
Изготовление флюса BGA в домашних условиях — Ремонт электронной техники
Возникла необходимость менять BGA чипы. Соответственно возник вопрос и с каким флюсом это лучше делать. Покупной российский меня не впечатлил. Попаяв с этим флюсом провода, я понял что это довольно неплохой флюс,- немного хуже канифоли. Но большая его часть быстро выкипает. Я решил сделать флюс BGA сам. Особых результатов я не достиг, но может пригодиться тем у кого нет возможности купить флюс.Основные качества флюса BGA:
1)его можно не отмывать после пайки (неактивный + не оставляет грязи)
2)способность растекаться под чипом
3)рабочая температура- около 220°С
Оказалось, что доступных компонентов, годных для изготовления какого-либо флюса, не так уж и много. Вот их список:
канифоль (неактивный)
Хлорид аммония (неактивный; 338°C)
соляная кислота
хлористый цинк (температура плавления сухого 318°C, кипения- 732°C)
ацетилсалицилова кислота (140°С)
карбонат натрия (820°С)
глицерин (160-290°С)
воск (защитный флюс)
стеарин (защитный флюс)
вазелин (защитный флюс)
олеиновая кислота (защитный флюс для пайки алюминия; содержится в оливковом масле)
машинное масло (защитный флюс для пайки алюминия)
В процессе эксперментов я выработал три флюса, которые можно сделать из доступных материалов:
Флюс №1
Глицерин. Просто чистый обезвоженный глицерин. Очень неплох как флюс и имеет высокую температуру кипения, что не позволит ему быстро выкипеть.
К сожалению, чем разбодяжить и загустить глицерин я не нашёл. Поэтому применяю его в чистом виде. Получить его можно упариванием аптечного глицерина. Для этого его нужно продержать при температуре близкой к температуре кипения сутки или более, пока объём не сократится втрое. После использования нужно промывать.
Флюс №2
Глицерин с аспирином. Приготавливается растворением ацетилсалициловой кислоты в горячем глицерине. Имеет кашеобразное состояние. Слишком хорош как флюс. После использования тоже нужно промывать.
Примечание:
Аспирин- неактивный флюс. И в этом я убедился, измазав в расплавленной ацетилсалициловой кислоте мягкий медный провод, и продержав его так неделю. Никаких следов коррозии после этого на проводе небыло.
Флюс №3
Воск с канифолью. Приготавливается растворением канифоли в горячем воске. Воск здесь в качестве основы, позволяющей небольшим количествам канифоли равномерно растечься под чипом. Довольно сностный флюс, немного хуже канифоли. Имеет недостаток- оставляет грязь как от канифоли. Думаю, если канифоль удастся очистить (например перекристаллизацией), то такой флюс тоже можно использовать для BGA. Главное преимущество- не нужно смывать после пайки.
Флюс довольно густой, но от этого лишь страдает удобство его нанесения.
Паяльный жир, его состав и применение в качестве активного и нейтрального флюса
Одним из важных показателей, во время проведения ремонта радио — и электроаппаратуры, является качественная пайка металлических деталей и узлов.
Для прочности неразъемного соединения, при монтаже бескорпусных радиодеталей, элементов из разного металла используют паяльный жир. Не являясь средством массового использования, он имеет определенный спрос среди профессионалов и начинающих паяльщиков.
Свойства и состав
 В состав жировой паяльной смеси входит канифоль, технический вазелин, стеарин, хлорид цинка, высокоочищенная вода, хлорид аммония. Благодаря такой совокупности химических элементов жир для пайки, обеспечивает:
В состав жировой паяльной смеси входит канифоль, технический вазелин, стеарин, хлорид цинка, высокоочищенная вода, хлорид аммония. Благодаря такой совокупности химических элементов жир для пайки, обеспечивает:
- хорошее смачивание деталей, растекание по шву припоя;
- качественное удаление ржавчины;
- понижение поверхностного натяжения расплавленного металла;
- сокращение времени при лужении контактов;
- при нагревании предохраняет металл от окисления.
Паяльный раствор, выполняющий сразу несколько функций, облегчает процесс пайки, делает его более удобным, безопасным.
Флюс, по своему температурному интервалу активности относится к низкотемпературным материалам, по природе растворения является водным, по механизму действия защитным. Наносить его модно с помощью палочки или кисточки.
Разновидности
 Главным назначением пастообразного жира – это пайка контактов у поврежденных коррозией элементов радио-, электротехнических устройств.
Главным назначением пастообразного жира – это пайка контактов у поврежденных коррозией элементов радио-, электротехнических устройств.
Выбирается паяльный раствор, с учетом материала, из которого изготовлены соединительные детали, применяемого припоя и характера монтажа аппаратуры.
Продукт по своей консистенции и совокупности химических компонентов разделяют на два вида.
Первый – нейтральный. Паяльный материал, состав которого содержит стеарин и канифоль предназначен для удаления оксидов и соединения деталей электротехнической аппаратуры оловянно-свинцовым припоем.
