длины, сталь 06Х28Н10Т:
Труба ВН 30 вх0,5 — 06Х28Н10Т ГОСТ 10498-8
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Труба изготавливается в соответствии с требованиями настоящего стандарта по утвержденному в установленном порядке технологическому регламенту из механически обработанной заготовки из стали марок 06Х28Н10Т, 08Х28Н10Т, 09Х28Н10Т с химическим составом, приведенным в табл.4.
Таблица 4
| Марка стали | Химический состав, % | |||||||
| углерод | кремний, не более | марганец | хром | Никель | титан | сера | фосфор | |
| не более | ||||||||
| 06Х28Н10Т (0Х18Н10Т) | Не более 0,06 | 0,8 | 1,0−2,0 | 17,0−19,0 | 9,0−11,0 | 5хС до 0,60 | 0,020 | 0,035 |
| 09Х18х20Т (1Х18Н10Т) | 0,07−0,10 | 5хС-0,70 | ||||||
| 08Х18х20Т (0Х18Н10Т) | По ГОСТ 5632 | |||||||
Примечания:
1. Для всех марок стали допускается отклонение от норм химического состава и содержания остаточных элементов по ГОСТ 5632.
Для всех марок стали допускается отклонение от норм химического состава и содержания остаточных элементов по ГОСТ 5632.
2. По согласованию с потребителем трубы из других сталей.
2.2. Содержание неметаллических включений (максимальный балл) должно соответствовать:
оксидно-силикатные — 1;
сульфид — 1;
шаровидное — 1.
Сумма всех указанных включений в одном поле зрения не должна превышать 2 баллов.
2.3. Трубы до 80 мм вкл. нуждается в термической обработке. Труба с толщиной стенки менее 0,2 мм и диаметром трубы более 80 мм должна быть термически обработана по согласованию с потребителем.
Допускается калибровка труб после термической обработки со степенью деформации по диаметру не более 2%.
По требованию заказчика трубы изготавливаются без термической обработки. Для термически необработанных труб нормы кривизны, механических свойств, зернистости, сплющивания определяются по согласованию между изготовителем и потребителем.
2.4. Механические свойства труб должны соответствовать указанным в табл.5.
Таблица 5
| Марка стали | Прочность на разрыв, МПа (кгс/мм) | Удлинение, % |
| не менее | ||
| 06Х28Н10Т (0Х18Н10Т) | 529 (54) | 40 |
| 09Х28Н10Т (1Х18х20Т) | 549 (56) | |
| 08Х28Н10Т (0Х18Н10Т) | 529 (54) | |
2.5. Зернистость металлических труб должна быть не более 7 баллов.
В партии допускается до 30% труб с зернистостью не более 6 баллов при условии разделения этих труб.
2.6. Термообработанные трубы должны выдерживать испытание на межкристаллитную коррозию.
2.7. Труба с толщиной стенки 0,2 мм и более должна выдерживать гидравлическое испытательное давление в соответствии с требованиями ГОСТ 3845 при допускаемом напряжении, равном 40 % временного сопротивления разрыву для данной марки стали. Способность трубы выдерживать гидравлическое испытательное давление обеспечивается технологией производства.
Способность трубы выдерживать гидравлическое испытательное давление обеспечивается технологией производства.
2.8. Труба диаметром 10 мм и менее должна выдерживать испытательное пневматическое давление 0,49 МПа (5 кгс/см).
2.9. Труба должна выдерживать сплющивание:
на расстояние () между плоскостями швов в миллиметрах, равное 4 (толщина стенки трубы) для труб с толщиной стенки 0,8 мм и более;
для контакта с внутренними поверхностями трубы — для труб с толщиной стенки менее 0,8 мм.
2.10. Поверхность трубы необходимо протравить. По требованию потребителя поверхность трубы должна быть: наружной — полированной или электрохимически полированной, внутренней — электрохимически полированной.
