Как паять SMD компоненты — краткая инструкция с фотографиями
Главная » Справочник » Как паять SMD компоненты — краткая инструкция с фотографиями
Возможно, вы в ужасе от небольшого размера SMD компонентов, которые обычно используются в современной электронике. Но этого не стоит бояться! Вопреки расхожему мнению, пайка SMD компонентов намного проще, чем пайка THT элементов (англ. Through-hole Technology, THT — технология монтажа в отверстия).
У SMD компонентов, несомненно, есть много преимуществ:
- низкая цена;
- небольшие размеры — на одной поверхности можно разместить больше элементов;
- не нужно сверлить отверстия, а в крайних случаях вообще ничего не надо сверлить;
- вся пайка происходит на одной стороне печатной платы, и нет необходимости постоянно ее переворачивать;
Итак, давайте посмотрим, что нам необходимо для пайки SMD компонентов:
- Паяльник – подойдет обычный, не дорогой паяльник.
- Пинцет — можно купить в аптеке.

- Флюс — канифоль растворенная в этиловом спирте или вы можете купить готовый флюс в шприце для пайки SMD деталей.

И что? Это все? Да! Для пайки большинства SMD компонентов не требуется никакого специального оборудования!
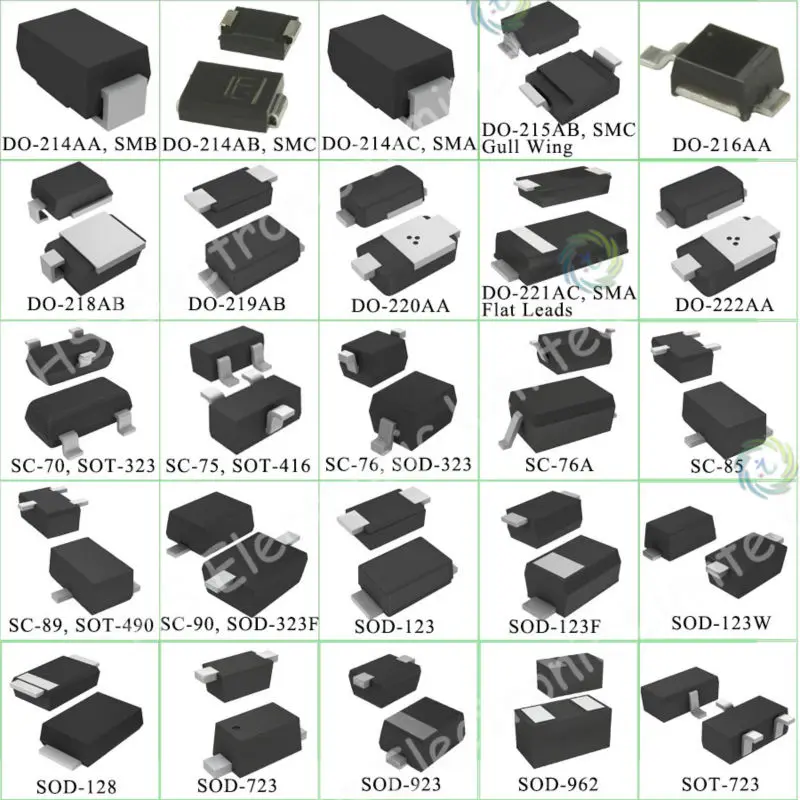
Пайка SMD в корпусе 1206, 0805, MELF, MINIMELF и т. д.
В этих корпусах производят резисторы, конденсаторы, диоды и светодиоды. Такие элементы поставляются в бумажных или пластиковых лентах, адаптированных к автоматической сборке. Такие ленты наматывают на барабаны и обычно содержат 5000 штук элементов, хотя, может быть, даже 20000 в одной катушке.
Такие катушки устанавливаются в сборочные машины, благодаря чему весь процесс производства может быть полностью автоматизирован. Роль человека в подобном производстве — это только установка новых катушек и контроль качества готовой продукции.
В обозначении корпуса закодированы размеры SMD компонента. Например, 1206 означает, что длина элемента составляет 120 mils, а ширина — 60 mils. Mils составляет 1/1000 дюйма или 0,0254 мм.
Mils составляет 1/1000 дюйма или 0,0254 мм.
На практике чаще всего используются корпуса 1206, 0805, 0603, 0402, 0201, 01005. Для ручного монтажа идеально подходит корпус 1206, но даже 0402 можно паять вручную, хотя это довольно утомительно. Элементы MELF имеют цилиндрическую форму и чаще всего являются диодами или резисторами. Давайте теперь перейдем к делу!
Припаять диод в корпусе MELF
Прежде всего, мы должны облудить одну из контактных площадок. Мы обрабатываем площадку флюсом и прикасаемся к ней кончиком паяльника, и через некоторое время наносим припой. Припой должен немедленно расплавиться и равномерно покрыть всю площадку. Все, что вам нужно, это тонкий слой припоя — лучше, чтобы его было мало, чем слишком много.
Тестер транзисторов / ESR-метр / генератор
Многофункциональный прибор для проверки транзисторов, диодов, тиристоров…
Подробнее
Далее мы берем SMD компонент за боковые стороны и кладем его на место пайки. После этого следует разогреть ранее облуженную площадку и придавить в нее SMD компонент. Припой должен равномерно охватить вывод компонент.
После этого следует разогреть ранее облуженную площадку и придавить в нее SMD компонент. Припой должен равномерно охватить вывод компонент.
Последний этап — пайка второго контакта. Здесь нет ничего сложного — мы прикасаемся к контакту и к площадке жалом паяльника, затем прикладываем к нему припой, который быстро плавиться, обволакивая место пайки ровным слоем.
На следующих рисунках показано, как припаивается конденсатор в корпусе 1206. Последовательность операций идентична приведенной выше.
Пайка SMD в корпусе SO8, SO14, SO28 и т. д.
В корпусах SO встречается большинство простых интегральных микросхем, такие как логические элементы, регистры, мультиплексоры, операционные усилители и компараторы. Они имеют относительно большой шаг выводов: 50mils. Вы можете легко припаять их без специального оборудования.
Первый шаг — лужение контактной площадки, расположенной в одном из углов. Мы касаемся площадки паяльником, нагреваем ее, а затем наносим немного припоя.
Мы касаемся площадки паяльником, нагреваем ее, а затем наносим немного припоя.
Далее берем микросхему с помощью пинцета и кладем ее на место пайки. Аналогично примеру с 1206, мы разогреваем облуженное поле, чтобы микросхема прилипала к плате. Если микросхема сдвинулась, то снова разогрейте контакт и отрегулируйте ее положение.
Если микросхема установлена правильно и держится надежно, то пропаиваем оставшиеся ножки. Прикладываем к ним жало паяльника, прогреваем, а затем прикасаемся к ним припоем, который, расплавляясь, обволакивает их. Чтобы сделать пайку качественнее следует применить флюс.
Пайка SMD в корпусе TQFP32, TQFP44, TQFP64 и т. д.
В принципе компоненты в корпусе TQFP тоже можно припаять без флюса, так же, как и SO, но мы хотим здесь наглядно показать, что дает активный флюс. Вы можете купить его в шприцах с надписью FLUX.
В следующем примере мы припаяем микросхему в корпус TQFP44.
Начнем с смазывания всех паяльных площадок флюсом. Флюс имеет густую консистенцию и очень липкий. Будьте осторожны, чтобы не испачкаться, потому что вы сможете отмыть его только растворителем.
Флюс имеет густую консистенцию и очень липкий. Будьте осторожны, чтобы не испачкаться, потому что вы сможете отмыть его только растворителем.