Хорошо фиксируется на металлических контактах из меди, никеля, латуни, бронзы, дает возможность точно дозировать припой, улучшать его растекание, увеличивает скорость нанесения и количество мест паек.
При необходимости промывки легко удаляется изопропанолом, бензином « Калоша», специальной жидкостью для отмывания.

Благодаря уникальному механизму действия, его можно использовать для пайки цветного металла и железа, сильно покрытого ржавчиной.
Остатки паяльного продукта удаляют в обязательном порядке природными растворителями. Способность вызывать коррозию не позволяет применять активный жир для пайки печатных плат.
Применение паяльного жира для получения качественного соединения элементов является одним из недорогих способов ремонта. Вся продукция производится по ГОСТу, имеет официальную гарантию изготовителя.
Поставляют его в полиэтиленовых банках с разным весом. Хранение материала, не зависимости от его вида, осуществляется в темном, прохладном месте, чтобы не допустить перегрева.
Как правильно пользоваться
При обработке жиром деталей и поверхности металла необходимо учитывать его отличительные свойства.
 Паяльный раствор, представленный в виде вязкой массы, делает процесс пайки мягким за счет своей консистенции, где температура плавления паяльного нейтрального жира приблизительно равна температуре плавления припоя.
Паяльный раствор, представленный в виде вязкой массы, делает процесс пайки мягким за счет своей консистенции, где температура плавления паяльного нейтрального жира приблизительно равна температуре плавления припоя.
Это повышает степень равномерного растекания смеси по металлу. Для удобного нанесения жира используют спички, зубочистки, кисточки.
При работе с активным паяльным жиром, первое, что следует учитывать, это образующиеся химические испарения, негативно влияющие на дыхательные органы человека. Процесс соединения необходимо проводить под вытяжкой или в хорошо проветриваемом помещении.

Несмотря на это профессионалы данный вид жира считают самым лучшим. Паяльный раствор имеет хорошую текучесть, высокую степень схватывания, позволяет быстро проводить лужение контактов, деталей б. Смесь на жале паяльника медленно испаряется, не оставляет нагара.
Приобретая паяльный материал, для получения качественного соединения важно обращать внимание на ГОСТ, вес, тару, производителя.
Тара продукта должна быть прочной, не пропускающей воздух, создавать удобство быстрого нанесения жира на место пайки. Общая масса вещества должна составлять 20 г, что является стандартным весом для использования.
Для высококлассных специалистов паяльный материал выпускается в объеме до 0,5 кг. Популярные марки, которые пользуются большим спросом – это «Техноком», «ЕМ», Смолтехнохим».
Рецепты приготовления
Иногда, при ремонте электроприборов в домашних условиях, возникает крайняя необходимость в создании паяльной смеси своими руками. Сам процесс изготовления не требуется больших усилий и средств, главное иметь в наличии нужный материал и соблюдать последовательность действий.

Для получения нейтрального паяльного жира, необходимо канифоль поместить в емкость, довести до стадии расплавления. Затем, помешивая, добавить стеарин. Во время остывания массы можно определить ее вязкость. При быстром затвердении жира процедуру повторяют, добавляя стеарин до получения нужной консистенции.

- воды – 2%;
- технического вазелина – 10%;
- хлористого цинка – 10%;
- пасты ГОИ 54 – 78%.
В посуду из фарфора всыпают порошок из хлористого цинка, заливают водой и не спеша, аккуратно размешивают. В полученную массу добавляют технический вазелин. Все перемешивается до образования однородной жидкости.
В полученную эмульсию не большими порциями вводят пасту ГОИ. Готовую смесь тщательно размешивают для равномерного распределения всех компонентов, помещают в банку.
Полезные советы
 Важным условием при ремонте аппаратуры с использованием паяльных смесей является стабильное качественное соединение деталей. Иногда, чаще всего у начинающих паяльщиков, получается брак при пайке контактных узлов.
Важным условием при ремонте аппаратуры с использованием паяльных смесей является стабильное качественное соединение деталей. Иногда, чаще всего у начинающих паяльщиков, получается брак при пайке контактных узлов.
Причиной этому может служить нарушение химического состава флюса, когда удельный вес превышает установленную норму, и в процессе действия вещество не всплывает на поверхность. Растворяясь в деталях, не лучшим образом на них влияет.
Чтобы избежать таких ситуаций, перед началом работы необходимо проверить паяльный жир на пригодность. Для этого смесь наносят на пластину основного металла, разогревают на небольшом огне.
Появившийся белый налет после испарения влаги, должен плавиться и плавно растекаться. Если жир собирается в шарики, это говорит о его непригодности.
Для проверки нейтральности смеси, приготовленной в домашних условиях, необходимо один грамм вещества нанести на бумагу.
В образовавшееся пятно ввести каплю кислотно – щелочного индикатора, который быстро проведет наглядное исследование. При правильной концентрации компонентов, вещество свой цвет не меняет.
