
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА
Основы сварочного дела
Электрическая сварочная дуга представляет собой устойчивый длительный электрический разряд в газовой среде между твердыми или жидкими электродами при высокой плотности тока, сопровождающийся выделением большого количества теплоты. Электрический разряд в газе есть электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложен
ного электрического поля (разности потенциалов между электродами).
Электрон — это частица весьма малой массы, несущая элементарный (наименьший, неделимый) электрический заряд отрицательного знака. Масса электрона равна 9,1 • Ю~28г; элементарный электрический заряд равен 1,6 • Ю-19 Кл. Ионом называется атом или молекула вещества, имеющая один или несколько элементарных зарядов. Положительные ионы имеют избыточный положительный заряд; они образуются при потере нейтральным атомом или молекулой одного или нескольких электронов из своей наружной (валентной) оболочки (электроны, вращающиеся в валентной оболочке атома, связаны слабее, чем электроны внутренних оболочек, и поэтому легко отрываются от атома при столкновениях или под действием облучения). Отрицательные ионы имеют избыточный отрицательный заряд; они образуются, если атом или молекула присоединяет к своей валентной оболочке лишние электроны.
Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. Ионизация, вызванная в некотором объеме газовой среды, называется объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы; кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах на процесс ионизации начинает влиять также и излучение газа и раскаленных электронов. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить с помощью электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняет1 ся малой концентрацией свободных электронов и ионов. Поэтому, для того чтобы вызвать в воздухе или в газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение; тогда имеющиеся в газе (в малом количестве) свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
При сварке из соображений техники безопасности нельзя пользоваться высокими напряжениями. Поэтому используют явления термоэлектронной и автоэлектронной эмиссий. При этом имеющиеся в металле в большом количестве свободные электроны, обладая достаточной кинетической энергией, переходят в газовую среду межэлектродного пространства и способствуют ее ионизации.
При термоэлектронной эмиссии благодаря высокой температуре свободные электроны «испаряются» с поверхности металла. Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциональный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации).
При полной ионизации степень ионизации равна единице. На рис. 6 представлен график зависимости степени ионизации от температуры нагрева некоторых веществ. Из графика видно, что при температуре 6000…8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы
Этих металлов обладают малым потенциалом ионизации.
V = W / е,
Где V — потенциал ионизации, В; W—работа, выхода электрона, Дж; е — заряд электрона, Кл.
Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов ионизации. Первый потенциал ионизации соответствует выходу электрона, находящегося в наружной оболочке атома и слабее других связанного с ним. Выход следующих электронов, расположенных ближе к ядру и сильнее связанных с ним, требует большей работы. Поэтому вторые и последующие потенциалы ионизации, соответствующие выходам второго и последующих электронов, будут больше. Первые потенциалы
Как видно, наименьшим потенциалом ионизации обладают калий, натрий, барий, литий, алюминий, кальций и др. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Таким образом, электропроводность воздушного промежутка между электродами, а отсюда и устойчивое горение дуги обеспечивается эмиссией катода и объемной ионизацией газов в зоне дуги, благодаря которым в дуге перемещаются мощные потоки заряженных частиц.
|

Электрическая дуга постоянного тока возбуждается при сопрйкоснове — нии торца электрода и кромок свариваемых деталей. Контакт в начальный момент возникает между микровыступами поверхностей электрода и свариваемой детали (рис. 7, а). Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла (рис. 7, б), которая замыкает электрическую цепь на
В установившейся сварочной дуге (рис. 7,
Анодная зона, называемая анодным пятном, расположена на ‘торце анода. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500…4000°С.
В начальный момент для возбуждения дуги необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации невысокая и необходимо напряжение, способное сообщить свободным А)
80 120 1801,А
Рис. 8
Электронам такую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение падает до значения, необходимого для устойчивого горения дуги.
Зависимость напряжения дуги от тока и сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги (рис. 8, а) имеет три области: падающую /, жесткую 2 и возрастающую 3. В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. В области 2 (100… 1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В области 3 напряжение возрастает вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга области / горит неустойчиво и поэтому имеет ограниченное применение. Дуга области
Вольт-амперная характеристика дуги при ручной дуговой сварке низко-
Углеродистой стали (рис. 8, б) представлена в виде кривых а (длина дуги 2 мм) и б (длина дуги 4 мм). Кривые В (длина дуги 2 мм) и г (длина дуги 4 мм) относятся к автоматической сварке под флюсом при высоких плотностях тока.
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный), длины дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2…4 мм, находятся в пределах 40…70 В. Напряжение (В) для установившейся сварочной дуги может быть определено по формуле
Ua = а + bin
Где а — коэффициент, по своей физической сущности представляющий сумму падений напряжений в катодной и анодной зонах, В, Ь — коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; /д — длина дуги, мм.
Рис. 10 |

Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. «Короткой» называют дугу длиной 2…4 мм. Длина «нормальной» дуги — 4…в мм. Дугу длиной более в мм называют «длинной».
Оптимальный режим сварки обеспечивается при короткой дуге. При. длинной дуге процесс протекает неравномерно, дуга горит неустойчиво, металл, проходя. через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
Электрическая сварочная дуга может отклоняться от своего нормального положения при действии магнитных полей, неравномерно и несимметрично расположенных вокруг дуги и в свариваемой детали. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называется магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и становится заметным при сварочных токах более 300 А.
На отклонение дуги влияют место подвода тока к свариваемой детали (рис. 9, а, б, в) и наклон электрода (рис. 9, г). Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся: сварка короткой дугой, подвод сварочного тока в точке, максимально близкой к дуге, наклон электрода в сторону действия магнитного дутья, размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение Uд и ток / периодически изменяются от нулевого значения до наибольшего, как показано на рис. 10 (t/x-x — .напряжение зажигания дуги). При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходит деиони — зация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале каждого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для снижения пика зажигания, облегчения повторного зажигания дуги и повышения устойчивости ее горения применяют меры, снижающие эффективный потенциал ионизации газов в дуге. При этом электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов.