Мы не будем предварительно облуживать, как писали ранее. Мы ставим микросхему сразу на ее место и устанавливаем в правильном положении.
До этого пайка осуществлялась острым жалом. Теперь продемонстрируем пайку жалом в форме ножа, которым одновременно можно припаять сразу несколько ножек.
Набираем немного припоя на кончике жала, а затем касаемся двух ножек в противоположных углах микросхемы. Таким образом, мы фиксируем микросхему, чтобы она не сдвигалась при пайке остальных ножек.
Теперь важно иметь на жале паяльника небольшое количество припоя. Если его много, протрите жало влажной губкой. Мы касаемся кончиком жала ножек, которые еще не пропаяны. Не следует опасаться замыкания ножек, поскольку благодаря использованию активного флюса этого можно избежать.
Если все-таки где-то произошло замыкание ножек припоем, то достаточно очистить жало паяльника, а затем распределить припой по соседним ножкам, или вовсе убрать его в сторону.
В заключение, нужно смыть активный флюс, так как через некоторое время он может окислить медь на плате. Для этого можно использовать этиловый или изопропиловый спирт.
Блок питания 0…30В/3A
Набор для сборки регулируемого блока питания…
Подробнее
Корпусные детали двигателя СМД-62
Корпусные детали двигателя СМД-62
Остов двигателя образуют неподвижные корпусные детали, которые служат основанием для крепления и монтажа всех механизмов и систем двигателя. К корпусным деталям остова двигателя относятся блок-картер, картер маховика, передняя крышка, головки цилиндров, нижняя крышка картера. Компоновка и взаимное расположение корпусных деталей и механизмов определяются числом цилиндров и схемой их расположения.
Шесть цилиндров двигателя расположены в два ряда под углом 90°. Исходя из принятой схемы расположения цилиндров конструкция корпусных деталей выполнена с учетом использования преимуществ V-об-разной схемы расположения цилиндров для обеспечения высокой жесткости и прочности, а также получения компактной моторной установки, как силового агрегата трактора.
Блок-картер — основная корпусная деталь, представляет собой чугунную отливку, объединяющую правый и левый блоки цилиндров и верхнюю часть картера коленчатого вала. Передняя и задняя торцевые стенки вместе с двумя поперечными перегородками между смежными цилиндрами соединяют два ряда цилиндров и обеспечивают жесткость всей детали. В верхней и нижней плите каждого блока выполнены цилиндрические расточки для установки гильз цилиндров. Левый ряд цилиндров смещен относительно правого ряда вперед на 36 мм, для установки по два шатуна противолежащих цилиндров на одну шатунную шейку коленчатого вала.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Поперечные вертикальные перегородки разделяют блок-картер на три отсека. В нижней части этих перегородок и передней и задней торцевой стенки устроены приливы, предназначенные для подвески коленчатого вала. Вместе с крышками они образуют постели для коренных подшипников коленчатого вала.
Каждая крышка коренного подшипника крепится двумя шпильками и дополнительно двумя стяжными болтами, обеспечивающими жесткость нижней части картера.
Расточка постелей под коренные подшипники произведена в сборе с крышками. Крышки заходят в пазы каждой постели. Для обеспечения правильной установки размеры от оси расточки до боковых торцов крышки имеют разницу в 2 мм, что исключает поворот крышки. Для каждой постели предусмотрена своя крышка с маркировкой порядковой цифрой, начиная с переднего торца. Гайки и шайбы крепления крышек также имеют маркировку: по одну сторону цифрами; по другую сторону цифрами.
С наружной стороны вдоль каждого блока цилиндров в отливке располагаются распределительные каналы для подвода охлаждающей воды к цилиндрам. Водяная рубашка каждого блока цилиндров сообщается с водяной рубашкой головки цилиндров через девять обработанных отверстий в верхней плите. В каждом распределительном канале имеется два боковых отверстия с фланцами для установки сливных краников и подсоединения трубок системы предпускового подогрева.![]()
Рис. 1. Блок-картер с передней крышкой и картером маховика:
1 — блок-картер; 2, 11 — водораспределительные каналы; 3— крышка переднего коренного подшипника; 4 — прокладка; 5—площадка крепления кронштейна генератора; 6— крышка передняя; 7 — сальник самоподжимной; 8 — водораспределительный канал; 9 — фланец крепления водяного насоса; 10— главный маслоканал; 12—передняя опора распредвала; 13 — фланец крепления центрифуги; 14 — прокладка головки цилиндров; 15 — головка цилиндров; 16 — патрубок иодачи воздуха; П — канал выпуска; 18—крышка ресивера; 19 — фланец установки турбокомпрессора; 20 — прокладка крышки ресивера; 21 — отверстие под штангу; 22 — канал впуска; 23 — картер маховика: 24 — фланец крепления кронштейна выхлопной трубы; 25 — место установки пускового двигателя: 26 — отверстие под стопорный винт стакана блока шестерен; 27—контрольное отверстие уровня смазки в полости блока шестерен; 28—площадка крепления боковой опоры; 29 — вентиляционное окно; 30 — фланец крепления редуктора; 31 — щит; 32 — болт стяжной; 33 — фланец крепления сливного краника; 34 — канал системы охлаждения для подачи воды в головку цилиндров; 35 — крышка заднего коренного подшипника; 36 — гильза цилиндра; 37 — фланцы крепления маслопроводов к насосу предпусковой прокачки масла и к радиатору; 38 — крышки второго и третьего коренных подшипников.
В развале между правым и левым блоками цилиндров расположена полость ресивера с каналами для подвода воздуха в цилиндры. Полость ресивера закрыта крышкой, отлитой из алюминиевого сплава. Расположенный на крышке фланец предназначен для установки турбокомпрессора, а патрубок — для подсоединения шланга от компрессора.
Крышка через прокладку крепится к блоку шестнадцатью болтами, обеспечивая герметичность полости ресивера.
В центральной части блок-картера в поперечных стенках предусмотрены приливы, в которых расточены четыре опоры под опорные шейки распределительного вала. Задняя опора имеет бронзовую втулку с упорным буртом. Диаметр опор от передней до задней увеличивается для обеспечения удобства монтажа вала, который устанавливается со стороны заднего торца блок-картера.
В каждом блоке цилиндров расточены по шесть обработанных отверстий под толкатели и штанги.
С правой стороны вдоль блок-картера располагается главный распределительный канал системы смазки.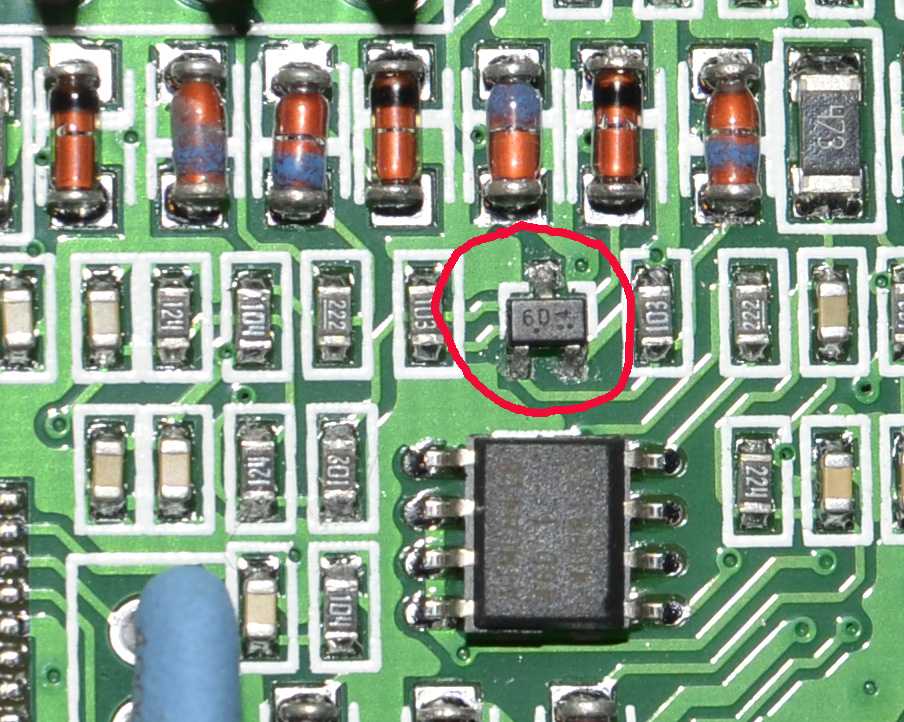 С переднего и заднего торцов он закрыт резьбовыми пробками. От распределительного канала отхо-.дят каналы для подачи масла к каждому коренному подшипнику и к опорным шейкам распределительного вала. К фланцу крепится центрифуга для фильтрации масла. С этой же стороны блока в нижней части имеется фланец установки сливного клапана системы смазки.