С внутренней электрохимически полированной поверхностью из трубы с внутренним диаметром более 8 мм, внутренним диаметром трубы более 6 до 8 мм, длиной не более 3 м.
Допускается изготовление поверхности труб после термической обработки в атмосфере базислидеруи взамен труб с протравленной и полированной поверхностью.
По согласованию с потребителем допускается изготовление поверхности труб после термической обработки в атмосфере базислидеруи взамен труб с электрохимически полированной поверхностью.
2.11. Наружная и внутренняя поверхности труб должны быть без трещин, захватов, рванин, отверстий, шероховатостей, закатов, вмятин, прижогов, травления сыпи. Допускается местная зачистка этих дефектов и сплошная шлифовка при условии, что толщина стенки трубы не будет выходить за пределы отрицательных предельных отклонений.
Пространственная очистка дефектов должна соответствовать чистоте остальной поверхности труб.
2.12. На внешней и внутренней поверхностях допускаются следы и царапины глубиной до 0,015 мм, мелкие неглубокие вмятины глубиной до 0,02 мм, локальная сетка, возникающая в результате неравномерного перемещения металлического кольца, следы от отверстия заготовки, шероховатости при условии их глубина при зачистке не показывает размеры труб для отрицательных максимальных отклонений.
На внешней поверхности допускаются риски перекрестного шлифования.
Поверхность трубы может быть покрыта матовым оттенком.
2.13. Качество наружных и внутренних поверхностей должно соответствовать образцу, согласованному между изготовителем и заказчиком.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы берут по сторонам. Партия должна состоять из труб одного размера, одной марки, одного вида термической обработки и сопровождаться одним документом о качестве по ГОСТ 1069.2 с добавлением: химический состав в соответствии с документом о качестве заготовки.
Количество трубок в партии — не более 300.
3.2. Проверке наружной поверхности, внутренней поверхности трубы внутреннего диаметра 8,2 мм и более типоразмеров и испытанию гидравлическим давлением подвергается каждая труба.
3.3. Для контроля качества отбирают трубы из партии, но не менее трех в количестве:
10% на межкристаллитную коррозию, зернистость, сплющивание, контролируют пневматическим давлением;
3% — на растяжение, для контроля внутренней поверхности труб с внутренним диаметром менее 8,2 мм, на содержание неметаллических включений. Проверка склонности металла к межкристаллитной коррозии проводится по требованию потребителя.
Проверка склонности металла к межкристаллитной коррозии проводится по требованию потребителя.
3.4. При неудовлетворительных результатах испытаний хотя бы по одному из показателей, за исключением испытаний на межкристаллитную коррозию, проводятся повторные испытания на удвоенном количестве труб, отобранных из партии.
Результаты повторных тестов распространяются на всю партию.
При неудовлетворительных результатах испытаний на межкристаллитную коррозию испытанию подвергается каждая труба партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы отрезается один образец.
4.2. Осмотр наружной поверхности трубы проводят визуально. Осмотр внутренней поверхности труб внутренним диаметром 8,2 мм и более проводят перископом, а труб внутренним диаметром менее 8,2 мм — вырезанными образцами длиной 100 мм.
4.3. Контроль наружного диаметра и овальности проводят в соответствии с табл.6 микрометром по ГОСТ 6507 или калибрами-кольцами по ГОСТ 24853. Контроль внутреннего диаметра трюмных калибров-трубок по ГОСТ 21401.
Контроль внутреннего диаметра трюмных калибров-трубок по ГОСТ 21401.
Таблица 6
Контроль толщины стенки осуществляют микрометром по ГОСТ 6507, ГОСТ 4380.
Контроль длины осуществляют измерительной рулеткой по ГОСТ 7502. Контроль кривизны проводят линейкой по Щуп ГОСТ 8026 на другой 2-034-225.
(Измененная редакция, ред. N 1).
4.4. Определение размера зерна металлографическими методами проводят на продольных образцах по ГОСТ 5639.
Допускается определение размера зерна ультразвуковым методом.