Важное значение имеет сдвиг фаз между напряжением и током: необходимо, чтобы при переходе тока через нулевое значение напряжение было достаточным для возбуждения дуги.
Читайте о том как выбрать сварочный аппарат для дома или дачи. Чем такие устройства отличаются от полу- и профессиональных. Что необходимо знать перед покупкой.
В последнее время с появлением китайской техники на мировом рынке, сварочный аппарат стал наиболее популярным инструментом у владельцев частных домов, коттеджей, дач и гаражей. Учитывая соотношение цен на приобретение сварки …
Выполнение сварочных работ на строительно-монтажной площадке требует особо четкого выполнения всех правил безопасности производства работ. Сварочные работы на высоте с лесов, подмостей
Сварочный аппарат. Типы и особенности. Сварка и дуга. Применение
Издавна люди имеют дело с металлическими изделиями: предметы быта, украшения, оружие, техника и т.д. Люди научились делать кованые изделия, плавить и штамповать чугун. А когда появилась сталь, то из металлических изделий стали строить трубопроводы, корабли, дома, автомобили и другие конструкции. В настоящее время из всего объема расходуемого металла сталь составляет 90%. В черной металлургии научились выплавлять конструкционные материалы высокого качества.
Уже в то время необходимо было создать надежный способ соединения крупных металлических элементов, болты и заклепки уже не могли справиться с большими нагрузками. В 1882 году русский инженер Бенардос создал дуговую сварку металлических деталей с помощью угольного электрода. А через четыре года он оформил патент на технологию сварки металлов. Так появился первый сварочный аппарат.
Инженер Славянов в 1888 году показал публично дуговую сварку плавящимся электродом под флюсом, которая получила название электрической отливки металла. Славянов доказал, что дуговая сварка дает возможность сваривать черные и цветные металлы. В последующие годы металлы стали сваривать уже трехфазным переменным током, и использовать эту технологию в масштабах промышленного производства.
Особенности процесса сварки
Дуговая технология сваривания распространена очень широко, так как с помощью этой технологии образуется прочное неразъемное соединение металлических деталей. Высокая прочность соединения объясняется непрерывностью полученных молекулярных структур и сцеплений металла.
Главный фактор процесса сварки — высокая температура. В теории такие соединения между атомами металла достигаются повышенным механическим давлением. Однако такой способ не подходит для стали, а годится только для металлов с низкой твердостью, например, свинца.
Как возникает электрическая дуга
Сварочный аппарат способен создать высокую температуру для плавления металла с помощью электрической дуги. Она образуется при коротком замыкании двух электродов, которые находятся на близком расстоянии. Напряжение на электродах постепенно повышают до тех пор, пока не возникает воздушный пробой. При этом возникает эмиссия электронов катода, которые повышают температуру от воздействия электрического тока, и перемещаются к ионизированным атомам анода.
Далее события развиваются с большой скоростью: возникает электрическая дуга и цепь замыкается. В результате воздушный зазор ионизируется и формируется плазма, которая является особым свойством газа. Воздушный зазор уменьшает свое сопротивление, в результате чего ток повышается, и температура дуги увеличивается, дуга начинает проводить ток и замыкает цепь. Это явление называют розжигом. Путем регулировки необходимого зазора между электродами дуга стабилизируется.
Процесс сварки
Если электрический разряд создается между электродами, независимыми от свариваемых деталей, то она действует при сварке косвенным путем. Обычно дуга разжигается непосредственно между электродом и деталью, являющейся частью цепи. От сварочного аппарата электрический ток подключают к заготовке, температура электрической дуги повышается и оплавляет детали. При этом создается «сварочная ванна», в которой металл какое-то время находится в жидком виде. В эту же ванну попадает расплавленный металл электрода.
В процессе сварки горящее покрытие электрода создает вокруг дуги газовую оболочку и жидкую шлаковую ванну. При постепенном удалении из рабочей зоны электрической дуги, создается сварочный шов, на поверхности которого образуется корка из шлака в виде своеобразного панциря.
Существуют методы сварки с неплавящимся электродом, изготовленным из вольфрама или графита. Например, во время аргоновой сварки шов наполняется расплавленной сварочной проволокой. Выбор качественных электродов для сварки является важным фактором, обуславливающим надежность и прочность будущего шва. Здесь имеется ввиду не диаметр электрода, а состав его материала. Проволока и электроды разных марок могут лучше сочетаться с различной глубиной плавки, длиной дуги. Обмазка электродов способна в значительной степени влиять на ход сварки, а также менять химический состав и параметры шва.
В процессе сварки место сваривания должно защищаться от воздуха для предотвращения окисления металла. Поэтому вокруг рабочей зоны необходимо формировать защитную среду.
Для решения этой задачи существуют два варианта:
- Технология MIG – MAG, при которой в зону сварки подается инертный газ.
- Сгорание оболочки электрода. При этом вокруг зоны сварки создается газовый купол, защищающий ее от воздуха. Оболочка электрода во время сгорания выводит кислород из зоны шва. В покрытии электрода имеются вещества, ионизирующие электрическую дугу, очищающие и легирующие шовный металл, чем улучшают его физические параметры.
Сварка металла является своеобразным процессом, так как необходимый режим температуры зависит непосредственно от параметров электроэнергии. Чтобы получить качественный шов, необходимо создать условия для устойчивой электрической дуги. Постоянная равномерная дуга способна избежать дефектов шва. Чем больше размер свариваемых деталей, тем электроды для сваривания требуются толще, а также необходима большая сила тока.
Особенностью сварки является то, что при постоянном токе электрическая дуга более стабильная, так как нет изменения полярности тока. При этом шов формируется более качественным. Хотя алюминий и его сплавы лучше сваривает сварочный аппарат переменного тока. Навык работы сварщика при сварке играет большую роль, так как сварщик должен выбирать длину дуги, поддерживать ее горение и правильно двигать электрод по шву, аккуратно расплавляя металл деталей. От профессиональных качеств сварщика зависит прочность, качество и внешний вид шва.