С переднего и заднего торцов он закрыт резьбовыми пробками. От распределительного канала отхо-.дят каналы для подачи масла к каждому коренному подшипнику и к опорным шейкам распределительного вала. К фланцу крепится центрифуга для фильтрации масла. С этой же стороны блока в нижней части имеется фланец установки сливного клапана системы смазки.
С левой стороны в нижней части располагается измеритель уровня масла в картере и два фланца для подсоединения маслопроводов к насосу предпусковой прокачки масла и к радиатору охлаждения масла.
Гильзы цилиндров «мокрого» типа отлиты из легированного чугуна, установлены в гнездах блок-картера.
Снаружи гильза имеет два шлифованных пояска, которыми она центрируется в расточенных гнездах блок-картера. Упорным фланцем в верхней части гильза опирается на соответствующую выточку в верхней плите блока. При затяжке головки цилиндров гильза плотно прижимается к блок-картеру благодаря тому, что верхний торец фланца гильзы выступает над плоскостью блока на 0,065—0,165 мм.
Для более равномерного прижатия и лучшего уплотнения стыка головка цилиндров опирается на фланец гильзы через окантовку прокладки.
Зазор между гильзой и блок-картером в верхнем и нижнем поясе 0,05—0,13 мм. В нижнем поясе на гильзе имеется две канавки. В эти канавки поставлены резиновые кольца, которыми гильза уплотняется с блоком, обеспечивая герметичность водяной рубашки.
Для получения нужного зазора между поршнем и гильзой последние по внутреннему диаметру сортируются на две группы. Размеры и маркировка групп приведены в таблице. Маркировку наносят на верхний торец упорного фланца ударным клеймом.
В комплект для одного двигателя подбирают гильзы и поршни одной и той же размерной группы.
Крышка передняя представляет собой фасонную отливку из алюминиевого сплава. Крышка крепится к переднему торцу блок-картера через паронитовую прокладку. В крышке от фланца отходят два литых канала 8, по которым охлаждающая вода поступает в распределительные каналы левого и правого блоков цилиндров.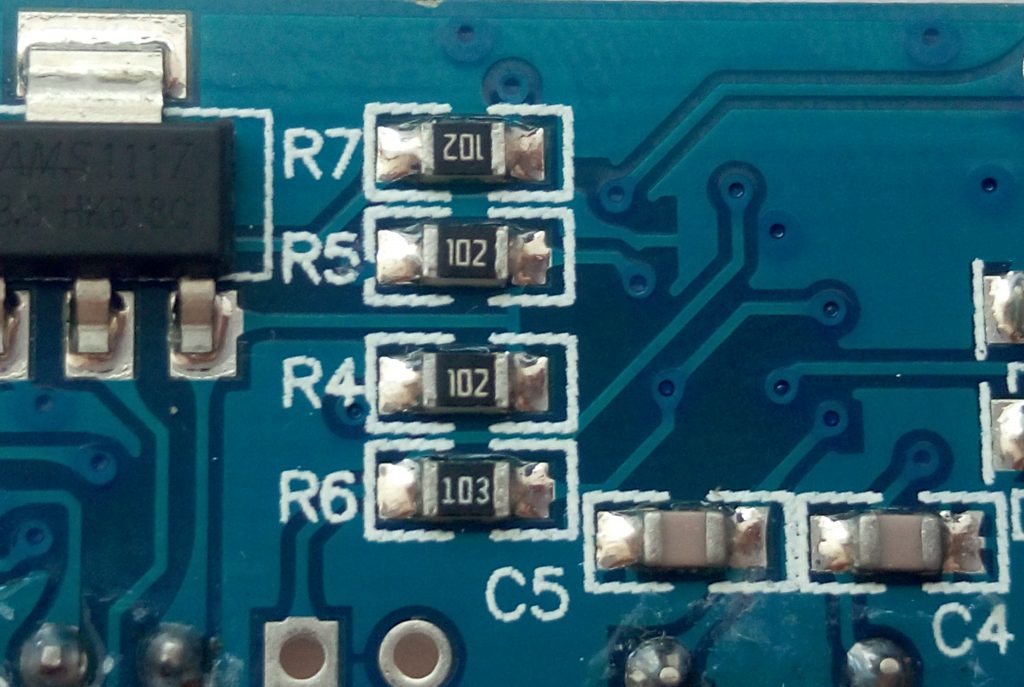 На фланце на двух штифтах устанавливается водяной насос и крепится четырьмя шпильками.
На фланце на двух штифтах устанавливается водяной насос и крепится четырьмя шпильками.
Одновременно с крышкой к блок-картеру крепится передняя опора двигателя, которая представляет собой стальную отливку, в центре которой располагается полка под кронштейн крепления двигателя на раме трактора. Гайки крепления передней опоры затягиваются с усилием 10—12 кгм, а болты крепления передней крышки — 8—10 кгм.
В нижней части в цилиндрической расточке располагается кольцо маслоотражателя и самоподжимной сальник типа II-80 размером 80Х ХЮ5Х12 для уплотнения переднего носка коленчатого вала.
На крышке с правой и левой стороны предусмотрено по одному обработанному фланцу: с правой стороны — для крепления кронштейна компрессора, с левой стороны — для кронштейна генератора.
Если компрессор не устанавливается, на фланец ставится крышка с прокладкой, закрывающая отверстие, предназначенное для слива смазки из компрессора.
Картер маховика служит одновременно картером для расположения шестерен распределения маховика, блока шестерен передачи от пускового двигателя к редуктору, а также имеет площадки для крепления кронштейнов задних опор двигателя. Между задним торцом блок-картера и картером маховика установлен стальной щит. Между блок-картером, щитом и картером маховика установлены две прокладки из паронита. Картер маховика крепится к блоку цилиндров восемью шпильками.
Между задним торцом блок-картера и картером маховика установлен стальной щит. Между блок-картером, щитом и картером маховика установлены две прокладки из паронита. Картер маховика крепится к блоку цилиндров восемью шпильками.
Рис. 2. Блок шестерен привода редуктора:
Рис. 3. Установка седел клапанов: 1 — нижняя плоскость головки цилиндров; 2—козырек седла впускного клапана; 3 — седло выпускного клапана; 4 — отверстие под распылитель форсунки.
В центральной части в цилиндрической расточке помещается кольцо маслоотражателя и самоподжимной сальник типа 11-120 размером 120X150X14 мм для уплотнения картерной части двигателя.