15 рецептов флюсов для пайки » Полезные самоделки
Слабо коррозионные флюсы более активны по сравнению с предыдущими, однако после паяния с их применением необходимо тщательно удалить остатки флюса во избежание дальнейшей коррозии изделия. К этим флюсам относятся некоторые органические кислоты, минеральные масла, глицерин и др.
Коррозионные флюсы — самые активные. Их используют преимущественно для паяния черных и цветных металлов со стойкой окисной пленкой. Эти флюсы могут приводить к коррозии металла вокруг паяного соединения, поэтому после окончания пайки изделие тщательно очищают от остатков флюса и промывают водой или спиртом. Наиболее распространенным флюсом этого типа является хлористый цинк, к которому добавляют нашатырный спирт и канифоль.
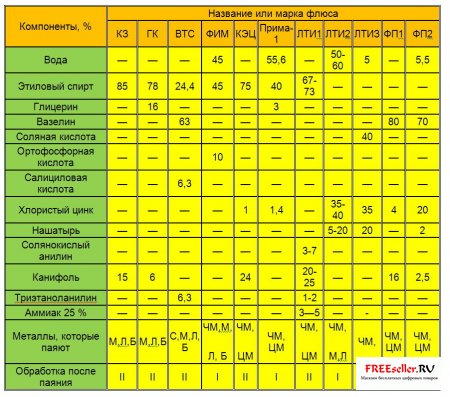
Таблица 1. Характеристики основных флюсов для паяния мягкими припоями.
Весьма удобны в работе флюсы-пасты. Они не растекаются по поверхности изделия и удобны в хранении. Основной компонент флюсов-паст — канифоль или хлористый цинк (в зависимости от требуемой активности), а загуститель — вазелин. Высокоактивную флюс-пасту можно приготовить из следующих компонентов: канифоль — 100 г, олеиновая кислота — 45 г, стеариновая кислота — 30 г, пальмитиновая кислота — 25 г. Канифоль сплавляют с кислотами при температуре 100 град. С, но не выше. Для этих целей целесообразно применять водяную баню.
Флюс для паяния цинка и оцинкованных изделий можно приготовить из концентрированной серной кислоты, разбавленной двумя частями воды. Вместо кислоты можно использовать 50 %-ный раствор едкого натра или калия.
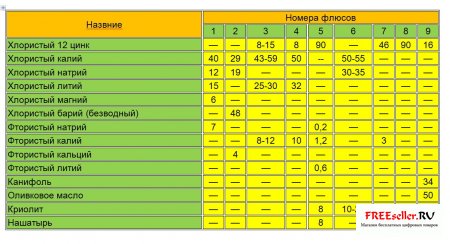
Паяние алюминия осуществляют при помощи специальных высокоактивных флюсов. Это связано с тем, что на поверхности алюминия и его сплавов образуется прочная пленка окислов, препятствующая соединению припоя с основным металлом. Флюсы для паяния алюминия приготавливают на основе фтористых солей и хлористого лития. Если же этих флюсов нет, окисную пленку разрушают во время паяния.
Наиболее просты флюсы №8 и № 9, однако они менее активны, нежели те, что содержат фтористые соединения. Паяют алюминий припоями, которые содержат олово, алюминий, цинк, кадмий. При самостоятельном изготовлении припоя сначала плавят цинк, потом добавляют остальные компоненты. Чтобы в процессе приготовления припоя цинк не выгорал, на поверхность его расплава насыпают порошкообразный древесный уголь.
Сборник «Паяльники и припои» составленный А.Н. Борисовым 2004
|
Флюсы для пайки.
…Что бы получить прочное паяное соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке. Для этого существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения. Условно флюсы можно подразделить на оржавляющие и неоржавляющие (коррозирующие и некоррозирующие, нейтральные), т.е. на те, которые требуют после пайки хорошей промывки паяного соединения и те, которые не оржавляют пайку и даже могут в дальнейшем защищать ее от коррозии. Кроме того, флюсы условно разделяются на активные и пассивные. Активные флюсы содержат в своем составе вещества, которые активно взаимодействуют с поверхностью металла, это кислоты (салициловая, лимонная, фосфорная и т.д.), хлористый цинк, хлорид аммония, гидрохлориды некоторых органических соединений, органические амины, глицерин. Пассивные (или слабо активные) флюсы, это канифоль, которая представляет собой смесь органических кислот, парафин, минеральные, растительные и животные масла, жирные к-ты. Они удаляют тонкие и нестойкие пленки окислов и способствуют растеканию припоя. С помощью активных флюсов спаивают металлы с прочной окисной пленкой, в большинстве случаев активные флюсы — оржавляющие. При пайке печатных плат имеет значение остаточное сопротивление флюса, поэтому даже для нейтральных, не коррозирующих флюсов может требоваться смывка остатков. Самым простым и очень эффективным флюсом является хлористый цинк (ZnCl2). Получить его можно так: растворим кусочки цинка (его можно достать из использованной батарейки) в разбавленной 1:1 соляной к-те добавляя его до тех пор, пока он не перестанет растворяться. Лучше это делать на свежем воздухе. Еще более повысить эффективность флюса, можно добавкой хлористого аммония (нашатырь, Nh5Cl), в кол-ве равным (или двойным) весу израсходованного цинка. С помощью такого флюса можно паять почти все металлы. Спай нужно промыть чистой водой, но лучше слабым р-ром питьевой соды или р-ром (0,5-2%) аммиака. Я часто применял водный р-р спирта (20-40%, можно водку, можно р-р изопропилового спирта) с такой же добавкой аммиака. Очень неплохим флюсом является концентрированная фосфорная к-та, особенно для пайки нержавейки и нихрома. Ниже приведены различные рецепты флюсов (в весовых %).