Виды и особенности устройства
Любой сварочный аппарат электродуговой сварки должен принять электрический ток из сети и уменьшить его напряжение, повысив силу тока до необходимой величины (от 100 до 200 ампер). При этом может изменяться частота тока, либо из переменного образуется постоянный ток. Исключением являются только аппараты, в которых электрическая дуга создается от энергии батарей аккумуляторов, либо генераторов с двигателем внутреннего сгорания.
Другими словами, каждый сварочник является своеобразным преобразователем энергии. Существует несколько различных устройств для сварки металлов электрической дугой. Каждый из них имеет свои особенности устройства, достоинства и недостатки, которые следует учитывать при выборе аппарата в торговой сети.
Трансформаторный сварочный аппарат
Это наиболее распространенный вид сварочных аппаратов. Такие устройства недорого стоят, надежны в эксплуатации и имеют простое устройство. Электрическая энергия в этом устройстве преобразуется с помощью трансформатора, действующего на бытовой частоте тока 50 герц. Величина тока настраивается механическим устройством изменения магнитного потока в магнитопроводе.
Получая от электрической сети энергию, первичная обмотка намагничивает сердечник. В это время на вторичной обмотке образуется переменный ток низкого напряжения около 70 вольт, с большой силой тока, которая может достигать 200 ампер. Этот ток создает электрическую дугу для выполнения сварки деталей. Величина напряжения и тока на вторичной обмотке зависит от числа ее витков. Чем меньше витков, тем больше сила тока, и меньше напряжение.
Преимущества
- Неприхотливость и надежность в работе.
- Отсутствие электронных элементов.
- Удобное выполнение ремонта и обслуживания из-за простого устройства.
- Невысокая стоимость, нежели чем инверторный сварочный аппарат.
Недостатки
- Большие габаритные размеры и вес.
- Небольшой КПД, расходует много электроэнергии, что не позволяет подключать его к бытовой сети.
- При отсутствии опыта в сварочных работах трудно удерживать электрическую дугу.
- Качество шва невысокое, так как сварочный аппарат работает от переменного тока.
Из-за невысокой стоимости такой сварочный аппарат используется в промышленности, в бытовых условиях, где мощность сети достаточна.
Выпрямители для сварки
Такие устройства по своей конструкции схожи со сварочными трансформаторами. В них электрический ток не изменяет частоту, и формируется на обмотках трансформатора низкого напряжения. После понижения напряжения, электрический ток проходит по блоку селеновых или кремниевых выпрямителей, которыми являются полупроводниковые диоды, пропускающие электрический ток в одну сторону. В результате на сварочный электрод поступает постоянный ток. Поэтому при сварке деталей электрическая дуга стабильная, не прерывается и обеспечивает качественный шов.
Устройство выпрямителей сложнее, в отличие от трансформаторного сварочника, так как чаще всего необходимо создавать вентиляторное охлаждение полупроводниковых элементов. Обычно такие устройства оснащаются вспомогательными дросселями, что дает возможность создания необходимых параметров выходного тока – он фильтруется и сглаживается.
В комплект сварочных выпрямителей могут входить измерительные защитные и пускорегулирующие устройства. В работе выпрямителя для сварки важна токовая и температурная стабильность. Для этого в него встраивают плавкие предохранители, реле, термостаты и т.д. Наиболее популярными стали трехфазные выпрямители, как наиболее функциональные устройства.
Преимущества
- Качественный шов.
- Наименьшее разбрызгивание материала присадок.
- Легко удерживается дуга.
- Возможность сварки чугуна, цветных металлов и термостойкой стали.
- Значительная глубина плавления.
- Небольшие габаритные размеры и масса, в отличие от трансформаторных сварочников.
Недостатки
- Сложное устройство.
- Нельзя подключать к бытовой сети.
- Высокая стоимость, сравнимая с инверторами.
- Малый КПД.
- Необходимость постоянного контроля за работоспособностью системы охлаждения.
Популярными моделями сварочных выпрямителей стали зарубежные образцы. Например, итальянский сварочный аппарат Blue Weld SPACE 280 отличается своей универсальностью. Он может работать на постоянном и переменном токе в большом интервале 10-220 ампер. Это устройство имеет длительный срок службы, может сваривать детали из чугуна и нержавеющей стали, хорошо подходит для применения в частном хозяйстве.
Профессионалы обычно выбирают выпрямительный сварочник BLUE WELD KING TIG 280 / 1, который имеет высокую мощность и способен сваривать даже алюминий, титан и т.д. Он наиболее удобен и универсален в работе, имеет встроенный цифровой экран на передней панели.
Похожие темы:
определение, строение, свойства, длина, температура и мощность, какие зоны называются анодным и катодным пятнами, кто ее изобрел? – Дуговая сварка на Svarka.guru
Без сварочных работ невозможно представить себе возведение мостовых сооружений, решение производственных задач во многих отраслях промышленности. Чтобы ответить на вопрос, что такое сварочная дуга надо углубиться в описание физических процессов, происходящих в газовой среде между разноименно заряженными полюсами.
Электрическая дуга преобразует энергию вырабатываемого тока в тепло, мгновенно создается температурный режим, при котором плавятся все известные науки металлы.
Краткое описание и история изобретения

Какая дуга называется сварочной? Это субстанция, несущая в себе мощь электрического разряда, протекающего среди паров плавящегося металла и присадок. Она обладает индивидуальными особенностями:- образование характеризуется большими выделениями тепла — температура достигает 6 тыс. градусов;
- при этом выделяется мощный световой поток, поэтому сварщику необходимо специальное снаряжение для защиты лица и органов зрения, плотная одежда и рукавицы;
- это отличный проводник тока высокой силы, поэтому представляет опасность для человека;
- лучший способ надежного соединения металлических конструкций разной сложности.