Установка пускового двигателя на специальную площадку производится по двум цилиндрическим штифтам.
В приливе под установку пускового двигателя располагается блок шестерен. В цилиндрической расточке установлен стакан, в котором на двух шарикоподшипниках вращается валик с посаженными на его концах двумя шестернями. Шестерня входит в зацепление с шестерней пускового двигателя, а шестерня с приводной шестерней редуктора. Стакан стопорится в картере маховика винтом.
Стакан стопорится в картере маховика винтом.
Контрольное отверстие служит для проверки уровня смазки в полости блока шестерен. В конструкцию этого узла внесено изменение. С января 1975 г. самоподжимной сальник не устанавливается и контролировать уровень смазки в полости блока шестерен не нужно.
К фланцу тремя болтами крепится редуктор. В верхней части картера сводной стороны крепится опора шестерни привода топливного насоса, а с противоположной проставка крепления топливного насоса.
На картере маховика имеется лючок для определения положения ВМТ и указатель ВМТ, а в нижней части по одному с каждой стороны вентиляционные окна для циркуляции воздуха с целью охлаждения муфты сцепления. К заднему торцу картера маховика на двух центрирующих штифтах уста«авливается крышка муфты сцепления и крепится двенадцатью болтами.
Головка цилиндров представляет собой общую на три цилиндра чугунную отливку сложной формы. На блок цилиндров головка устанавливается по двум направляющим втулкам и крепится шестнадцатью шпильками, расположенными равномерно вокруг трех цилиндров. вую поверхность. К фланцам в местах выхода выпускных каналов шестью шпильками крепится выпускной коллектор.
вую поверхность. К фланцам в местах выхода выпускных каналов шестью шпильками крепится выпускной коллектор.
В головке цилиндров три расточенных колодца под установку форсунок. Форсунка расположена между клапанами под углом 23° к вертикальной оси с выходом конца распылителя из отверстия в нижней стенке головки цилиндров. В месте выхода распылителя сделана лыска. Для эффективного охлаждения форсунок подвод воды из блок-картера осуществляется через девять сверленых отверстий. Вода поступает по сверленым каналам направленным потоком на стенки, где располагаются форсунки и клапаны. С левой стороны вдоль головки цилиндров расположен водяной коллектор для отвода воды из головки. На верхней плоскости коллектора имеются два выходных отверстия с фланцами, один из которых используется для присоединения водоотводного патрубка, а другой закрывается крышкой. В зависимости от назначения головки для правого или левого блока цилиндров установку водоотводного патрубка меняют местами.
Над впускными гнездами клапанов расположены шесть запрессованных в головку направляющих втулок клапанов. Окончательную обработку отверстий направляющих втулок клапанов производят в сборе с головкой цилиндров. Этим обеспечивается правильная посадка клапанов. Биение фаски клапанных гнезд относительно отверстия направляющих втулок клапанов не более 0,05 мм.
Окончательную обработку отверстий направляющих втулок клапанов производят в сборе с головкой цилиндров. Этим обеспечивается правильная посадка клапанов. Биение фаски клапанных гнезд относительно отверстия направляющих втулок клапанов не более 0,05 мм.
Посадочная фаска на седле впускного клапана обработана под углом 120°, а выпускного — под углом 90°.
После притирки клапанов ширина притертой фаски должна быть не менее 1,5 мм и обеспечивать герметичность посадки клапана. На верхней стенке головки имеются три обработанные площадки под стойки осей коромысел, а по периметру — обработанная плоскость под колпак головки, которым закрывается клапанный механизм.
Рис. 4. Схема затяжки гаек крепления головки цилиндров.
Рис. 5. Крышка картера нижняя:
В стыке блок-картера и головки цилиндров установлена прокладка из асбостального полотна. Отверстия под цилиндры и два больших водяных отверстия окантованы. Перед установкой прокладки обжимаются и устанавливаются широкой окантовкой к блок-картеру.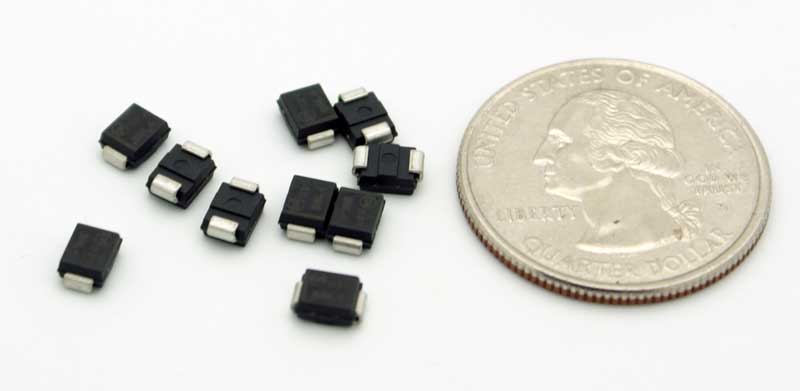 Затяжку гаек крепления головки производят в последовательности, указанной на рисунке 4. За один прием гайку затягивают на одну-две грани. Окончательную затяжку гаек производят усилием 22—24 кгм.
Затяжку гаек крепления головки производят в последовательности, указанной на рисунке 4. За один прием гайку затягивают на одну-две грани. Окончательную затяжку гаек производят усилием 22—24 кгм.
Крышка картера нижняя, штампованная из листовой стали, закрывает нижнюю часть картера и служит резервуаром для масла. Плоскость разъема уплотняется прокладкой из пробки. Прокладка составная, состоит из четырех частей, которые соединяются между собой замками типа ласточкиного хвоста.
Перегородка отделяет полость размещения шестерни привода масляного насоса от общего объема крышки. В средней части устроен мас-лоуспококтель. На наружной поверхности приварены по две бонки с каждой стороны для присоединения фальш-поддона предпускового подогревателя.
Сливное отверстие на задней стенке закрыто пробкой с уплотни-тельным кольцом. Для большей жесткости с нижней стороны к фланцу крепления крышки но периметру приварены планки толщиной 3 мм.