|
Паяльный флюс (жир) LAOA LA813002
Покупался из-за заголовка «паяльная паста» и соотвественно, ожидал получить именно паяльную пасту в классическом понимании — смесь, состоящую из флюса, перемешанного с сильно измельчёнными частицами припоя, что весьма удобно. Когда я открыл банку, стало понятно, что это не та самая паста, а только флюс, причём очень похожий внешне на плохой китайский флюс RMA-223. Но попробовав его в работе, был приятно удивлён. Впрочем не обошлось и без нюансов, о которых нужно знать. Вот про это всё и поговорим в обзоре.Сама контора в основном делает инструменты, однако расходников для паяльных работ от них — совсем немного — раз, два и обчёлся. Ранее я использвал их припой, который оказался хорошим конкурентом для другого китайского припоя — Kaina (с синей этикеткой). Так называемую «паяльную пасту», оказавшейся на деле флюсосм, я покупал вместе с припоем. У этого флюса я видел всего две фасовки — 25гр. под маркировкой LA813001, и 50гр. под маркировкой LA813002, — взял версию побольше, чтобы был небольшой запас.
Флюсы, которые я видел в продаже объёмом более 50гр. от других производителей обычно пакуются в пластиковые банки с откручивающейся крышкой. В данном случае имеем жестяную банку со снимаемой крышкой без резьбы. Сверху видна наклейка с наименованием и маркировкой. Английская фраза «Solder Paste» в общем-то так и переводится — «паяльная паста», которая сбивает с толку: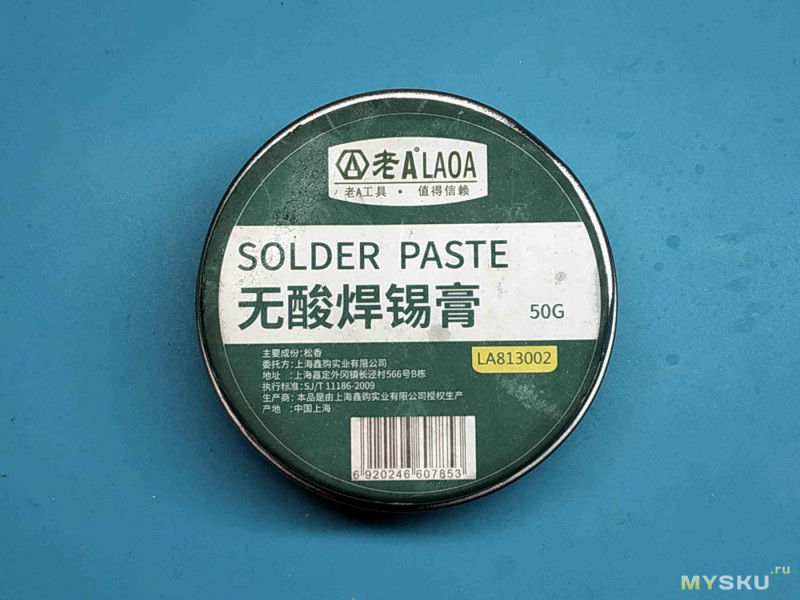
Субстанция желтовато-полупрозрачная, как я и сказал выше, визуально очень походит на один из худших китайских флюсов — RMA-223. По консистенции также напоминает вазелин, даже некоторый запах вазелиновский присутствует. Очень густой и липкий. Например, если перевернуть открытую банку, то масса не вывалится.