О первенстве в том кто ее изобрел и в первичном описании физического явления до сих пор идут споры среди ученых мужей — официально первооткрывателем считается британский химик, физик и геолог сэр Гемфри Дэви, описавший в 1808 году дугу электрического разряда. Русский ученый-изобретатель, профессор физики из медико-хирургической академии Санкт-Петербурга В. В. Петров открыл аналогичное явление и подробно его описал на 6 лет раньше англичанина.
Типы разрядов
Существуют несколько видов аналогичных разрядов:
- Тлеющий. Образуется при низком давлении, используется в люминесцентных источниках света.
- Искрового типа. Характеризуется прерывистой формой, возникает при нормальном давлении: например, разряды молнии или искрение свечи зажигания в двигателях.
- Не прерывистой формы электрическая дуга, возникающая при атмосферном давлении. Применяется для освещения или электродуговой сварки металлов.
- Коронный — самый интересный из всех видов, появляется в неоднородном поле, когда один из электродов во много раз больше другого. Применяется в промышленности для очистки используемых газов от посторонних вкраплений пыли.
Все разряды крайне опасны для живых организмов — при работе с ними надо строго выполнять правила безопасности.
Природа явления
Сварочной дугой называют электрический разряд, имеющий большую мощность и время воздействия, он возникает между разноименными полюсами, расположенными в смеси газов, при подаче на них напряжения. Она характеризуется ярким световым потоком, большой температурой, способной расплавлять металлы для их надежного соединения.

Важно! Электрод играет роль катода, а металлические заготовки — имеют противоположный заряд, поэтому между ними возникает электрический разряд.
Чтобы световой поток не обжигал кожу и сетчатку глаз, применяется спецснаряжение для защиты исполнителя.
Строение
Какие зоны называются катодным и анодным пятнами? Катодное пятно — это источник электронов, разогревающийся до высокой температуры, чем обеспечивается плавление металлов. Здесь сосредоточено до 38% общей тепловой энергии, а также теряется 12—18 V напряжения.Анодное пятно — характеризуется температурой до 26000C и выделением до 42% тепловой энергии. Потери напряжения до 11 V, из-за постоянной атаки электронов оно имеет форму кратера.
Столб дуги — это нейтральный участок, в нем содержится около 20% от общего тепла и максимальная температура, потери напряжения не более 12 V.
Благоприятная длина столба до 6 мм, при этом размере температура дуги устойчивая, что благотворно сказывается на прочности шва.
При ручной сварке или в механизированной среде плавящимися электродами в защитном газе и использовании источника постоянного тока, пользуются методом обратной и прямой полярности, например, при соединении толстостенных деталей, анод подключают к ним, чтобы обеспечить максимум тепла, а также достаточную глубину проварки.
Виды
- прямого воздействия, устойчиво горит между соединяемыми деталями и электродом;
- непрямого действия — ее создают два электрода, а конструкция, предназначенная к соединению воедино, не задействована в общей цепи;
- трехфазный вариант — к каждому участнику процесса подключается одна фаза;
- плазменная — столб сжимается защитными газами.
Для создания дуги при использовании трансформатора, надо прикоснуться электродом к соединяемым заготовкам, но современное оборудование для сварочных работ позволяет активировать дугу бесконтактным методом, для этого применяется осциллятор.
Классификация
Электрическая дуга имеет различные виды, что напрямую зависит от типа производимой сварки и среды, где она выполняется.
- Открытого типа. Сварка выполняется на открытом пространстве без применения газа, участвуют только пары плавящегося металла, обмазки электрода, а также молекулы воздуха.
- Закрытый вид. Для этого используется флюс, который защищает место сварки от воздействия окружающей среды.
- Дуговая сварка плавящимся электродом в защитном газе. Сварочные работы производятся при использовании инертного газа, подающегося под большим давлением.
Кроме этого, используется классификация по параметрам:
- ток;
- длительность горения;
- какие используются электроды;
- принцип работы.
Момент возникновения
Образование электрической дуги при сварке — это результат короткого замыкания между разноименными полюсами: от большой температуры металл начинает плавиться, появляется его полоска между соединяемыми деталями.Затем вытягивается шейка длиною около 5 мм, нагрев поднимается до максимума, происходит ионизация молекул столба воздуха, которая необходима для стабилизации горения дуги, а сварная дуга прочно соединяет конструкции. Опытные сварщики постоянно удерживают электрод на одном расстоянии от поверхности заготовок. поэтому в результате шов получается ровный, без наплывов.
Условия горения
Газообразные субстанции отличаются одной особенностью — при обычных условиях они не могут проводить ток, потому что их молекулы в этот момент нейтральны. Требуется ионизация, чтобы в зоне соединения появился электрический импульс.Второе условие — нужно постоянно поддерживать температуру катода на одном уровне, важную роль играет и аналогичное состояние окружающего воздуха.
Возникшая дуга должна устойчиво гореть, на это влияет сила тока — чем она мощнее, тем выше температура создается в зоне сварки, вплоть до максимума. Когда исполнитель соблюдает оговоренные условия, то с помощью сварки можно расплавить любой металл. Немаловажное значение имеет источник питания, ведь от устойчивой работы аппарата зависит качество сварного соединения.

В. А. Савченко, образование: Институт профессионального обучения промышленной безопасности, электрогазосварщик 5 разряда, опыт работы с 1999 года: «Опытный сварщик чувствует малейшее увеличение столба дуги, но это возможно только после многолетней профессиональной деятельности».
Особенности
Это физическое явление имеет индивидуальные отличия:
- В столбе плотность достигает 10—20 А/мм2.
- Электрическое поле распределено неравномерно — малые величины в середине столба и огромные ближе к периферии.
- Из-за ее свойств в виде большой плотности газов в дуге концентрируется высокая температура, чем меньше длина столба, тем быстрее она достигает максимума.
- С помощью регулировки длины дуги получают и различия вольт-амперных характеристик.