Запчасти по бренду — Детали ЦПГ для двигателей: СМД
Запчасти по бренду — Детали ЦПГ для двигателей: СМД| Фото | Артикул | Наименование | Цена | Наличие | В корзину |
|---|---|---|---|---|---|
| 60-01с15 | Гильза, поршень, к-т на один цилиндр (Кострома)Мотордеталь Кострома | 4 386,00 | 18 шт. | ||
| 22-01с15 | Гильза, поршень, к-т на один цилиндр (Кострома)Мотордеталь Кострома | 3 731,00 | >20 шт. | ||
| 20-01с15 | Гильза, поршень, к-т на один цилиндр (Кострома)Мотордеталь Кострома | 6 шт.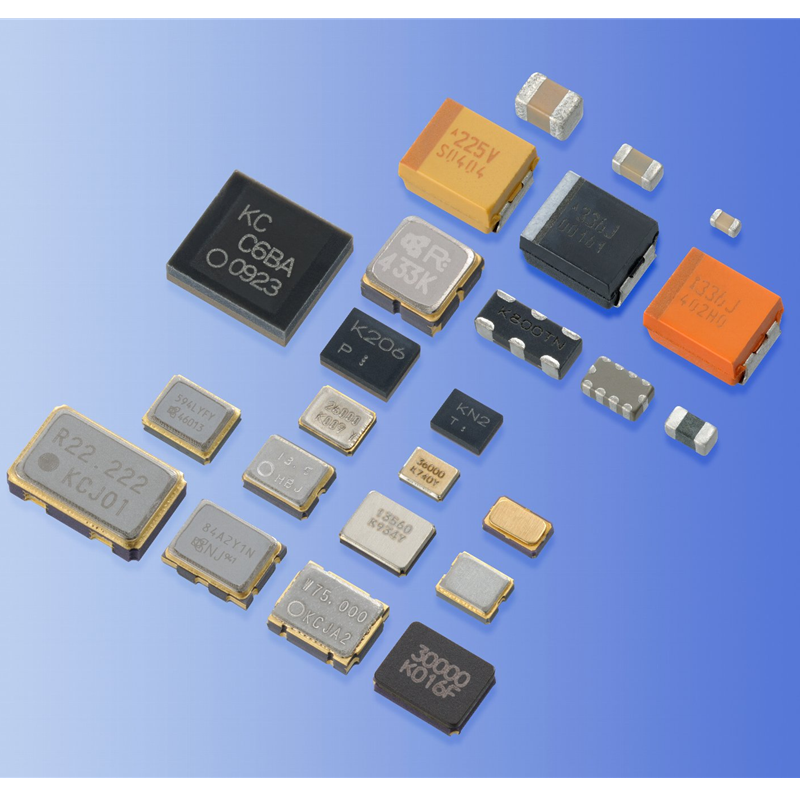 | |||
| 20-03с5 | Гильза, поршень, п/кольца, стоп. и упл. кольца (Кострома)Мотордеталь Кострома | 12 шт. | |||
| 22-03с5 | Гильза, поршень, п/кольца, стоп. и упл. кольца (Кострома)Мотордеталь Кострома | 4 488,00 | 12 шт. | ||
| 20-03с8 | Гильза, поршень, п/палец, упор. и упл. кольца, п/кольца (Кострома) «АГРО»Мотордеталь Кострома | 8 шт. | |||
| 22-03с8 | Гильза, поршень, п/палец, упор. и упл. кольца, п/кольца (Кострома) «АГРО»Мотордеталь Кострома | 5 276,00 | 7 шт. | ||
| 22-03с5(СП) | Гильза, поршень, упл. и порш кольца, к-т на один цилиндр (Кострома) СпециалистМотордеталь Кострома | 2 135,00 | 8 шт. | ||
| 20-03с6-11 | Кольца поршневые, компл. на 4 поршня, (ном) КостромаМотордеталь Кострома на 4 поршня, (ном) КостромаМотордеталь Кострома | 2 700,00 | 1 шт. | ||
| 20-03С6-А5 | Кольца поршневые, моторокомплект (на 4 поршня/цилиндра) 5 колец на поршень (Кострома)Мотордеталь Кострома | 2 шт. | |||
| СМД9-0306-1А | Палец поршневойМотордеталь Кострома | 816,00 | 19 шт. |
 org/Product» itemscope=»»>Гильза, поршень, к-т на один цилиндр (Кострома)
org/Product» itemscope=»»>Гильза, поршень, к-т на один цилиндр (Кострома) org/Offer»>
org/Offer»>Связаться с нами
Оставляя свои персональные данные, Вы даете добровольное согласие на обработку своих персональных данных. Под персональными данными понимается любая информация, относящаяся к Вам, как субъекту персональных данных (ФИО, дата рождения, город проживания, адрес, контактный номер телефона, адрес электронной почты, род занятости и пр). Ваше согласие распространяется на осуществление любых действий в отношении ваших персональных данных, которые могут понадобиться для сбора, систематизации, хранения, уточнения (обновление, изменение), обработки (например, отправки писем или совершения звонков) и т.п. с учетом действующего законодательства. Согласие на обработку персональных данных даётся без ограничения срока, но может быть отозвано Вами (достаточно сообщить об этом в Компанию ВАЛ). Пересылая в свои персональные данные в Компанию ВАЛ, Вы подтверждаете, что с правами и обязанностями в соответствии с Федеральным законом «О персональных данных» ознакомлены.
Под персональными данными понимается любая информация, относящаяся к Вам, как субъекту персональных данных (ФИО, дата рождения, город проживания, адрес, контактный номер телефона, адрес электронной почты, род занятости и пр). Ваше согласие распространяется на осуществление любых действий в отношении ваших персональных данных, которые могут понадобиться для сбора, систематизации, хранения, уточнения (обновление, изменение), обработки (например, отправки писем или совершения звонков) и т.п. с учетом действующего законодательства. Согласие на обработку персональных данных даётся без ограничения срока, но может быть отозвано Вами (достаточно сообщить об этом в Компанию ВАЛ). Пересылая в свои персональные данные в Компанию ВАЛ, Вы подтверждаете, что с правами и обязанностями в соответствии с Федеральным законом «О персональных данных» ознакомлены.
pcb — Помощь в определении компонентов SMD + Как узнать, что это такое?
\$\начало группы\$
Эта плата представляет собой модуль управления коробкой передач от фургона мерседес, который, как мне сказали в гараже, нуждается в замене из-за «короткого замыкания». Что касается стоимости детали, стоит взглянуть на нее, чтобы убедиться, что ее можно легко исправить, но я не могу определить несколько компонентов на плате.
Что касается стоимости детали, стоит взглянуть на нее, чтобы убедиться, что ее можно легко исправить, но я не могу определить несколько компонентов на плате.
Во-первых, это несколько небольших коробок для поверхностного монтажа светло-серого цвета. Я пробовал несколько тестов мультиметра на них. Они обеспечивают емкость 0,5 нФ, значит ли это, что это конденсатор?
Выше находится компонент с маркировкой «934 U1D». (брендинг выглядит как «ON»). Я не могу найти информацию об этом компоненте в Интернете. На плате есть несколько таких компонентов, и единственное измерение, которое я могу получить, — это показания сопротивления, которое для некоторых из этих частей составляет 214 кОм, а для других — только 2 МОм, но я думаю, что это расхождение связано с тем, что Я измерял их в цепи. Что это за компонент?
Наконец, есть 9 таких транзисторов. Я тщательно протестировал их все в меру своих возможностей, используя режим проверки диодов моего мультиметра.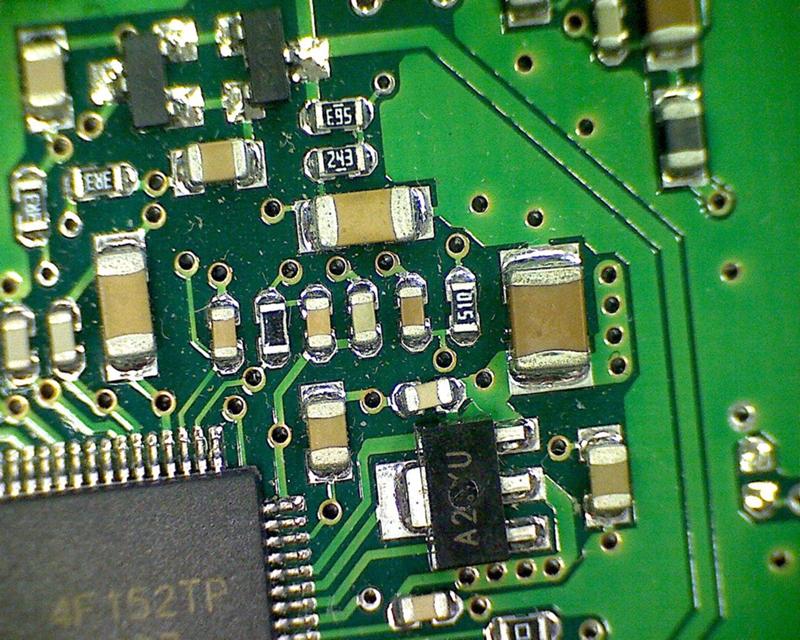 Все отображали одинаковые показания для всех тестов (я пробовал каждую комбинацию положений щупов на каждой ноге), за исключением одного теста только на ОДНОМ транзисторе, который при размещении одного щупа на большой части «радиатора» (извините, я не знаю, что металлическая ножка, которая проходит по всей длине компонента вверху), а другая на нижней левой ножке показала падение напряжения в 1,9V, где остальные транзисторы для того же теста показали обрыв цепи. Может ли это быть признаком неисправного транзистора, или это может быть проблема с проверкой этих компонентов в цепи?