В случае разногласий в оценке результатов определения металлографическими методами по ГОСТ 5639.
4.5. Испытание на сплющивание проводят по ГОСТ 8695.
4.6. Испытание трубопровода гидравлическим давлением проводят по пневматическому давлению ГОСТ 3845 согласно нормативно-технической документации.
4.7. Проверка склонности к межкристаллитной коррозии проводится по методике АМ или АМУ, погост 6032. В случае разногласий в оценке результатов испытания проводят по методике АМГОТ 6032.
4.8. Испытание на растяжение труб с толщиной стенки 0,2 мм и более проводят по ГОСТ 10006, с толщиной стенки менее 0,2 мм — по нормативно-технической документации.
4.9. Контроль неметаллических включений проводят согласно нормативно-технической документации.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение труб осуществляют по ГОСТ 10692 со следующими дополнениями.
5.1.1. Каждая труба диаметром 5 мм и более должна иметь отступ не более 20 мм от конца, отмеченный номером партии и номером трубы. На отмеченном участке трубы перекос профиля.
При изготовлении труб различной длины маркируют один конец трубы.
Отмеченный участок трубы включается в общую длину.
По согласованию с потребителем трубы диаметром более 5 мм не маркируются.
Маркировка труб диаметром менее 5 мм наносится на этикетку, прикрепленную к упаковке.
Ассортимент (en) | ООО «Днепропетровская трубная компания»
Направлением деятельности ООО «ДТК» является обеспечение потребности электроэнергетики Украины в металлопрокате и оборудовании.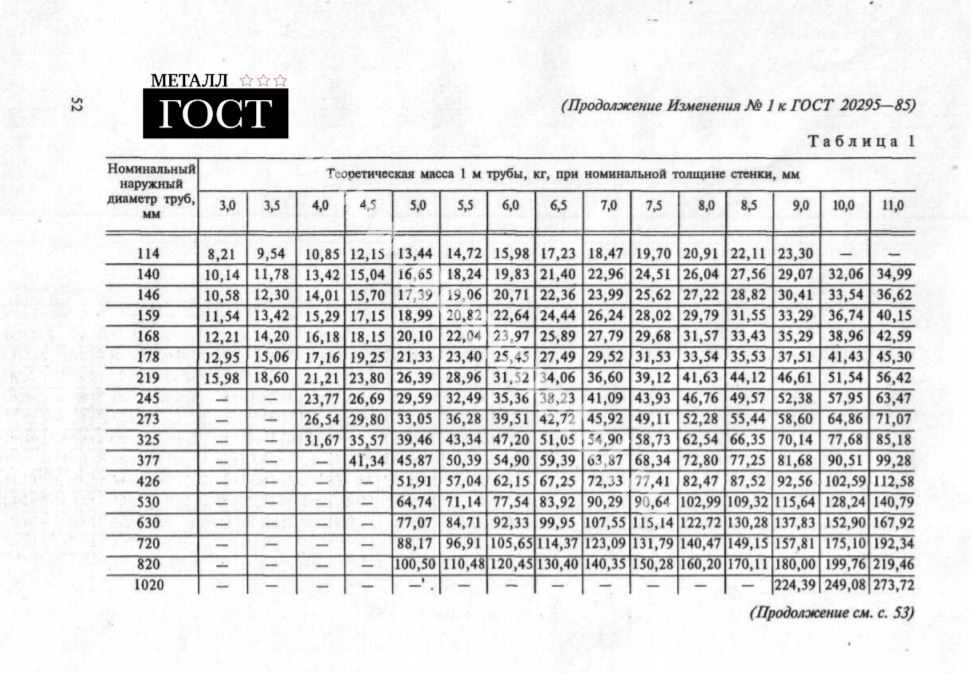 Наличие широкого ассортимента продукции на складе позволяет нам быстро адаптироваться к потребностям клиентов.