Сварка заслуженно признается надежным способом соединения различных конструкций, не имеющей альтернативы. Она используется во всех сферах промышленности, но для получения высокого качества соединений нужно учитывать все параметры, влияющие на прочность и пластичность шва.
Чем определяется мощность?
Этот параметр зависит от множества причин: основа — длина столба, затем идет мощность и высокой силы ток, подающийся на электрод. При удлинении дуга не затухает, на мощность влияет только толщина столба, а также его плотность.
Продолжительность
На практике чаще всего используется непрерывный режим, а импульсный — во время выполнения контактной сварки, когда соединение происходит не сплошным швом, а только в специально рассчитанных точках. Герметичность в таком режиме не обеспечивается, но соединение тонкостенных корпусов выполняется прочно.
Чтобы получить герметическое соединение, электродом становится ролик, передвигающийся по кромке свариваемого изделия. Импульс подается с малым промежутком, поэтому зоны оплавления металла частично перекрываются — в результате получается сплошной шов. Такая методика выполняется при автоматическом соединении трубопроводов.
Температурные зоны
Центральная часть столба дуги при любом варианте сварки имеет высокие температурные значения, а рядом с катодом или анодом она составляет только 60—70% от всей тепловой энергии. При подключении переменного тока полярность отсутствует, потому что расположение полюсов меняется с интервалом 50—60 колебаний за секунду.
Сварочная дуга при таком режиме обладает намного меньшей устойчивостью, а температура её постоянно изменяется. Из преимуществ такого процесса соединения металлов отмечается простое и недорогое оборудование, а также полное отсутствие области негативного явления, называемого магнитное дутье.
Вольт-амперная характеристика
Известны три таких аналога внешних источников питания:
- падающая, когда напряжение снижается, а сила и плотность тока растет;
- жесткая — величина напряжения не зависит от силы тока;
- возрастающая, напряжение возрастает вместе с силой тока.
На графике хорошо видны красного цвета диаграмма, отображающая падение напряжения при образовании дуги, а далее во время устойчивого горения. Начинаются кривые от точки, которая указывает холостой ход трансформатора (около 50 V). В момент образования сварочной дуги напряжение довольно резко падает, но потом стабилизируется и становится постоянной величиной.
Инвертор для сварочных работ
Коротко отметим, что отличие инвертора от других аппаратов для сварки заключается в следующем:
- Потребляет в два раза меньше электроэнергии.
- Параметры тока позволяют быстрое образование дуги.
- Стабильность горения во время проведения сварки.
- Это сложная конструкция, способная изменять силу тока для максимальной стабильности дуги.
- Он преобразует переменный ток в постоянный, но уже с большей частотой и наоборот.
- У изделия имеется встроенный понижающий трансформатор.
Последняя фаза заключается в направлении постоянного тока высокой частоты к выпрямителю и далее на электрод.
Выводы
Мы выяснили природу возникновения электрической дуги, ее технические характеристики, классификацию, а также основные параметры. Для начинающего сварщика всё вышеописанное — это аксиома, чем больше теоретических знаний, тем быстрее молодой исполнитель научится правильно соединять различные металлы, приобретет необходимый опыт.
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА — КиберПедия
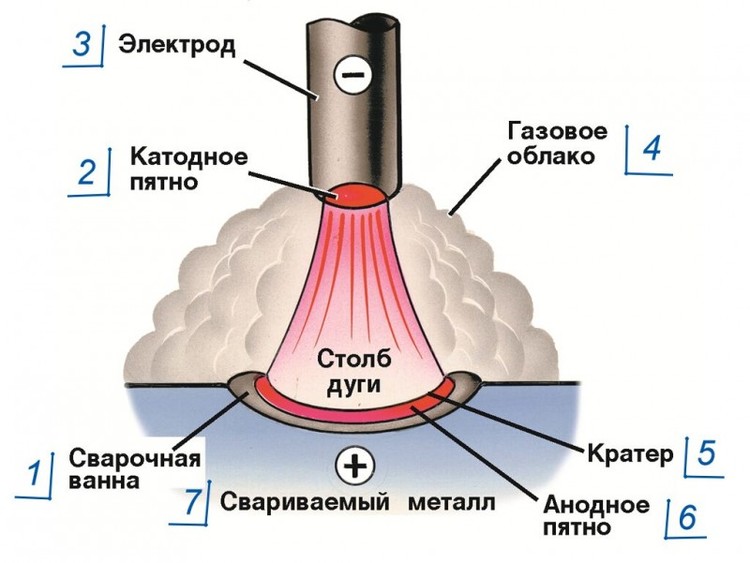
При электродуговой сварке между электродом (рис.52) и свариваемым металлом возникает дуга, окруженная газовым облаком. В образовавшейся дуге в осевом направлении различают: столб дуги,центральную часть длиной порядка нескольких миллиметров и приэлектродные области (катодную и анодную). Дуга, вытесняя расплавленный металл сварочной ванны, образует кратер.
Катодная область включает в себя катодное пятно и часть дугового промежутка, примыкающего к нему. Основной физический процесс в этой области — электронная эмиссия и разгон электронов. На катодном пятне выделяется до 36 % общей теплоты дуги, температура достигает 3000 °С.
Анодная область состоит из анодного пятна и также части дугового промежутка, примыкающего к нему. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода; в результате бомбардировки электронами на нем выделяется больше теплоты (до 43 %), чем на катоде, температура достигает 4000 °С.
Столб дуги занимает наибольшую протяженность дугового промежутка. В столбе дуги происходит соударение нейтральных частиц и частиц, несущих электрический заряд, что сопровождается ионизацией газа столба дуги. Степень ионизации составляет несколько процентов. Ионизированный газ с такой степенью ионизации называют низкотемпературной плазмой. В столбе дуги выделяется до 21 % общего количества теплоты, которая в основном (около 80 %) рассеивается путем лучеиспускания в окружающее пространство. На оси столба температура порядка 5000. ..7000 С.