Все отображали одинаковые показания для всех тестов (я пробовал каждую комбинацию положений щупов на каждой ноге), за исключением одного теста только на ОДНОМ транзисторе, который при размещении одного щупа на большой части «радиатора» (извините, я не знаю, что металлическая ножка, которая проходит по всей длине компонента вверху), а другая на нижней левой ножке показала падение напряжения в 1,9V, где остальные транзисторы для того же теста показали обрыв цепи. Может ли это быть признаком неисправного транзистора, или это может быть проблема с проверкой этих компонентов в цепи?
Как можно идентифицировать подобные компоненты, если они не помечены на плате или, по-видимому, в Интернете нет спецификаций?
- плата
- идентификация
- компоненты
\$\конечная группа\$
6
\$\начало группы\$
Во-первых, несколько небольших коробок для поверхностного монтажа, светло-серый цвет.
 Я пробовал несколько тестов мультиметра на них.
Они обеспечивают емкость 0,5 нФ, значит ли это, что это конденсатор?
Я пробовал несколько тестов мультиметра на них.
Они обеспечивают емкость 0,5 нФ, значит ли это, что это конденсатор?Судя по всему, это либо конденсатор, либо предохранитель. Возможно, вы параллельно измеряете другие конденсаторы и ДУМАЕТЕ, что это конденсатор.
Имейте в виду: если вы измеряете их что-либо, пока они находятся на плате, возможно, вы измеряете параллельные конденсаторы или резисторы, подключенные параллельно микросхеме. Действительно сложно/невозможно точно знать, что то, что вы читаете на микросхеме (емкость или сопротивление), верно, если оно все еще находится на печатной плате.
Выше находится компонент с маркировкой «934 U1D». (маркировка выглядит как «ВКЛ»)
Похоже на диод (скорее, я тоже могу сказать по расположению на дорожках), но может быть и конденсатор. Вы можете проверить это, используя диодную функцию вашего мультиметра. Не забывайте, пока микросхема находится на печатной плате, она может считывать параллельные резисторы/конденсаторы, поэтому вы можете получить неправильные показания.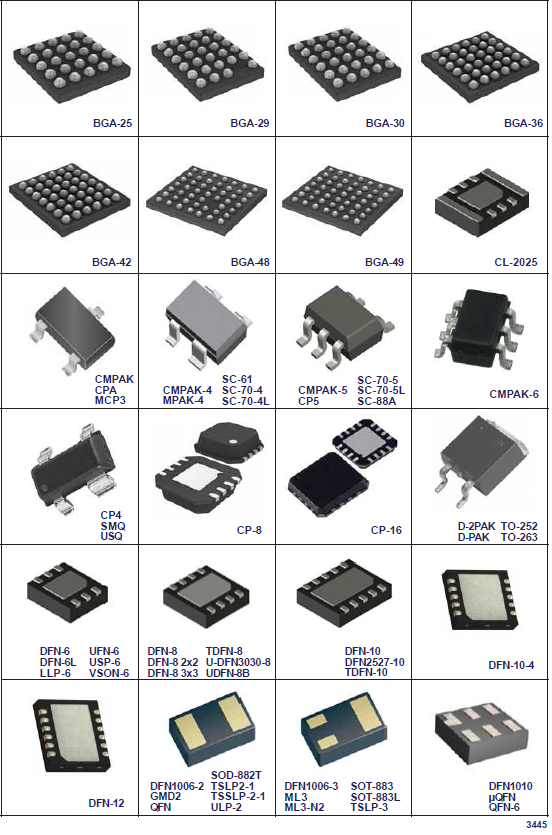 Проверка диодов имеет полярность. Если вы видите падение от ~0,7 до ~0,2 В при тестировании этой микросхемы, это диод.
Проверка диодов имеет полярность. Если вы видите падение от ~0,7 до ~0,2 В при тестировании этой микросхемы, это диод.
показал падение напряжения 1,9 В, где остальные транзисторы для того же теста показал обрыв цепи. Может ли это быть индикация неисправного транзистора, или это может быть проблема с тестирование этих компонентов в цепи?
Опять же, это может быть параллельный диод. Можете ли вы отредактировать вопрос, чтобы сообщить мне, какой была полярность вашего пробника, когда вы увидели падение 1,9 В?
Как можно идентифицировать такие компоненты, если они не маркировка на плате, и или, похоже, в сети нет даташитов?
Это действительно сложно. Лучше всего, если кто-то видел эту часть раньше и помнит чтение на IC.
\$\конечная группа\$
1
\$\начало группы\$
Учитывая, что это компонент силовой передачи, лучше заменить его, чем пытаться отремонтировать самостоятельно, если у вас нет знаний и поддержки. Если он выйдет из строя, это может привести к остановке автомобиля или аварии.
Если он выйдет из строя, это может привести к остановке автомобиля или аварии.
Даже если вы обладаете знаниями в области электроники, для отладки и ремонта такой сборки на уровне компонентов требуется больше информации, чем просто сама плата. Вам нужна, по крайней мере, схема и, если возможно, устранение неполадок + процедура тестирования.
Я понимаю разочарование — эти модули могут быть ужасно дорогими, а производители неохотно предоставляют информацию. Так не должно быть, поэтому в наши дни вы видите больше инициатив «право на ремонт». Но пока этого не произошло, вам лучше приобрести новый модуль. Может быть, они могут кредит вам для ядра?
\$\конечная группа\$
6
\$\начало группы\$
Это запатентованная плата Mercedes, как и большинство плат, используемых OEM-производителями в автомобилестроении. Чтобы сохранить это, многие компоненты либо изготавливаются по индивидуальному заказу, либо маркируются номером детали OEM. Детали специально квалифицированы для применения, за которое платит OEM. Эта плата, вероятно, рассчитана на 150 ° C или выше в зависимости от того, где она установлена. Вероятно, это будет ПХБ с высоким Tg FR4. Номера деталей этих компонентов обычно не индексируются и не указываются. Из-за ответственности, гарантии и других проблем они не хотят, чтобы кто-то, кого они не одобряют, вносил какие-либо изменения.
Детали специально квалифицированы для применения, за которое платит OEM. Эта плата, вероятно, рассчитана на 150 ° C или выше в зависимости от того, где она установлена. Вероятно, это будет ПХБ с высоким Tg FR4. Номера деталей этих компонентов обычно не индексируются и не указываются. Из-за ответственности, гарантии и других проблем они не хотят, чтобы кто-то, кого они не одобряют, вносил какие-либо изменения.
Новые платы обычно не продаются, однако восстановленные платы можно приобрести у утвержденных переработчиков. OEM-производители предоставляют им соответствующую информацию для надлежащего ремонта и поставки или продажи компонентов.
\$\конечная группа\$
1
Твой ответ
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
. Поверхностный монтаж
Поверхностный монтаж— Как удерживать детали SMD на месте во время пайки?
Спросил
Изменено 4 года, 7 месяцев назад
Просмотрено 20 тысяч раз
\$\начало группы\$
Я прохожу через это каждый раз, когда у меня есть печатная плата, которую мне нужно заполнить SMD-деталями, и это стало более серьезной проблемой, поскольку расстояние между выводами стало меньше, а мои руки с возрастом стали менее устойчивыми.