Тесты начну с лужения многожильного проводка, поскольку это первое, на чём я его впервые испробовал. На жало, нагретое до 320гр. предварительно нанёс припоя небольшое количество. Далее видно, как припой просто, легко и равномерно впитывается в эту косичку проводников:
Припаять проводник витой пары к пятаку на плате можно и причём практически за одно мгновение:
Чуть потруднее задача (для жала) — спаять два более массивных проводка. Я их предварительно зажал и подготовил таким образом: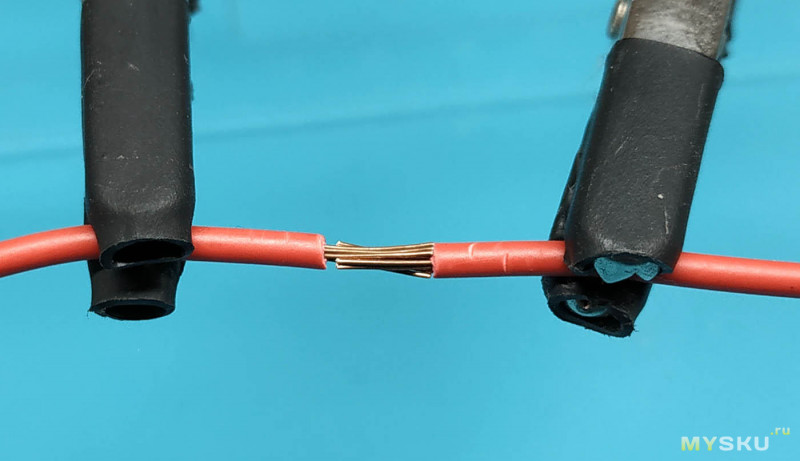
Наношу флюс и прикладываю нагретое жало. В первые моменты расплавления жира, видно, как выходит небольшое количество дыма. В момент кипения его уже нет. Отсутствуют также и специфичные запахи. Несмотря на достаточно мелкое жало D16, спайка проводков проходит достаточно легко.

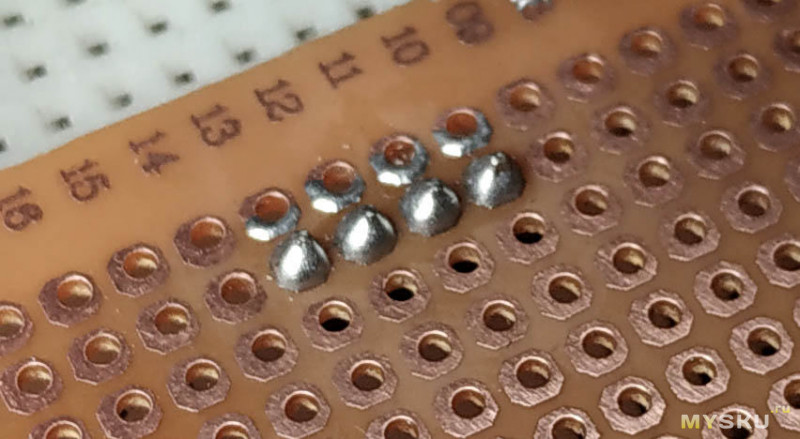
Лужение медного покрытия на фрагменте заготовки из стеклотекстолита проходит легко, я бы сказал, очень, с учётом того, что жало небольшое и ему надо попутно ещё прогреть этот полигон. Также виден дым вначале расплавления густой субстанции, и затем просто кипение без дыма. По окончании лужения, можно заметить, что шлаков в виде хлопьев чёрного цвета не остаётся, и соответственно жало остаётся чистым. 

При припаивании контактной гребёнки мало того, что штырьки опрятно припаялись, но и большая часть соседних пятаков успела залудиться, хотя я их касался краем жала самую малость
Плоский контакт батарейки поддаётся. Но паять аккумуляторы я не рекомендую — есть риск перегреть.
Другой момент обозначу ниже. 
Теперь о важном — побочные эффекты, если этот флюс (жир) оставить на плате с медным покрытием.