Рисунок 52 — Схема горения электрической дуги
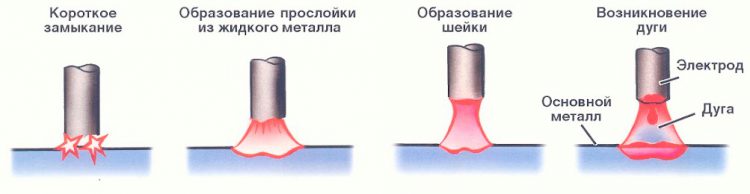
Электрическая характеристика дуги в координатах напряжение U — время t, (рис.53), имеет несколько четко выраженных участков в соответствии с технологическими этапами электродуговой сварки. Сварка начинается с короткого замыкания (точка 1) , при которой напряжение U → 0, а ток I → Iмах. Короткое замыкание необходимо для разогрева торца электрода и металла заготовки в зоне контакта. Затем электрод отводят от поверхности заготовки, и образуется межэлектродное пространство. Образование воздушного зазора вызывает увеличение сопротивления межэлектродного пространства и соответственно повышение напряжения до напряжения зажигания дуги UЗ(точка 2). Под действием электрического поля с разогретого торца электрода (катода) начинается эмиссия электронов, которые, двигаясь упорядоченно по направлению к аноду, сталкиваются с молекулами и атомами газов и паров металла и ионизируют их. В результате дуговой промежуток становится электропроводным (участок 2-3) и начинается разряд электричества, т.е. возникает электрическая дуга. При этом для горения дуги требуется меньшее напряжение Uр. Последний этап характеризуется расплавлением электрода, образованием и отрывом капли металла и уменьшением длины межэлектродного пространства при дальнейшем падении напряжения (участок 3 – 4). В дальнейшем цикл сварки повторяется.
1 2 3 4
Рисунок 53 — Электрическая характеристика дуги
В процессе сварки в энергетической системе, которую представляют источник питания — сварочная дуга — шов, возникают возмущения, которые приводят к нарушению равновесия в системе и вызывают изменения ее энергетических параметров — напряжения на дуге и тока в сварочном контуре. Причинами возмущений чаще всего служат изменения длины дуги, напряжения сети, скорости подачи электродной проволоки и др.
Длиной дуги (рис.54) называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткойдугой называют дугу длиной 2…4 мм. Длина нормальнойдуги составляет 4…6 мм. Дугу длиной более 6 мм называют длинной.
Рисунок 54 — Длина сварочной дуги
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она обеспечивает получение шва высокого качества, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга вызывает приваривание электрода к изделию, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество окислов. Для электродов с толстым покрытием длина дуги указывается в паспортах.
Непременное условие получения качественного сварного соединения — устойчивое горение дуги, при котором основные ее параметры (сила тока и напряжение) находятся в определенной взаимозависимости. Графическое изображение этой зависимости называют статической вольт-амперной характеристикой дуги (рис 55).
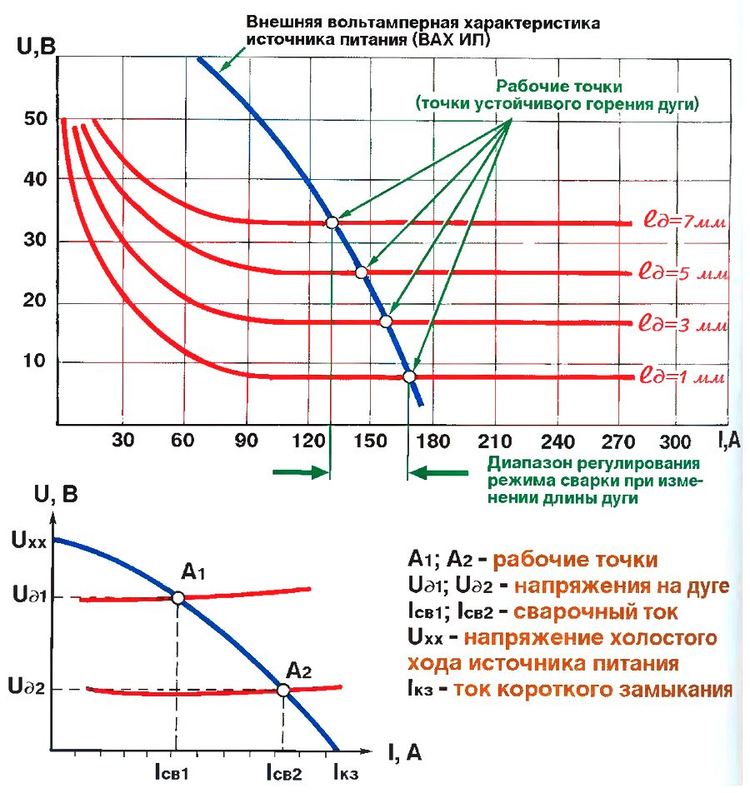
Статическая вольт-амперная характеристика дуги есть зависимость напряжения UД на дуге от силы сварочного тока I при постоянной длине дуги LД и всех прочих физических факторах, влияющих на условия ее горения. С увеличением длины дуги ее напряжение возрастает и кривая статической вольт-амперной характеристики поднимается выше относительно оси абсцисс, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму.
В зависимости от силы тока вольт-амперная характеристика может быть падающей 1, жесткой 2 и возрастающей 3.
Рисунок 55 — Статическая вольт–амперная характеристика дуги:
1 – падающая; 2 – жесткая; 3 – возрастающая.
Падающую характеристику имеют малоамперные свободно горящие в воздухе или среде аргона дуги при силе тока до 100 А. Дугу с жесткой характеристикой при силе тока 100 А и более применяют при ручной дуговой и автоматической сварке под флюсом. Дугу с возрастающей характеристикой используют при газоэлектрической сварке плавящимся электродом, а также при автоматической сварке под флюсом и повышенной плотности тока.
Каждому виду характеристики дуги соответствует определенный характер переноса расплавленного металла электрода в сварочную ванну: падающей и жесткой — крупнокапельный, возрастающей — мелкокапельный.