До сих пор я модифицировал некоторые изогнутые пинцеты резиновой лентой для натяжения, чтобы помочь удерживать компонент на месте, пока не можно будет припаять 1 или 2 контакта. Это работает, но может быть обременительно. Зажимное усилие должно быть очень легким, и кажется, что одно легкое нажатие острым железным наконечником все еще сдвинет его.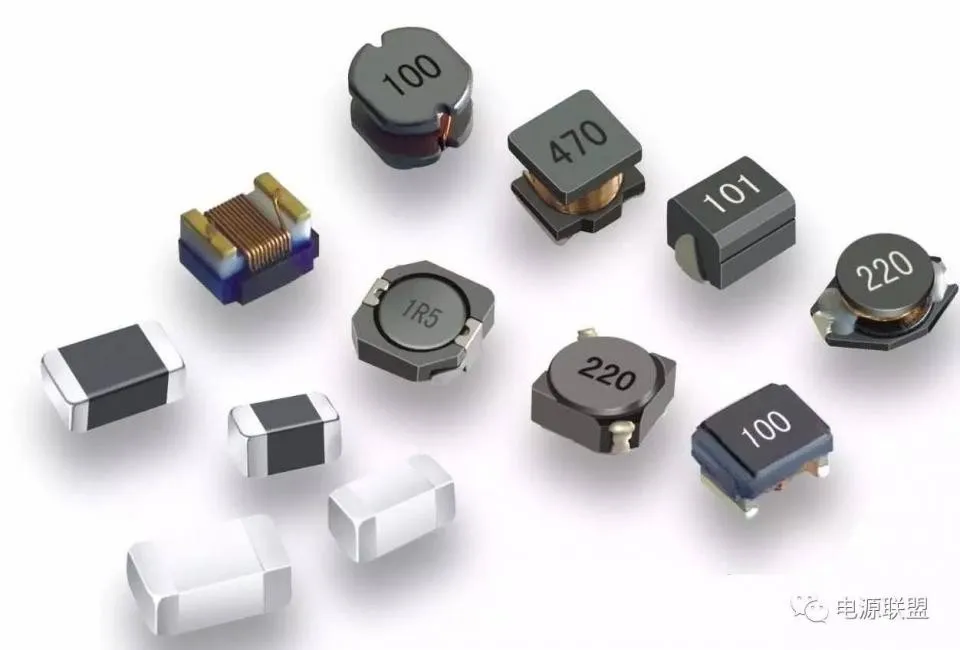 Я также пробовал различные клеи, помещая каплю клея в центр того места, где должен был стоять компонент.
Я также пробовал различные клеи, помещая каплю клея в центр того места, где должен был стоять компонент.
Иногда это срабатывает, но все клеи, которые я пробовал, либо тратят мое время на ожидание высыхания, либо слишком быстро высыхают (покрываются пленкой), когда я беру еще немного. Хуже того, слишком часто даже капля клея попадает на подушечки, и тогда мне приходится тратить больше времени на уборку.
Если бы у меня были барабаны, все детали SMD поставлялись бы с отклеивающейся подложкой. Но в любом случае предложения приветствуются. Пройдет много времени и много тестовых рынков, прежде чем все, что я делаю, будет заполнено для меня профессиональными машинами для захвата и размещения.
- пайка
- поверхностный монтаж
\$\конечная группа\$
7
\$\начало группы\$
Я только что увидел клюв SMD на Hack-a-day, который выглядит как то, что вы ищете (я хочу такой!). ..
..
http://vpapanik.blogspot.de/2015/02/the -smd-beak.html
Мне тоже повезло…
- используйте небольшой кусочек скотча или малярного скотча на одной стороне детали, чтобы прижать ее
- прикрепите пару выводов припоем
- снять ленту и правильно припаять
Для мелких деталей (т.е. SOT23)…
- оловянная подушка (обычно средняя)
- держите деталь точно в нужном месте с твитерами
- быстро прикоснитесь утюгом к грифелю поверх луженой площадки, чтобы прикрепить его
- правильно припаяйте другие контакты и двигайтесь обратно к прихватке.
Приятной особенностью этой техники является то, что вы можете очень точно вращать деталь, двигая локтем (ваша рука действует как большой рычаг). Даже если вы немного шатаетесь, вы можете подождать, пока деталь не будет идеально выровнена, а затем зафиксировать ее гвоздем.
\$\конечная группа\$
3
\$\начало группы\$
Тссс ребятам, использующим трафареты 🙂 Держу пари, я могу поставить QFP быстрее, чем вы сможете вставить, разместить и перелить 🙂 Хотя неплохо, если вы хотите припаять эту центральную площадку.
Серьезно, если мы говорим здесь об микросхемах, я просто немного оплавляю перо, а затем припаиваю один контакт в углу. Затем положите чип рядом с ним. Теперь просто налейте припой своим утюгом и подтолкните его на место с помощью отмычки, пинцета или пальца, что подходит для этой детали. Затем вы можете выровнять все остальные стороны, немного нагрев припой и подтолкнув его. Затем закрепите противоположный угол и вперед.
Не тратьте время на выравнивание и пайку, выравнивайте во время пайки.
Для маленьких элементов, таких как SOT-23 или 0201, я обычно сначала наношу немного припоя на одну площадку, затем нагреваю ее и вставляю одну площадку компонента с помощью пинцета. Вытяните утюг, и он останется на месте, вы можете прикладывать к пинцету столько силы, сколько вам нужно. Затем просто закончите остальные булавки. Вы можете работать довольно быстро с этим, если вы размещаете несколько частей, просто подготовьте одну площадку на каждом посадочном месте, затем вставьте части, а затем вернитесь и сделайте другие штифты.
Это моя основная ручная техника, она работает и для QFN, если вам не нужно припаивать центральную площадку (плата должна быть под углом). Я обычно перетаскиваю припой IC, который очень быстро, когда вы освоите его.
Для моих друзей-трафаретчиков, вы должны увидеть новый принтер на кикстартере, который наносит паяльную пасту…
\$\конечная группа\$
6
\$\начало группы\$
Вообще руками уже не паю. Однако есть несколько компонентов, которые я все же предпочитаю делать вручную, например, TQFP с шагом 0,5 мм или TSSOP (действительно хорошие) — если, конечно, у меня нет трафарета. Для тех, кого я просто держу его пальцем, пока не будут прибиты две булавки, после чего он держится на месте.
Все, что меньше, перекомпоновывается. Я не могу не подчеркнуть, насколько проще использовать паяльную пасту и рабочую станцию для оплавления (или печь для полных плат) вместо паяльника.
\$\конечная группа\$
8
\$\начало группы\$
Я написал статью о пайке SMD для журнала (Amateur) Radio Society of Great Britain, RadCom, и включил сюда несколько фотографий из нее, которые иллюстрируют мои методы удержания SMD. Мне нравится, когда они надежно закреплены, обе руки свободны для пайки.
Они показывают деревянную зубочистку для SMD, которая будет хорошо сидеть на контактных площадках, и крупный план; как я использую пинцет, чтобы руки были свободны, для SMD, которые имеют свойство соскальзывать с контактных площадок; и как для ИС я вырезал плотно прилегающий кусок пластика в качестве зажима. На этом последнем изображении отверстие в картоне удерживает ИС в перевернутом виде, так что я могу залудить контакты. Наконец, общий вид моей рабочей станции. С тех пор, как я сделал эти снимки, я заменил маленький вентилятор для рассеивания дыма большим вентилятором и фильтром.
\$\конечная группа\$
2
\$\начало группы\$
Паяльная паста!