Сначала тест на окисление меди. Он довольно-таки простой. На левый блок пятаков наношу заведомо активный флюс — KIngbo 218, которым часто пользуюсь. На правый блок пятаков — флюс LAOA, закидываю в дальнее место и ухожу заниматься своими делами.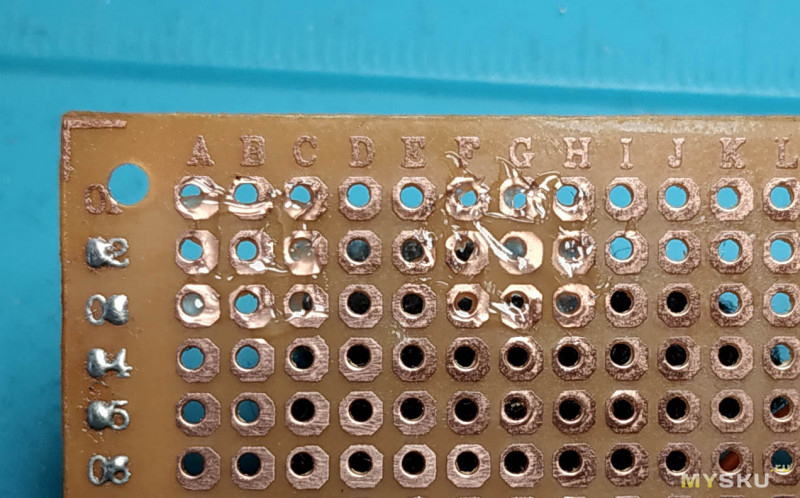
Спустя неделю осматриваем плату. Под Kingbo медные контакты окислились и теперь на них виден зелёный налёт. В правой части, под LAOA — без изменений.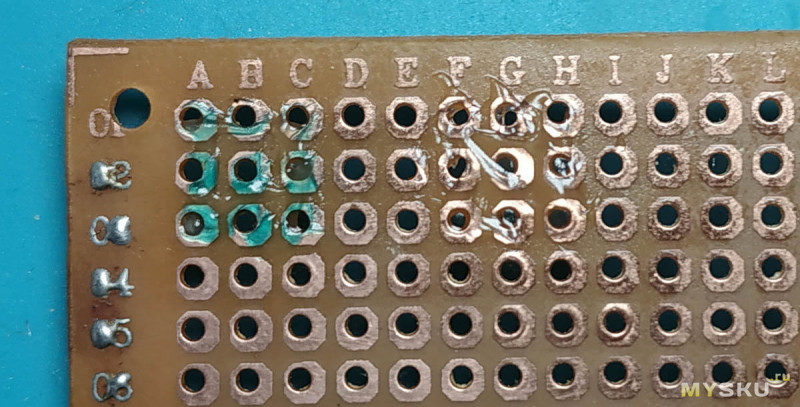
Но всё-таки есть веская причина не оставлять флюс от LAOA на плате. Для теста была взята целиком залуженная заготовка, в середине которой сделал поперечный пропил, чтобы разделить покрытие на два полигона.
На место поперечного пропила нанёс небольшое количество флюса LAOA, затем прогрел одну сторону платки паяльником, чтобы жир прокипел. После этого зажимаю крокодилами обе стороны платы, включаю мультиметр в режим прозвонки и наблюдаю вот что — медленно нарастающее сопротивление, через которое уже способен проходить ток, а это не есть хорошо, если остатки этого флюса остаются на электронных схемах, — его надо тщательно отмывать. 
Попробуем отмыть флюс с макетной платы, куда я запаял гребёнку и оставил плату на некоторое время, чтобы флюс более-менее застыл.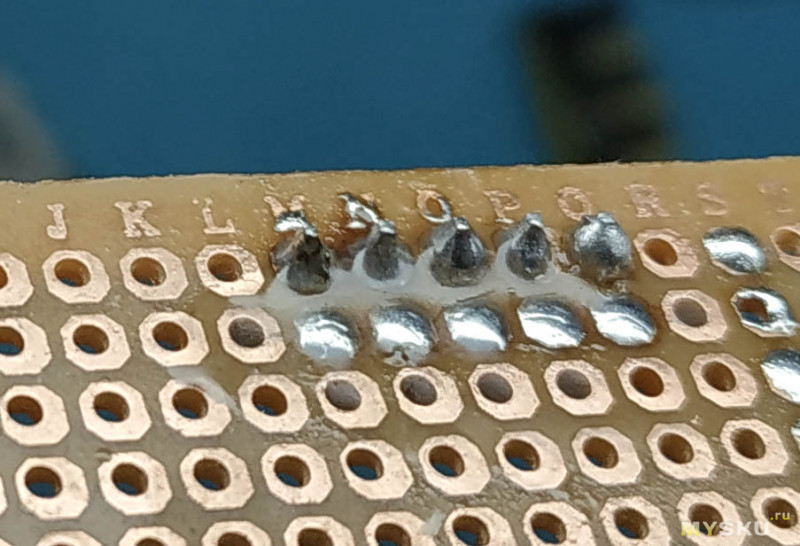
Затем наношу бензин «Калоша» и зачищаю щёткой
Стоит отметить, что после очистки от флюса LAOA плата уже не остаётся липкой, как после других китайских флюсов, например NC-559, где потом требуется делать проход ватными палочками, чтобы липкость убрать
Случайно обнаружил ещё одно, но крайне полезное применение — облуживание кончика жала паяльника с местами окалины, куда припой не хочет приставать. Примеры с частичной окалиной, полагаю, будут не так интересны. Достану-ка я свой старый паяльник на жалах 900-й серии, тот самый, который с термисторным регулятором мощности. Есть в его наборе одно, как мне казалось, «убитое» жало, котрому ни стальная, ни целлюлозная губка не помогали…

Методика, которую я выявил опытным путём, следующая — нанести немного этого паяльного жира на пруток припоя, затем поднести к кончику «убитого», но нагретого жала, чтобы на нём припой начал скапливаться. Прихватываю жало комком стальной ваты (у моей ваты степень абразивности самая низкая #0000) и протираю его.