Чтобы получить устойчивый дуговой разряд между электродом и свариваемым изделием, к ним необходимо подвести напряжение от специального источника Дуговая сварка может проводиться на переменном и постоянном токе.
Зажигание и устойчивое горение дуги при токе любого рода зависят от внешней характеристики источника питания дуги (рис.56). Внешней вольт-амперной характеристикой источника питания называют графическое изображение зависимости напряжения на его выходных клеммах от силы тока в электрической цепи. Внешняя вольт-амперная характеристика может быть крутопадающей 1, пологопадающей 2, жесткой 3 и возрастающей 4.
Источник питания дуги выбирают в зависимости от вида вольт-амперной характеристики дуги. Для ручной дуговой сварки штучными электродами целесообразна крутопадающая внешняя характеристика. Пологопадающую внешнюю вольт-амперную характеристику применяют при автоматической и полуавтоматической сварке под флюсом; жесткую и возрастающую — при сварке в среде защитных газов.
Рисунок 56 — Внешние вольт-амперные характеристики источников питания дуги: 1 –крутопадающая; 2 – пологопадающая; 3 – жесткая; 4 – возрастающая
Сварочная дуга горит устойчиво, если напряжение дуги равно напряжению источника тока, что соответствует точке пересечения статической вольт-амперной характеристики дуги 1 и внешней вольтамперной характеристики источника питания 2 (рис.57).
Рисунок 57 — Совмещение вольт – амперных характеристик: 1 – статической дуги; 2 – внешней источника питания.
Точка В соответствует режиму устойчивого горения дуги; А — напряжению зажигания дуги UЗ ; С — режиму холостого хода (Uхх) источника питания в период, когда дуга не горит и сварочная цепь разомкнута; D — режиму короткого замыкания (IК.З) электрода и детали, который имеет место при зажигании дуги.
Источник питания для ручной дуговой сварки должен отвечать следующим пяти требованиям:
1.Источник сварочного тока должен обеспечивать напряжение холостого хода UХ.Хв 2,5…3 раза больше, чем рабочее напряжение UР. Напряжение холостого хода в зависимости от рода тока и типа электрода изменяется от 40 до 80 В.
2.Сила тока короткого замыкания IК.З не должна более чем в 2 раза превышать силу рабочего тока IР. Отношение силы тока короткого замыкания к силе рабочего тока называют коэффициентом добротности Д источника питания: Д = IК.З /IР — Коэффициент добротности характеризует устойчивость работы источника сварочного тока и горения дуги. Его значения при ручной дуговой сварке должны быть в пределах 1,0 < Д < 2.
3.Источник сварочного тока должен быстро реагировать на все изменения параметров режима в дуге и сети. Источник питания должен восстанавливать напряжение от момента короткого замыкания (U ≈ 0) до напряжения зажигания дуги (Uз) в течение 0,02-0,05 сек.
4.Источник сварочного тока должен обладать крутопадающей внешней вольт-амперной характеристикой, которая необходима для возбуждения и устойчивого горения дуги, ограничения тока короткого замыкания и равномерной сварки при различных колебаниях режима.
5. Источник сварочного тока должен обеспечивать регулирование параметров режима сварки (сварочного тока и напряжения), т. е. легко настраиваться на нужный режим сварки.
Электрическая сварочная дуга
Дуга представляет собой стационарный электрический газовый разряд, который изучил и описал в 1802 г. русский академик В.В.Петров. Электрические заряды в сварочной дуге переносятся электрическими заряженными частицами – электронами, а также положительно к отрицательно заряженными ионами.
Возникновение дуги обусловлено эмиссией электронов с катода с ионизацией в дуговом промежутке. Электроны, движущиеся с большой скоростью, встречаясь с нейтральными атомами газа, ударяются о них, выбивают электроны, ионизируя атомы.
Количество энергии, которое необходимо затратить для отрыва электрона от атома, называется работой ионизации  . Она различна у различных элементов. Осуществляется работа ионизации за счет кинетической энергии электрона;
. Она различна у различных элементов. Осуществляется работа ионизации за счет кинетической энергии электрона;
 , откуда
, откуда  (1.1)
(1.1)
где, m – масса электрона, равная 9,1*10-31 кг;
v – его скорость;
е – заряд электрона, равная 1,6*10-19 Кл;
U – разность потенциалов на участке, пройденном электроном (потенциал ионизации).
Важной характеристикой стабильного горения дуги является также работа выхода электрона с поверхности твердого или жидкого проводника Ae. Она обратно пропорциональна межатомному расстоянию и поэтому самая малая у щелочных металлов (табл. 1.1.).
Окисление поверхности или нанесение на нее другого металла при определенных условиях снижает работу выхода электронов. Например, введение в состав вольфрамового электрода 0,5 % окиси тория увеличивает эмиссию электронов в тысячу раз.
Таблица 1.1.
| Параметр | K | Na | Al | Ca | Ti | Fe | C | O | N |
| U (В) | 4,3 | 5,1 | 5,9 | 6,1 | 6,8 | 7,8 | 11,2 | 13,2 | 14,5 |
| Ae (эВ) | 2,2 | 2,3 | 4,2 | 2,9 | 3,9 | 4,1 | 4,3 | – | – |
Зажигание дуги при сварке осуществляется путей замыкания электрода 1 на деталь 2 (рис. 1.1.а). Проходя через отдельные выступы, ток в соответствии с законом Джоуля-Ленца нагревает их, доводя до плавления. В следующий момент сварщик несколько отводит электрод, отчего з жидком металле образуется тонкая шейка, в которой резко растет плотность тока, а следовательно, и температура, что приводит к резкому испарению (взрыву) и мощной эмиссии электронов. Ускоряясь полем, электроны, взаимодействуя с нейтральными атомами, ионизируют их. В дуге различают три участка: катодный 3 и анодный 5, а также столб дуги 4. (рис.1.1,б). В катодной области из катодного пятна происходит эмиссия электронов, которые, ускоряясь электрическим полем в области катодного падения напряжения, попадают в столб дуги. Сталкиваясь в столбе, дуги с нейтральным атомами, электроны их ионизируют, в результате образуются два медленных электрона и положительный ион. К катодному пятну движутся положительные ионы, но обладая большой массой, они имеют скорость значительно меньше, чем у электронов. Поэтому в области катодного падения напряжения и создается избыточный объемный положительный заряд, возникновение которого в прикатодной области с длиной 10-5см приводит к возникновению высокой напряженности Е электрического тока. В анодной области на участке, равном длине свободного пробега электрона, наблюдается резкое анодное падение напряжения Ua, вызванное большим нескомпенсированным объемным отрицательным зарядом.