Не используйте утюг: купите дешевую печь для оплавления или тостер. Я использую тостер для целых печатных плат и горячего воздуха, если я ошибаюсь и мне нужно удалить / заменить один компонент.
Можно паяльником, но и там я бы использовал паяльную пасту. Паста очень хорошо удерживает деталь на месте во время пайки.
\$\конечная группа\$
5
\$\начало группы\$
Купите себе обратный пинцет (сожмите, чтобы открыть).
Я не использую его каждый раз, потому что я довольно устойчив с пинцетом + деталь в одной руке и паяльником в другой, но руки-помощники, держащие пару обратных пинцетов, держащих деталь, похоже, работают.
В общем, возьмите одного из этих парней:
Держите пару таких:
Которые держат это:
Если вы позволите помогающим рукам схватить пинцет немного выше, то они могут как бы опереться на деталь, чтобы прижать ее к доске. Лучше всего это работает, когда вы держите доску в тисках, которые держат ее под углом, но также могут работать и на верстаке.
\$\конечная группа\$
4
\$\начало группы\$
Несмотря на трясущиеся руки и старые глаза, я использую очки для чтения и пинцет для пайки SMD. Я сначала припаиваю одну площадку (обычно среднюю). Я кладу левую руку на скамейку с пинцетом, удерживающим SMD-устройство. Правой рукой я использую паяльник, чтобы расплавить припой на площадке.
\$\конечная группа\$
\$\начало группы\$
Какой-то специалист по аппаратному обеспечению упомянул об этом мимоходом, но я хочу повторить: Flux — ваш друг. Наименьший возможный мазок канифоли (только) флюс слегка липкий. Подумайте о руке бейсбольного питчера. В отличие от клея, мазок канифоли можно легко пропаять. Помогает, а не вредит.
Наименьший возможный мазок канифоли (только) флюс слегка липкий. Подумайте о руке бейсбольного питчера. В отличие от клея, мазок канифоли можно легко пропаять. Помогает, а не вредит.
\$\конечная группа\$
1
\$\начало группы\$
Я использовал термический (радиаторный) клей, чтобы временно удерживать большие ИС. Это, вероятно, предпочтительнее, чем другие клеи (теплоизоляционные) или канифоль (теплоизоляционные и в той или иной степени коррозионно-активные). Нужно совсем чуть-чуть, оно вязкое и на некоторое время можно перемещать. Тем не менее, это может затруднить отпайку — хотя это не особенно сильный клей, так что YMMV).
Я рассматривал XY-стол фрезерного станка для точного позиционирования предметов или для перемещения инструмента (например, пинцета). Есть несколько очень маленьких и очень дешевых (eBay, Amazon). По сходной цене есть XY-платформы для микроскопов, которые, вероятно, можно было бы использовать.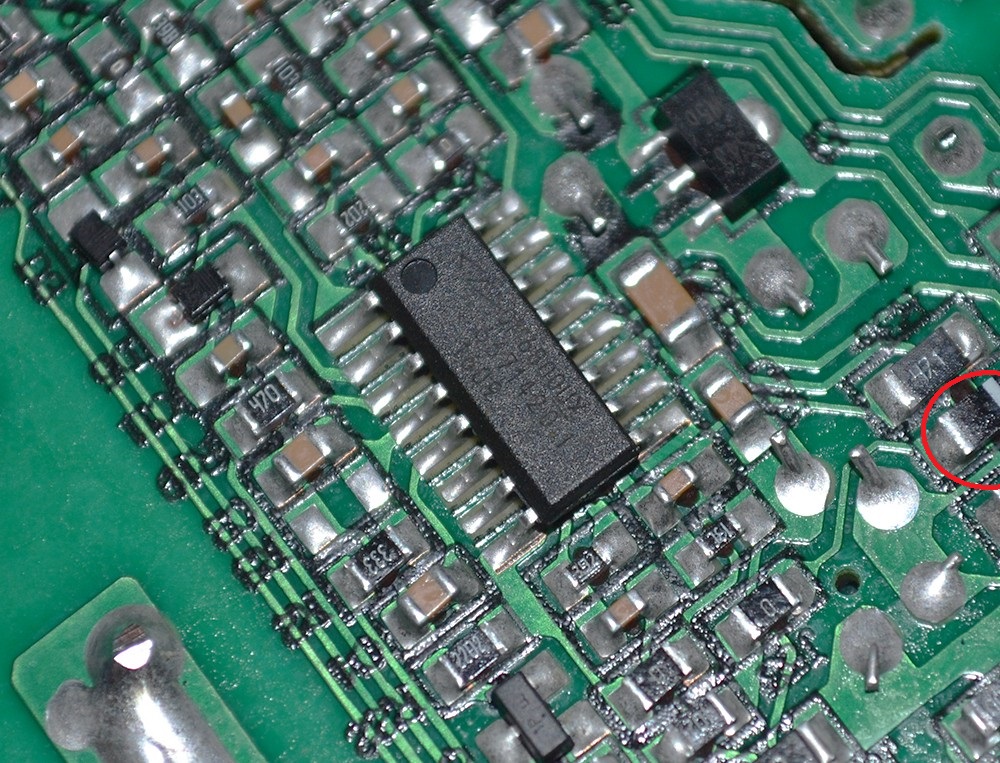
И немного не по теме, но очень интересно, это дорогое ручное приспособление для захвата и установки, CIF V
0:
Существует даже версия с камерой для крупного плана и TFT-экраном для точного позиционирования.
\$\конечная группа\$
Твой ответ
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Библиотека деталей JLCPCB и поиск компонентов
Живой чат
Нужна помощь?
Доставка по номеру
Библиотека сборочных деталей JLCPCB
Более 350 тыс. компонентов на складе, быстрая сборка печатных плат в течение 24 часов, значительно сниженная стоимость.
Скачать таблицу
ADC/DAC/преобразование данных (6431)
Усилители (8460)
Аналоговые ICS (31)
Audio Components/Vibration Motors (17)
.0330
Audio products/micromotors (850)
Battery Products (3)
bead/filter/emi Optimization (569)
Buzzers & Speakers & Microphones (3)
Capacitors (126441 )
Circuit Protection (26953)
Clock And Timing (10790)
Communication Interface chip/uart/485/232 (5184)
Connectors (31164)
Кристаллический осциллятор/осциллятор/резонатор (15046)
Кристаллы (85)
Кристаллы/осцилляторы/резонаторы (333543)
Data Convertement (333543)
292330.
(53)Диоды (19583)
Модули дисплея/драйверы светодиодов/драйверы дисплея (3026)
Драйверы (91)
9303020002 Электромеханические устройства и компоненты (419)
Электронные инструменты/инструменты/расходные материалы (10457)
Встроенные периферийные ICS (25)
Встроенные процессы и контроллер (29184)
29 2
(29184)
2 2
.
Фильтры/оптимизация emi (5191)
Функциональные модули (94)
Предохранители (23)
1 Global Sourcing40 Parts0003
Hardware fasteners/seals (24)
Hardwares / Sealings / Machinings (73)
hardwares/solders/accessories/batteries (4)
Inductors & Chokes & Transformers (34)
индукторы/катушки/трансформаторы (149445)
Инструменты (4)
инструменты/инструменты (46)
4 Интерфейс 207 (
4 Ics) 2070330
модули IOT/связи (914)
Ключ/Переключатель (100)
Логические ICS (17179)
Память (12634)
Nixie Driver/LED DIRIMPLE (12634)
NIXIE DIRIMBER/LED LED DIRIBER/LED LED DIBER/LED LED MAD (9099)
NIXIE CUR/светодиодный морожен.
 (53)
(53)