На выходе у нас — практически новенькое жало. Точечные шлаки конечно остались, но при повторной процедуре и их можно убрать. Но меня и первый проход весьма впечатлил
Выводы
У этого флюса (жира) хорошие лудящие свойства, как мне показалось, даже лучше, чем у KIngbo 218. Помимо этого, он не оставляет после работы грязь и жало практически не пачкается. Kingbo 218 — оставляет после себя шлаки, что провоцирует часто чистить жало в губке или вате (рекомендую стальную).
Пайка SMD, тем более BGA, многоножечные элементы типа TQFP и подобных — обозреваемый флюс для этих задач строго не рекомендуется, так как во-первых, может затечь под корпус элемента и обычная чистка щёткой здесь уже не поможет. К сожалению, не могу проверить, справиться ли с очисткой ультразвуковая ванночка, поскольку оной у меня нет. Если есть информация — сообщите. Во-вторых — кипение, при пайке горячим воздухом, неприемлимо, чтобы флюс кипел
С другой стороны, паяльный жир некоторые мастера используют при ремонте утопленных гаджетов, для пропаивания частично разрушенных под воздействием коррозии контактов. Жир по идее здесь должен вытягивать все окислы наружу, а оставшиеся контакты лудить. После промывают водой со средством для мытья посуды. Но в этих ремонтных случаях используют нейтральный паяльный жир. Какой жир от LAOA — сказать трудно, так как выше тесты показали, что он имеет признаки, как активного, так и нейтрального жира.
Лудить аноды аккумуляторов типа 18650, где по периметру контакта расположены сквозные отверстия, — тоже не желательно, жир может натечь внутрь и сделать там нехорошее токопроводящее дело. Особенно касается аккумуляторов с защитой.
Что касается реальных задач, где обозреваемый флюс от LAOA может пригодится, то это спаивание проводов, лужение стеклотекстолитовых заготовок, контактных площадок, массивных полигонов, а также очистки жал и приведения их в нормальное состояние. Поскольку флюс густой, его будет удобно наносить в любые места — по этому критерию он выигрывает у канифоли (твёрдой, разбавленной). Радиодетали со сквозным монтажем — с осторожностью: наносить по чуть-чуть, и обязательная отмывка места пайки, чтобы был доступ щётки в узкие места.
В общем, своё место в столе этот жир заслуживает, но — только для определённых задач. В оффлайне есть аналоги, но их я уже не проверял.
Достоинства
— в паре со стальной ватой #0000 хорошо чистит жало
— не оставляет чёрных шлаков
— отлично лудит поверхность
— нет специфичного запаха
— не окисляет медь
— мало дыма
Недостатки
— проводит ток
— требует тщательной отмывки
PS. надеюсь, материал оказался полезен.
Флюсы для пайки — Литература — Полезные материалы — Каталог статей
Флюсы для пайки
ФЛЮСЫ Нейтральные флюсы: Канифоль и флюсы, приготовляемые на ее основе. Канифоль при пайке играет двойную роль: очищает поверхность от окислов и защищает ее от окисления. При температуре 150 С канифоль растворяет окислы свинца, олова и меди, очищая их поверхности при пайке. Очень ценным свойством канифоли является то, что она в процессе пайки не разъедает поверхность. Канифоль применяют при пайке меди, латуни и бронзы.
Флюс спиртоканифольный — (СКФ, он же КЭ, ФКЭ, ФКСп) — простой и эффективный для пайки печатных плат и радиокомпонентов. Состав: спирт 60-70%, канифоль 30-40%, нейтрален, не требует смывки.
ФТС — радиомонтажный флюс, для пайки деталей радиоаппаратуры и печатных плат, водосмываемый. Остатки флюса легко удаляются водой или спиртовым раствором.
ЛТИ 120 — флюс радиомонтажный, нейтральный. Состав: этиловый спирт (66 — 73%), канифоль (20 — 25%), активаторы — солянокислый анилин (3 — 7%), триэтаноламин (1 — 2%). Остатки флюса смывать не обязательно, при желании легко смываются спиртом, ацетоном и т.п.
ТАГС — радиомонтажный, глицериновый. Для пайки элементов радиомонтажа; а также для пайки углеродистой стали, никеля, меди и других цветных металлов легкоплавкими припоями (150-320 С). Водосмываемый. При пайке печатных плат имеет остаточное сопротивление. Требует обязательной смывки водой или спиртом!
Активные флюсы:
Паяльная кислота — для пайки углеродистых сталей, меди, никеля и их сплавов. Представляет собой водный раствор хлорида цинка (15-40%). В практике радиомонтажника не применяется, так как вызывает коррозию спая и разрушение изоляции проводов.
ЗИЛ-1 — активный флюс для пайки стали, железа, чугуна припоями с большим содержанием свинца. Температурный интервал пайки 180-400 С. Содержит хлорид цинка, хлорид олова, хлорид меди и соляную кислоту. Для пайки радиокомпонентов не применяется!
ФИМ — бесканифольный активный флюс, лучше всего подходит для пайки нержавеющих сталей, в остальном аналогичен паяльной кислоте. Состав: ортофосфорная кислота (плотность 1.7, 16%), спирт этиловый (3.7%), остальное вода. Температурный интервал пайки 290-350°C, после пайки обязательно смыть водой. В практике радиолюбителя применим также при пайке нихрома.