Наличие широкого ассортимента продукции на складе позволяет нам быстро адаптироваться к потребностям клиентов.
| Товар | Стандартный | Сталь марки | Размер, мм |
|---|---|---|---|
| Трубы стальные бесшовные горячедеформированные | ГОСТ 8732-78 | 10–60, 09Г2С; 10ХСНД; 20-40Х; 40ХН; 12ХН3А; 38х3МЮА, 30ХГСА и др. | Ø 32-550х3,5-70 |
| Трубы стальные бесшовные холоднодеформированные | ГОСТ 8734-75 | 10–20 и т. д. | Ø 5-250х0,3-24 |
| Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности | ГОСТ 550-75 | 10–20; 10Г2; 15Х5М и др. | Ø 76-530х4-70 |
| Трубы бесшовные горячедеформированные/холоднодеформированные для котельных установок и трубопроводов | ТУ 14-2-190-82, 14-3-460-75, 14-3Р-55-2001 | 10–20; 15ГС; 12х2МФ, 15ХМ, 15х2М1Ф, 12х3МФСР, 12х28Н12Т, 12х21В2МФ и др. | Ø 16-530х4-70 |
| Трубы бесшовные горячедеформированные из коррозионностойкой стали | ГОСТ 9940-80 | 12(08)х28Н10Т и др. | Ø 57-630х4-40 |
| Трубы бесшовные холоднодеформированные из коррозионностойкой стали. | ГОСТ 9941-81, ГОСТ 1927, ГОСТ 10498, ГОСТ 14162 | 12(08)х28Н10Т и др. | Ø 0,7-120х0,12-10 |
| Стальные трубы квадратного сечения | ГОСТ 8639-82, ГОСТ 8645-68 и др. | Ст3, 20 и др. | От 10х10х1 до 500х500х22 до 600х200х22 |
| Прокат листовой нержавеющий, низколегированный, жаропрочный и др. | 20–45; 10ХСНД; 30ХГСА; 15ХМ; 09Г2С; 12х2МФ, 12х28Н10Т, 20х33Н18, 10х27Н13М2Т и др. | 0,5-160,00 | |
| Пруток стальной круглый коррозионностойкий горячекатаный калиброванный | ГОСТ 2590-88, ГОСТ 4543-71, ГОСТ 7417-75 | 12(08)х28Н10Т; 06ХН28МДТ; 20ч23; 12х2МФ | Ø 8-320 |
ООО «ДТК» в сотрудничестве с европейскими производителями может предложить Вам поставку сборочных единиц, блоков, комплектующих для котлов, трубопроводов, технологического оборудования для химических производств, а также трубопроводной арматуры, а именно:
- Поверхности нагрева: экраны, пароперегреватели, экономайзеры – ОСТ 108. 030.40-79 , СТО ЦКТИ 10.002-2007 ;
- Теплообменники, в том числе подогреватели низкого давления, спиральные подогреватели высокого давления, маслоохладители, мазутные, сетевые водоподогреватели — ОСТ 108.030.40–79, ПБ 03-384-00, ПБ 10-115-96, ГОСТ 15199 –79; ГОСТ 15122-79 и др.; теплообменники специализированные для химических производств — ТУ 26-02 серии и др.
- Трубы паровые для котлов и паровых турбин, в том числе отводы, отводы, крестовины, тройники — сертифицированы по ОСТ 24.125.60-85, ОСТ 108.030.129 , номенклатура соответствует стандартам ОСТ 24 и ОСТ 108.
- Арматура запорно-регулирующая сварная и литая (задвижки, задвижки трубопроводные, арматура) для применения в промышленности и энергетике, агрессивных средах — сертифицирована по ГОСТ и соответствующим стандартам, а также техническим стандартам Украины.
 030.40-79 , СТО ЦКТИ 10.002-2007 ;
030.40-79 , СТО ЦКТИ 10.002-2007 ; Поставляется для котлов Барнаульского, Бийского, Монастырищенского машиностроительных заводов, ОАО «Котельный завод «Энергомаш» (г.