На этом участке дуги почти отсутствует ионизация и нет положительных ионов. Поэтому электроны, проходя анодную область, снова резко увеличивают скорость своего движения и, попадая на анодное пятно, тормозятся, выделяя кинетическую энергию и энергию, равную работе выхода электрона. В результате температура в анодном пятне может достигать температуры кипения материала анода.
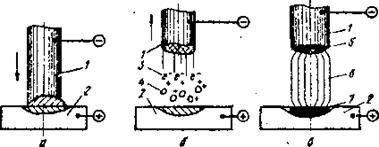
Рис. 1.1, а. Зажигание дуги при сварке
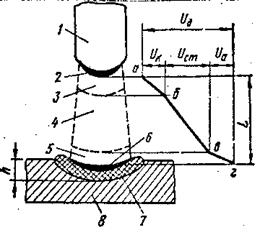
Рис. 1.1, б. Падение напряжения в дуге
Столб дуги (плазма) – область расположения между катодным и анодным падением напряжения и представляет собой смесь электронов и положительных ионов. В случае наличия в дуге атомов элементов, имеющих большое сродство к электрону, в столбе могут образовываться и отрицательные ионы, например, фтора или кислорода. В плазме имеются также и нейтральные атомы.
Столб дуги в целом нейтрален, так как количество отрицательных и положительных зарядов равно.
Температура столба дуги зависит от эффективного потенциала ионизации газов, заполняющих межэлектронное пространство, напряженности поля, плотности тока. Для приближенных расчетов можно использовать уравнение К.К.Хренова:
 (1.2)
(1.2)
где,  – температура столба дуги, °К;
– температура столба дуги, °К;
U – эффективный потенциал ионизации, В.
Температура столба дуги по его сечению неодинакова. Наибольшую температуру имеет центральная часть. Температура на катоде и аноде зависит от рода тока и материала электродов. При сварке стальным плавящимся электродом температура на аноде составляет около 2600 °С, а на катоде около 2400 °С. При использовании угольных электродов температура катода составляет около 3200 °С, а анода — около 3900 °С. При сварке переменным током количество энергии, выделяемое на обоих электродах, одинаково.
Напряжение дуги является функцией ее длины:

где,  – напряжение дуги,, В;
– напряжение дуги,, В;
 – сумма падений напряжений на аноде и катоде.
– сумма падений напряжений на аноде и катоде.
В случае стальных электродов  .
.
 – длина дуги, мм;
– длина дуги, мм;
 – напряженность электрического поля в столбе дуги, которая при сварке на воздухе составляет 2,5 В/мм.
– напряженность электрического поля в столбе дуги, которая при сварке на воздухе составляет 2,5 В/мм.
Дуга горит стабильно, если ее длина  ,
,
Зависимость между напряжением дуги и силой тока, описывается вольт-амперной характеристикой, см. рис 1.2;
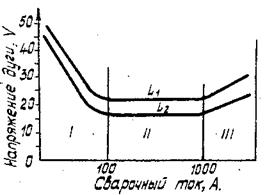
Рис 1.2. Вольт-амперная характеристика дуги
Из рисунка видно, что участок І (при токе меньше 80 А) характеризуется резким падением напряжения, что связано с увеличением числа частиц, переносящих электричество вдуге. Этот участок имеет малую устойчивость и для сварки применяется очень редко.
При токах 80…1000 А (участок ІІ) дуга имеет жесткую характеристику, напряжение не изменяется с увеличением силы тока. Это обусловлено тем, что с увеличением тока растет сечение дуги и одновременно увеличивается число переносчиков заряда. Оба фактора уменьшают сопротивление дуги во столько раз, во сколько возрастает сила тока.
При увеличении тока вше 1000 А (область ІІІ) напряжение дуги снова возрастает, так как дуга к этому моменту достигает максимальных размеров, и сечение ее в дальнейшем не меняется. Дуга с возрастающей характеристикой широко применяется при сварке под флюсом и в защитных газах. Вокруг сварочной дуги постоянного тока образуется мощное магнитное поле, которое может взаимодействовать с массивными частями изделия (ферромагнитные массы), что приведет к отклонению дуги в сторону. Такое явление называют магнитным дутьем. Его можно изменить путем изменения места токопровода, угла наклона электрода, временного симметричного размещения массивного ферромагнитного материала с другой стороны дуги, заменой постоянного тока переменным.
Электрическая дуговая сварка — это… Что такое Электрическая дуговая сварка?
 Электродуговая ручная сварка покрытым электродом
Электродуговая ручная сварка покрытым электродомЭлектросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 5000°С) превосходит температуры плавления всех существующих металлов.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.[1]
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке (ММА -Manual Metal Arc) указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке (MIG/MAG -Metal Inert/Active Gas) плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) (MIG-MAG)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом. Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов. В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка. Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона. Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах. Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока. Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток. Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва. Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена. Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей. Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Примечания
- ↑ «Справочник молодого электросварщика по ручной сварке», Г. Г. Чернышов, В. Б. Мордынский, Москва, «Машиностроение», 1987; стр. 66
- ↑ «Сварочное дело: Сварка и резка металлов: учебник для нач. проф. образования/Г. Г. Чернышов.- М.: Издательский центр «Академия», 2008г.- стр. 496