ВТС — активный флюс для пайки меди, серебра, золота и их сплавов. Изготовлен на основе органических кислот, благодаря чему действует в основном на окислы и загрязнения а не на сам металл. Состав: 63% технического вазелина, 6,3% триэтаноламина, 6,3% салициловой кислоты и этилового спирта. Остатки флюса удаляют протиркой детали спиртом или ацетоном.
Ф38М — высокоактивный флюс. В отличии от большинства флюсует нихром, констант, манганин, большинство нержавеющих сталей и медных сплавов (бронзы, латуни). Остатки флюса легко смываются водой. Состав: ортофосфорная кислота, глицерин, этиленгликоль, диэтиламин солянокислый.
Классификация флюсов импортного производства
Классификация флюсов импортного производства (rosin — англ. канифоль)
R (rosin) представляет собой чистую канифоль в твердом виде или растворенную в спирте, этилацетате, метилэтилкетоне и подобных растворителях. Это наименее активная группа флюсов, поэтому ее используют для пайки по свежим поверхностям или по поверхностям, которые были защищены от окисления в процессе хранения. В соответствии с рекомендациями отечественного отраслевого стандарта ОСТ4ГО.033.200, эта группа флюсов не требует удаления их остатков после пайки.
RMA (rosin mild activated — слегка активированная канифоль) — группа смолосодержащих флюсов с различными комбинациями активаторов: органическими кислотами или их соединениями. Эти флюсы обладают более высокой активностью по сравнению с типом R. Предполагается, что в процессе пайки активаторы испаряются без остатка. Но очевидно, что процесс пайки должен быть гарантированно завершен полным испарением активаторов. Такие гарантии может обеспечить только машинная пайка с автоматизацией температурно-временных процессов (температурного профиля пайки).
RA (rosin activated — активированная канифоль). Эта группа флюсов предназначена для промышленного производства электронных изделий массового спроса. Несмотря на тот факт, что данный вид флюса отличается более высокой активностью по сравнению с упомянутыми выше, он преподносится рекламой как не требующий отмывки. Поскольку его остатки якобы не проявляют видимой коррозионной активности.
SRA (super activated rosin — сверхактивированная канифоль). Эти флюсы были созданы для нестандартных применений в электронике. Они могут использоваться для пайки никелесодержащих сплавов, нержавеющих сталей и материалов типа сплава ковар. Флюсы типа SRA очень агрессивны и требуют тщательной отмывки при любых обстоятельствах, поэтому их использование в электронике строго регламентировано.
No clean (не требует смывки). Эта группа специально создана для процессов, где нет возможности использовать последующую отмывку плат или она затруднена по каким-то причинам. Основное отличие этой группы состоит в крайне малом количестве флюса на плате по окончании процесса пайки/ Пайка алюминия. Алюминий в обычных условиях покрыт плотной оксидной пленкой, препятствующей пайке. Если удалить эту пленку и защитить поверность алюминия от окисления, то пайка происходит без затруднений. Лучше всего паять чистым оловом или припоем, содержащим не менее 60% олова, удобно использовать обычный ПОС-61. Следует принять во внимание высокую теплопроводность алюминия и брать паяльник достаточной мощности. Для пайки тонкого алюминия достаточна мощность паяльника 50 вт, для алюминия толщиной 1 мм и более желателен паяльник мощностью 90 вт. Пайка без флюса На алюминий в месте пайки наносится жидкое минеральное масло и поверхность алюминия под слоем масла зачищают скребком или лезвием ножа для удаления пленки окиси. Припой наносится хорошо нагретым паяльником. Еще лучше применять оружейное масло; хорошее и удовлетворительное качество пайки получается при использовании минерального масла для швейных машин и точных механизмов, вазелинового масла. При пайке алюминия толщиной 2 мм место пайки перед нанесением масла желательно предварительно прогреть паяльником. Проще всего использовать специальные флюсы.
Ф61А — флюс для пайки алюминия. Высокоактивный флюс на основе фторборатов, предназначен для лужения и пайки деталей и поверхностей из алюминия и его сплавов. Пайка производится припоями оловянно-свинцовой группы с содержанием олова более 60% (а лучше всего паять чистым оловом) при температуре 250-350 градусов.
Ф-34 Флюс для пайки алюминия и других лёгких сплавов. Остатки удаляются водой. Флюс средней активности и невысокой кислотности остатков.
Ф-64 Флюс для пайки алюминия, других лёгких сплавов бериллиевой бронзы и др. Остатки тщательно удаляются водой. Флюс повышенной активности. Алюминий даже не приходится зачищать от плотной окисной плёнки. Известен также вариант пайки с использованием флюса, состоящего из 2-3г иодида лития и 15-20 г стеариновой кислоты.